Суміш для вібраційної фінішної обробки деталей із мідних сплавів
Номер патенту: 56541
Опубліковано: 15.05.2003
Автори: Гузенко Юрій Михайлович, Богомол Іван Васильович, Джемелінський Віталій Васильович
Формула / Реферат
Суміш для вібраційної фінішної обробки деталей із мідних сплавів, що містить абразивний порошок, гліцерин і воду, яка відрізняється тим, що вона додатково містить карбоксиметилцелюлозу, полівініловий спирт, лимонну кислоту, ацетат натрію в наступному відношенні компонентів, мас. %:
карбоксиметилцелюлоза
2 - 4
полівініловий спирт
2 - 4
лимонна кислота
3 - 5
ацетат натрію
1 - 1,2
гліцерин
10 - 20
абразивний порошок
30 - 50
вода
решта.
Текст
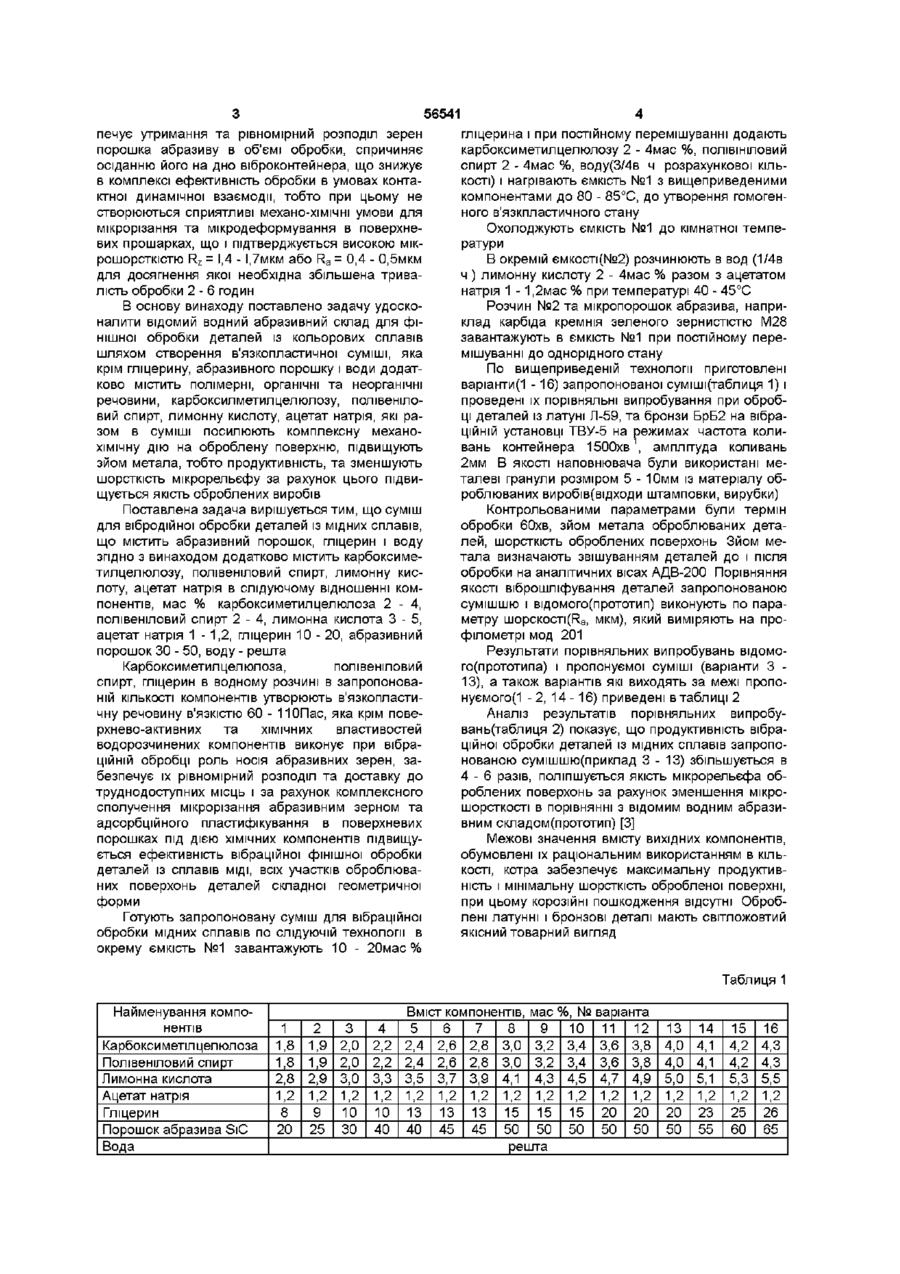
Суміш для вібраційної фінішної обробки деталей із мідних сплавів, що містить абразивний порошок, гліцерин і воду, яка відрізняється тим, що Винахід відноситься до технології фінішної віброобробки деталей із кольорових металів та їх сплавів і може бути використаний на підприємствах електротехнічної, приладобудівної, суднобудівної промисловості, тракторного і сільськогосподарського машинобудування та при виготовленні ювелірних і фурнітурних виробів на підприємствах місцевої промисловості Відомий ВОДНИЙ розчин, котрий використовується при віброабразивному шліфуванні деталей із мідних сплавів, який включає хромпік Зг/л і поверхнево-активну речовину ОП-7 або ОП-10 в КІЛЬКОСТІ 5 - 7г/л [Объемная вибрационная обработка ЭНИМС, 1970, с 53] [1] Процес шліфування в такому розчині становить 8 - 1 0 годин в залежності від вихідного стану поверхні Недоліками цього водного розчину є низька продуктивність та якість оброблених поверхонь, крім того, присутність в складі розчину хромпіка призводить до обов'язкової очистки стічних вод від ІОНІВ хрома, що потребує додаткових фінансових витрат Використання в водних розчинах для фінішної обробки виробів із кольорових металів та їх сплавів в якості інтенсифікаторів процесу зйому метала мінеральних кислот, лугів, солей хромової, плавникової кислот, оксида хрому та інших токсичних речовин не забезпечує необхідну якість обробки та товарного вигляду виробам, внаслідок підтравлювання структурних складових сплавів та появи вона додатково містить карбоксиметилцелюлозу, ПОЛІВІНІЛОВИЙ спирт, лимонну кислоту, ацетат натрію в наступному відношенні компонентів, мас карбоксиметил целюлоза ПОЛІВІНІЛОВИЙ спирт лимонна кислота ацетат натрію гліцерин абразивний порошок вода 2-4 2-4 3-5 1 -1,2 10-20 30-50 решта точкових дефектів, матових плям та інших поверхневих корозійних пошкоджень [Попилов Л Я , Советы заводскому технологу Л 1975, стр 167] [2] Найбільш близьким по технічній сутності і досягаемому результату до пропонуємого є водний абразивний склад для фінішної обробки деталей із кольорових металів та їх сплавів котрий включає, об % абразивний наповнювач 4 - 1 0 , триетаноламін 2 - 8, сіпкагель 15 - ЗО, гліцерин 0,5 - 3, рідке мило 2 - 8, вода - решта В якості абразивного наповнювача використовують порошок електрокорунда, карбіда кремнія Дану композицію завантажують в віброконтейнер машини ПР-376, засипають сілікагель із розрахунку 15 - 30% робочого об'єму, додають 5 10% виготовленої суміші, доливають воду до 10% і в отриману водну композицію завантажують деталі із розрахунку 12 - 15% від об'єму композиції Обробку деталей в контейнері здійснюють протягом 2 - 6 годин, отримують чистоту оброблених поверхонь деталей R2 = 1,4- 1,7мкм [О А Коридалина, Д Д Малкин, Г А Елкин, Водный абразивный состав, Авт ев СССР №798154 кл С09 G 1/2, 23 08 81] [3] Суттєвим недоліком відомого водного абразивного складу є низька продуктивність та невисока якість оброблюваних поверхонь деталей із латуні і бронзи Ці недоліки обумовлені неефективною механо-хімічною дією композиції на оброблювану поверхню, що обумовлено низькою в'язкістю(25 ЗОПас) водного абразивного складу, яка не забез ю (О ю 56541 печує утримання та рівномірний розподіл зерен порошка абразиву в об'ємі обробки, спричиняє осіданню його на дно віброконтейнера, що знижує в комплексі ефективність обробки в умовах контактної динамічної взаємодії, тобто при цьому не створюються сприятливі механо-хімічні умови для мікрорізання та мікродеформування в поверхневих прошарках, що і підтверджується високою мікрошорсткістю Rz = 1,4 - І,7мкм або Ra = 0,4 - 0,5мкм для досягнення якої необхідна збільшена тривалість обробки 2 - 6 годин В основу винаходу поставлено задачу удосконалити відомий водний абразивний склад для фінішної обробки деталей із кольорових сплавів шляхом створення в'язкопластичної суміші, яка крім гліцерину, абразивного порошку і води додатково містить полімерні, органічні та неорганічні речовини, карбоксил метил целюлозу, полівеніловий спирт, лимонну кислоту, ацетат натрія, які разом в суміші посилюють комплексну механохімічну дію на оброблену поверхню, підвищують зйом метала, тобто продуктивність, та зменшують шорсткість мікрорельєфу за рахунок цього підвищується якість оброблених виробів Поставлена задача вирішується тим, що суміш для вібродіиної обробки деталей із мідних сплавів, що містить абразивний порошок, гліцерин і воду згідно з винаходом додатково містить карбоксиметилцелюлозу, полівеніловий спирт, лимонну кислоту, ацетат натрія в слідуючому відношенні компонентів, мас % карбоксиметилцелюлоза 2 - 4, полівеніловий спирт 2 - 4, лимонна кислота 3 - 5, ацетат натрія 1 - 1,2, гліцерин 10-20, абразивний порошок ЗО - 50, воду - решта Карбоксиметилцелюлоза, полівеніловий спирт, гліцерин в водному розчині в запропонованій КІЛЬКОСТІ компонентів утворюють в'язкопластичну речовину в'язкістю 60 - 110Пас, яка крім поверхнево-активних та ХІМІЧНИХ властивостей водорозчинених компонентів виконує при вібраційній обробці роль носія абразивних зерен, забезпечує їх рівномірний розподіл та доставку до труднодоступних місць і за рахунок комплексного сполучення мікрорізання абразивним зерном та адсорбційного пластифікування в поверхневих порошках під дією ХІМІЧНИХ компонентів підвищується ефективність вібраційної фінішної обробки деталей із сплавів МІДІ, ВСІХ участків оброблюваних поверхонь деталей складної геометричної форми Готують запропоновану суміш для вібраційної обробки мідних сплавів по слідуючій технології в окрему ємкість №1 завантажують 10 - 20мас % гліцерина і при постійному перемішуванні додають карбоксиметилцелюлозу 2 - 4мас %, ПОЛІВІНІЛОВИЙ спирт 2 - 4мас %, воду(3/4в ч розрахункової КІЛЬКОСТІ) І нагрівають ємкість №1 з вищеприведеними компонентами до 80 - 85°С, до утворення гомогенного в'язкпластичного стану Охолоджують ємкість №1 до кімнатної температури В окремій ємкості(№2) розчинюють в вод (1/4в ч ) лимонну кислоту 2 - 4мас % разом з ацетатом натрія 1 -1,2мас % при температурі 40 - 45°С Розчин №2 та мікропорошок абразива, наприклад карбіда кремнія зеленого зернистістю М28 завантажують в ємкість №1 при постійному перемішуванні до однорідного стану По вищеприведеній технології приготовлені варіанти(1 -16) запропонованої суміші(таблиця 1) і проведені їх порівняльні випробування при обробці деталей із латуні Л-59, та бронзи БрБ2 на вібраційній установці ТВУ-5 на режимах частота коливань контейнера 1500хв , амплітуда коливань 2мм В якості наповнювача були використані металеві гранули розміром 5 - 10мм із матеріалу оброблюваних виробів(відходи штамповки, вирубки) Контрольованими параметрами були термін обробки 60хв. зйом метала оброблюваних деталей, шорсткість оброблених поверхонь Зйом метала визначають звішуванням деталей до і після обробки на аналітичних вісах АДВ-200 Порівняння якості віброшліфування деталей запропонованою сумішшю і відомого(прототип) виконують по параметру LuopcKOCTi(Ra, мкм), який виміряють на профілометрі мод 201 Результати порівняльних випробувань відомого(прототипа) і пропонуємої суміші (варіанти 3 13), а також варіантів які виходять за межі пропонуємого(1 - 2, 14-16) приведені в таблиці 2 Аналіз результатів порівняльних випробувань(таблиця 2) показує, що продуктивність вібраційної обробки деталей із мідних сплавів запропонованою сумішшю(приклад 3 - 1 3 ) збільшується в 4 - 6 разів, поліпшується якість мікрорельєфа оброблених поверхонь за рахунок зменшення мікрошорсткості в порівнянні з відомим водним абразивним складом(прототип) [3] Межові значення вмісту вихідних компонентів, обумовлені їх раціональним використанням в КІЛЬКОСТІ, котра забезпечує максимальну продуктивність і мінімальну шорсткість обробленої поверхні, при цьому корозійні пошкодження відсутні Оброблені латунні і бронзові деталі мають світложовтий якісний товарний вигляд Таблиця 1 Найменування компонентів Карбоксиметіл целюлоза Полівеніловий спирт Лимонна кислота Ацетат натрія Гліцерин Порошок абразива SiC Вода 1 1,8 1,8 2,8 1,2 8 20 2 1,9 1,9 2,9 1,2 9 25 3 2,0 2,0 3,0 1,2 10 ЗО 4 2,2 2,2 3,3 1,2 10 40 Вміст компонентів, мас %, № 5 6 7 8 9 10 2,4 2,6 2,8 3,0 3,2 3,4 2,4 2,6 2,8 3,0 3,2 3,4 3,5 3,7 3,9 4,1 4,3 4,5 1,2 1,2 1,2 1,2 1,2 1,2 13 13 13 15 15 15 40 45 45 50 50 50 решта варіанта 11 12 3,6 3,8 3,6 3,8 4,7 4,9 1,2 1,2 20 20 50 50 13 14 4,0 4,1 4,0 4,1 5,0 5,1 1,2 1,2 20 23 50 55 15 16 4,2 4,3 4,2 4,3 5,3 5,5 1,2 1,2 25 26 60 65 56541 Таблиця 2 Прототип [3] Пропонуємі 3 4 5 6 7 8 9 10 11 12 13 1 2 14 15 16 Зйом металу, мг см 1 г ' ЛС-59-1 БрБ2 7-9 7-9 Шорсткість обробленої поверхні, Ra, мкм ЛС-59-1 БрБ2 0,40 - 0,50 0,40 - 0,50 38,1 42,5 0,29 40,5 44,3 0,28 41,3 44,5 0,28 46,4 45,1 0,25 47,1 46,6 0,25 49,5 50,7 0,22 54,1 56,3 0,22 55,4 60,1 0,20 56,1 60,5 0,17 56,8 63,1 0,16 60,2 63,7 0,18 Приклади які виходять за межі пропонуємих 32,3 35,4 0,32 33,1 36,2 0,30 52,6 55,3 0,22 48,5 50,1 0,25 46,5 47,3 0,23 При вміщенні компонентів суміші за межами пропонуємих значень, продуктивність і якість оброблених виробів знижується, як при відхиленні вмісту в меншу сторону(приклад 1 - 2) так і при відхиленні в більшу сторону(приклад 1 4 - 1 6 ) При ВМІСТІ лимонної кислоти в суміші більше 5мас % на окремих ділянках виробів з'являються мілкодиспе 0,30 0,26 0,25 0,25 0,24 0,23 0,20 0,20 0,15 0,16 0,18 0,35 0,37 0,23 0,27 0,24 рсні точкові корозійні пошкодження(приклади 14 16) Запропонована суміш не містить еколопчносанітарно-пожежобезпечні речовини, до складу суміші входять доступні компоненти вітчизняного виробництва Підписано до друку 05 06 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMixture for cooper alloy articles final polishing by vibration
Автори англійськоюDzhemelinskyi Vitalii Vasyliovych, Bohomol Ivan Vasyliovych, Huzenko Yurii Mykhailovych
Назва патенту російськоюСмесь для вибрационной финишной обработки деталей из медных сплавов
Автори російськоюДжемелинский Виталий Васильевич, Богомол Иван Васильевич, Гузенко Юрий Михайлович
МПК / Мітки
МПК: C09K 13/00
Мітки: деталей, суміш, обробки, сплавів, фінішної, мідних, вібраційної
Код посилання
<a href="https://ua.patents.su/3-56541-sumish-dlya-vibracijjno-finishno-obrobki-detalejj-iz-midnikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Суміш для вібраційної фінішної обробки деталей із мідних сплавів</a>
Спосіб фінішної обробки металевих поверхонь деталей машин та механізмів
Номер патенту: 52311
Опубліковано: 16.12.2002
Автори: Панасюк Олександр Григорович, Гайдідей Ольга Владіславівна, Митрохін Олександр Анатолійович, Ранський Анатолій Петрович, Плошенко Іван Григорович
МПК: C23C 22/02
Мітки: механізмів, фінішної, машин, металевих, спосіб, обробки, поверхонь, деталей
Формула / Реферат:
Спосіб фінішної обробки металевих поверхонь деталей машин та механізмів, що включає попередню очистку поверхні, покриття поверхні робочим розчином на основі гліцерину та подальшу обробку металевої поверхні деталі, який відрізняється тим, що як робочий розчин застосовують розчин наступного складу, мас.%: трихлорацетат міді(ІІ) Сu(ССl3СОО)2 4Н2O 0,5-8,0 патока 1,0-6,0 ...
Пристрій для вібраційної обробки деталей
Номер патенту: 32159
Опубліковано: 15.12.2000
Автори: Ярошенко Леонід Вікторович, Берник Павло Степанович, Горбатюк Руслан Миколайович
МПК: B24B 31/06
Мітки: деталей, вібраційної, обробки, пристрій
Текст:
...робочого середовища та оброблюваних деталей. Інтенсивність взаємного переміщення робочого середовища та деталей, які знаходяться в центральній частині контейнера, відносно такого ж робочого середовища та деталей, які знаходяться в периферійній частині контейнера, також збільшується за рахунок коливань еластичних стінок контейнера На фіг. 1 зображено принципову схему запропонованого вібраційного пристрою для обробки деталей, на фіг 2 - розріз...
Пристрій для вібраційної абразивної обробки деталей
Номер патенту: 31745
Опубліковано: 15.12.2000
Автор: Симонюк Володимир Павлович
МПК: B24B 31/06
Мітки: вібраційної, обробки, деталей, абразивної, пристрій
Текст:
...над сердечником якого з нижньої сторони по центру днища робочого контейнера жорстко прикріплена пластина з магнітного матеріалу. На направляючих вільно посаджені циліндричні пружини вільні кінці яких фіксовані фланцями-мутрами ( Див. пат. України № 18052, В 24 В 31/06; В 06 В1/18, 1997 ). Суттєвим недоліком такої системи віброзбудження вібраційного верстата є застосування двох приводів, а саме, для обертального руху один і поступального...
Пристрій для вібраційної обробки деталей
Номер патенту: 38460
Опубліковано: 15.05.2001
Автори: Буря Олександр Іванович, Кобець Анатолій Степанович, Фасатуров Станіслав Степанович, Дудін Володимир Юрійович
МПК: B24B 31/06, B24B 31/16
Мітки: вібраційної, обробки, пристрій, деталей
Формула / Реферат:
Пристрій для вібраційної обробки деталей у контейнері, встановленому на рухомій платформі, що приводиться в коливальний рух від ексцентрикового вібратора, закріпленого на корпусі пристрою, яка шарнірно з'єднана з корпусом за допомогою регульованої по довжині тяги, який відрізняється тим, що шарніри виконано з можливістю механізованого регулювання їх положення відносно площин, до яких вони прилягають, а контейнер пристрою виконано поворотним...
Спосіб фінішної, прецизійної обробки деталей з монокорунду і полірувальний інструмент
Номер патенту: 48581
Опубліковано: 15.08.2002
Автори: Кротенко Тетяна Леонідівна, Рубльов Микола Дмитрович, Рогов Валентин Васильович, Троян Олександр Васильович
Мітки: деталей, спосіб, монокорунду, полірувальний, обробки, фінішної, прецизійної, інструмент
Формула / Реферат:
1. Спосіб фінішної, прецизійної обробки деталей з монокорунду, який включає тонке, довідне шліфування і абразивнеполірування з введенням в зону обробки суспензії, який відрізняється тим, що після абразивного полірування здійснюють хімічне полірування поверхонь деталей полірувальним інструментом з подачею в зону обробки водно-аміачного розчину силікозолю (SiO2) при наступному співвідношенні компонентів цього розчину, мас.%: ...
Попередній патент: Породоруйнівний інструмент з вставними зубцями
Наступний патент: Спосіб лікування діабетичної полінейропатії
Випадковий патент: Ізольоване антитіло, яке зв'язує моноцитний хемоатрактантний білок 1 (мср-1) людини