Інструмент для фінішної обробки
Номер патенту: 64524
Опубліковано: 16.02.2004
Автори: Філатов Юрій Данилович, Крамар Владислав Григорович, Скрябін Віктор Валерійович, Новіков Микола Васильович, Сидорко Володимир Ігорович
Формула / Реферат
1. Інструмент для фінішної обробки, що містить корпус, на якому закріплено робочий шар у вигляді зігнутих лопатей, які мають ширину, яка зростає від центральних зон до периферійних, а профіль лопаті робочого шару з одного боку обмежений логарифмічною спіраллю ![]() (
(![]() ,
, ![]() - координати,
- координати, ![]() - радіус центрального отвору інструменту,
- радіус центрального отвору інструменту, ![]() - постійний параметр), який відрізняється тим, що профіль лопаті робочого шару з другого боку обмежений параболічною спіраллю
- постійний параметр), який відрізняється тим, що профіль лопаті робочого шару з другого боку обмежений параболічною спіраллю ![]() (
(![]() ,
, ![]() - координати,
- координати, ![]() - кутовий зсув,
- кутовий зсув, ![]() - параметр параболічної спіралі,
- параметр параболічної спіралі, ![]() ,
, ![]() - діаметр інструмента).
- діаметр інструмента).
2. Інструмент за п. 1, який відрізняється тим, що робочий шар виконано суцільним.
3. Інструмент за п. 1, який відрізняється тим, що робочий шар виконано з окремих елементів.
Текст
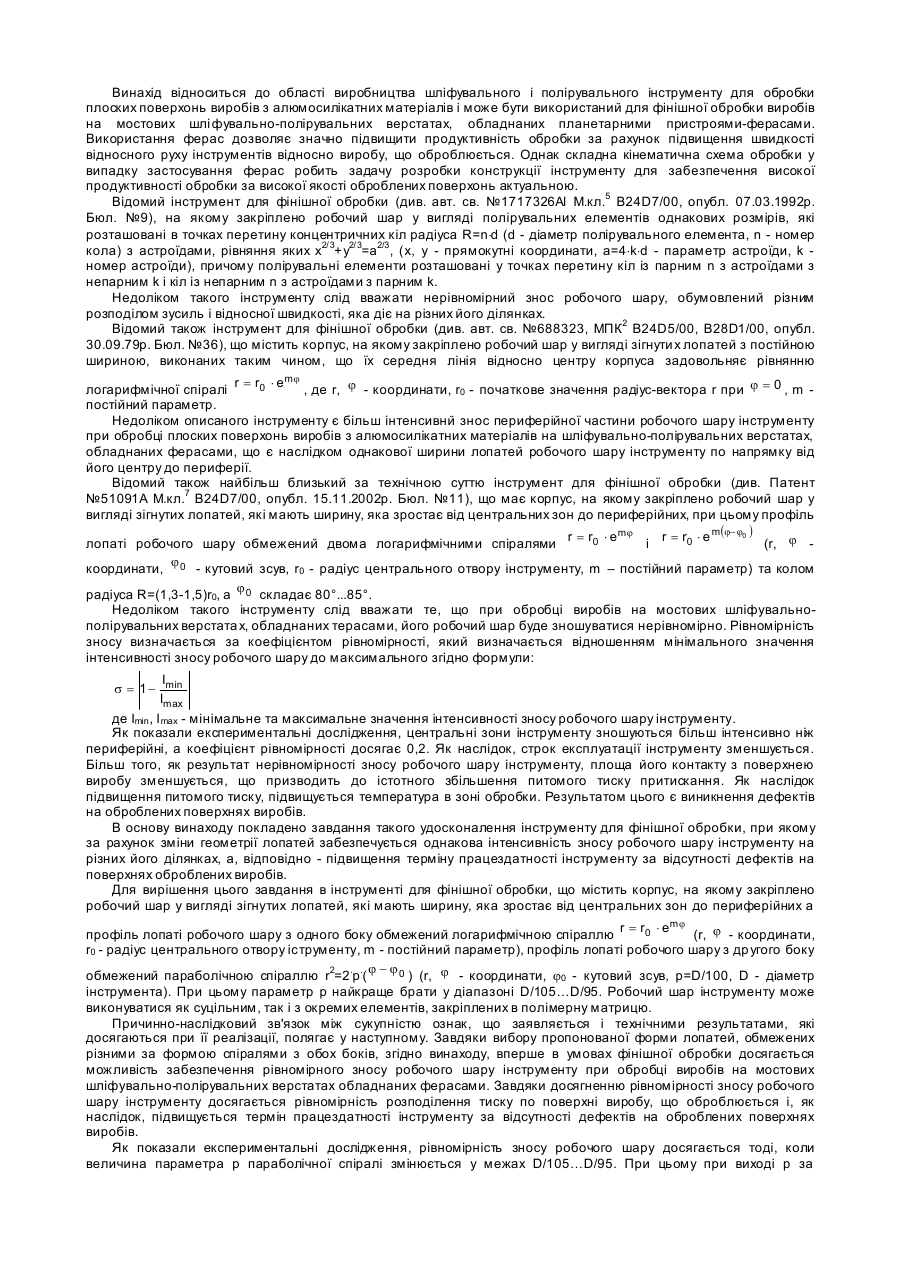
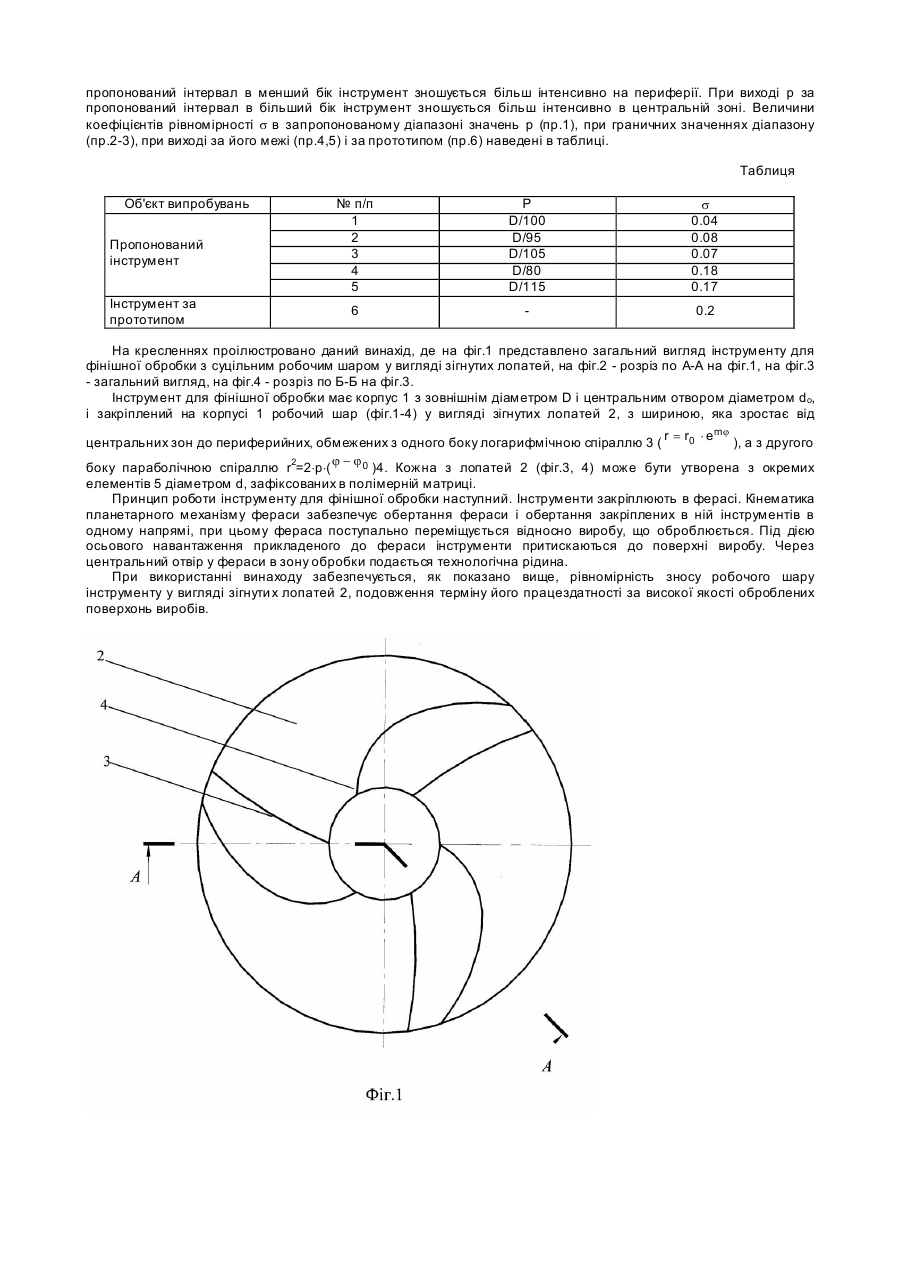
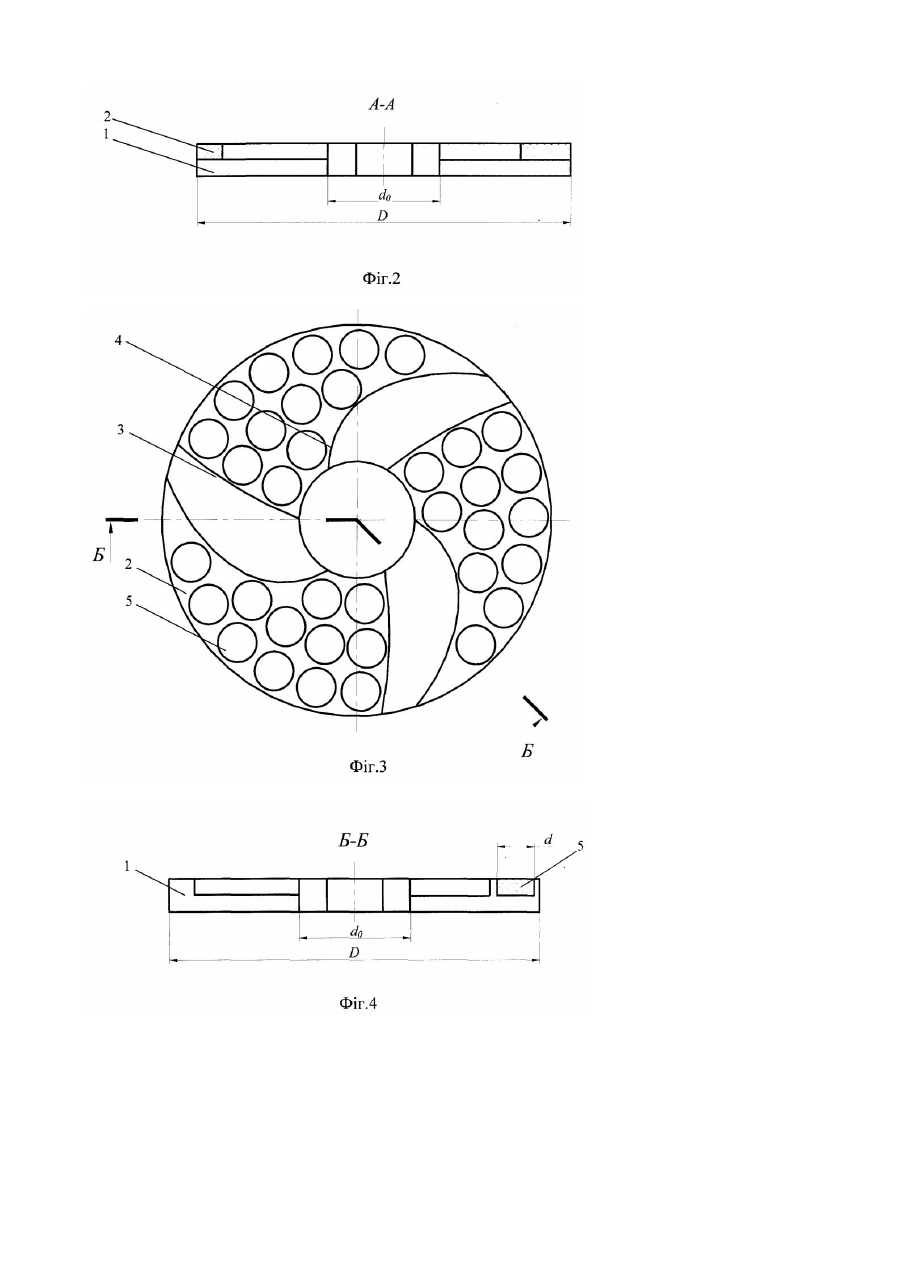
Винахід відноситься до області виробництва шліфувального і полірувального інструменту для обробки плоских поверхонь виробів з алюмосилікатних матеріалів і може бути використаний для фінішної обробки виробів на мостових шлі фувально-полірувальних верстатах, обладнаних планетарними пристроями-ферасами. Використання ферас дозволяє значно підвищити продуктивність обробки за рахунок підвищення швидкості відносного руху інструментів відносно виробу, що оброблюється. Однак складна кінематична схема обробки у випадку застосування ферас робить задачу розробки конструкції інструменту для забезпечення високої продуктивності обробки за високої якості оброблених поверхонь актуальною. Відомий інструмент для фінішної обробки (див. авт. св. №1717326Al М.кл.5 В24D7/00, опубл. 07.03.1992р. Бюл. №9), на якому закріплено робочий шар у вигляді полірувальних елементів однакових розмірів, які розташовані в точках перетину концентричних кіл радіуса R=n×d (d - діаметр полірувального елемента, n - номер кола) з астроїдами, рівняння яких х2/3+у2/3= а2/3 , (х, у - прямокутні координати, a=4×k×d - параметр астроїди, k номер астроїди), причому полірувальні елементи розташовані у точках перетину кіл із парним n з астроїдами з непарним k і кіл із непарним n з астроїдами з парним k. Недоліком такого інструменту слід вважати нерівномірний знос робочого шару, обумовлений різним розподілом зусиль і відносної швидкості, яка діє на різних його ділянках. Відомий також інструмент для фінішної обробки (див. авт. св. №688323, МПК2 В24D5/00, В28D1/00, опубл. 30.09.79р. Бюл. №36), що містить корпус, на якому закріплено робочий шар у вигляді зігнути х лопатей з постійною шириною, виконаних таким чином, що їх середня лінія відносно центру корпуса задовольняє рівнянню mj логарифмічної спіралі r = r0 × e , де r, j - координати, r0 - початкове значення радіус-вектора r при j = 0 , m постійний параметр. Недоліком описаного інструменту є більш інтенсивнй знос периферійної частини робочого шару інструменту при обробці плоских поверхонь виробів з алюмосилікатних матеріалів на шліфувально-полірувальних верстатах, обладнаних ферасами, що є наслідком однакової ширини лопатей робочого шару інструменту по напрямку від його центру до периферії. Відомий також найбільш близький за технічною суттю інструмент для фінішної обробки (див. Патент №51091А М.кл.7 В24D7/00, опубл. 15.11.2002р. Бюл. №11), що має корпус, на якому закріплено робочий шар у вигляді зігнутих лопатей, які мають ширину, яка зростає від центральних зон до периферійних, при цьому профіль m(j- j0 ) mj лопаті робочого шару обмежений двома логарифмічними спіралями r = r0 × e і r = r0 × e (r, j j 0 - кутовий зсув, r - радіус центрального отвору інструменту, m – постійний параметр) та колом координати, 0 j 0 складає 80°...85°. радіуса R=(1,3-1,5)r , а 0 Недоліком такого інструменту слід вважати те, що при обробці виробів на мостових шліфувальнополірувальних верстата х, обладнаних терасами, його робочий шар буде зношуватися нерівномірно. Рівномірність зносу визначається за коефіцієнтом рівномірності, який визначається відношенням мінімального значення інтенсивності зносу робочого шару до максимального згідно формули: Imin Imax де Imin , I max - мінімальне та максимальне значення інтенсивності зносу робочого шару інструменту. Як показали експериментальні дослідження, центральні зони інструменту зношуються більш інтенсивно ніж периферійні, а коефіцієнт рівномірності досягає 0,2. Як наслідок, строк експлуатації інструменту зменшується. Більш того, як результат нерівномірності зносу робочого шару інструменту, площа його контакту з поверхнею виробу зменшується, що призводить до істотного збільшення питомого тиску притискання. Як наслідок підвищення питомого тиску, підвищується температура в зоні обробки. Результатом цього є виникнення дефектів на оброблених поверхнях виробів. В основу винаходу покладено завдання такого удосконалення інструменту для фінішної обробки, при якому за рахунок зміни геометрії лопатей забезпечується однакова інтенсивність зносу робочого шару інструменту на різних його ділянках, а, відповідно - підвищення терміну працездатності інструменту за відсутності дефектів на поверхнях оброблених виробів. Для вирішення цього завдання в інструменті для фінішної обробки, що містить корпус, на якому закріплено робочий шар у вигляді зігнутих лопатей, які мають ширину, яка зростає від центральних зон до периферійних а s = 1 mj профіль лопаті робочого шару з одного боку обмежений логарифмічною спіраллю r = r0 × e (r, j - координати, r0 - радіус центрального отвору іструменту, m - постійний параметр), профіль лопаті робочого шару з др угого боку обмежений параболічною спіраллю r2=2.р.( j - j 0 ) (r, j - координати, j - кутовий зсув, р=D/100, D - діаметр 0 інструмента). При цьому параметр р найкраще брати у діапазоні D/105…D/95. Робочий шар інструменту може виконуватися як суцільним, так і з окремих елементів, закріплених в полімерну матрицю. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляється і технічними результатами, які досягаються при її реалізації, полягає у наступному. Завдяки вибору пропонованої форми лопатей, обмежених різними за формою спіралями з обох боків, згідно винаходу, вперше в умовах фінішної обробки досягається можливість забезпечення рівномірного зносу робочого шару інструменту при обробці виробів на мостових шліфувально-полірувальних верстатах обладнаних ферасами. Завдяки досягненню рівномірності зносу робочого шару інструменту досягається рівномірність розподілення тиску по поверхні виробу, що оброблюється і, як наслідок, підвищується термін працездатності інструменту за відсутності дефектів на оброблених поверхнях виробів. Як показали експериментальні дослідження, рівномірність зносу робочого шару досягається тоді, коли величина параметра р параболічної спіралі змінюється у межах D/105…D/95. При цьому при виході р за пропонований інтервал в менший бік інструмент зношується більш інтенсивно на периферії. При виході р за пропонований інтервал в більший бік інструмент зношується більш інтенсивно в центральній зоні. Величини коефіцієнтів рівномірності s в запропонованому діапазоні значень р (пр.1), при граничних значеннях діапазону (пр.2-3), при виході за його межі (пр.4,5) і за прототипом (пр.6) наведені в таблиці. Таблиця Об'єкт випробувань Пропонований інструмент Інструмент за прототипом № п/п 1 2 3 4 5 Р D/100 D/95 D/105 D/80 D/115 s 0.04 0.08 0.07 0.18 0.17 6 0.2 На кресленнях проілюстровано даний винахід, де на фіг.1 представлено загальний вигляд інструменту для фінішної обробки з суцільним робочим шаром у вигляді зігнутих лопатей, на фіг.2 - розріз по А-А на фіг.1, на фіг.3 - загальний вигляд, на фіг.4 - розріз по Б-Б на фіг.3. Інструмент для фінішної обробки має корпус 1 з зовнішнім діаметром D і центральним отвором діаметром do, і закріплений на корпусі 1 робочий шар (фіг.1-4) у вигляді зігнутих лопатей 2, з шириною, яка зростає від mj центральних зон до периферийних, обмежених з одного боку логарифмічною спіраллю 3 ( r = r0 × e ), а з другого боку параболічною спіраллю r2=2×р×( j - j 0 )4. Кожна з лопатей 2 (фіг.3, 4) може бути утворена з окремих елементів 5 діаметром d, зафіксованих в полімерній матриці. Принцип роботи інструменту для фінішної обробки наступний. Інструменти закріплюють в ферасі. Кінематика планетарного механізму фераси забезпечує обертання фераси і обертання закріплених в ній інструментів в одному напрямі, при цьому фераса поступально переміщується відносно виробу, що оброблюється. Під дією осьового навантаження прикладеного до фераси інструменти притискаються до поверхні виробу. Через центральний отвір у фераси в зону обробки подається технологічна рідина. При використанні винаходу забезпечується, як показано вище, рівномірність зносу робочого шару інструменту у вигляді зігнути х лопатей 2, подовження терміну його працездатності за високої якості оброблених поверхонь виробів.
ДивитисяДодаткова інформація
Назва патенту англійськоюFinishing tool
Автори англійськоюNovikov Mykola Vasyliovych, Filatov Yurii Danylovych, Skriabin Viktor Valeriiovych, Kramar Vladyslav Hryhorovych
Назва патенту російськоюИнструмент для финишной обработки
Автори російськоюНовиков Николай Васильевич, Филатов Юрий Данилович, Филатов Юрий Даниилович, Скрябин Виктор Валерьевич, Крамар Владислав Григорьевич
МПК / Мітки
МПК: B24D 7/00
Мітки: інструмент, обробки, фінішної
Код посилання
<a href="https://ua.patents.su/3-64524-instrument-dlya-finishno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Інструмент для фінішної обробки</a>
Спосіб фінішної, прецизійної обробки деталей з монокорунду і полірувальний інструмент
Номер патенту: 48581
Опубліковано: 15.08.2002
Автори: Троян Олександр Васильович, Рогов Валентин Васильович, Рубльов Микола Дмитрович, Кротенко Тетяна Леонідівна
Мітки: монокорунду, полірувальний, прецизійної, спосіб, деталей, фінішної, обробки, інструмент
Формула / Реферат:
1. Спосіб фінішної, прецизійної обробки деталей з монокорунду, який включає тонке, довідне шліфування і абразивнеполірування з введенням в зону обробки суспензії, який відрізняється тим, що після абразивного полірування здійснюють хімічне полірування поверхонь деталей полірувальним інструментом з подачею в зону обробки водно-аміачного розчину силікозолю (SiO2) при наступному співвідношенні компонентів цього розчину, мас.%: ...
Концентрат технологічного засобу для фінішної обробки металів
Номер патенту: 50365
Опубліковано: 15.10.2002
Автори: Темненко Володимир Петрович, Телемко Олександр Васильович, Процишин Віра Томівна, Рижов Юрій Едуардович, Міщук Олег Олександрович, Євтушенко Валентина Вікторівна, Поліщук Віктор Олександрович
МПК: C10M 173/00
Мітки: обробки, металів, концентрат, фінішної, технологічного, засобу
Формула / Реферат:
Концентрат технологічного засобу для фінішної обробки металів, що містить триетаноламін, триетаноламінове мило жирної кислоти, моноалкілові ефіри поліетиленгліколю на основі первинних жирних спиртів, мінеральну оливу і воду, який відрізняється тим, що додатково містить натрій тетраборнокислий та тринатрійфосфат і/або трибутилфосфат, і/або триетаноламінфосфат при наступному співвідношенні компонентів, % мас.: Триетаноламін ...
Суміш для вібраційної фінішної обробки деталей із мідних сплавів
Номер патенту: 56541
Опубліковано: 15.05.2003
Автори: Гузенко Юрій Михайлович, Богомол Іван Васильович, Джемелінський Віталій Васильович
МПК: C09K 13/00
Мітки: сплавів, деталей, вібраційної, фінішної, мідних, суміш, обробки
Формула / Реферат:
Суміш для вібраційної фінішної обробки деталей із мідних сплавів, що містить абразивний порошок, гліцерин і воду, яка відрізняється тим, що вона додатково містить карбоксиметилцелюлозу, полівініловий спирт, лимонну кислоту, ацетат натрію в наступному відношенні компонентів, мас. %: карбоксиметилцелюлоза 2 - 4 полівініловий спирт 2 - 4 лимонна кислота ...
Спосіб фінішної обробки металевих поверхонь деталей машин та механізмів
Номер патенту: 52311
Опубліковано: 16.12.2002
Автори: Плошенко Іван Григорович, Гайдідей Ольга Владіславівна, Ранський Анатолій Петрович, Панасюк Олександр Григорович, Митрохін Олександр Анатолійович
МПК: C23C 22/02
Мітки: фінішної, машин, поверхонь, металевих, обробки, деталей, механізмів, спосіб
Формула / Реферат:
Спосіб фінішної обробки металевих поверхонь деталей машин та механізмів, що включає попередню очистку поверхні, покриття поверхні робочим розчином на основі гліцерину та подальшу обробку металевої поверхні деталі, який відрізняється тим, що як робочий розчин застосовують розчин наступного складу, мас.%: трихлорацетат міді(ІІ) Сu(ССl3СОО)2 4Н2O 0,5-8,0 патока 1,0-6,0 ...
Інструмент для викінчувально-зміцнювальної обробки
Номер патенту: 46439
Опубліковано: 15.05.2002
Автори: Клименко Сергій Анатолійович, Полонський Леонід Григорович, Товщик Валерій Адамович, Ковальов Володимир Володимирович, Танович Любодраг
МПК: B24B 39/00
Мітки: інструмент, обробки, викінчувально-зміцнювальної
Формула / Реферат:
Інструмент для викінчувально-зміцнювальної обробки шляхом суміщення різання з поверхневим пластичним деформуванням, який має один робочий елемент з деформуючою та різальною ділянками на робочій частині у вигляді спряженої з конусом сфери з лискою, що виступає у ролі передньої поверхні та утворює перетином із робочою частиною різальну кромку, який відрізняється тим, що січна площина, в якій знаходиться лиска, не проходить через центральну вісь...
Попередній патент: Спосіб б.є.кушніра-а.є.рожило профілактики та лікування патологій опорно-рухового апарата у дітей
Наступний патент: Спосіб отримання термопластичних поліуретансечовин у дрібнодисперсній формі
Випадковий патент: Спосіб визначення пластичності металів вальцюванням циліндричних зразків на клин