Спосіб надтонкої абразивної обробки циліндричних поверхонь деталей з нікелевих сплавів
Номер патенту: 40050
Опубліковано: 25.03.2009
Автори: Мельник Олена Олексіївна, Віцюк Юлія Юріївна, Гавріш Анатолій Павлович, Роїк Тетяна Анатоліївна, Гавриш Олег Анатолійович
Формула / Реферат
Спосіб надтонкої абразивної обробки циліндричних поверхонь деталей з нікелевих сплавів, що включає магнітоабразивне оброблення їх дрібнозернистими металокерамічними порошками у магнітному полі, який відрізняється тим, що обробку поверхонь деталей з магнітних сплавів виконують за такими режимами різання: швидкість оброблення деталі - Vд=45-60 м/хв., поздовжня швидкість - Vп=0,3-0,5 м/хв., довжина робочого зазору між магнітом і деталлю - 1,0-1,2 мм, зернистість феромагнітного абразивного порошку - 40-60 мкм, магнітна індукція в зазорі В=1,0-1,5 Тл, при цьому магніту додатково надають поздовжні осцилюючі коливання з частотою n=1000-1100 подв.ходів/хв. і амплітудою осциляції А=1,2-1,5 мм, а загальний час оброблення розділяють на два періоди: спочатку протягом 30 с обробку поверхонь деталей виконують при магнітній індукції 1,0-1,5 Тл, а потім протягом 30 с - при плавному зменшенні її до нуля.
Текст
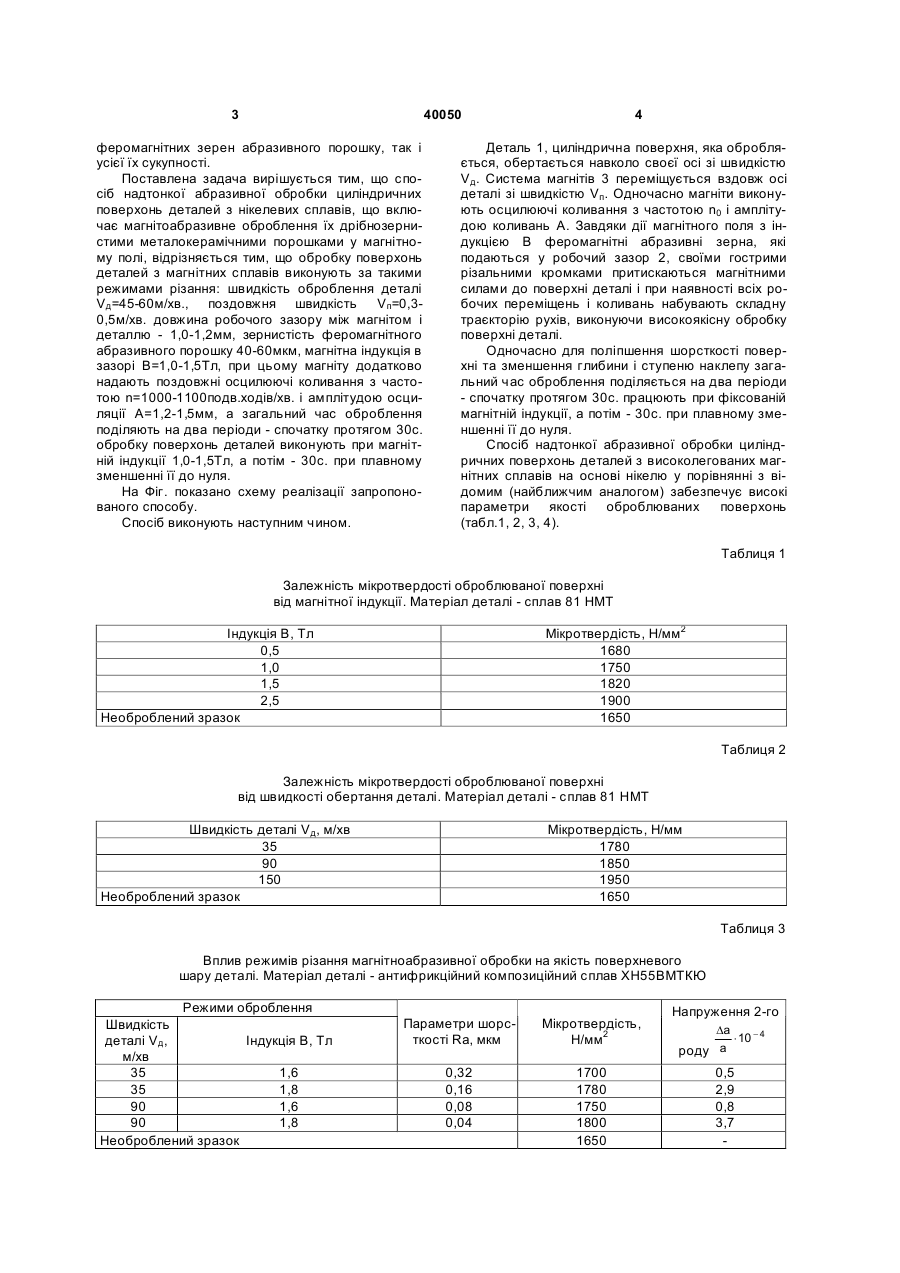
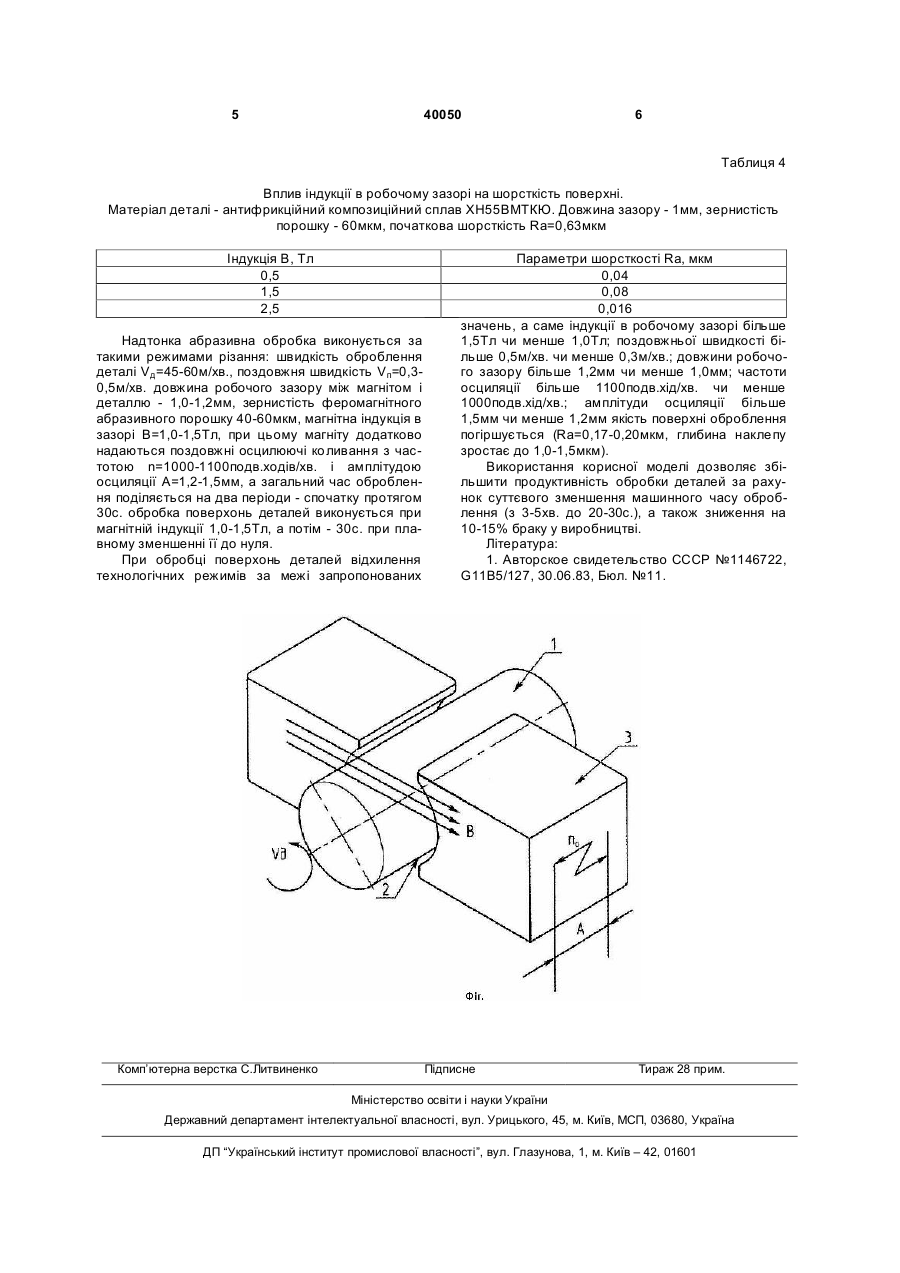
Спосіб надтонкої абразивної обробки циліндричних поверхонь деталей з нікелевих сплавів, що включає магнітоабразивне оброблення їх дрібнозернистими металокерамічними порошками у маг 3 40050 феромагнітних зерен абразивного порошку, так і усієї їх сукупності. Поставлена задача вирішується тим, що спосіб надтонкої абразивної обробки циліндричних поверхонь деталей з нікелевих сплавів, що включає магнітоабразивне оброблення їх дрібнозернистими металокерамічними порошками у магнітному полі, відрізняється тим, що обробку поверхонь деталей з магнітних сплавів виконують за такими режимами різання: швидкість оброблення деталі Vд=45-60м/хв., поздовжня швидкість Vп=0,30,5м/хв. довжина робочого зазору між магнітом і деталлю - 1,0-1,2мм, зернистість феромагнітного абразивного порошку 40-60мкм, магнітна індукція в зазорі В=1,0-1,5Тл, при цьому магніту додатково надають поздовжні осцилюючі коливання з частотою n=1000-1100подв.ходів/хв. і амплітудою осциляції А=1,2-1,5мм, а загальний час оброблення поділяють на два періоди - спочатку протягом 30с. обробку поверхонь деталей виконують при магнітній індукції 1,0-1,5Тл, а потім - 30с. при плавному зменшенні її до нуля. На Фіг. показано схему реалізації запропонованого способу. Спосіб виконують наступним чином. 4 Деталь 1, циліндрична поверхня, яка обробляється, обертається навколо своєї осі зі швидкістю Vд. Система магнітів 3 переміщується вздовж осі деталі зі швидкістю Vп. Одночасно магніти виконують осцилюючі коливання з частотою n0 і амплітудою коливань А. Завдяки дії магнітного поля з індукцією В феромагнітні абразивні зерна, які подаються у робочий зазор 2, своїми гострими різальними кромками притискаються магнітними силами до поверхні деталі і при наявності всіх робочих переміщень і коливань набувають складну траєкторію рухів, виконуючи високоякісну обробку поверхні деталі. Одночасно для поліпшення шорсткості поверхні та зменшення глибини і ступеню наклепу загальний час оброблення поділяється на два періоди - спочатку протягом 30с. працюють при фіксованій магнітній індукції, а потім - 30с. при плавному зменшенні її до нуля. Спосіб надтонкої абразивної обробки циліндричних поверхонь деталей з високолегованих магнітних сплавів на основі нікелю у порівнянні з відомим (найближчим аналогом) забезпечує високі параметри якості оброблюваних поверхонь (табл.1, 2, 3, 4). Таблиця 1 Залежність мікротвердості оброблюваної поверхні від магнітної індукції. Матеріал деталі - сплав 81 НМТ Мікротвердість, Н/мм2 1680 1750 1820 1900 1650 Індукція В, Тл 0,5 1,0 1,5 2,5 Необроблений зразок Таблиця 2 Залежність мікротвердості оброблюваної поверхні від швидкості обертання деталі. Матеріал деталі - сплав 81 НМТ Швидкість деталі Vд, м/хв 35 90 150 Необроблений зразок Мікротвердість, Н/мм 1780 1850 1950 1650 Таблиця 3 Вплив режимів різання магнітноабразивної обробки на якість поверхневого шару деталі. Матеріал деталі - антифрикційний композиційний сплав ХН55ВМТКЮ Режими оброблення Швидкість деталі Vд, Індукція В, Тл м/хв 35 1,6 35 1,8 90 1,6 90 1,8 Необроблений зразок Параметри шорсткості Ra, мкм Мікротвердість, Н/мм2 0,32 0,16 0,08 0,04 1700 1780 1750 1800 1650 Напруження 2-го Da роду a × 10 - 4 0,5 2,9 0,8 3,7 5 40050 6 Таблиця 4 Вплив індукції в робочому зазорі на шорсткість поверхні. Матеріал деталі - антифрикційний композиційний сплав ХН55ВМТКЮ. Довжина зазору - 1мм, зернистість порошку - 60мкм, початкова шорсткість Ra=0,63мкм Індукція В, Тл 0,5 1,5 2,5 Надтонка абразивна обробка виконується за такими режимами різання: швидкість оброблення деталі Vд=45-60м/хв., поздовжня швидкість Vп=0,30,5м/хв. довжина робочого зазору між магнітом і деталлю - 1,0-1,2мм, зернистість феромагнітного абразивного порошку 40-60мкм, магнітна індукція в зазорі В=1,0-1,5Тл, при цьому магніту додатково надаються поздовжні осцилюючі коливання з частотою n=1000-1100подв.ходів/хв. і амплітудою осциляції А=1,2-1,5мм, а загальний час оброблення поділяється на два періоди - спочатку протягом 30с. обробка поверхонь деталей виконується при магнітній індукції 1,0-1,5Тл, а потім - 30с. при плавному зменшенні її до нуля. При обробці поверхонь деталей відхилення технологічних режимів за межі запропонованих Комп’ютерна верстка C.Литвиненко Параметри шорсткості Ra, мкм 0,04 0,08 0,016 значень, а саме індукції в робочому зазорі більше 1,5Тл чи менше 1,0Тл; поздовжньої швидкості більше 0,5м/хв. чи менше 0,3м/хв.; довжини робочого зазору більше 1,2мм чи менше 1,0мм; частоти осциляції більше 1100подв.хід/хв. чи менше 1000подв.хід/хв.; амплітуди осциляції більше 1,5мм чи менше 1,2мм якість поверхні оброблення погіршується (Ra=0,17-0,20мкм, глибина наклепу зростає до 1,0-1,5мкм). Використання корисної моделі дозволяє збільшити продуктивність обробки деталей за рахунок суттєвого зменшення машинного часу оброблення (з 3-5хв. до 20-30с.), а також зниження на 10-15% браку у виробництві. Література: 1. Авторское свидетельство СССР №1146722, G11B5/127, 30.06.83, Бюл. №11. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for super-fine abrasive processing of cylindrical surfaces of parts made of nickel alloys
Автори англійськоюHavrysh Anatolii Pavlovych, Roik Tetiana Anatolivna, Melnyk Olena Oleksiivna, Vitsiuk Yulia Yuriivna, Havrysh Oleh Anatoliiovych
Назва патенту російськоюСпособ сверхтонкой абразивной обработки цилиндрических поверхностей деталей из никелевых сплавов
Автори російськоюГавриш Анатолий Павлович, Роик Татьяна Анатольевна, Мельник Елена Алексеевна, Вицюк Юлия Юрьевна, Гавриш Олег Анатольевич
МПК / Мітки
МПК: G11B 5/127
Мітки: поверхонь, спосіб, абразивної, сплавів, обробки, циліндричних, деталей, нікелевих, надтонкої
Код посилання
<a href="https://ua.patents.su/3-40050-sposib-nadtonko-abrazivno-obrobki-cilindrichnikh-poverkhon-detalejj-z-nikelevikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб надтонкої абразивної обробки циліндричних поверхонь деталей з нікелевих сплавів</a>
Спосіб прецизійної абразивної обробки плоских поверхонь деталей з нікелевих сплавів
Номер патенту: 39728
Опубліковано: 10.03.2009
Автори: Гавріш Анатолій Павлович, Гавриш Олег Анатолійович, Роїк Тетяна Анатоліївна, Віцюк Юлія Юріївна, Мельник Олена Олексіївна
МПК: B23P 9/00
Мітки: сплавів, деталей, прецизійної, спосіб, обробки, абразивної, поверхонь, плоских, нікелевих
Формула / Реферат:
Спосіб прецизійної абразивної обробки плоских поверхонь деталей з нікелевих сплавів, що включає магнітно-абразивне оброблення дрібнозернистими металокерамічними порошками у магнітному полі, який відрізняється тим, що обробку поверхонь деталей з магнітно-м'яких матеріалів виконують з такими режимами різання: поздовжня швидкість деталі Vп=2-10 м/хв., довжина робочого зазору між магнітом і деталлю 1,0-1,2 мм, зернистість абразивного порошку...
Спосіб фінішної абразивної обробки зовнішніх профільних поверхонь деталей з нікелевих сплавів
Номер патенту: 39731
Опубліковано: 10.03.2009
Автори: Гавриш Олег Анатолійович, Роїк Тетяна Анатоліївна, Мельник Олена Олексіївна, Віцюк Юлія Юріївна, Гавріш Анатолій Павлович
МПК: G11B 5/127
Мітки: фінішної, профільних, поверхонь, деталей, сплавів, спосіб, абразивної, нікелевих, обробки, зовнішніх
Формула / Реферат:
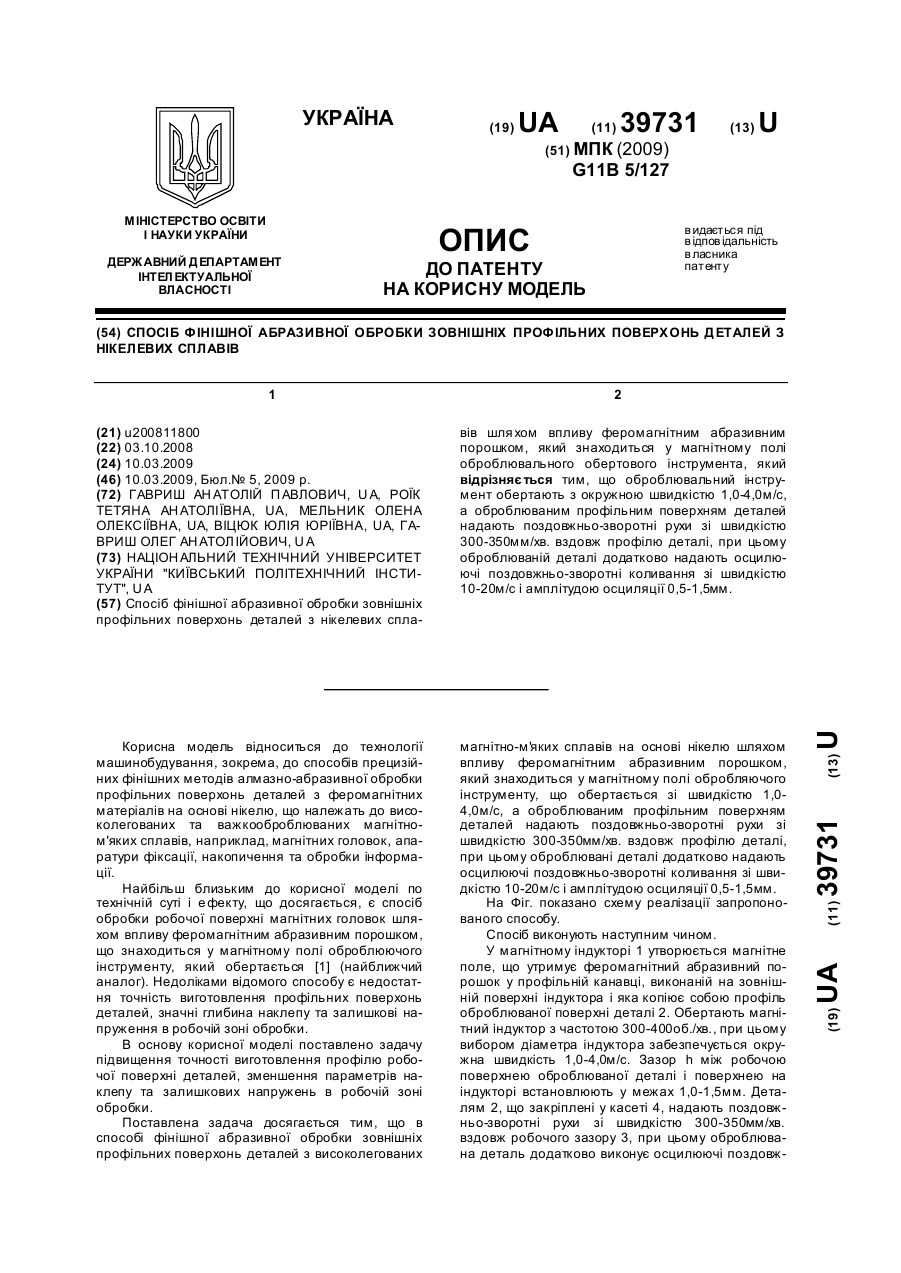
Спосіб фінішної абразивної обробки зовнішніх профільних поверхонь деталей з нікелевих сплавів шляхом впливу феромагнітним абразивним порошком, який знаходиться у магнітному полі оброблювального обертового інструмента, який відрізняється тим, що оброблювальний інструмент обертають з окружною швидкістю 1,0-4,0 м/с, а оброблюваним профільним поверхням деталей надають поздовжньо-зворотні рухи зі швидкістю 300-350 мм/хв. вздовж профілю деталі, при...
Безцентровошліфувальний верстат для обробки зовнішніх поверхонь циліндричних деталей
Номер патенту: 20238
Опубліковано: 15.07.1997
Автори: Корбут Микола Антонович, Логовський Євген Іванович, Шишиць Микола Пилипович
МПК: B24B 5/00
Мітки: циліндричних, безцентровошліфувальний, обробки, поверхонь, деталей, верстат, зовнішніх
Формула / Реферат:
Бесцентрошлифовальный станок для обработки наружных поверхностей цилиндрических деталей, содержащих загрузочное устройство и имеющее параллельные оси вращения шлифовальный круг и ведущий барабан, а также установленный под зазором между шлифовальным кругом и ведущим барабаном поддерживающий нож, отличающийся тем, что станок дополнительно снабжен размещенным оппозитно поддерживающему ножу над регулируемым зазором между шлифовальным кругом...
Спосіб відновлення внутрішніх циліндричних поверхонь деталей
Номер патенту: 28263
Опубліковано: 26.11.2007
Автор: Очеретній Костянтин Валерійович
МПК: B23P 6/00
Мітки: внутрішніх, циліндричних, поверхонь, спосіб, деталей, відновлення
Формула / Реферат:
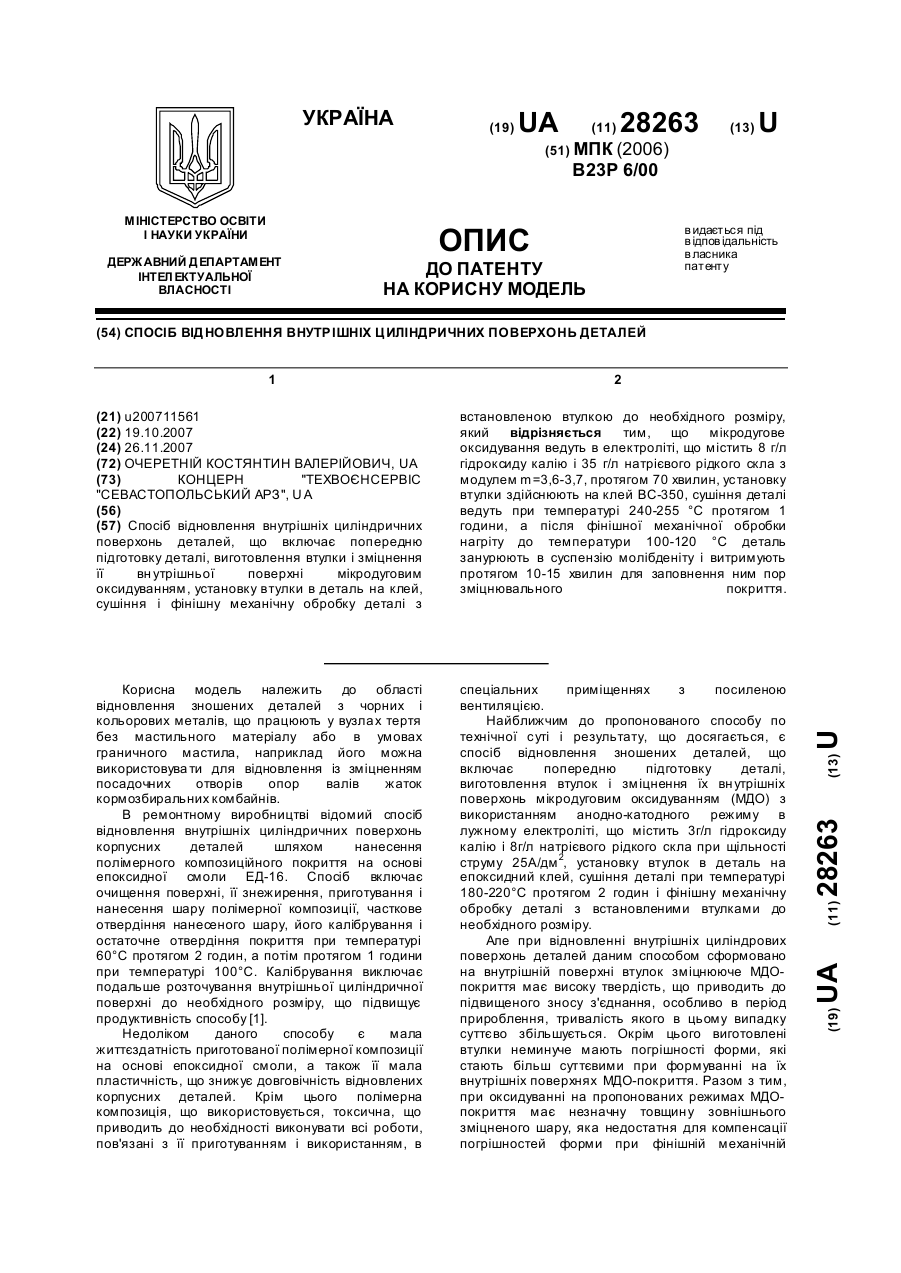
Спосіб відновлення внутрішніх циліндричних поверхонь деталей, що включає попередню підготовку деталі, виготовлення втулки і зміцнення її внутрішньої поверхні мікродуговим оксидуванням, установку втулки в деталь на клей, сушіння і фінішну механічну обробку деталі з встановленою втулкою до необхідного розміру, який відрізняється тим, що мікродугове оксидування ведуть в електроліті, що містить 8 г/л гідроксиду калію і 35 г/л натрієвого рідкого...
Спосіб електроіскрової обробки поверхонь тертя струмопровідних деталей
Номер патенту: 5680
Опубліковано: 15.03.2005
Автори: Лабунець Василь Федорович, Шульга Іван Федорович, Ляшенко Борис Артемович, Гресько Володимир Ларіонович, Марчук Володимир Єфремович
Мітки: тертя, струмопровідних, електроіскрової, обробки, спосіб, деталей, поверхонь
Формула / Реферат:
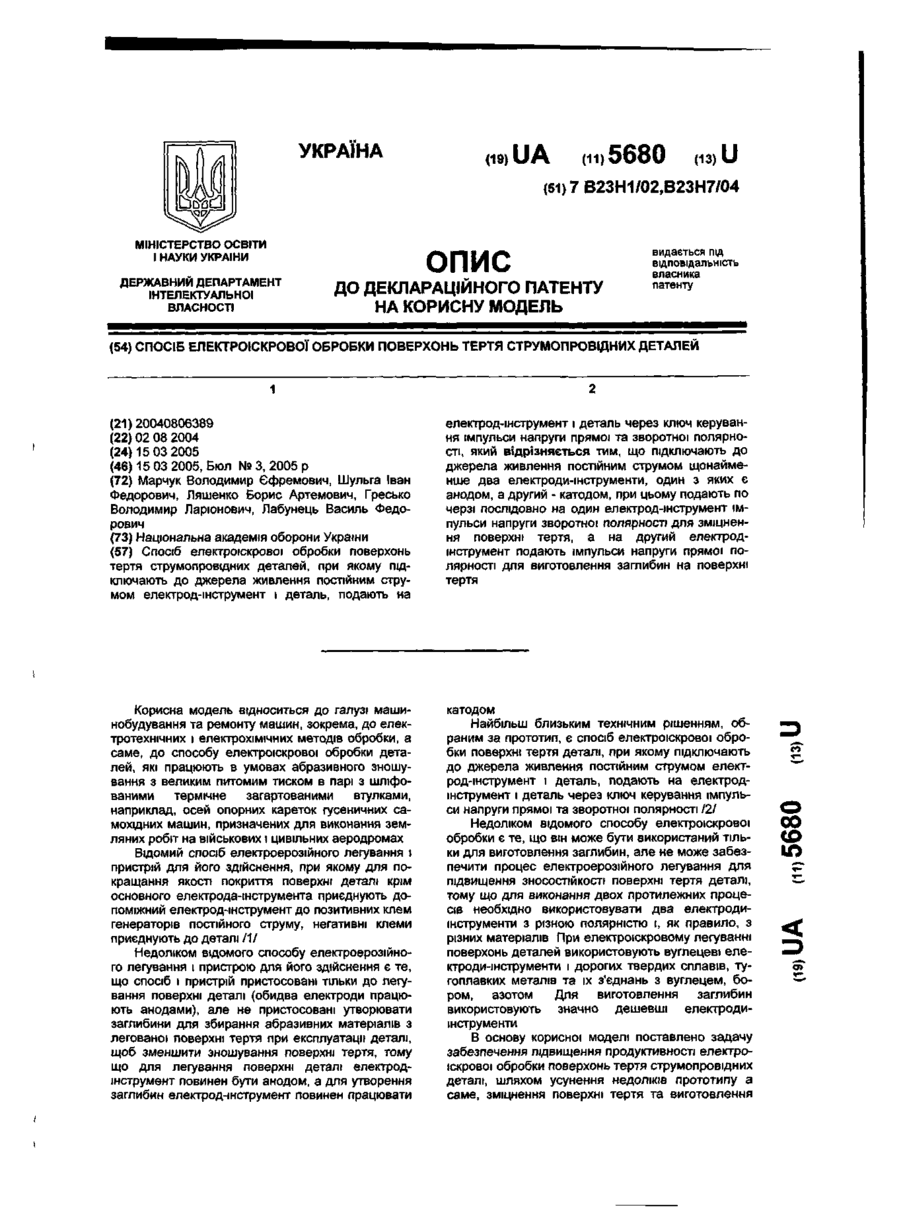
Спосіб електроіскрової обробки поверхонь тертя струмопровідних деталей, при якому підключають до джерела живлення постійним струмом електрод-інструмент і деталь, подають на електрод-інструмент і деталь через ключ керування імпульси напруги прямої та зворотної полярності, який відрізняється тим, що підключають до джерела живлення постійним струмом щонайменше два електроди-інструменти, один з яких є анодом, а другий - катодом, при цьому подають...
Попередній патент: Спосіб контролю настилоутворення на кисневій фурмі
Наступний патент: Вогнезахищений нетоксичний пресований матеріал з волокнистої рослинної сировини
Випадковий патент: Каркас споруди з зубчастим барабаном