Пристрій для збереження і транспортування труб
Номер патенту: 4873
Опубліковано: 15.02.2005
Автори: Олійник Віктор Федорович, Кулагіна Людмила Миколаївна, Агапов Володимир Миколайович, Кадук Олександр Володимирович
Формула / Реферат
Пристрій для збереження і транспортування труб, що містить групу розташованих одна над одною крайніх і проміжних опор, кожна з яких має принаймні один металевий армуючий елемент з сформованим литим профілем із пластмаси, при цьому в проміжних опорах на протилежних сторонах профілю утворені ложементи для труб по черзі з проміжними плоскими ділянками, на крайніх опорах на внутрішній стороні утворені ложементи для труб із проміжними плоскими ділянками, а на зовнішній - виконаний плоский ложемент для розміщення стягувальної стрічки, по кінцях профілю кожної з опор виконані вертикальні стійки з фіксувальними елементами, що утворюють при збиранні рознімне з'єднання "шип - паз", який відрізняється тим, що між металевим армуючим елементом і литим профілем розташований конверсійний шар, що має зчеплення з ними, густина якого визначається з виразу:
![]()
де
![]() - густина металу армуючого елемента, г/см3,
- густина металу армуючого елемента, г/см3,
![]() - густина конверсійного шару, г/см3,
- густина конверсійного шару, г/см3,
![]() - густина пластмаси литого профілю, г/см3,
- густина пластмаси литого профілю, г/см3,
а на зовнішній поверхні кожної з вертикальних стійок опор виконаний ложемент для розміщення стягувальної стрічки, при цьому кінцеві ділянки армуючого елемента крайніх у зборці опор вигнуті таким чином, що їх торцеві поверхні в стійці опори виступають за рівень плоских ділянок внутрішньої сторони профілю.
Текст
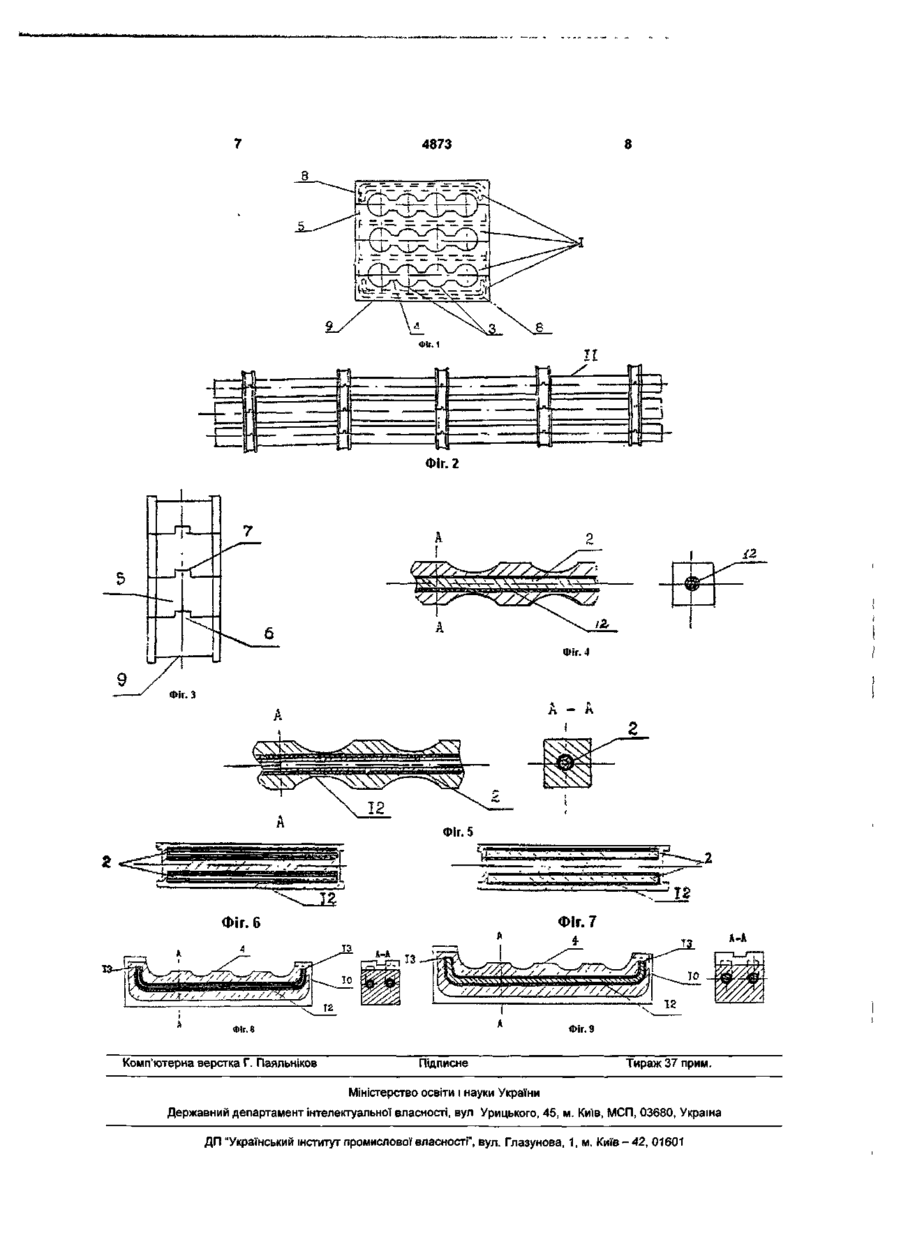
Пристрій для збереження і транспортування труб, що містить групу розташованих одна над одною крайніх і проміжних опор, кожна з яких має принаймні один металевий армуючий елемент з сформованим литим профілем із пластмаси, при цьому в проміжних опорах на протилежних сторонах профілю утворені ложементи для труб по черзі з проміжними плоскими ділянками, на крайніх опорах на внутрішній стороні утворені ложементи для труб із проміжними плоскими ділянками, а на зов нішній - виконаний плоский ложемент для розміщення стягувальної стрічки, по кінцях профілю кожної з опор виконані вертикальні стійки з фіксувальними елементами, що утворюють при збиранні рознімне з'єднання "шип - паз", який відрізняється тим, що між металевим армуючим елементом і литим профілем розташований конверсійний шар, що має зчеплення з ними, густина якого визначається з виразу: Рмет > Р ш >Рп> Де Рмет • густина металу армуючого елемента, г/см3, р ш - густина конверсійного шару, г/см3, р п - густина пластмаси литого профілю, г/см3, а на зовнішній поверхні кожної з вертикальних стійок опор виконаний ложемент для розміщення стягувальної стрічки, при цьому кінцеві ділянки армуючого елемента крайніх у зборці опор вигнуті таким чином, що їх торцеві поверхні в стійці опори виступають за рівень плоских ділянок внутрішньої сторони профілю. СО Корисна модель відноситься до пакувальних пристроїв спеціального призначення і може бути використаний для упакування циліндричних довгомірних виробів, зокрема труб, для упакування, збереження і транспортування без їхнього механічного ушкодження. Одним з найбільш важливих вимог, які пред'являються до подібних пристроїв, є їхня надійність при експлуатації. Відомий пристрій для збереження і транспортування труб, що містить групу розташованих одна над іншою опор, кожна з який являє собою розміщений по подовжній осі опори металевий порожній каркас зі сформованим на його зовнішній поверхні литим профілем із пластмаси, на протилежних сторонах якого утворені ложементи для труб по черзі з проміжними плоскими ділянками, при цьому по кінцях профілю опори виконані вертикальні стійки. Для транспортування труб групи опор після зборки пакета скріплюють сталевою чи нейлоновою стрічкою, або за допомогою натяжної рами. Сталева чи нейлонова стрічка при цьому проводиться через верхню і нижню прямокутні труби, що представляють собою металевий каркас, а натяжна рама складається з верхнього і нижнього Uобразного профілю (типу швелера), що з боків можуть стягатися за допомогою стержнів з різьбленням і гайок (А.с. СРСР №1838209, В65Д 85/20, 1993р.). При використанні даного пристрою при зборці і розбиранні пакета труб опори з ложементами для труб можуть зсуватися від первісного положення, і, як результат, опори з трубами розсипаються, при цьому відбувається ушкодження труб. Відомий також пристрій для збереження і транспортування труб, що включає групу розташованих одна над іншою крайніх і проміжних опор, 00 4873 кожна з яких має принаймні один металевий армуючий елемент зі сформованим литим профілем із пластмаси, причому в проміжних опорах на протилежних сторонах профілю утворені ложементи для труб по черзі з проміжними плоскими ділянками, на крайніх опорах на їхній внутрішній стороні утворені ложементи для труб із проміжними плоскими ділянками, а на зовнішній виконаний плоский ложемент для розміщення стягуючої стрічки, при цьому по кінцях профілю кожної з опор виконані вертикальні стійки з фіксуючими елементами, що утворюють при зборці рознімне з'єднання "шип-паз" (Деклараційний патент України №64671, В65Д 85/20, 2004). Даний пристрій не відрізняється високою експлуатаційною надійністю насамперед через низьку величину зчеплення між металевим армуючим елементом і сформованим на ньому литим профілем із пластмаси, що приводить при ударі до руйнування профілю, а отже і пакета. Крім того, тому що в процесі транспортування вже зібраного пакета натяг стягуючої стрічки дуже великий, останнє може привести до руйнування литого профілю крайніх опор у місцях виходу стрічки зі свого ложементу. При цьому, оскільки стрічка при зборці пакета практично стягує тільки крайні опори, розташовуючись вільно на бічній поверхні вертикальних стійок, то можливий її зсув через вібрацію чи удари при транспортуванні або бічному ударі при збереженні. Зазначене так само приводить до руйнування пакета труб у процесі експлуатації пристрою. В основі пропонованої корисної моделі лежить рішення задачі по удосконаленню пристрою для збереження і транспортування труб шляхом зміни конфігурації його частин, їхнього виду і розміщення, у результаті чого підвищується експлуатаційна надійність конструкції пристрою. Поставлена задача вирішена тим, що в пристрої для збереження і транспортування труб, що включає групу розташованих одна над іншою крайніх і проміжних опор, кожна з який має принаймні один металевий армуючий елемент зі сформованим литим профілем із пластмаси, при цьому в проміжних опорах на протилежних сторонах профілю утворені ложементи для труб по черзі з проміжними плоскими ділянками, на крайніх опорах на внутрішній стороні утворені ложементи для труб із проміжними плоскими ділянками, а на зовнішній виконаний плоский ложемент для розміщення стягуючої стрічки, по кінцях профілю кожної з опор виконані вертикальні стійки з фіксуючими елементами, що утворюють при зборці рознімне з'єднання "шип-паз", відповідно до корисної моделі, між металевим армуючим елементом і литим профілем розташований маючий зчеплення з ними конверсійний шар, густина якого визначається із виразу: Рмет>Рш>рп, де: рМет - густина металу армуючого елементу, г/см ; р ш - густина конверсійного шару, г/см3; р п - густина пластмаси литого профілю, г/см3, а на зовнішній поверхні кожної з вертикальних стійок опор виконаний ложемент для розміщення стягуючої стрічки, при цьому кінцеві ділянки армуючого елементу крайніх у зборці опор вигнуті таким чином, що їх торцеві поверхні розміщені в стійці опори вище рівня плоских ділянок внутрішньої сторони профілю. Конверсійний шар може бути утворений з водяних розчинів, що містять фосфати, хромати, оксиди та інші елементи (Г.Г. Улиг, Р.У. Реви. К. Коррозия и борьба с ней. Введение в коррозионную науку и технику. Ленинград. Химия. Ленинградское отделение, 1989г., с. 245). Відмінність пропонованого пристрою від найбільш близького з аналогів полягає в тім, що між металевим армуючим елементом і литим профілем розташований маючий зчеплення з ними зазначений конверсійний шар, а на зовнішній поверхні кожної з вертикальних стійок опор виконаний ложемент для розміщення стягуючої стрічки, при цьому кінцеві ділянки армуючого елемента крайніх у зборці опор вигнуті таким чином, що їх торцеві поверхні в стійці опори виступають над рівнем плоских ділянок внутрішньої сторони профілю. Технічним результатом використання пропонованого пристрою, в порівнянні з найбільш близьким з аналогів, є підвищення експлуатаційної надійності конструкції. Це досягається тим, що розміщення конверсійного шару з вказаною густиною між металевим армуючим елементом (який може бути як порожнистим, так і цільним) і литим профілем із пластмаси дозволяє збільшити адгезію (силу зчеплення) між армуючим елементом і пластмасою профілю за рахунок активних центрів, що утворюються у конверсійному покритті будьякого типу, так як конверсійний шар (фосфатний, хроматний, оксидний і т.п.) являє собою складні комплексні з'єднання з металом армуючого елемента і має активні функціональні групи, що забезпечують зв'язок із пластмасою литого профілю. Збільшення адгезії дозволяє запобігти розхитуванню армуючого елемента при ударах і вібрації супутніх транспортуванню і збереженню упакованих за допомогою пропонованого пристрою труб, практично виключити руйнування профілю і, відповідно, підвищити експлуатаційну надійність пристрою. Крім того, розташування стягуючої стрічки в ложементах по всьому периметрі пакета, що збирається, також підвищує експлуатаційну надійність пристрою, тому що запобігає її зсуву, що може привести до роз'єднання пристрою і його руйнуванню. Вигин кінцевих ділянок, що заявляється, армуючого елемента крайніх у зборці опор, зміцнюючи вертикальні стійки опор, також підвищує його експлуатаційну надійність. На фіг. 1 представлений пропонований пристрій. На фіг. 2 представлений зібраний пакет труб за допомогою п'яти пропонованих пристроїв. На фіг. З - пропонований пристрій у зборці (вид з бічної сторони вертикальних стійок). На фіг. 4 - проміжна опора в розрізі з одним цільним армуючим елементом. 4873 На фіг. 5 - проміжна опора в розрізі з одним порожнистим армуючим елементом. На фіг. 6 - проміжна опора в розрізі (вид зверху) із двома порожнистими армуючими елементами. На фіг. 7 - проміжна опора в розрізі (вид зверху) із двома цільними армуючими елементами. На фіг. 8 - крайня в зборці опора з двома порожнистими армуючими елементами. На фіг. 9 - крайня в зборці опора з двома цільними армуючими елементами в розрізі. Пристрій включає групу розташованих одна над іншою опор 1, кожна з яких маєпринаймні один порожнистий чи цільний армуючий елемент 2 зі сформованим литим профілем із пластмаси з ложементами 3 для труб по черзі з проміжними плоскими ділянками 4 і вертикальними стійками 5. На протилежних сторонах вертикальних стійок кожної опори виконані фіксуючі елементи, що утворюють при зборці рознімне з'єднання шип 6 паз 7. Зовнішня поверхня крайніх у зборці опор 8 виконана у виді плоского поздовжнього ложемента 9 для розміщення стягуючої стрічки. На зовнішній поверхні кожної з вертикальних стійок 5 опор також виконаний ложемент 10 для розміщення стягуючої стрічки. Між металевим армуючим елементом 2 і литим профілем 3 розташований, що має зчеплення з ними, конверсійний шар 12, густина якого визначається з виразу: Рмет>Рш>Рп, де: рмет - густина металу армуючого елементу, г/см ; р ш - густина конверсійного шару, г/см3; Рп - густина пластмаси литого профілю, г/см3. Кінцеві ділянки 13 армуючого елемента 2 крайніх у зборці опор вигнуті таким чином, що їх торцеві поверхні в стійці опори виступають за рівень плоских ділянок 4 внутрішньої сторони профілю опори. Використовують пропонований пристрій таким чином. На горизонтальній площадці розміщають крайні опори по довжині труб рівномірно, утворюючи нижній ряд, і на них укладають труби 11. Наступний ряд опор установлюють на попередній, з'єднуючи їх за допомогою фіксуючих елементів "шип-паз" (6, 7) і на них знову укладають труби. Наступні ряди збирають аналогічно. Останнім установлюють верхній ряд крайніх опор і кожну групу опор обв'язують сталевою чи нейлоновою стрічкою, прокладаючи її по ложементах 9 у крайніх опорах з їхньої зовнішньої сторони і по ложементах 10, виконаних на зовнішній поверхні кожної з вертикальних опор. У заводських умовах збирали труби 073мм, довжиною 10м у пакети з використанням пропонованого пристрою і найбільш близького з аналогів. Конверсійний шар на армуючий елемент наносили двох видів - хроматний (товщиною 10-20мкм з р=6,2г/см3) і фосфатний (товщиною 50-70мкм з р=2,15г/см3). При цьому виготовляли різні варіанти опор пропонованого пристрою, матеріалом для лиття профілю яких служив поліетилен (рп=0,96г/см3). Ці варіанти відрізнялися кількістю і видом армуючих елементів (сталь 10, рмет=7,6г/см3): 1. Проміжні опори, що містять армуючий елемент у виді однієї металевої трубки зовнішнім діаметром 16мм, внутрішнім - 12мм. 2. Проміжні опори, що містять армуючий елемент у виді двох металевих трубок зовнішнім діаметром 12мм кожна, внутрішнім - 8мм. 3. Проміжні опори, що містять армуючий елемент у виді одного цільного металевого стержня діаметром 10мм. 4. Проміжні опори, що містять армуючий елемент у виді двох цільних металевих стержнів діаметром 10мм кожний. 5. Крайні в зборці опори, що містять армуючий елемент у виді однієї металевої трубки зовнішнім діаметром 16мм, внутрішнім - 12мм. 6. Крайні в зборці опори, що містять армуючий елемент у виді чотирьох металевих трубок зовнішнім діаметром 12мм кожна, внутрішнім діаметром 9мм. 7. Крайні в зборці опори, що містять армуючий елемент у виді одного цільного металевого стержня діаметром 10мм. 8. Крайні в зборці опори, що містять армуючий елемент у виді чотирьох цільних металевих стержнів діаметром 10мм кожний. При цьому кожну опору виготовляли наступним чином. На зовнішню поверхню армуючих елементів (трубок, стержнів і т.п.) наносили хроматний шар зануренням у ванну з водним розчином, вміщуючим іони шестивалентного хрому, та витримкою в ній впродовж 5-6 хвилин. Після стікання розчину та висушування поверхні армуючих елементів від вологи, їх вставляли у відкриті пресформи для виготовлення опор, встановлені на литьовій машині. При цьому кількість і вид армуючих елементів (рівних або вигнутих) залежали від того чи буде ця опора крайня в збірці, чи проміжна. Після змикання пресформи виконували відливку опори із поліетилену по заданим у литьовій машині режимам. Після охолодження пресформу розмикали і одержували готову опору. Аналогічно отримували опори з фосфатним шаром на армуючих елементах, попередньо наносячи його з фосфатуючого розчину. Для обв'язки застосовували нейлонову стягуючу стрічку. Пакети труб з використанням пропонованого пристрою, що має конверсійні шари густиною в межах, що заявляються, транспортували в залізничних вагонах. По прибуттю на місце розвантаження 2% пристроїв були зруйновані, у той час як при транспортуванні пакетів труб з використанням пристрою найбільш близького з аналогів - були зруйновані 5%. При цьому було встановлено, що при транспортуванні пакетів труб з використанням пристроїв, що мають густину конверсійного шару, величина якої виходить за пропоновані межі, спостерігалося збільшення до 4% кількості зруйнованих у процесі транспортування пристроїв, унаслідок зниження адгезії між армуючим елементом і профілем опори. Таким чином, застосування пропонованого пристрою забезпечує підвищення експлуатаційної надійності конструкції пристрою. 4873 Чіл Фіг. 2 Фіг. 9 Фіг. 8 Комп'ютерна верстка Г. Паяльніков Підписне Тираж 37 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for storage and transportation of pipes
Автори англійськоюKaduk Oleksandr Volodymyrovych, Ahapov Volodymyr Mykolaiovych, Kulahina Liudmyla Mykolaivna
Назва патенту російськоюУстройство для хранения и транспортировки труб
Автори російськоюКадук Александр Владимирович, Агапов Владимир Николаевич, Кулагина Людмила Николаевна
МПК / Мітки
МПК: B65D 85/20
Мітки: збереження, труб, пристрій, транспортування
Код посилання
<a href="https://ua.patents.su/4-4873-pristrijj-dlya-zberezhennya-i-transportuvannya-trub.html" target="_blank" rel="follow" title="База патентів України">Пристрій для збереження і транспортування труб</a>
Самохідний пристрій для транспортування та стикування труб
Номер патенту: 2040
Опубліковано: 20.12.1994
Автор: Іванов Олександр Іванович
МПК: B60P 3/40
Мітки: труб, самохідний, пристрій, транспортування, стикування
Формула / Реферат:
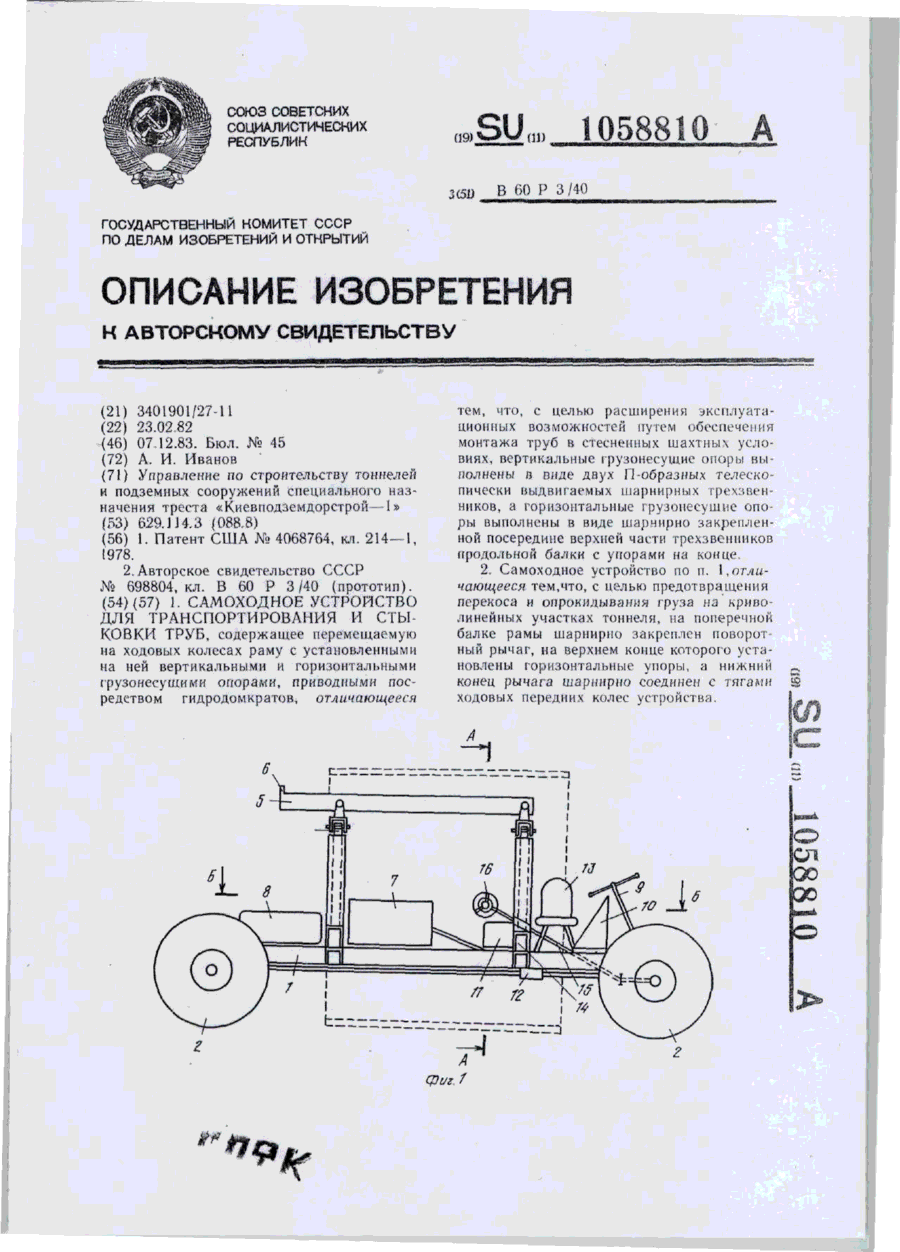
1. Самоходное устройство для транспортирования и стыковки труб, содержащее перемещаемую на ходовых колесах раму с установленными на ней вертикальными и горизонтальными грузоне-сушими опорами, приводными посредством щдродом-кратов, отличающееся тем, что, с целью расширения эксплуатационных возможностей путем обеспечения монтажа труб в стесненных шахтных условиях, вертикальные грузонесущие опоры выполнены в виде двух П-образных телескопически...
Контейнер для транспортування та збереження відпрацьованих тепловиділяючих збірок
Номер патенту: 65790
Опубліковано: 15.04.2004
Автори: Ірха Віктор Миколайович, Кохан Анатолій Омел'янович, Зайка Володимир Якович
МПК: G21F 5/00
Мітки: відпрацьованих, транспортування, тепловиділяючих, збірок, збереження, контейнер
Формула / Реферат:
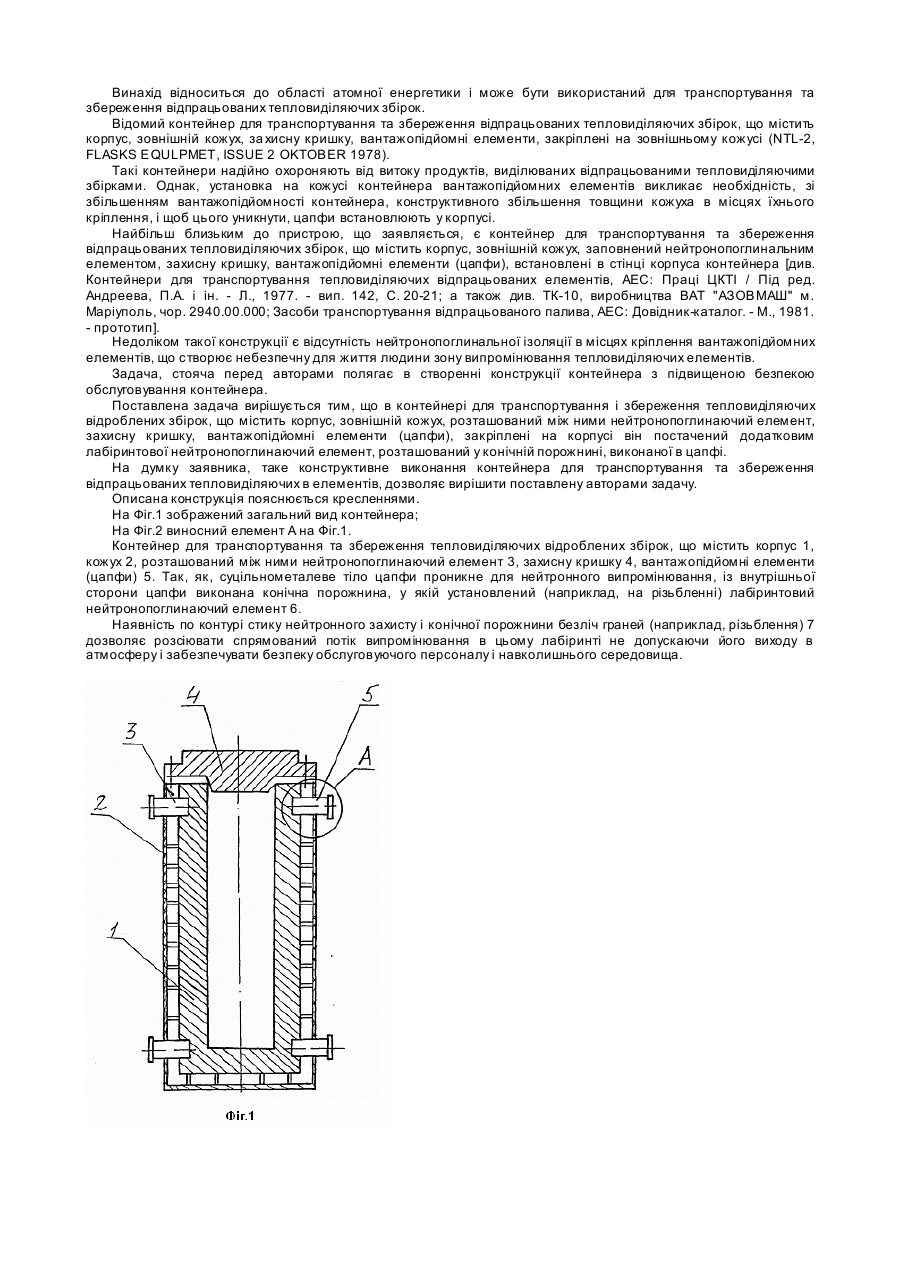
1. Контейнер для транспортування та збереження відпрацьованих тепловиділяючих збірок, що містить корпус, зовнішній кожух, розташований між ними нейтронопоглинальний елемент, захисну кришку, цапфи, закріплені на корпусі, який відрізняється тим, що він оснащений додатковим лабіринтовим нейтронопоглинальним елементом, розташованим в конічній порожнині, виконаній в цапфі.2. Контейнер за п. 1, який відрізняється тим, що поверхні сполучення...
Пристрій для зберігання і транспортування довгомірних циліндричних виробів
Номер патенту: 59500
Опубліковано: 15.09.2003
Автори: Андрющенко Віталій Селівестрович, Дуднік Сергій Вікторович, Кравченко Юрій Олексійович
МПК: B65D 85/20
Мітки: довгомірних, транспортування, виробів, зберігання, пристрій, циліндричних
Формула / Реферат:
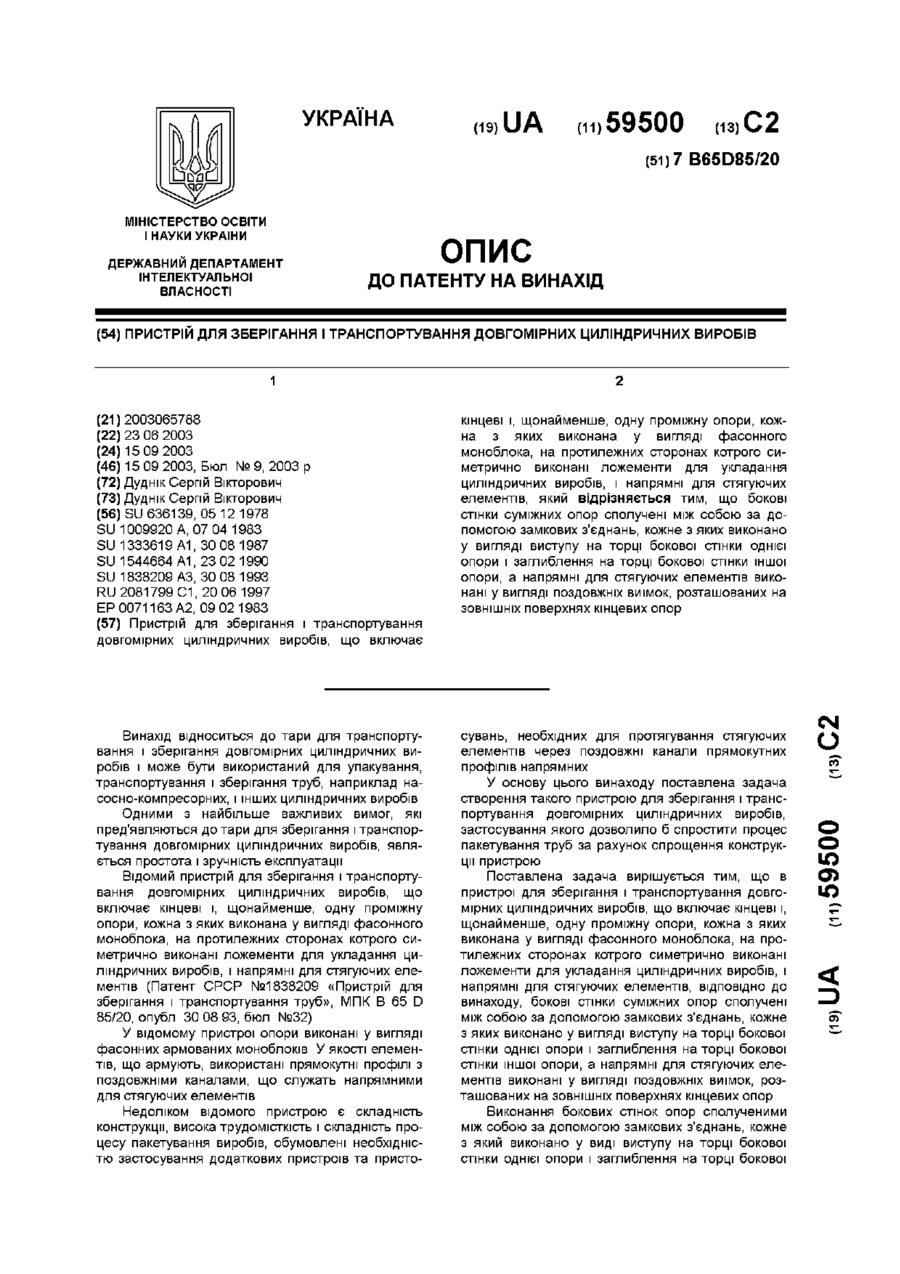
Пристрій для зберігання і транспортування довгомірних циліндричних виробів, що включає кінцеві і, щонайменше, одну проміжну опори, кожна з яких виконана у вигляді фасонного моноблока, на протилежних сторонах котрого симетрично виконані ложементи для укладання циліндричних виробів, і напрямні для стягуючих елементів, який відрізняється тим, що бокові стінки суміжних опор сполучені між собою за допомогою замкових з'єднань, кожне з яких виконано...
Гнучкий контейнер для збереження та транспортування сипучого матеріалу
Номер патенту: 7089
Опубліковано: 30.06.1995
Автори: Ейрік Міклебуст, Аннерс Юель, Одд Фредрік Расмуссен
МПК: B65D 30/10
Мітки: матеріалу, збереження, гнучкий, контейнер, транспортування, сипучого
Формула / Реферат:
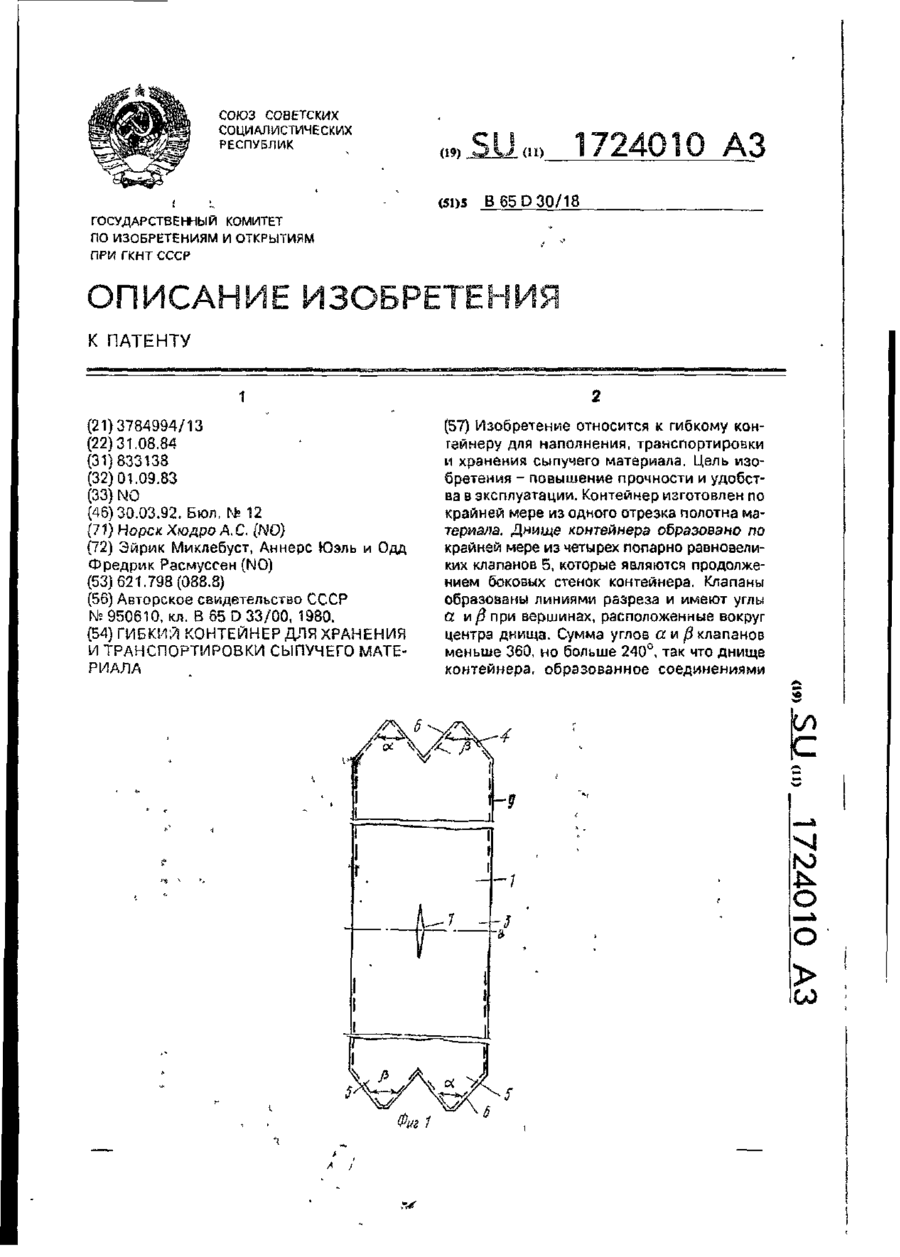
1. Гибкий контейнер для хранения и транспортировки сыпучего материала, выполненный из отрезка полотна плоскотканого или круглотканого рукавного материала, содержащий боковые стенки, выполненную заодно с ними по меньшей мере одну грузозахватную проушину и днище, образованное по крайней мере четырьмя соединенными между собой попарно равновеликими треугольными клапанами, являющимися продолжением боковых стенок и образованными линиями разреза,...
Контейнер для збереження і/чи транспортування екологічно небезпечних речовин і радіоактивних відходів низької і середньої активності
Номер патенту: 50285
Опубліковано: 15.10.2002
Автори: Білокуров Дмитро Едуардович, Яловий Олексій Іванович, Неведомський Володимир Олексійович, Куцін Володимир Семенович, Синяговський Володимир Іванович, Тімофєєв Олександр Юрійович
МПК: G21F 5/00
Мітки: речовин, активності, контейнер, радіоактивних, екологічної, низької, транспортування, збереження, небезпечних, середньої, відходів
Формула / Реферат:
Контейнер для зберігання і/чи транспортування екологічно небезпечних речовин і радіоактивних відходів низької і середньої активності, що включає корпус із зовнішніми і внутрішніми стінками, між якими розміщений захисний матеріал, і кришку, стінка якої і внутрішні стінки корпуса виконані з литого склокристалічного матеріалу, переважно кам'яного литва, який відрізняється тим, що внутрішня стінка корпуса виконана як монолітна оболонка у формі...
Попередній патент: Теплообмінник
Наступний патент: Пристрій для виміру висоти рейкових стиків залізничної і трамвайної колій
Випадковий патент: Опора лінії електропередачі