Спосіб поздовжнього розпилювання сировини у виробництві струганого шпону
Номер патенту: 64918
Опубліковано: 25.11.2011
Автори: Маєвський Володимир Олександрович, Бехта Павло Антонович
Формула / Реферат
1. Спосіб поздовжнього розпилювання сировини у виробництві струганого шпону, що включає операції: подачі сировини (кряжів) до лісопиляльного обладнання (пилорами, стрічкопилкового або круглопилкового верстатів), базування кряжів на механізмі подачі лісопиляльного обладнання, поздовжнього розпилювання кряжів на заготовки (бруси або ванчеси), який відрізняється тим, що в процесі базування кряжа на механізмі подачі лісопиляльного обладнання здійснюється підняття/зміщення його вершинного або відземкового торця на кут 1-5° відносно осі кряжа та його фіксація за допомогою спеціальних пристроїв лісопиляльного і/або допоміжного обладнання.
2. Спосіб за п. 1, який відрізняється тим, що базові площини заготовки, утворені в процесі поздовжнього розпилювання, не є паралельними до осі кряжа, а утворюють з ними кут 1-5°.
Текст
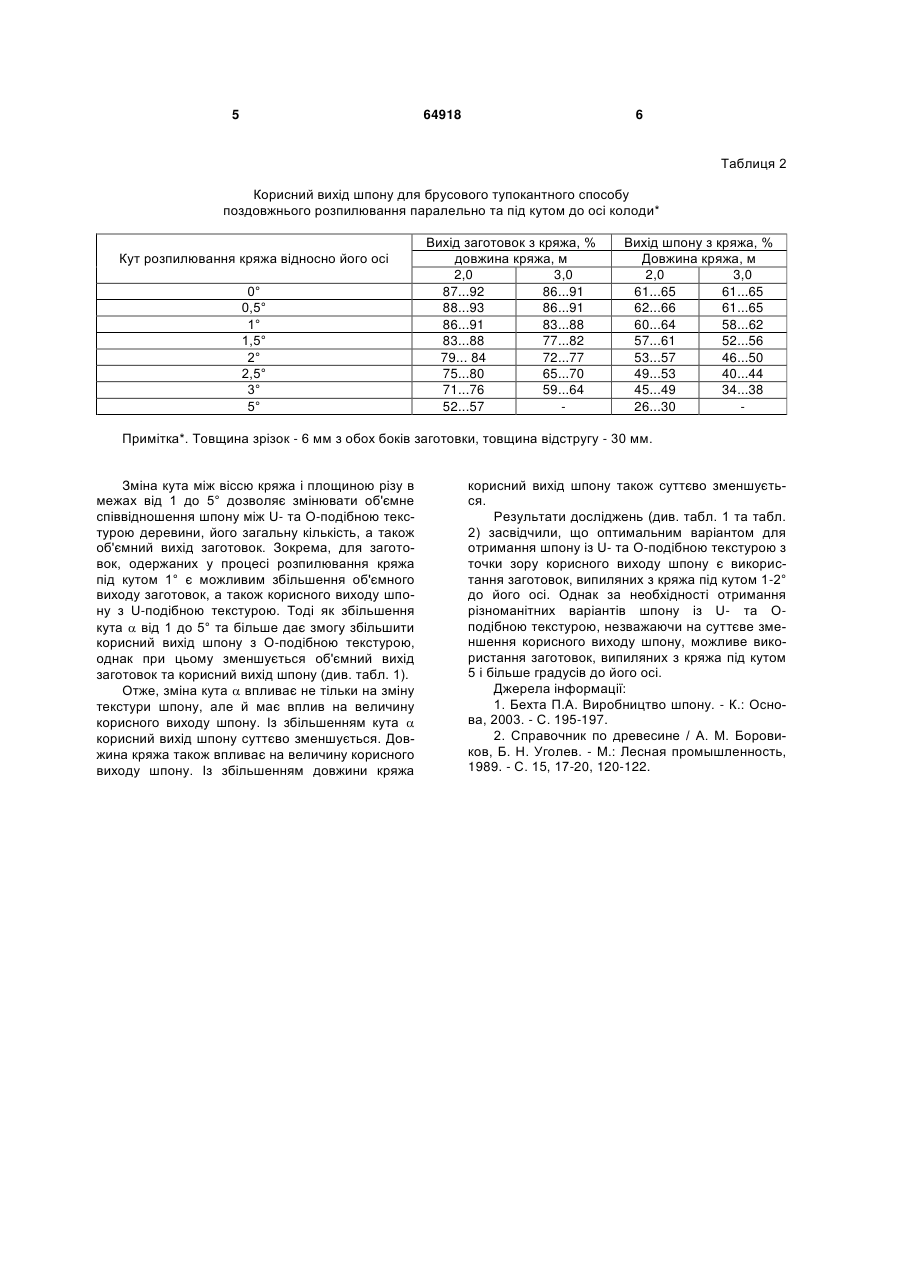
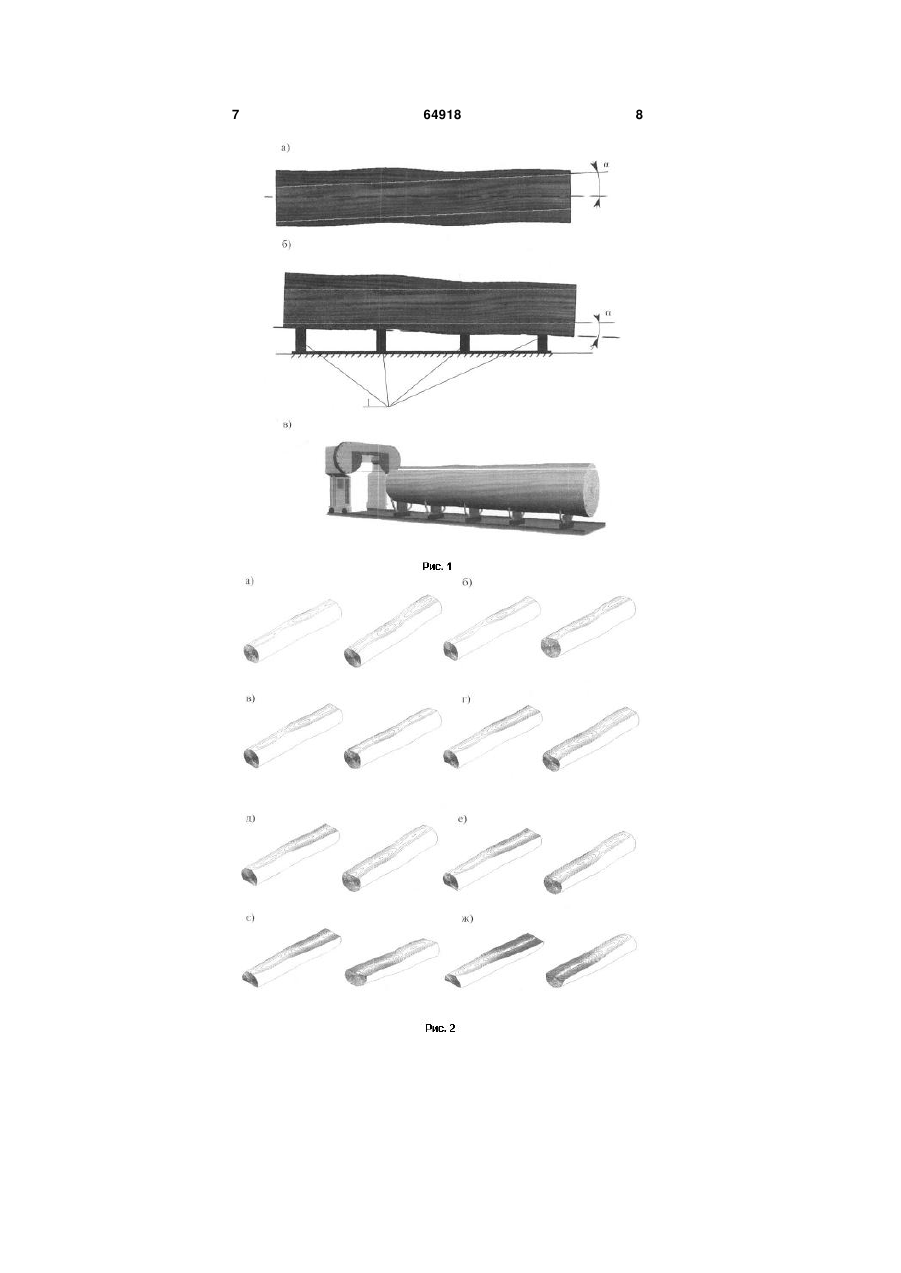
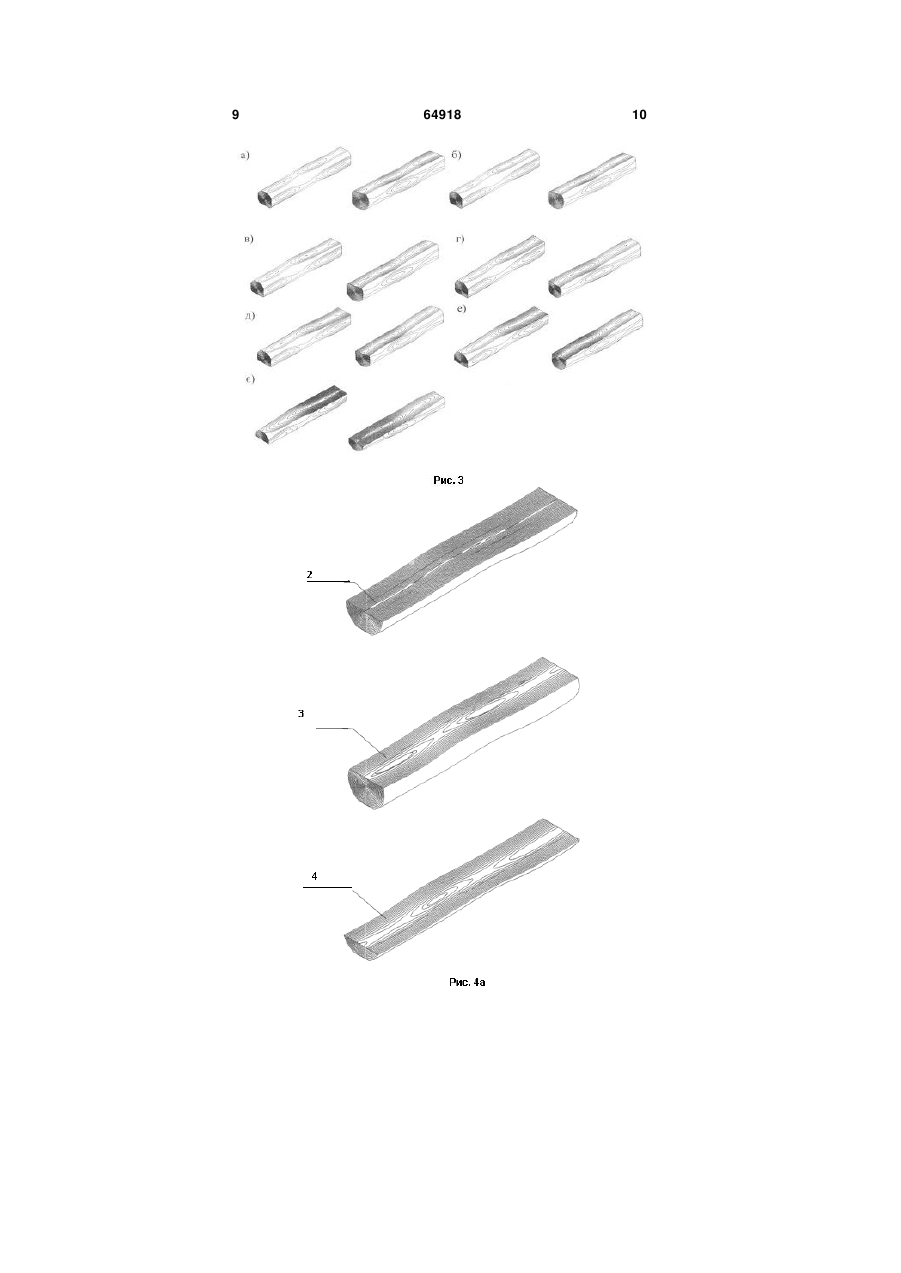
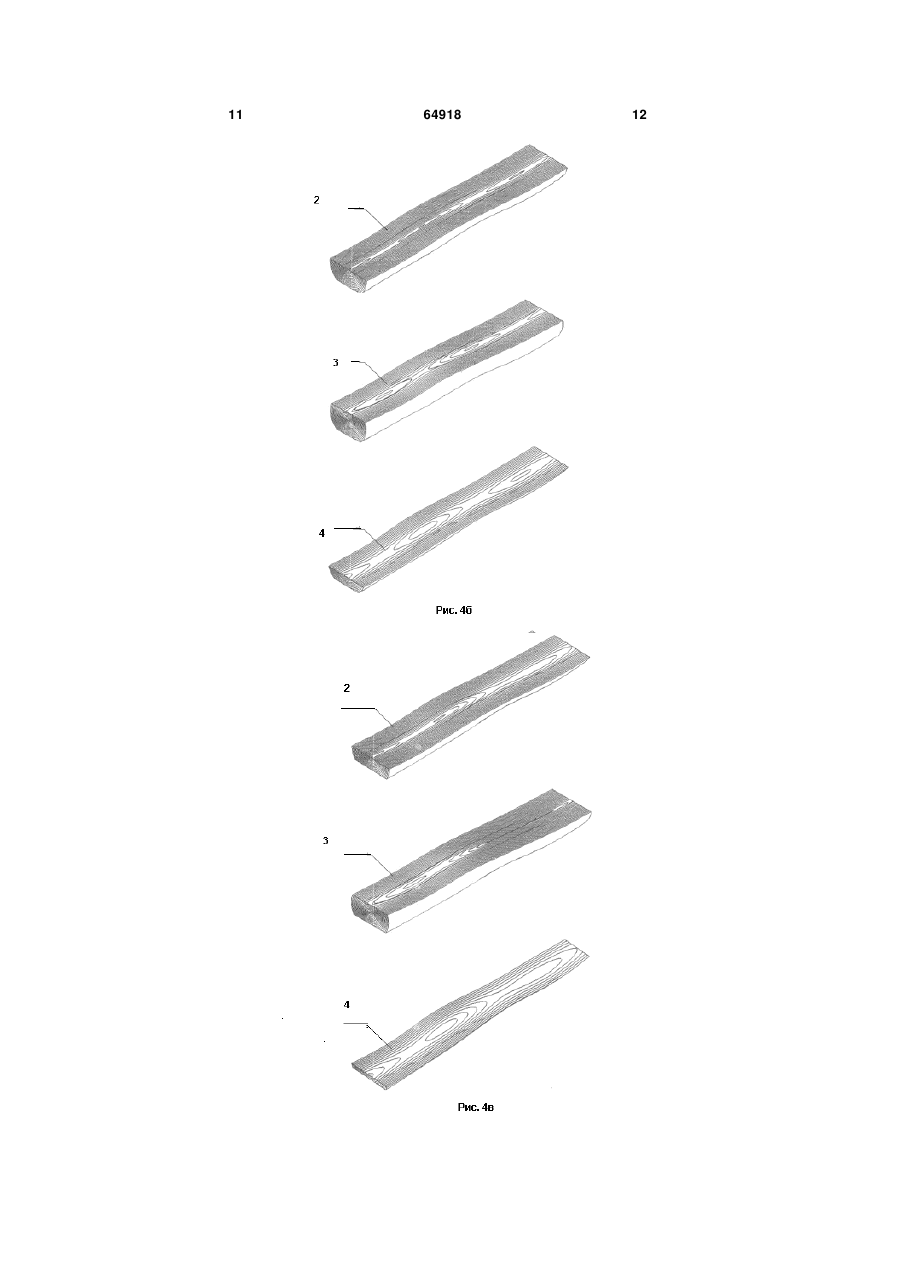
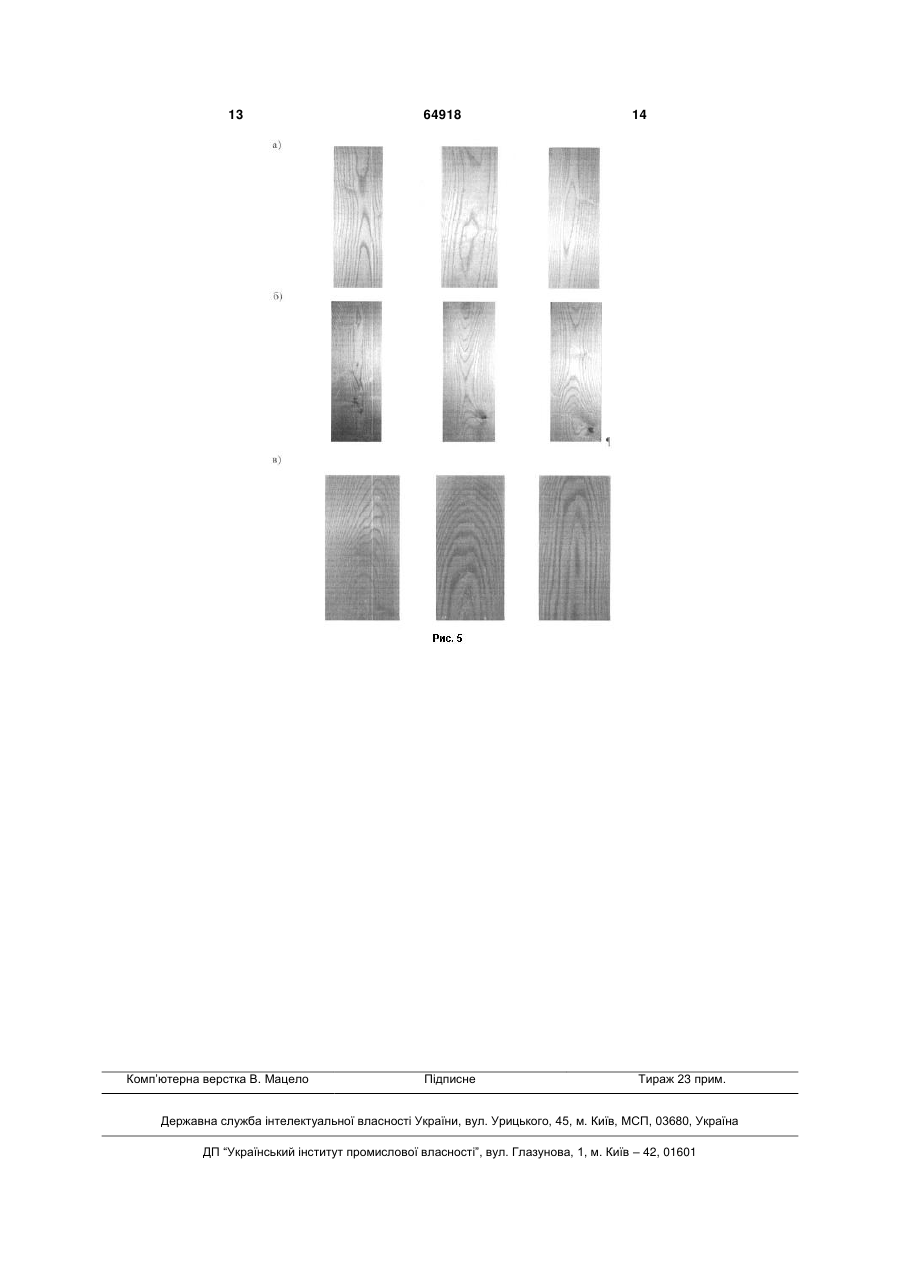
1. Спосіб поздовжнього розпилювання сировини у виробництві струганого шпону, що включає операції: подачі сировини (кряжів) до лісопиляльного обладнання (пилорами, стрічкопилкового або круглопилкового верстатів), базування кряжів на 3 64918 лісопиляльного обладнання, поздовжнє розпилювання кряжів на заготовки (бруси або ванчеси), згідно з корисною моделлю, здійснюється підняття/зміщення їх вершинного або відземкового торців на кут 1-5° відносно площини різу та їх фіксація за допомогою спеціальних пристроїв лісопиляльного і/або допоміжного обладнання. На рис. 1 зображено схему розпилювання кряжа на заготовки з U- та О-подібною текстурою деревини, де - кут між віссю кряжа і площиною різу: а) схема розкрою; б) схема базування: 1 упори лісопиляльного обладнання (стрічкопилкового верстата); в) схема розпилювання на стрічкопилковому верстаті; на рис. 2 - загальний вигляд заготовок з обох площин, отриманих розпилюванням кряжа паралельно та під кутом до осі кряжа на заготовки для кряжового способу стругання: а) паралельно до осі кряжа (кут 0°), б) під кутом 0,5°, в) під кутом 1°, г) під кутом 1,5°, д) під кутом 2°, е) під кутом 2,5°, є) під кутом 3°, ж) під кутом 5°; на рис. 3 загальний вигляд заготовок з обох площин, отриманих розпилюванням кряжа паралельно та під кутом до осі кряжа на заготовки для брусового тупокантного способу стругання: а) паралельно до осі кряжа (кут 0°), б) під кутом 0,5°, в) під кутом 1°, г) під кутом 1,5°, д) під кутом 2°, е) під кутом 3°, є) під кутом 5°; на рис. 4 - текстура деревини на заготовках, отриманих розпилюванням кряжа паралельно та під кутом 1 і 2,5° до осі кряжа, на різних відстанях від центру кряжа: а) паралельно до осі кряжа (кут 0°): 2 - на середині кряжа, 3 - на відстані 1 d від центру кряжа, 4 - на відстані 2 d від 3 3 центру кряжа, б) під кутом 1 ° до осі кряжа: 2 - на середині кряжа, 3 - на відстані 13 d від центру 4 кряжа, 4 - на відстані 2 3 d від центру кряжа, в) під кутом 2,5° до осі кряжа: 2 - на середині кряжа, 3 на відстані 1 d від центру кряжа, 4 - на відстані 3 2 d від центру кряжа; на рис. 5 - текстура дере3 вини, одержана експериментальним шляхом (у виробничих умовах) внаслідок розпилювання кряжа: а) паралельно до осі колоди (кут 0°), б) паралельно до твірної колоди (під кутом 1°), в) під кутом 5°. Спосіб здійснюється так. Кряжі, сортовані за породами і діаметром та торцьовані на відповідну довжину, визначену розмірами стола шпоностругального верстата, подаються на механізм подачі лісопиляльного обладнання для виконання операції поздовжнього розпилювання. Під час виконання цієї операції здійснюється базування кряжа таким чином, щоб лінія пропилу утворювала кут 1-5° з віссю кряжа. Після здійснення пропилу, тобто після формування однієї базової площини, за необхідності, відбувається повернення заготовки на механізм подачі лісопиляльного обладнання для формування аналогічним чином другої площини базування. У табл. 1 наведено значення корисного виходу шпону для різних кутів та довжин кряжа (2 і 3 м), а також для порівняння наведено значення корисного виходу шпону для традиційного способу поздовжнього розпилювання, коли базові площини заготовки є паралельними до осі кряжа для кряжового способу, а у табл. 2 - для брусового тупокантного способу відповідно. Таблиця 1 Корисний вихід шпону для кряжового способу поздовжнього розпилювання паралельно та під кутом до осі колоди* Кут розпилювання кряжа відносно його осі 0° 0,5° 1° 1,5° 2° 2,5° 3° 5° Вихід заготовок з кряжа, % довжина кряжа, м 2,0 3,0 91...97 91...96 91...97 91...96 90...95 88...93 88...93 83...88 84...89 77...82 80...85 71...76 76...81 64...69 56...62 Вихід шпону з кряжа, % довжина кряжа, м 2,0 3,0 65...70 66...71 65...70 65...70 63...68 62...67 60...65 56...61 57...62 50...55 52...57 44...49 46...52 35...40 25...31 Примітка*. Товщина зрізок - 6 мм з обох боків заготовки, товщина від-стругу - 30 мм. 5 64918 6 Таблиця 2 Корисний вихід шпону для брусового тупокантного способу поздовжнього розпилювання паралельно та під кутом до осі колоди* Кут розпилювання кряжа відносно його осі 0° 0,5° 1° 1,5° 2° 2,5° 3° 5° Вихід заготовок з кряжа, % довжина кряжа, м 2,0 3,0 87...92 86...91 88...93 86...91 86...91 83...88 83...88 77...82 79... 84 72...77 75...80 65...70 71...76 59...64 52...57 Вихід шпону з кряжа, % Довжина кряжа, м 2,0 3,0 61...65 61...65 62...66 61...65 60...64 58...62 57...61 52...56 53...57 46...50 49...53 40...44 45...49 34...38 26...30 Примітка*. Товщина зрізок - 6 мм з обох боків заготовки, товщина відстругу - 30 мм. Зміна кута між віссю кряжа і площиною різу в межах від 1 до 5° дозволяє змінювати об'ємне співвідношення шпону між U- та О-подібною текстурою деревини, його загальну кількість, а також об'ємний вихід заготовок. Зокрема, для заготовок, одержаних у процесі розпилювання кряжа під кутом 1° є можливим збільшення об'ємного виходу заготовок, а також корисного виходу шпону з U-подібною текстурою. Тоді як збільшення кута від 1 до 5° та більше дає змогу збільшити корисний вихід шпону з О-подібною текстурою, однак при цьому зменшується об'ємний вихід заготовок та корисний вихід шпону (див. табл. 1). Отже, зміна кута впливає не тільки на зміну текстури шпону, але й має вплив на величину корисного виходу шпону. Із збільшенням кута корисний вихід шпону суттєво зменшується. Довжина кряжа також впливає на величину корисного виходу шпону. Із збільшенням довжини кряжа корисний вихід шпону також суттєво зменшується. Результати досліджень (див. табл. 1 та табл. 2) засвідчили, що оптимальним варіантом для отримання шпону із U- та О-подібною текстурою з точки зору корисного виходу шпону є використання заготовок, випиляних з кряжа під кутом 1-2° до його осі. Однак за необхідності отримання різноманітних варіантів шпону із U- та Оподібною текстурою, незважаючи на суттєве зменшення корисного виходу шпону, можливе використання заготовок, випиляних з кряжа під кутом 5 і більше градусів до його осі. Джерела інформації: 1. Бехта П.А. Виробництво шпону. - К.: Основа, 2003. - С. 195-197. 2. Справочник по древесине / A. M. Боровиков, Б. Н. Уголев. - М.: Лесная промышленность, 1989. - С. 15, 17-20, 120-122. 7 64918 8 9 64918 10 11 64918 12 13 Комп’ютерна верстка В. Мацело 64918 Підписне 14 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of length cutting raw materials in crossband veneer manufacture
Автори англійськоюBekhta Pavlo Antonovych, Maievskyi Volodymyr Oleksandrovych
Назва патенту російськоюСпособ продольной распиловки сырья в производстве строганного шпона
Автори російськоюБехта Павел Антонович, Маевский Владимир Александрович
МПК / Мітки
МПК: B27B 1/00
Мітки: сировини, поздовжного, розпилювання, спосіб, шпону, виробництві, струганого
Код посилання
<a href="https://ua.patents.su/7-64918-sposib-pozdovzhnogo-rozpilyuvannya-sirovini-u-virobnictvi-struganogo-shponu.html" target="_blank" rel="follow" title="База патентів України">Спосіб поздовжнього розпилювання сировини у виробництві струганого шпону</a>
Стрічкопильний верстат для поздовжнього розпилювання деревини
Номер патенту: 51239
Опубліковано: 15.11.2002
Автори: Масленніков Сергій Генадійович, Гром Олександр Анатолійович, Сторожев Валерій Володимирович
МПК: B27B 15/00
Мітки: поздовжного, верстат, деревини, стрічкопильний, розпилювання
Формула / Реферат:
1. Стрічкопильний верстат для поздовжнього розпилювання деревини, що містить нерухому раму, на якій встановлені опори для колоди та каретка з парою поступальних напрямних, в яких змонтований стрічкопильний механізм, оснащений приводом переміщення його по напрямних та засобом захисту стрічкової пили, який встановлений перед нею і виконаний у вигляді круглопильного механізму, дискова пила якого розміщена в площині стрічкової пили з боку входу...
Пиляльний вузол горизонтального стрічкопиляльного верстата для поздовжнього розпилювання деревини
Номер патенту: 33047
Опубліковано: 10.06.2008
Автори: Білянський Михайло Федорович, Стефанюк Костянтин Григорович, Кульпа Віталій Станіславович
МПК: B27B 15/00, B27B 13/00
Мітки: пиляльний, вузол, стрічкопиляльного, горизонтального, верстата, розпилювання, деревини, поздовжного
Формула / Реферат:
1. Пиляльний вузол горизонтального стрічкопиляльного верстата для поздовжнього розпилювання деревини, що містить корпус, ведучий і ведений шківи, охоплені стрічковою пилою, в якому ведений шків встановлений в корпусі з можливістю зворотно-поступального руху за допомогою повзуна і зв'язаний з натяжним пристроєм, який відрізняється тим, що натяжний пристрій утворений послідовно з'єднаними гідроциліндрами, шток першого з яких з'єднаний з...
Спосіб ребросклеювання смуг шпону
Номер патенту: 54649
Опубліковано: 25.11.2010
Автор: Войтухів Йосип Іванович
МПК: B27N 3/00
Мітки: смуг, ребросклеювання, спосіб, шпону
Формула / Реферат:
1. Спосіб ребросклеювання смуг шпону, який характеризується тим, що з'єднання смуг шпону між собою проводиться за допомогою латок, які виготовляються з тонкого шпону і напрям волокон їх при наклеюванні на шпон перпендикулярний до напряму волокон смуг шпону, які мають довільну форму і розміри.2. Спосіб ребросклеювання смуг шпону за п. 1, який відрізняється тим, що латки з тонкого шпону приклеюються на місце з'єднання смуг шпону з одної...
Спосіб виготовлення фанери із шпону підвищеної вологості
Номер патенту: 37899
Опубліковано: 10.12.2008
Автори: Бехта Павло Антонович, Ян Седлячік, Біць Галина Євгенівна
МПК: B27N 3/00
Мітки: вологості, виготовлення, шпону, фанери, спосіб, підвищеної
Формула / Реферат:
1. Спосіб виготовлення фанери із шпону підвищеної вологості, який включає операції виготовлення шпону, сушіння шпону, приготування клею, нанесення клею на шпон, формування та підпресування пакетів шпону, склеювання фанери, який відрізняється тим, що шпон висушується до підвищеної вологості 15 % і в процесі приготування клею до фенолоформальдегідної смоли як модифікувальну добавку додають фенолорезорцинову смолу і житнє борошно.2....
Спосіб виготовлення фанери із шпону підвищеної вологості
Номер патенту: 37808
Опубліковано: 10.12.2008
Автори: Бехта Павло Антонович, Біць Галина Євгенівна, Ян Седлячік
МПК: B27N 3/00
Мітки: виготовлення, вологості, шпону, підвищеної, спосіб, фанери
Формула / Реферат:
Спосіб виготовлення фанери із шпону підвищеної вологості, що включає операції виготовлення шпону, сушіння шпону, приготування клею, нанесення клею на шпон, формування та підпресування пакетів шпону, склеювання фанери, який відрізняється тим, що шпон висушують до підвищеної вологості 15 %, а в процесі приготування клею до феноло-формальдегідної смоли як модифікувальну добавку додають житнє борошно в кількості 1-5 мас.ч. на...
Попередній патент: Регульований електропривод змінного струму стаціонарних установок
Наступний патент: Система рідинного змащування вузла тертя машини
Випадковий патент: Спосіб комплексного лікування зубощелепних аномалій