Система рідинного змащування вузла тертя машини
Номер патенту: 64919
Опубліковано: 25.11.2011
Автори: Сисенко Олег Григорович, Гусєв Сергій Юрійович, Кононов Ігор Сергійович
Формула / Реферат
1. Система рідинного змащування вузла тертя машини, що містить оливостанцію, сполучену оливопроводами високого тиску з вузлом тертя машини, зливні оливопроводи, що сполучають вузол тертя із зливним баком, і датчики безперервності потоку, встановлені в зливних оливопроводах, яка відрізняється тим, що вона додатково забезпечена сигналізатором зливу оливи, встановленим в зливному оливопроводі вузла на вході у зливний бак.
2. Система рідинного змащування вузла тертя машини за п. 1, яка відрізняється тим, що сигналізатор зливу оливи виконаний у вигляді закритого торцевими кришками вертикального циліндричного корпусу з вхідним і вихідним патрубками та центрального колектора із діафрагмою у вигляді кільця з крізними отворами, змонтованих усередині циліндричного корпусу, з утворенням верхньої та нижньої камер, при цьому центральний колектор встановлений коаксіально, уздовж вертикальної осі корпусу і своїм нижнім кінцем жорстко сполучений з центральним отворомдіафрагми, а верхній кінець колектора виконаний з чотирма розташованими на бічній поверхні крізними отворами, при цьому один з вищезазначених крізних отворів жорстко сполучений з торцевою поверхнею вхідного патрубка, що виконаний з переливним вікном, розміщеним у верхній частині патрубка, а датчик безперервності потоку встановлений на зовнішній поверхні циліндричного корпусу на відстані L від нижньої точки крізного отвору центрального патрубка.
Текст
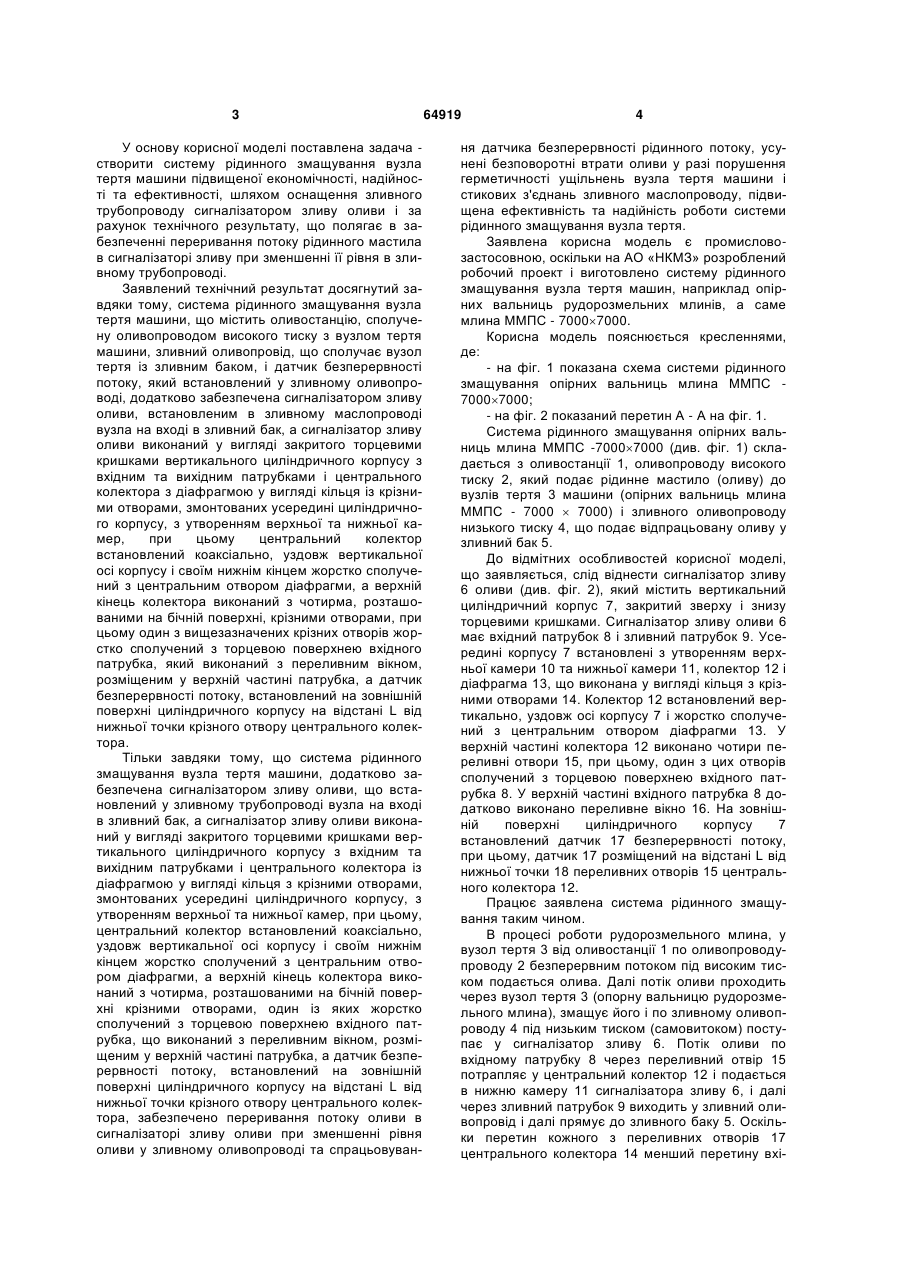
1. Система рідинного змащування вузла тертя машини, що містить оливостанцію, сполучену оливопроводами високого тиску з вузлом тертя машини, зливні оливопроводи, що сполучають вузол тертя із зливним баком, і датчики безперервності потоку, встановлені в зливних оливопроводах, яка відрізняється тим, що вона додатково забезпечена сигналізатором зливу оливи, встановленим в зливному оливопроводі вузла на вході у зливний бак. 2. Система рідинного змащування вузла тертя машини за п. 1, яка відрізняється тим, що сигна U 1 3 У основу корисної моделі поставлена задача створити систему рідинного змащування вузла тертя машини підвищеної економічності, надійності та ефективності, шляхом оснащення зливного трубопроводу сигналізатором зливу оливи і за рахунок технічного результату, що полягає в забезпеченні переривання потоку рідинного мастила в сигналізаторі зливу при зменшенні її рівня в зливному трубопроводі. Заявлений технічний результат досягнутий завдяки тому, система рідинного змащування вузла тертя машини, що містить оливостанцію, сполучену оливопроводом високого тиску з вузлом тертя машини, зливний оливопровід, що сполучає вузол тертя із зливним баком, і датчик безперервності потоку, який встановлений у зливному оливопроводі, додатково забезпечена сигналізатором зливу оливи, встановленим в зливному маслопроводі вузла на вході в зливний бак, а сигналізатор зливу оливи виконаний у вигляді закритого торцевими кришками вертикального циліндричного корпусу з вхідним та вихідним патрубками і центрального колектора з діафрагмою у вигляді кільця із крізними отворами, змонтованих усередині циліндричного корпусу, з утворенням верхньої та нижньої камер, при цьому центральний колектор встановлений коаксіально, уздовж вертикальної осі корпусу і своїм нижнім кінцем жорстко сполучений з центральним отвором діафрагми, а верхній кінець колектора виконаний з чотирма, розташованими на бічній поверхні, крізними отворами, при цьому один з вищезазначених крізних отворів жорстко сполучений з торцевою поверхнею вхідного патрубка, який виконаний з переливним вікном, розміщеним у верхній частині патрубка, а датчик безперервності потоку, встановлений на зовнішній поверхні циліндричного корпусу на відстані L від нижньої точки крізного отвору центрального колектора. Тільки завдяки тому, що система рідинного змащування вузла тертя машини, додатково забезпечена сигналізатором зливу оливи, що встановлений у зливному трубопроводі вузла на вході в зливний бак, а сигналізатор зливу оливи виконаний у вигляді закритого торцевими кришками вертикального циліндричного корпусу з вхідним та вихідним патрубками і центрального колектора із діафрагмою у вигляді кільця з крізними отворами, змонтованих усередині циліндричного корпусу, з утворенням верхньої та нижньої камер, при цьому, центральний колектор встановлений коаксіально, уздовж вертикальної осі корпусу і своїм нижнім кінцем жорстко сполучений з центральним отвором діафрагми, а верхній кінець колектора виконаний з чотирма, розташованими на бічній поверхні крізними отворами, один із яких жорстко сполучений з торцевою поверхнею вхідного патрубка, що виконаний з переливним вікном, розміщеним у верхній частині патрубка, а датчик безперервності потоку, встановлений на зовнішній поверхні циліндричного корпусу на відстані L від нижньої точки крізного отвору центрального колектора, забезпечено переривання потоку оливи в сигналізаторі зливу оливи при зменшенні рівня оливи у зливному оливопроводі та спрацьовуван 64919 4 ня датчика безперервності рідинного потоку, усунені безповоротні втрати оливи у разі порушення герметичності ущільнень вузла тертя машини і стикових з'єднань зливного маслопроводу, підвищена ефективність та надійність роботи системи рідинного змащування вузла тертя. Заявлена корисна модель є промисловозастосовною, оскільки на АО «НКМЗ» розроблений робочий проект і виготовлено систему рідинного змащування вузла тертя машин, наприклад опірних вальниць рудорозмельних млинів, а саме млина ММПС - 70007000. Корисна модель пояснюється кресленнями, де: - на фіг. 1 показана схема системи рідинного змащування опірних вальниць млина ММПС 70007000; - на фіг. 2 показаний перетин А - А на фіг. 1. Система рідинного змащування опірних вальниць млина ММПС -70007000 (див. фіг. 1) складається з оливостанції 1, оливопроводу високого тиску 2, який подає рідинне мастило (оливу) до вузлів тертя 3 машини (опірних вальниць млина ММПС - 7000 7000) і зливного оливопроводу низького тиску 4, що подає відпрацьовану оливу у зливний бак 5. До відмітних особливостей корисної моделі, що заявляється, слід віднести сигналізатор зливу 6 оливи (див. фіг. 2), який містить вертикальний циліндричний корпус 7, закритий зверху і знизу торцевими кришками. Сигналізатор зливу оливи 6 має вхідний патрубок 8 і зливний патрубок 9. Усередині корпусу 7 встановлені з утворенням верхньої камери 10 та нижньої камери 11, колектор 12 і діафрагма 13, що виконана у вигляді кільця з крізними отворами 14. Колектор 12 встановлений вертикально, уздовж осі корпусу 7 і жорстко сполучений з центральним отвором діафрагми 13. У верхній частині колектора 12 виконано чотири переливні отвори 15, при цьому, один з цих отворів сполучений з торцевою поверхнею вхідного патрубка 8. У верхній частині вхідного патрубка 8 додатково виконано переливне вікно 16. На зовнішній поверхні циліндричного корпусу 7 встановлений датчик 17 безперервності потоку, при цьому, датчик 17 розміщений на відстані L від нижньої точки 18 переливних отворів 15 центрального колектора 12. Працює заявлена система рідинного змащування таким чином. В процесі роботи рудорозмельного млина, у вузол тертя 3 від оливостанції 1 по оливопроводупроводу 2 безперервним потоком під високим тиском подається олива. Далі потік оливи проходить через вузол тертя 3 (опорну вальницю рудорозмельного млина), змащує його і по зливному оливопроводу 4 під низьким тиском (самовитоком) поступає у сигналізатор зливу 6. Потік оливи по вхідному патрубку 8 через переливний отвір 15 потрапляє у центральний колектор 12 і подається в нижню камеру 11 сигналізатора зливу 6, і далі через зливний патрубок 9 виходить у зливний оливопровід і далі прямує до зливного баку 5. Оскільки перетин кожного з переливних отворів 17 центрального колектора 14 менший перетину вхі 5 дного патрубка 10, то частина потоку оливи через переливне вікно 16 поступає у верхню камеру 10 сигналізатора зливу 6, заповнює її і далі, через отвори 14 в діафрагмі 13, поступає в нижню камеру 11. За рахунок переливних отворів 15 надлишок оливи, що утворюється у верхній камері 10 через колектор 12 також поступає в нижню камеру 11. Таким чином, у верхній камері 10 автоматично підтримується постійний рівень оливи, який контролюється датчиком безперервності потоку 17, що розташований на зовнішній поверхні сигналізатору зливу 6. У разі зменшення рівня потоку оливи у зливному оливопроводі 4 на ділянці від вузла тертя 3 до сигналізатора зливу 6, унаслідок його розриву або порушення герметичності ущільнень вузлів тертя 3 машини та з'єднань зливного оливопрово Комп’ютерна верстка Л. Купенко 64919 6 ду 4, скорочується подача оливи у сигналізатор зливу 6. Рівень масла у верхній камері 10 сигналізатора зливу 6 падає, і датчик безперервності потоку 17 це фіксує. Сигнал від датчика 17 подається до пульту керування млином. Застосування заявленої корисної моделі під час виготовлення системи централізованого змащування опірних вальниць млина ММПС 70007000, забезпечило своєчасну подачу сигналу про несправність в системі рідинного змащування млина, і тим самим, дозволило запобігти перегріву і пошкодженню опорних вальниць млина, зменшило втрати оливи під час експлуатації млина, а також скоротило час простою млина і витрати на ремонт і змащувальні матеріали, підвищило надійності та ефективність роботи машини. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSystem of liquid lubrication of a machine friction unit
Автори англійськоюGusev Serhii Yuriiovych, Sysenko Oleh Grygorovych, Kononov Ihor Serhiiovych
Назва патенту російськоюСистема жидкостной смазки узла трения машины
Автори російськоюГусев Сергей Юрьевич, Сисенко Олег Григорьевич, Кононов Игорь Сергеевич
МПК / Мітки
МПК: F16N 29/00, F16H 57/00
Мітки: рідинного, вузла, змащування, система, тертя, машини
Код посилання
<a href="https://ua.patents.su/3-64919-sistema-ridinnogo-zmashhuvannya-vuzla-tertya-mashini.html" target="_blank" rel="follow" title="База патентів України">Система рідинного змащування вузла тертя машини</a>
Елемент вузла тертя та спосіб виготовлення елемента вузла тертя
Номер патенту: 81237
Опубліковано: 25.12.2007
Автори: Романов Сергій Михайлович, Романов Дмитро Сергійович
МПК: B22F 7/04
Мітки: елемент, виготовлення, елемента, вузла, спосіб, тертя
Формула / Реферат:
1. Елемент вузла тертя, що включає несучий елемент, антифрикційний шар на основі міді і проміжний шар на основі заліза і міді, який відрізняється тим, що проміжний шар додатково містить ферофосфор, при наступному співвідношенні компонентів проміжного шару, мас. %: залізо 55-74,6 мідь 25,39-40 ферофосфор 0,01-5. 2. Елемент вузла тертя...
Спосіб змащування вузла повзун-шатун кривошипного гарячештампувального преса
Номер патенту: 55664
Опубліковано: 27.12.2010
Автори: Роганов Максим Львович, Пиц Ярослав Євгенович, Пиц Євген Ярославич, Роганов Лев Леонідович, Пиц Володимир Ярославич
МПК: F16N 17/00
Мітки: вузла, спосіб, кривошипного, змащування, повзун-шатун, гарячештампувального, преса
Формула / Реферат:
Спосіб змащування вузла повзун-шатун кривошипного горячештампувального преса, який полягає в подачі мастила під тиском в зону тертя, який відрізняється тим, що створюється надлишковий тиск змащувальної рідини за рахунок вмонтованих в повзун поршнів, які рухаються назустріч один до одного під час робочого ходу повзуна.
Підшипник рідинного тертя

Номер патенту: 33503
Опубліковано: 25.06.2008
Автори: Попівненко Леонід Володимирович, Роганов Лев Леонідович
МПК: F16C 32/06, F16C 17/02
Мітки: тертя, підшипник, рідинного
Формула / Реферат:
Підшипник рідинного тертя, що складається з насоса з регульованою подачею, апаратури гідропідведення, керування й контролю, який відрізняється тим, що підшипник рідинного тертя являє собою пористу втулку (металеву або металокерамічну), поміщену в металеву обойму, у якій виконані канали для підведення мастила тільки в напрямку цапфи, а на торцях закріплені кришки з вузлами ущільнення, які гарантують нерухомість пористої втулки в осьовому...
Система змащування підшипників
Номер патенту: 44674
Опубліковано: 12.10.2009
Автори: Мартишевський Михайло Іванович, Паніщак Володимир Васильович
МПК: F16C 33/10
Мітки: підшипників, змащування, система
Формула / Реферат:
Система змащування підшипників, що складається з штуцера, з'єднаного одним кінцем з системою змащування дизеля, а іншим - з вхідним каналом вкладиша підшипника, зливного каналу підшипника, порожнини, утвореної корпусом і кришкою вузла, зливної труби, яка відрізняється тим, що додатково має ємність, прикріплену нерухомо до корпусу підшипника або іншої нерухомої частини вузла.
Вузол тертя чотирьохкулькової машини тертя

Номер патенту: 35796
Опубліковано: 16.04.2001
Автори: Дрогомирецький Ярослав Миколайович, Плахетко Орест Ярославович, Овецький Сергій Олександрович
МПК: G01N 3/56
Мітки: вузол, чотирьохкулькової, тертя, машини
Формула / Реферат:
Вузол тертя чотирьохкулькової машини тертя, що складається із з'єднаного з приводом обертання конічного патрона із закріпленого у ньому за допомогою цанги верхньої кульки, корпуса, верхньої кришки із ущільненням, нижньої кульки з глухою різьбовою пробкою (типу клапана-розрядника), в якій встановлюється чашка з трьома нижніми випробувальними кульками, що затискуються конічною циліндричною втулкою, який відрізняється тим, що оснащений додатково...
Попередній патент: Спосіб поздовжнього розпилювання сировини у виробництві струганого шпону
Наступний патент: Спосіб виготовлення котельних труб із аустенітної сталі
Випадковий патент: Спосіб отримання жаростійкого матеріалу