Пристрій для збереження і транспортування труб
Номер патенту: 64671
Опубліковано: 15.11.2005
Автори: Олійник Віктор Федорович, Кадук Олександр Володимирович, Кулагіна Людмила Миколаївна, Агапов Володимир Миколайович
Формула / Реферат
В процесі промислового виробництва медичних гіпсобинтів однією із визначних проблем є задача рівномірної подачі та дозування гіпсо-водної суспензії, тобто необхідно в технологічну зону нанесення суспензії на марлю подавати сталу у часі її масу. Пропонується використовувати для рішення цієї проблеми принцип, при якому подача та дозування суспензії відбувається завдяки шнековому механізму. На виході можливо отримати стабільну подачу робочої суспензії і кількісні показники такої якості залежать лише від геометричних розмірів шнекової передачі. В той же час дуже просто реалізувати дозуючій ефект такого пристрою - для цього достатньо змінювати швидкість обертання шнеку. Без сумніву, що спрощуються питання, пов'язані з автоматизацією і контролем процесу. Незаперечною превагою є також компактність шнекової передачі, її відносна простота, надійність і доступність в обслуговуванні.
Текст
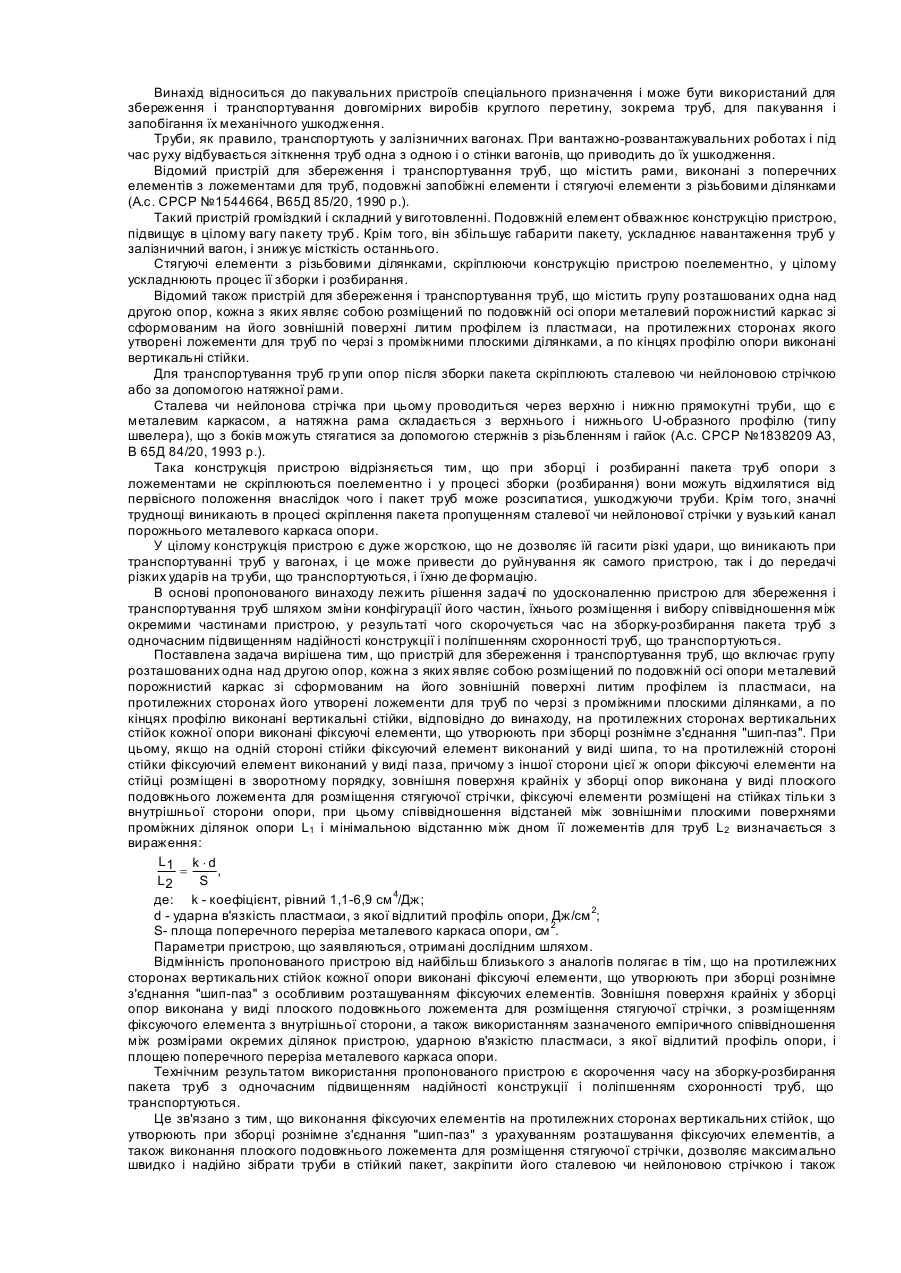
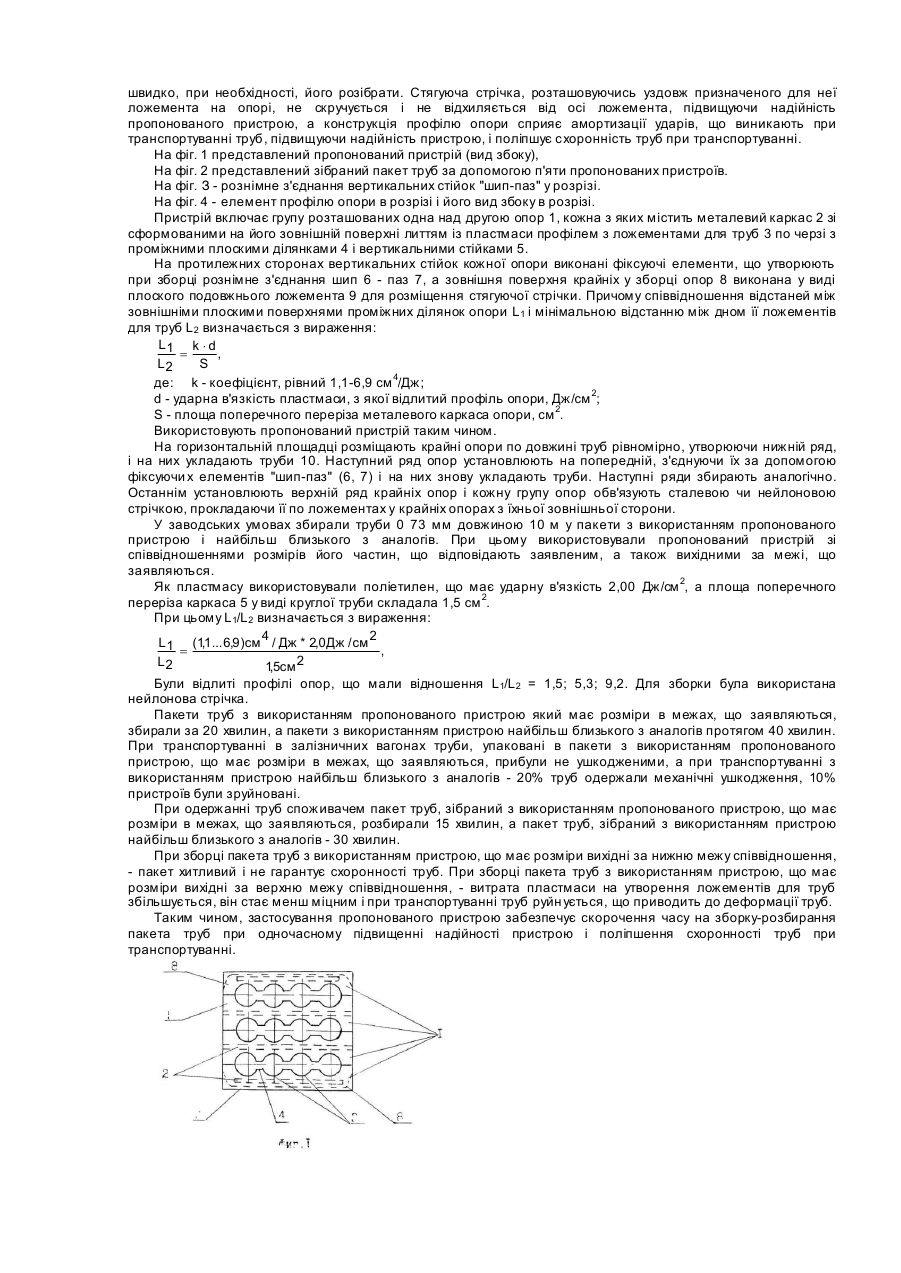
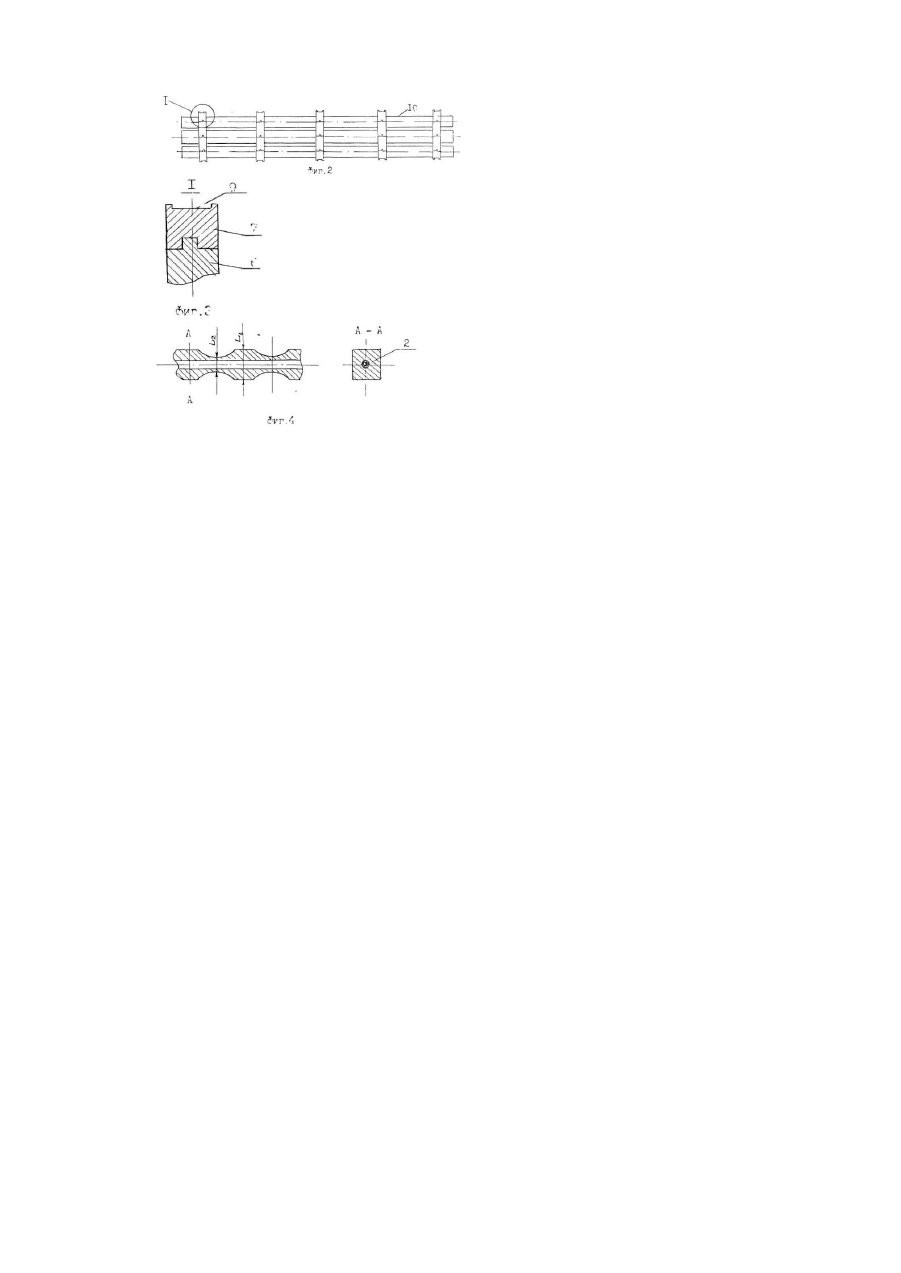
Винахід відноситься до пакувальних пристроїв спеціального призначення і може бути використаний для збереження і транспортування довгомірних виробів круглого перетину, зокрема труб, для пакування і запобігання їх механічного ушкодження. Труби, як правило, транспортують у залізничних вагонах. При вантажно-розвантажувальних роботах і під час руху відбувається зіткнення труб одна з одною і о стінки вагонів, що приводить до їх ушкодження. Відомий пристрій для збереження і транспортування труб, що містить рами, виконані з поперечних елементів з ложементами для труб, подовжні запобіжні елементи і стягуючі елементи з різьбовими ділянками (А.с. СРСР №1544664, В65Д 85/20, 1990 p.). Такий пристрій громіздкий і складний у виготовленні. Подовжній елемент обважнює конструкцію пристрою, підвищує в цілому вагу пакету труб . Крім того, він збільшує габарити пакету, ускладнює навантаження труб у залізничний вагон, і знижує місткість останнього. Стягуючі елементи з різьбовими ділянками, скріплюючи конструкцію пристрою поелементно, у цілому ускладнюють процес її зборки і розбирання. Відомий також пристрій для збереження і транспортування труб, що містить групу розташованих одна над другою опор, кожна з яких являє собою розміщений по подовжній осі опори металевий порожнистий каркас зі сформованим на його зовнішній поверхні литим профілем із пластмаси, на протилежних сторонах якого утворені ложементи для труб по черзі з проміжними плоскими ділянками, а по кінцях профілю опори виконані вертикальні стійки. Для транспортування труб гр упи опор після зборки пакета скріплюють сталевою чи нейлоновою стрічкою або за допомогою натяжної рами. Сталева чи нейлонова стрічка при цьому проводиться через верхню і нижню прямокутні труби, що є металевим каркасом, а натяжна рама складається з верхнього і нижнього U-образного профілю (типу швелера), що з боків можуть стягатися за допомогою стержнів з різьбленням і гайок (А.с. СРСР №1838209 A3, В 65Д 84/20, 1993 р.). Така конструкція пристрою відрізняється тим, що при зборці і розбиранні пакета труб опори з ложементами не скріплюються поелементно і у процесі зборки (розбирання) вони можуть відхилятися від первісного положення внаслідок чого і пакет труб може розсипатися, ушкоджуючи труби. Крім того, значні труднощі виникають в процесі скріплення пакета пропущенням сталевої чи нейлонової стрічки у вузький канал порожнього металевого каркаса опори. У цілому конструкція пристрою є дуже жорсткою, що не дозволяє їй гасити різкі удари, що виникають при транспортуванні труб у вагонах, і це може привести до руйнування як самого пристрою, так і до передачі різких ударів на тр уби, що транспортуються, і їхню де формацію. В основі пропонованого винаходу лежить рішення задачі по удосконаленню пристрою для збереження і транспортування труб шляхом зміни конфігурації його частин, їхнього розміщення і вибору співвідношення між окремими частинами пристрою, у результаті чого скорочується час на зборку-розбирання пакета труб з одночасним підвищенням надійності конструкції і поліпшенням схоронності труб, що транспортуються. Поставлена задача вирішена тим, що пристрій для збереження і транспортування труб, що включає групу розташованих одна над другою опор, кожна з яких являє собою розміщений по подовжній осі опори металевий порожнистий каркас зі сформованим на його зовнішній поверхні литим профілем із пластмаси, на протилежних сторонах його утворені ложементи для труб по черзі з проміжними плоскими ділянками, а по кінцях профілю виконані вертикальні стійки, відповідно до винаходу, на протилежних сторонах вертикальних стійок кожної опори виконані фіксуючі елементи, що утворюють при зборці рознімне з'єднання "шип-паз". При цьому, якщо на одній стороні стійки фіксуючий елемент виконаний у виді шипа, то на протилежній стороні стійки фіксуючий елемент виконаний у виді паза, причому з іншої сторони цієї ж опори фіксуючі елементи на стійці розміщені в зворотному порядку, зовнішня поверхня крайніх у зборці опор виконана у виді плоского подовжнього ложемента для розміщення стягуючої стрічки, фіксуючі елементи розміщені на стійках тільки з внутрішньої сторони опори, при цьому співвідношення відстаней між зовнішніми плоскими поверхнями проміжних ділянок опори L1 і мінімальною відстанню між дном її ложементів для труб L2 визначається з вираження: L1 k × d = , L2 S де: k - коефіцієнт, рівний 1,1-6,9 см 4/Дж; d - ударна в'язкість пластмаси, з якої відлитий профіль опори, Дж/см 2; S- площа поперечного переріза металевого каркаса опори, см 2. Параметри пристрою, що заявляються, отримані дослідним шляхом. Відмінність пропонованого пристрою від найбільш близького з аналогів полягає в тім, що на протилежних сторонах вертикальних стійок кожної опори виконані фіксуючі елементи, що утворюють при зборці рознімне з'єднання "шип-паз" з особливим розташуванням фіксуючих елементів. Зовнішня поверхня крайніх у зборці опор виконана у виді плоского подовжнього ложемента для розміщення стягуючої стрічки, з розміщенням фіксуючого елемента з внутрішньої сторони, а також використанням зазначеного емпіричного співвідношення між розмірами окремих ділянок пристрою, ударною в'язкістю пластмаси, з якої відлитий профіль опори, і площею поперечного переріза металевого каркаса опори. Технічним результатом використання пропонованого пристрою є скорочення часу на зборку-розбирання пакета труб з одночасним підвищенням надійності конструкції і поліпшенням схоронності труб, що транспортуються. Це зв'язано з тим, що виконання фіксуючих елементів на протилежних сторонах вертикальних стійок, що утворюють при зборці рознімне з'єднання "шип-паз" з урахуванням розташування фіксуючих елементів, а також виконання плоского подовжнього ложемента для розміщення стягуючої стрічки, дозволяє максимально швидко і надійно зібрати труби в стійкий пакет, закріпити його сталевою чи нейлоновою стрічкою і також швидко, при необхідності, його розібрати. Стягуюча стрічка, розташовуючись уздовж призначеного для неї ложемента на опорі, не скручується і не відхиляється від осі ложемента, підвищуючи надійність пропонованого пристрою, а конструкція профілю опори сприяє амортизації ударів, що виникають при транспортуванні труб, підвищуючи надійність пристрою, і поліпшує схоронність труб при транспортуванні. На фіг. 1 представлений пропонований пристрій (вид збоку), На фіг. 2 представлений зібраний пакет труб за допомогою п'яти пропонованих пристроїв. На фіг. З - рознімне з'єднання вертикальних стійок "шип-паз" у розрізі. На фіг. 4 - елемент профілю опори в розрізі і його вид збоку в розрізі. Пристрій включає групу розташованих одна над другою опор 1, кожна з яких містить металевий каркас 2 зі сформованими на його зовнішній поверхні литтям із пластмаси профілем з ложементами для труб 3 по черзі з проміжними плоскими ділянками 4 і вертикальними стійками 5. На протилежних сторонах вертикальних стійок кожної опори виконані фіксуючі елементи, що утворюють при зборці рознімне з'єднання шип 6 - паз 7, а зовнішня поверхня крайніх у зборці опор 8 виконана у виді плоского подовжнього ложемента 9 для розміщення стягуючої стрічки. Причому співвідношення відстаней між зовнішніми плоскими поверхнями проміжних ділянок опори L1 і мінімальною відстанню між дном її ложементів для труб L2 визначається з вираження: L1 k × d = , L2 S де: k - коефіцієнт, рівний 1,1-6,9 см 4/Дж; d - ударна в'язкість пластмаси, з якої відлитий профіль опори, Дж/см 2; S - площа поперечного переріза металевого каркаса опори, см 2. Використовують пропонований пристрій таким чином. На горизонтальній площадці розміщають крайні опори по довжині труб рівномірно, утворюючи нижній ряд, і на них укладають труби 10. Наступний ряд опор установлюють на попередній, з'єднуючи їх за допомогою фіксуючи х елементів "шип-паз" (6, 7) і на них знову укладають труби. Наступні ряди збирають аналогічно. Останнім установлюють верхній ряд крайніх опор і кожну групу опор обв'язують сталевою чи нейлоновою стрічкою, прокладаючи її по ложементах у крайніх опорах з їхньої зовнішньої сторони. У заводських умовах збирали труби 0 73 мм довжиною 10 м у пакети з використанням пропонованого пристрою і найбільш близького з аналогів. При цьому використовували пропонований пристрій зі співвідношеннями розмірів його частин, що відповідають заявленим, а також вихідними за межі, що заявляються. Як пластмасу використовували поліетилен, що має ударну в'язкість 2,00 Дж/см 2, а площа поперечного переріза каркаса 5 у виді круглої труби складала 1,5 см 2. При цьому L1/L2 визначається з вираження: L1 (11... 6,9)см 4 / Дж * 2,0Дж / см 2 , = , L2 15см 2 , Були відлиті профілі опор, що мали відношення L1/L2 = 1,5; 5,3; 9,2. Для зборки була використана нейлонова стрічка. Пакети труб з використанням пропонованого пристрою який має розміри в межах, що заявляються, збирали за 20 хвилин, а пакети з використанням пристрою найбільш близького з аналогів протягом 40 хвилин. При транспортуванні в залізничних вагонах труби, упаковані в пакети з використанням пропонованого пристрою, що має розміри в межах, що заявляються, прибули не ушкодженими, а при транспортуванні з використанням пристрою найбільш близького з аналогів - 20% труб одержали механічні ушкодження, 10% пристроїв були зруйновані. При одержанні труб споживачем пакет труб, зібраний з використанням пропонованого пристрою, що має розміри в межах, що заявляються, розбирали 15 хвилин, а пакет труб, зібраний з використанням пристрою найбільш близького з аналогів - 30 хвилин. При зборці пакета труб з використанням пристрою, що має розміри вихідні за нижню межу співвідношення, - пакет хитливий і не гарантує схоронності труб. При зборці пакета труб з використанням пристрою, що має розміри вихідні за верхню межу співвідношення, - витрата пластмаси на утворення ложементів для труб збільшується, він стає менш міцним і при транспортуванні труб руйн ується, що приводить до деформації труб. Таким чином, застосування пропонованого пристрою забезпечує скорочення часу на зборку-розбирання пакета труб при одночасному підвищенні надійності пристрою і поліпшення схоронності труб при транспортуванні.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for storage and transport of pipes
Автори англійськоюKaduk Oleksandr Volodymyrovych, Ahapov Volodymyr Mykolaiovych, Kulahina Liudmyla Mykolaivna
Назва патенту російськоюУстройство для хранения и транспортировки труб
Автори російськоюКадук Александр Владимирович, Агапов Владимир Николаевич, Кулагина Людмила Николаевна
МПК / Мітки
МПК: B65D 85/20
Мітки: збереження, транспортування, пристрій, труб
Код посилання
<a href="https://ua.patents.su/3-64671-pristrijj-dlya-zberezhennya-i-transportuvannya-trub.html" target="_blank" rel="follow" title="База патентів України">Пристрій для збереження і транспортування труб</a>
Пристрій для збереження і транспортування труб
Номер патенту: 4873
Опубліковано: 15.02.2005
Автори: Кадук Олександр Володимирович, Кулагіна Людмила Миколаївна, Агапов Володимир Миколайович, Олійник Віктор Федорович
МПК: B65D 85/20
Мітки: труб, пристрій, транспортування, збереження
Формула / Реферат:
Пристрій для збереження і транспортування труб, що містить групу розташованих одна над одною крайніх і проміжних опор, кожна з яких має принаймні один металевий армуючий елемент з сформованим литим профілем із пластмаси, при цьому в проміжних опорах на протилежних сторонах профілю утворені ложементи для труб по черзі з проміжними плоскими ділянками, на крайніх опорах на внутрішній стороні утворені ложементи для труб із проміжними плоскими...
Спосіб упаковки труб для збереження та транспортування
Номер патенту: 73441
Опубліковано: 15.07.2005
Автори: Сівак Владислав Олегович, Чечельницька Таїсія Іванівна, Коротков Андрій Миколайович, Сіромашенко Сергій Іванович, Гуляєв Юрій Геннадійович, Шифрін Євген Ісайович, Паньков Дмитро Анатолійович, Воробйов Микола Олексійович
МПК: B65B 17/00, B65D 85/20
Мітки: транспортування, збереження, труб, спосіб, упаковки
Формула / Реферат:
Спосіб упаковки труб для збереження та транспортування, в якому формування пакета з труб здійснюють шляхом фіксації труб в опорах, кожна з яких має або по одному довгому, що складається з одного суцільного, фасонному елементу з декількома утвореними на двох протилежних сторонах циліндричними виїмками для декількох труб, або, відповідно, декілька коротких, складених разом, формованих деталей із щонайменше однією, утвореною на двох протилежних...
Пристрій для зберігання і транспортування довгомірних циліндричних виробів
Номер патенту: 59500
Опубліковано: 15.09.2003
Автори: Андрющенко Віталій Селівестрович, Дуднік Сергій Вікторович, Кравченко Юрій Олексійович
МПК: B65D 85/20
Мітки: зберігання, циліндричних, транспортування, пристрій, довгомірних, виробів
Формула / Реферат:
Пристрій для зберігання і транспортування довгомірних циліндричних виробів, що включає кінцеві і, щонайменше, одну проміжну опори, кожна з яких виконана у вигляді фасонного моноблока, на протилежних сторонах котрого симетрично виконані ложементи для укладання циліндричних виробів, і напрямні для стягуючих елементів, який відрізняється тим, що бокові стінки суміжних опор сполучені між собою за допомогою замкових з'єднань, кожне з яких виконано...
Самохідний пристрій для транспортування та стикування труб
Номер патенту: 2040
Опубліковано: 20.12.1994
Автор: Іванов Олександр Іванович
МПК: B60P 3/40
Мітки: труб, самохідний, стикування, транспортування, пристрій
Формула / Реферат:
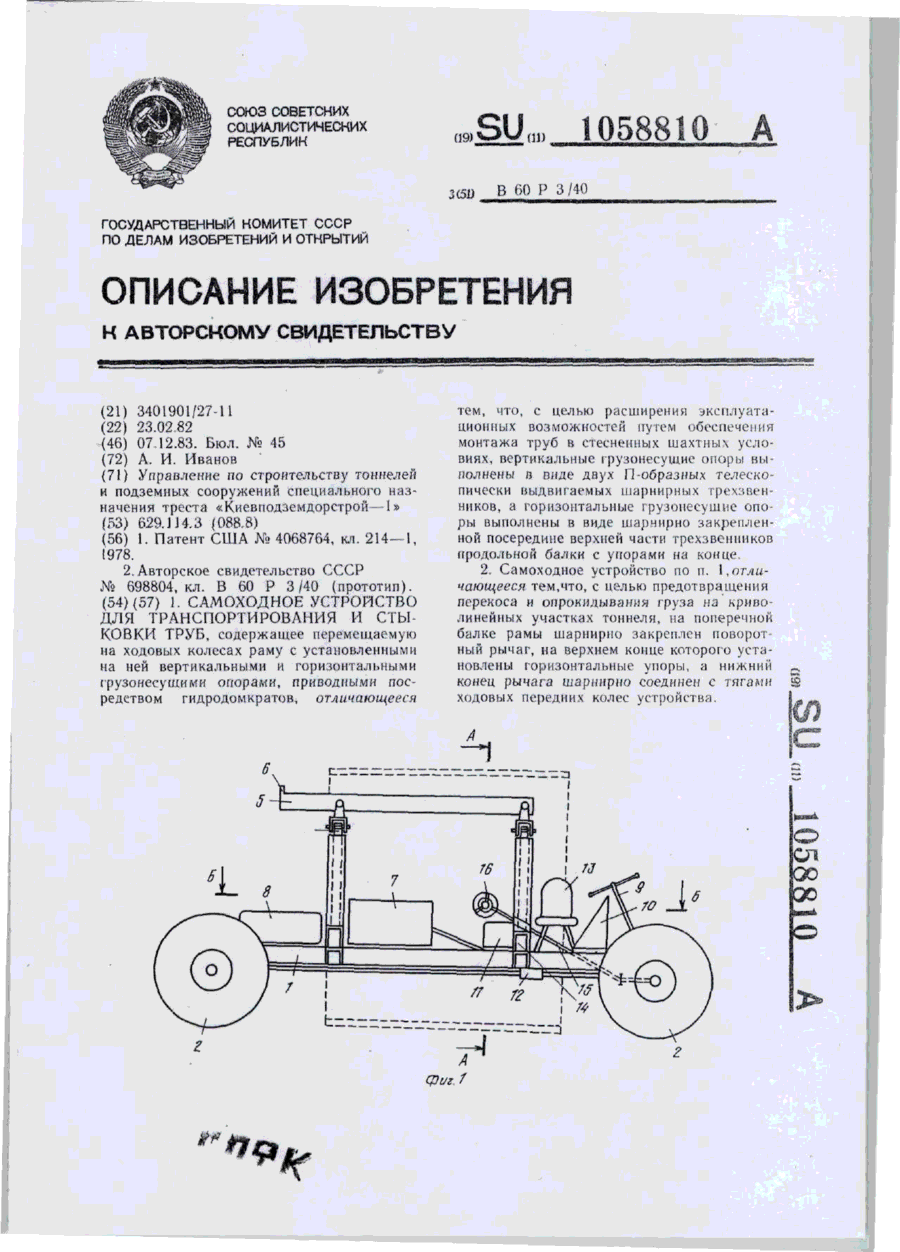
1. Самоходное устройство для транспортирования и стыковки труб, содержащее перемещаемую на ходовых колесах раму с установленными на ней вертикальными и горизонтальными грузоне-сушими опорами, приводными посредством щдродом-кратов, отличающееся тем, что, с целью расширения эксплуатационных возможностей путем обеспечения монтажа труб в стесненных шахтных условиях, вертикальные грузонесущие опоры выполнены в виде двух П-образных телескопически...
Пристрій для герметизації внутрішньотрубного простору колони насосно-компресорних труб
Номер патенту: 9753
Опубліковано: 17.10.2005
Автори: Римчук Данило Васильович, Андріїшин Михайло Петрович, Шимко Роман Ярославович, Вайсберг Григорій Львович, Ленкевич Юрій Євгенович, Дітковський Анатолій Вікторович
МПК: E21B 33/00
Мітки: простору, насосно-компресорних, внутрішньотрубного, герметизації, пристрій, труб, колони
Формула / Реферат:
Пристрій для герметизації внутрішньотрубного простору колони насосно-компресорних труб, який містить корпус і герметизуючі елементи корпуса відносно труби, який відрізняється тим, що корпус жорстко закріплений на колоні подавальних насосно-компресорних труб, в корпусі виконаний крізний осьовий канал, який сполучений з внутрішньотрубним простором колони насосно-компресорних труб, нижня частина корпуса містить напрямний конус.
Попередній патент: Пасажирський вагон
Наступний патент: Пересувний пиловловлювач
Випадковий патент: Спосіб одержання титану діоксиду, допованого сіркою