Термостійке скло
Номер патенту: 66556
Опубліковано: 17.05.2004
Автори: Воронцов Павло Миколайович, Борулько Віктор Іванович, Гомозова Валентина Григорівна, Цуркан Ірина Олександрівна

Формула / Реферат
Термостійке скло, що включає: SiO2, В2О3, Аl2О3, CaO, MgO, Na2O, K2O, Fе2O3 (загальне), яке відрізняється тим, що компоненти знаходяться в наступному співвідношенні, мас. %: SiO2 59,98-80,52; В2О3 3,98-11,99; Аl2О3 0,49-8,16; CaO 0,48-8,51; MgO 0,46-3,99; Na2O 0,47-14,53; K2O 0,45-14,15; Fе2O3 (загальне) 0,03-0,05 з дотриманням співвідношення (мол. %):
N=[n(CaO)+n(MgO)+m(Na2O)+m(K2O)]-р(Аl2О3)/q(В2О3)=1,0-2,5.
Текст
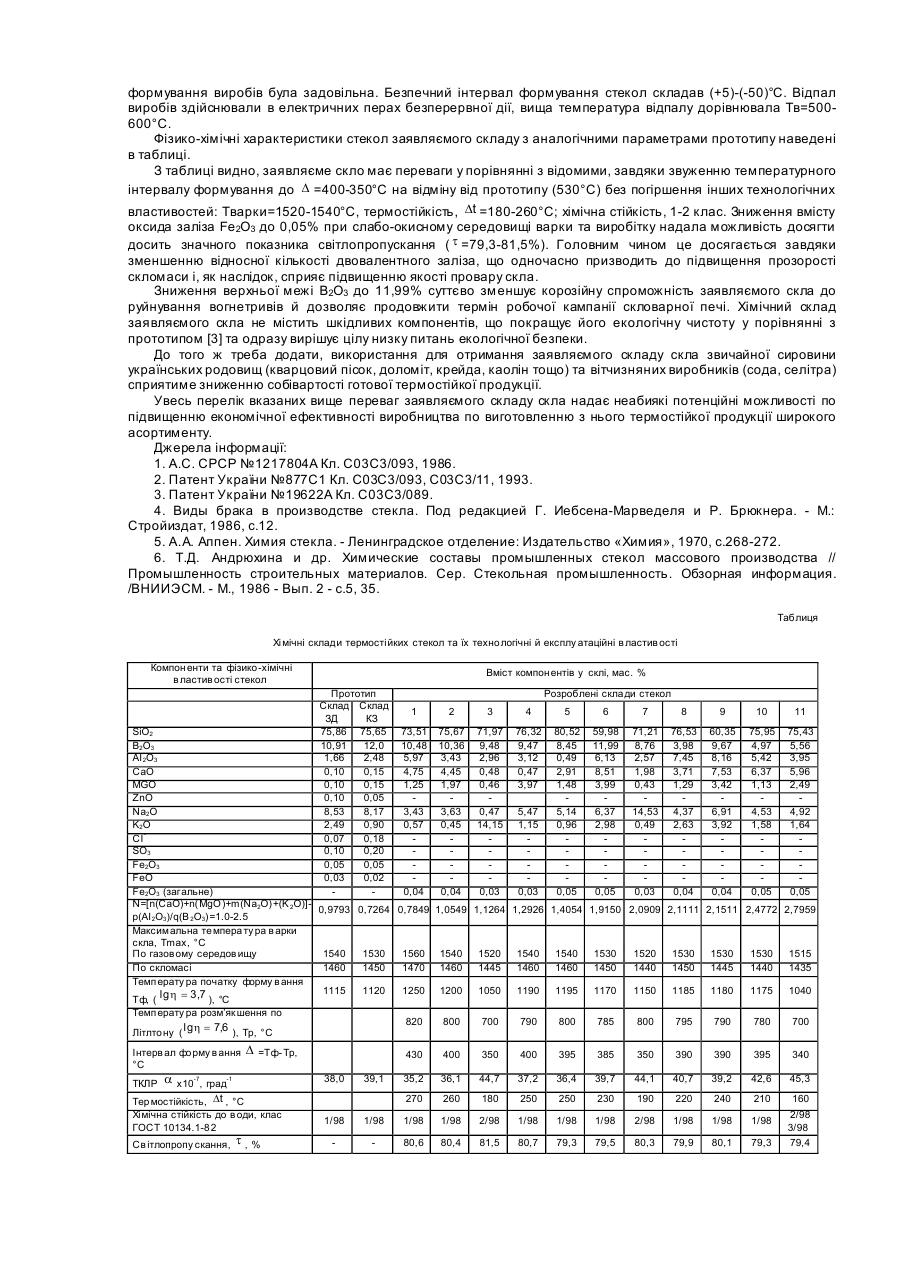
Винахід відноситься до технології скла, а саме до складу стекол, використовуємих для отримання виробів, що працюють в умовах різких перепадів температури (стекол для вказівників рівня рідини; світлотехнічних ковпаків і заломлювачів; лінз Френеля; оболонок для перфораторів; захисних стекол для освітлювальної апаратури; оглядових стекол і термоекранів для високотемпературних приладів; жаростійкого побутового посуду то що). Відомі термостійкі стекла, які вмістять, мас. %: SiO2 57-62; Аl2O 3 18-23; В2О3 3-8; BaO 0,3-1,8; CaO 4-8; MgO 2-6; хоч один компонент з групи Аs 2О3 0,2-0,6; Sb2О3 0,2-0,8; CaF2 0,3-2,0; ZnO 3-6; ZrO2 0,2-3,0 причому BaO+ZnO=3,5-7,0 [1]; SiO2 73,44-76,41; В2O3 11,00-18,00; Аl2О3 1,40-3,23; CaO 0,09-0,50; MgO 0,05-0,50; ZnO 0,01-0,05; Na2O 3,96-8,01; K2O 1,12-2,06; Сl- 0,07-0,15; CeO2 0,05-0,35; SnO 0,02-0,20; Fe2О3 0,02-0,04; SО3 0,04-0,24 [2]. Підвищений вміст у складі скла [1] високотопкого компоненту Аl2О 3 18-23мас.% при повній відсутності ефективних лужних плавників свідчить про підвищені температурні параметри його варки та виробітку. Така особливість скла [1] призводить до значного скорочення температурного інтервалу формування, що унеможливлює використання високопродуктивного автоматизованого способу виробітку та ускладнює малопродуктивний ручний. Склад скла [2] вмістить деяку кількість лужних компонентів (Na2O, K2О) й тому має трохи меншу важкотопкість. Однак наявність у його складі оксидів СеО2 і SnO, які сприяють каталізу кристалізації боросилікатних розплавів, надає схильність склу [2] до кристалізаційних утворень на стадії формування, що значно погіршує його виробіткові характеристики. Окрім цього, розглядаємим складам скла [1, 2] притаманні однакові вади. Так вони обидва містять у своєму складі до 18мас.% В2О3, який є одним з найбільш агресивних руйнівників вогнетривів, навіть баделеїто-корундових. Підвищена корозійна спроможність оксиду бору прискорює роз'їдання скловарної печі в процесі варки та виробітку стекол [1, 2], що скорочує термін робочої кампанії печі майже вдвічі. Це знижує економічну ефективність виробництва продукції з термостійких стекол [1, 2]. До того ж, склади стекол [1, 2] містять шкідливі компоненти (Аs 2О3; Sb 2О3 ; ZnO), які забруднюють оточуюче середовище в процесі приготування шихти та скловарінні. Більшість наведених компонентів треба уводити до складу стекол хімічно чистою штучно виробленою сировиною, частіш за все, марок "хч". Це призводить до значного збільшення собівартості виробів зі стекол [1, 2]. Усі разом недоліки стекол [1, 2] свідчать про недосконалість технологічного процесу виготовлення виробів з них і, як наслідок, малу економічну ефективність. Найбільш близьким до заявляємого рішення по технічній суті та досягаємому результату є термостійке скло, що містить, мас. %: SiO2 60,28-75,86; В2О3 10,91-18,23; Аl2 О3 1,66-4,61; Na2O 2,39-8,53; K2O 0,9-13,6; ZnO 0,05-0,10; CaO 0,10-0,22; MgO 0,10-0,30; Сl- 0,07-0,18; SО3 0,10-0,20; Fe2 О3 0,05-0,07; FeO 0,02-0,03 [3]. Скло [3] на відміну від складу стекол [1, 2] володіє покращеними технологічними властивостями: більш низькими температурами варки та виробітку; меншою схильністю до кристалізації. Незважаючи на це склу [3] притаманні недоліки, обумовлені якісно-кількісними особливостями його хімічного складу. Верхня межа кількісного вмісту В2 О3 18мас.% робить розглядаєме скло [3] потенційно руйнуючим по відношенню до вогнетривів і дорівнює по корозійній здатності стеклам [1, 2]. Суттєвим недоліком скла [3] є занадто велика кількість, щодо термостійких прозорих безкольорових стекол, загального заліза å (Fе2О 3+FеО) ³ 0,05. Відомо, оксиди заліза небажані барвники прозорих безкольорових стекол, фарбуючи їх в жовто-зелений або блакитний колір залежно від ступеню окислення заліза (Fe3+ чи Fe2+). У випадку зі склом [3] можливо фарбування в суміш вказаних кольорів, бо його склад містить обидві форми окиснення заліза, окисну (Fe3+) та закисну (Fe2+), що призведе до зниження оптичних властивостей. Разом з цим буде спостерігатись ще одне негативне явище, пов’язане з закисним залізом Fe2+ у формі FeO. Цей оксид значно зменшує теплопрозорість скломаси, що негативно впливає на процес скловаріння. Тому означена у складі скла [3] кількість загального заліза суттєво знизить оптичні властивості, а присутність закисної форми FeO призведе до погіршення якості провару даного скла. Скло [3] важко віднести до екологічно чистого, бо воно містить шкідливі компоненти Сl- й ZnO, які вказують на додаткові труднощі при його технологічному застосуванні. Треба зазначити, для скла [3] обрано не зовсім коректний метод визначення інтервалу формування, як різниця температур початку формування (Тф) та відпалу виробу (То). В класичному варіанті під інтервалом виробітку чи формування розуміють різницю температур між точками початку виробітку [ lg h = 4,0 ] та розм’якшення скла [ lg h = 7,6 ] [4]. Тому наведені для складів скла [3] інтервали формування неадекватно визначають здатність його до виготовлення виробів на високопродуктивних автоматизованих агрегатах. Покращення технологічних характеристик (зниження температури варки та виробітку, звуження температурного інтервалу формування) скла [3], пояснюється з позицій будови алюмоборосилікатних стекол, що ґр унтується на алюмоборному ефекті [5]. Суть цього явища полягає в тому, що вільний кисень, утворений від лужних та лужно-земельних оксидів, в першу чергу витрачається на перевід алюмінію в скелет скла (четверна координація) [АlO4] і лише потім діє на бор [ВO4]. Згідно з даною послідовністю, залежність структурного стану компонентів Аl2О3 й В 2О3 від складу алюмоборосилікатних стекол характеризується критерієм y в =(МеО-Аl О )/В O . Тільки в разі y в > 1 увесь 2 3 2 3 бор буде вбудовуватися в алюмоборосилікатний каркас у вигляді гр упування [ВО4]. У випадку 1 > y в > 1 / 3 спостерігається одночасне утворення четверної [ВO4] та тройної [ВО3] координації бору без чіткої переваги будь-якої з них. Ось чому в даному випадку можливо казати тільки про тенденцію переважання групувань [ВO4], головної теоретичної основи будови скла [3], яка визначає його технологічні та фізико-хімічні властивості. Наведені вище недоліки вказують на значні технічні вади складу термостійкого скла [3]. В основу винаходу покладена задача створення складу термостійкого скла, яке б мало, без підвищення температури варки та початку формування, більш вузький температурний інтервал формування, достатній для ручного та високопродуктивного автоматизованого способу виробітку термостійкої продукції потрібного асортименту належної якості на пресах-автоматах. Одночасно вирішувались питання надання екологічної чистоти заявляємому складу скла та зниження його корозійної спроможності до вогнетривів. Поставлена задача вирішується тим, що склад скла включає такі компоненти: SіO2, В2 О3 , Аl2О 3, CaO, MgO, Na2O, К2О, Fе2 O3 (загальне) при наступному співвідношенні, мас. %: SіО2 59,98-80,52; В2О3 3,98-11,99; Аl2O3 0,49-8,16; CaO 0,48-8,51; MgO 0,46-3,99; Na2O 0,47-14,53; К2O 0,45-14,15; Fе2О3 (загальне) 0,03-0,05 з обов'язковим дотриманням співвідношення (мол. %): N=[(CaO+MgO)+(Na 2О+К2 О)]-Аl2О 3/В 2О 3=1,0-2,5. Заявляємий склад скла відрізняється від відомого складу термостійкого скла [3] іншими співвідношеннями компонентів. Розроблене співвідношення компонентів скла, з обов'язковим дотриманням кількісного співвідношення (в мол.%, N=1,0-2,5) різниці між загальною сумою лужно-земельних та лужних компонентів і вмістом оксиду алюмінію до оксиду бору, дозволяє, без підвищення температури варки та початку формування, звузити інтервал формування виробів до межі, достатньої для виготовлення продукції ручним способом та високопродуктивним автоматизованим на пресах-автоматах. Головне достоїнство розробленого складу скла полягає в органічному поєднанні потрібних те хнологічних та фізико-хімічних властивостей. Так, температури початку формування для крапельних живильників (Тф) в межах 1200-1050°С при lg h = 3,7 [6] й розм’якшення (Тр) 800-700°С при lg h = 7,6 забезпечують інтервал формування D =400-350°С, який дозволяє виготовляти термостійкі вироби високопродуктивним автоматизованим способом на пресах-автоматах та ручним. Максимальна температура варки скла (Тmах) не перевищує 1540°С при lg h = 2,0 . Вироби по своїм експлуатаційним характеристикам відповідають існуючим вимогам: ТКЛР, a =36,1-44,7х10-7; град-1; термостійкість Dt 180-260°C; хімічна стійкість до води не нижче 2 класу; світлопропускання t =71,3-81,5%. Якісно-кількісний хімічний склад розробленого скла дозволяє віднести його до екологічно чистого зі зниженою корозійною спроможністю до вогнетривів. В наведених перевагах й полягає технічний результат від винаходу. Таке покращення технологічних властивостей заявляємого складу скла в порівнянні з прототипом [3] також ґрунтується на явищі алюмоборного ефекту в алюмосилікатних стеклах, суть якого наведена вище. Використання правила прямого переходу алюмінію в четверну координацію надало можливість розробити заявляємий склад скла, до якого входять одночасно Аl2O3 й В2О3 разом з лужно-земельними (CaO, MgO) та лужними (Na2O, К2О) компонентами. До того ж лужно-земельні компоненти, особливо CaO, сприяють розрідженню скломаси в процесі варки, а на стадії формування укорочують скло через різке збільшення в’язкості [6]. Саме це забезпечує належне поєднання в ньому потрібних те хнологічних та фізико-хімічних властивостей. Утворення тетраедрів [АlO4] та [ВO 4] з наступним генезисом єдиного алюмоборосилікатного каркасу з вбудованою оптимальною кількістю катіонів-модифікаторів робить його більш гнучким. Внаслідок чого покращуються технологічні властивості, а саме: звужується інтервал формування без підвищення температури варки. При цьому головні експлуатаційні характеристики не погіршуються (ТКЛР, термостійкість, хімічна стійкість, світло-пропускання). Однак, таке явище можна досягати тільки при умові N=1,0-2,5. У разі зменшення N1530°С, lg h = 2,0 ), початку формування (Тф>1200°С, lg h = 3,7 ), а відсіля і вздовжується інтервал формування ( D >400°С). Такі зміни технологічних властивостей унеможливлюють використання його для виготовлення продукції на високопродуктивних пресах-автоматах. Треба зауважити, фізико-хімічні властивості скла у даному випадку не погіршується. Збільшення N>2,5 призводить до деструктуризації сітки скла через утворення надмірної кількості зайвих катіонів - модифікаторів Me2+ і Me+, які вбудовуються в решітку каркасу скла та розхитують його гнучку стійкість. Виникає більше немісткового кисню, що поступово розпушує та руйн ує цілісний алюмоборосилікатний каркас скла. Внаслідок чого погіршуються головні експлуатаційні характеристики термостійкого скла: ТКЛР, a =45,3х10-7, град-1; термостійкість, Dt 160°C; хімічна стійкість до води схиляється до 3 класу. Однак, максимальна температура варки трохи зменшується (Tmax=1515°С) та звужується інтервал виробітку ( D =340°С). Ось чому саме межа N=1,0-2,5 забезпечує склади скла, які гармонійно поєднують у собі потрібні технологічні характеристики разом з експлуатаційними параметрами. Експериментальна перевірка проводилась на конкретних складах скла (таблиця). Для виготовлення шихт використовували звичайну сировину: пісок кварцовий, борну кислоту, каолін, доломіт, крейду, соду, селітр у, поташ. Зважені по заданому рецепту компоненти шихти ретельно змішували в тарельчатому змішувачі типу "Эйрих" на протязі 10-15хв. Склади стекол варили в регенеративних ванних печах з поперечним напрямком полум’я, ємкістю басейну 5,0-6,0 т. Максимальна температура варки по газовому середовищу дорівнювала Тmах=1540-1520°С (вимірювання оптичним пірометром), по скломасі Тmах=1460-1440°С (вимірювання платиновою термопарою). Газове середовище при варці та виробітку скла підтримували слабо-окисне (СО2 5,0-7,0об.%, 02 1,0-2,0об.%). Усі склади скла добре проварювались та освітлювались. Виробляли термостійку продукцію. Виробіток починали при температурі Тф=1200-1050°С, що забезпечувала в’язкість скломаси lg h = 3,7 , необхідну для подачі її у форми прес-автомату крапельним живильником. Одночасно виробіток проводили ручним набором скломаси з подачею у форми полуавтоматичного пресу. В обох випадках якість формування виробів була задовільна. Безпечний інтервал формування стекол складав (+5)-(-50)°С. Відпал виробів здійснювали в електричних перах безперервної дії, вища температура відпалу дорівнювала Тв=500600°С. Фізико-хімічні характеристики стекол заявляємого складу з аналогічними параметрами прототипу наведені в таблиці. З таблиці видно, заявляєме скло має переваги у порівнянні з відомими, завдяки звуженню температурного інтервалу формування до D =400-350°С на відміну від прототипу (530°С) без погіршення інших технологічних властивостей: Тварки=1520-1540°С, термостійкість, Dt =180-260°C; хімічна стійкість, 1-2 клас. Зниження вмісту оксида заліза Fе2O3 до 0,05% при слабо-окисному середовищі варки та виробітку надала можливість досягти досить значного показника світлопропускання ( t =79,3-81,5%). Головним чином це досягається завдяки зменшенню відносної кількості двовалентного заліза, що одночасно призводить до підвищення прозорості скломаси і, як наслідок, сприяє підвищенню якості провару скла. Зниження верхньої межі В2О3 до 11,99% суттєво зменшує корозійну спроможність заявляємого скла до руйнування вогнетривів й дозволяє продовжити термін робочої кампанії скловарної печі. Хімічний склад заявляємого скла не містить шкідливих компонентів, що покращує його екологічну чистоту у порівнянні з прототипом [3] та одразу вирішує цілу низку питань екологічної безпеки. До того ж треба додати, використання для отримання заявляємого складу скла звичайної сировини українських родовищ (кварцовий пісок, доломіт, крейда, каолін тощо) та вітчизняних виробників (сода, селітра) сприятиме зниженню собівартості готової термостійкої продукції. Увесь перелік вказаних вище переваг заявляємого складу скла надає неабиякі потенційні можливості по підвищенню економічної ефективності виробництва по виготовленню з нього термостійкої продукції широкого асортименту. Джерела інформації: 1. А.С. СРСР №1217804А Кл. С03С3/093, 1986. 2. Патент України №877С1 Кл. С03С3/093, С03С3/11, 1993. 3. Патент України №19622А Кл. С03С3/089. 4. Виды брака в производстве стекла. Под редакцией Г. Иебсена-Марведеля и Р. Брюкнера. - М.: Стройиздат, 1986, с.12. 5. А.А. Аппен. Химия стекла. - Ленинградское отделение: Издательство «Химия», 1970, с.268-272. 6. Т.Д. Андрюхина и др. Химические составы промышленных стекол массового производства // Промышленность строительных материалов. Сер. Стекольная промышленность. Обзорная информация. /ВНИИЭСМ. - М., 1986 - Вып. 2 - с.5, 35. Таблиця Хі мічні склади термостійких стекол та їх техно логічні й експлу атаційні в ластив ості Компон енти та фізико -хімічні в ластив ості стекол Вміст компон ентів у склі, мас. % Прототип Склад Склад ЗД КЗ 75,86 75,65 10,91 12,0 1,66 2,48 0,10 0,15 0,10 0,15 0,10 0,05 8,53 8,17 2,49 0,90 0,07 0,18 0,10 0,20 0,05 0,05 0,03 0,02 Розроблені скла ди стекол 1 2 3 4 5 6 7 8 9 10 11 SiO2 73,51 75,67 71,97 76,32 80,52 59,98 71,21 76,53 60,35 75,95 75,43 В2O3 10,48 10,36 9,48 9,47 8,45 11,99 8,76 3,98 9,67 4,97 5,56 АІ 2O3 5,97 3,43 2,96 3,12 0,49 6,13 2,57 7,45 8,16 5,42 3,95 СаО 4,75 4,45 0,48 0,47 2,91 8,51 1,98 3,71 7,53 6,37 5,96 МGО 1,25 1,97 0,46 3,97 1,48 3,99 0,43 1,29 3,42 1,13 2,49 ZnO Na2O 3,43 3,63 0,47 5,47 5,14 6,37 14,53 4,37 6,91 4,53 4,92 K2O 0,57 0,45 14,15 1,15 0,96 2,98 0,49 2,63 3,92 1,58 1,64 СІ SО3 Fe2O3 FeO Fe2O3 (загальне) 0,04 0,04 0,03 0,03 0,05 0,05 0,03 0,04 0,04 0,05 0,05 N=[n(CaO)+n( MgO )+m(Na2O) +(K 2O)]0,9793 0,7264 0,7849 1,0549 1,1264 1,2926 1,4054 1,9150 2,0909 2,1111 2,1511 2,4772 2,7959 p(AI 2O3)/q(B 2O3) =1.0-2.5 Максимальна темпера ту ра в арки скла, Tmax, °С По газов ому середов ищу 1540 1530 1560 1540 1520 1540 1540 1530 1520 1530 1530 1530 1515 По скломасі 1460 1450 1470 1460 1445 1460 1460 1450 1440 1450 1445 1440 1435 Темп ерату ра початку форму в ання 1115 1120 1250 1200 1050 1190 1195 1170 1150 1185 1180 1175 1040 Тф, ( lgh = 3,7 ), °С Темп ерату ра розм’як шення по 820 800 700 790 800 785 800 795 790 780 700 Літлто ну ( lgh = 7,6 ), Тр, °С Інтерв ал фо рму в ання °С ТКЛР a -7 D =Тф- Тр, х10 , град Тер мостійкість, Dt , °С Хі мічна стійкість до в оди, клас ГОСТ 10134.1-8 2 Св ітлопропу скання, 430 t,% 39,1 400 350 400 395 385 350 390 390 395 340 35,2 36,1 44,7 37,2 36,4 39,7 44,1 40,7 39,2 42,6 45,3 270 38,0 -1 260 180 250 250 230 190 220 240 210 1/98 1/98 1/98 1/98 2/98 1/98 1/98 1/98 2/98 1/98 1/98 1/98 80,6 80,4 81,5 80,7 79,3 79,5 80,3 79,9 80,1 79,3 160 2/98 3/98 79,4
ДивитисяДодаткова інформація
Назва патенту англійськоюA heat-resistant glass
Автори англійськоюBorulko Viktor Ivanovych, Homozova Valentyna Hryhorivna, Vorontsov Pavlo Mykolaiovych, Tsurkan Iryna Oleksandrivna, Tsyrkan Iryna Oleksandrivna
Назва патенту російськоюТермостойкое стекло
Автори російськоюБорулько Виктор Иванович, Гомозова Валентина Григорьевна, Воронцов Павел Николаевич, Цуркан Ирина Александровна
МПК / Мітки
МПК: C03C 3/076
Мітки: скло, термостійке
Код посилання
<a href="https://ua.patents.su/3-66556-termostijjke-sklo.html" target="_blank" rel="follow" title="База патентів України">Термостійке скло</a>
Термостійке скло

Номер патенту: 19622
Опубліковано: 25.12.1997
Автори: Ключник Іван Олексійович, Полюшкін Віктор Іванович, Киян Володимир Іванович, Гойхман Валерій Юрійович, Полохливець Едуард Кіндратович
МПК: C03C 3/076
Мітки: термостійке, скло
Формула / Реферат:
Термостойкое стекло, включающее SiO2. В2О3. Аl2О3, Na2О, К2О, ZnO, CaO, MgO, Сl-. отличающееся тем, что оно дополнительно содержит SО3, Fe2O3. FeO при следующем соотношении компонентов, мас.%: SiO2-60,28-75,86; В2О3-10.91-18,23: AI2O3-1,66-4,61; Nа2О - 2,39-8,53; К2О - 0,9-13.6; ZnO - 0,05-0,10, CaO - 0,10-0,22; MgO -0,10-0,30; CI- ~ 0,07-0,18; SО3 - 0,10-0,20: Fе2О3 -0,05-0,07; FeO - 0,02-0,03 при отношении (вмол.%)
Термостійке скло

Номер патенту: 877
Опубліковано: 15.12.1993
Автори: Полохливець Едуард Кондратійович, Гойхман Валерій Юрійович, Киян Володимир Іванович, Гомон Валерій Матвійович, Полюшкін Віктор Іванович, Гомозова Валентина Григорівна
МПК: C03C 3/076
Мітки: скло, термостійке
Формула / Реферат:
Термостойкое стекло, включающее SlO2, В2O3, Аl2О3, CaO, MgO, ZnO, Na2O, K2O, Сl, отличающееся тем, что оно дополнительно содержит СеO2, SuO, Fe2O3, SО3 при следующем соотношении компонентов, мас.%: SlO2 73,44-76,41 В2O3 11,00-18,00 Аl2О3 1,40-3,23 CaO 0,09-0,50 MgO 0,05-0,50 ...
Авантюринове скло

Номер патенту: 34803
Опубліковано: 15.03.2001
Автори: Дворніченко Ірина Миколаївна, Розанова Марія Борисівна
МПК: C03C 3/04
Мітки: скло, авантюринове
Формула / Реферат:
Авантюринове скло, в якому міститься SіО2, Na2O, В2О3, К2О, Сr2О3, яке відрізнясться тим, що додатково містить в собі РbО за таким співвідношенням компонентів, мас. %:
Скло
Номер патенту: 24402
Опубліковано: 17.07.1998
Автори: Гойхман Валерій Юрійович, Монастирьова Наталія Євгенівна, Воронцов Павло Миколайович, Гомозова Валентина Григорівна, Масюченко Людмила Іванівна, Сеніна Олена Володимирівна
МПК: C03C 3/076
Мітки: скло
Формула / Реферат:
Стекло, включающее SiO2, ZrO2, B2O3, ZnO, CaO, Na2O, K2O, F-, отличающееся тем, что указанные компоненты содержатся в следующем соотношении, мас.%: SiO2 60,98 - 63,19 ZrO2 4,76 - 6,76 B2O3 0,11 - 0,55 ZnO 1,28 - 5,04 CaO 6,95 - 10,06 Na2O 7,20 -...
Скло для склокристалічного матеріалу
Номер патенту: 20126
Опубліковано: 25.12.1997
Автори: Гойхман Валерій Юрійович, Тютюников Микола Петрович, Чала Наталія Василівна
МПК: C03C 10/00
Мітки: скло, матеріалу, склокристалічного
Формула / Реферат:
Стекло для стеклокристаллического материала, включающее SiO2, AI2O3, CaO, MgO, FeO, Fe2O3, Na2O, K2O, SO3, отличающееся тем, что оно дополнительно содержит Сr2О3 и СuО при следующем соотношении компонентов, мас.%: SiO2 43-54 AI2O3 4,8-7,4 FeO Fe2O3 7-8,5 CaO 22-29 ...
Попередній патент: Спосіб одержання a-алкілакролеїнів
Наступний патент: Пристрій для контролю поверхневої вологості матеріалів
Випадковий патент: Спосіб маркування рідин