Спосіб кріплення світлоповертального елемента
Номер патенту: 67048
Опубліковано: 25.01.2012
Автори: Крючин Андрій Андрійович, Заболотний Віктор Олександрович, Шанойло Семен Михайлович, Бутенко Лариса Василівна, Додонов Олександр Георгійович, Петров В'ячеслав Васильович

Формула / Реферат
1. Спосіб кріплення світлоповертального елемента, який включає з'єднання світлоповертального елемента з місцем монтажу за допомогою термопластичного матеріалу, який відрізняється тим, що додатково використовують електропровідний елемент, розташований на поверхні кріплення корпусу світлоповертального елемента та шар термопластичного матеріалу, розташований щонайменше на одній поверхні електропровідного елемента, далі розташовують світлоповертальний елемент поверхнею кріплення на місці монтажу та здійснюють індукційний нагрів електропровідного елемента до розплавлення термопластичного шару з подальшим затвердінням розплавлених шарів.
2. Спосіб кріплення світлоповертального елемента за п. 1, який відрізняється тим, що використовують феромагнітну, наприклад, сталеву пластину як електропровідний елемент.
3. Спосіб кріплення світлоповертального елемента за п. 1, який відрізняється тим, що використовують феромагнітну металеву пластину з отворами або металеву сітку як електропровідний елемент.
4. Спосіб кріплення світлоповертального елемента за п. 1, який відрізняється тим, що використовують термопластичний матеріал з температурою плавлення, більшою, ніж температура плавлення матеріалу поверхні в місці монтажу.
Текст
1. Спосіб кріплення світлоповертального елемента, який включає з'єднання світлоповертального елемента з місцем монтажу за допомогою термопластичного матеріалу, який відрізняється тим, що додатково використовують електропровідний елемент, розташований на поверхні кріплення корпусу світлоповертального елемента та шар U 1 3 зокрема, за допомогою розплавленої бітумної мастики або епоксидного двокомпонентного клею. Недоліком такого з'єднання з використанням епоксидного клею є тривалий час полімеризації (декілька годин). Закриття дороги чи обмеження руху на такій термін призводить до значних економічних витрат і є неприпустимим. Використання бітумних клеїв, розм'якшення яких відбувається при 80120 °C, не забезпечує надійного кріплення світлоповертальних елементів при підвищених температурах та нагріванні прямими сонячними променями. Окрім того використання зазначених способів є трудомістким. При необхідності демонтажу світлоповертальних елементів, закріплених зазначеними вище способами, строк експлуатації яких вичерпався, необхідні значні витрати часу та матеріалів. При цьому досить часто демонтаж призводить до пошкодження дорожнього полотна. В основу корисної моделі поставлена задача підвищення ефективності і надійності кріплення світлоповертального елементів до місця монтажу, забезпечення незмінності просторової орієнтації світлоповертального елемента в процесі експлуатації під час контакту з автотранспортом або при очищенні доріг з використанням засобів механізації робіт з одночасним скороченням часу монтажу світлоповертального елемента та розширення переліку матеріалів, які можуть бути використані як термопластичний шар, за допомогою якого здійснюють кріплення світлоповертального елемента, а також спрощення подальшого демонтажу світлоповертального елемента після закінчення терміну експлуатації. Поставлена задача вирішують таким чином, що у відомому способі кріплення світлоповертального елемента, який включає з'єднання світлоповертального елемента з місцем монтажу за допомогою термопластичного матеріалу, відповідно до корисної моделі, додатково використовують електропровідний елемент, розташований на поверхні кріплення корпусу світлоповертального елемента та шар термопластичного матеріалу, розташований щонайменше на одній поверхні електропровідного елемента, далі розташовують світлоповертальний елемент поверхнею кріплення на місці монтажу та здійснюють індукційний нагрів електропровідного елемента до розплавлення термопластичного шару з подальшим затвердінням розплавлених шарів. При цьому можуть використовувати феромагнітну, наприклад, сталеву пластину як електропровідний елемент. При цьому можуть використовувати феромагнітну металеву пластину з отворами або металеву сітку як електропровідний елемент. При цьому можуть використовувати термопластичний матеріал з температурою плавлення, більшою, ніж температура плавлення матеріалу поверхні в місці монтажу. Між сукупністю суттєвих ознак корисної моделі та технічним результатом, який досягається, існує наступний причинно-наслідковий зв'язок. Технічний результат корисної моделі полягає в тому, що при індукційному нагріванні електропровідного елемента нагрівається одночасно термоп 67048 4 ластичний матеріал, який знаходиться з ним у контакті, частина корпусу світлоповертального елемента біля поверхні кріплення та матеріал поверхні призначеної для монтажу. При цьому теплові потоки направлені "з місця кріплення назовні". Нагрівання здійснюється короткочасно, теплова енергія передається від електропровідного елемента відразу на поверхні кріплення, розплавляючи відповідні шари, а інші частини корпусу світлоповертального елемента не зазнають при цьому перегріву. Відомі способи кріплення світлоповертального елемента з використанням термопластичних матеріалів використовують зовнішні джерела тепла, тобто теплові потоки направлені "зовні в місце кріплення", або заздалегідь розігрітий клей наносять на відповідні поверхні кріплення безпосередньо перед монтажем. Тобто використання сукупності ознак призводить до нового технічного результату. При проведенні численних дослідів було встановлено, що при нагріванні електропровідного елемента, розташованого саме в місці кріплення корпусу світлоповертального елемента з поверхнею, на яку має бути закріплено зазначений елемент, здійснюється нагрівання частини корпусу світлоповертального елемента в місці поверхні зварювання, розплав термопластичного матеріалу, одночасне нагрівання та часткове розплавлення матеріалу поверхні, призначеної для кріплення, переважно дорожнього полотна, якщо воно має хоча б частково термопластичні властивості (наприклад найбільш розповсюджений матеріал дорожнього полотна - асфальт). Зазначені обставини фактично призводять до зварювання корпусу світлоповертального елемента з дорожнім покриттям та надійного його кріплення. Це забезпечує надійне утримання і незмінність просторової орієнтації світлоповертальних елементів під час руху автотранспорту очищення шляхів з використанням засобів механізації робіт. Також при нанесенні термопластичного матеріалу на обидві поверхні електропровідного елемента завдяки індукційному нагріву здійснюється одночасно з'єднання (зварювання) світлоповертального елемента, електропровідного магнітного матеріалу і дорожнього покриття. При цьому в процесі кріплення світлоповертального елемента відбувається локальне контрольоване підвищення температури, що забезпечує високу швидкість процесу його монтажу. При створенні дослідних зразків встановлено, що застосування електропровідного елемента та індукційний спосіб його нагріву зменшує вимоги до температури плавлення самого термопластичного матеріалу, який нанесено на вказаний засіб, що дозволяє значно розширити вибір термопластичних матеріалів, що використовуються для кріплення світлоповертального елемента та зменшити час його встановлення за рахунок локального розігріву зон кріплення світлоповертального елемента. Використання металевої феромагнітного матеріалу як електропровідного елемента дозволяє підвищити ефективність індукційного нагріву електропровідного елемента через зменшення магніт 5 ного опору магнітному потоку індукційного нагрівача, що скорочує час монтажу світлоповертального елемента та зменшує енерговитрати. Використання металевої феромагнітної пластини з отворами або металевої феромагнітної сітки або перфорованої металевої пластини як електропровідного елемента є оптимальним варіантом виконання засобу, призначеного для закріплення світлоповертального елемента з точки зору технології кріплення, що також скорочує час монтажу світлоповертальних елементів. Використання термопластичного матеріалу з температурою плавлення, більшою, ніж температура плавлення матеріалу поверхні в місці монтажу, є доцільним для додаткового забезпечення технічного результату, який полягає у фактичному зварюванні корпусу елемента з дорожнім покриттям, що підвищує надійність кріплення світлоповертального елемента до поверхні для кріплення і забезпечує незмінність просторової орієнтації світлоповертального елемента. Наступний приклад реалізації заявленого способу ніяким чином не обмежує усі можливі варіанти реалізації цього способу, а тільки служить для пояснення його суті. Світлоповертальний елемент містить корпус зі світлоповертальною поверхнею та поверхнею кріплення, на якій розташовано електропровідний елемент. Електропровідний елемент виконаний у вигляді металевої феромагнітної пластини. Світлоповертальна поверхня може бути виконана з використанням плоскогранних оптичних елементів або світлоповертальних плівок. Корпус виконаний переважно з пластику. Шар термопластичного матеріалу, наприклад, клею-розплаву, може бути нанесений на зовнішню поверхню електропровідного елемента, яка сполучається з місцем монтажу, або також і на внутрішню поверхню, яка сполучена з поверхнею кріплення світлоповертального елемента. Допускається нанесення шару клеюрозплаву безпосередньо на поверхнею кріплення світлоповертального елемента поруч з електроп Комп’ютерна верстка Г. Паяльніков 67048 6 ровідним елементом для підвищення надійності кріплення. Здійснюють спосіб кріплення світлоповертального елемента наступним чином. На нижню поверхню світлоповертального елемента, якою він буде кріпитися до дороги, попередньо, в процесі його виробництва, встановлюється металева феромагнітна пластина, на яку нанесено клей-розплав. Потім встановлюють світлоповертальний елемент з металевою пластиною поверхнею з клеєм-розплавом на поверхню дороги. Далі здійснюють нагрів світлоповертального елемента індукційною котушкою. Клей-розплав розплавляється і після охолодження з'єднує світлоповертальний елемент з матеріалом дороги. Видалення або заміна світлоповертального елемента здійснюється також завдяки розігріву електропровідного елемента та відповідно клеюрозплаву індукційною котушкою з подальшим механічним зміщенням корпусу світлоповертального елемента. Доцільно використовувати клеї-розплави з температурою плавлення понад 150-180 °C, що значно перевищує температуру повітря над дорогами у достатньо жарких кліматичних поясах і не перевищує температури плавлення пластмаси, з якої виготовлені світлоповертальні елементи. Встановлено, що час кріплення світлоповертального елемента або його вилучення може становити від 1 до 5 хвилин в залежності від вибраного матеріалу клею (його температури плавлення) і потужності індукційного нагрівача. Потужність індукційного нагрівача може становити від 0,5 до 1,5 кВт, який може живитися від пересувних малопотужних електрогенераторів або акумуляторних батарей. Заявлений спосіб кріплення може бути здійснено з використанням стандартного обладнання та матеріалів. Заявлений спосіб кріплення може бути застосований і в інших галузях, наприклад у будівництві, при виконанні різноманітних монтажних робіт і т. п. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for mounting a cat's eye element
Автори англійськоюPetrov Viacheslav Vasyliovych, Dodonov Oleksandr Heorhiiovych, Kriuchyn Andrii Andriiovych, Shanoilo Semen Mykhailovych, Butenko Larysa Vasylivna, Zabolotnyi Viktor Oleksandrovych
Назва патенту російськоюСпособ крепления световозвращающего элемента
Автори російськоюПетров Вячеслав Васильевич, Додонов Александр Георгиевич, Крючин Андрей Андреевич, Шанойло Семен Михайлович, Бутенко Лариса Васильевна, Заболотный Виктор Александрович
МПК / Мітки
МПК: E01C 17/00, E01F 9/00
Мітки: спосіб, елемента, світлоповертального, кріплення
Код посилання
<a href="https://ua.patents.su/3-67048-sposib-kriplennya-svitlopovertalnogo-elementa.html" target="_blank" rel="follow" title="База патентів України">Спосіб кріплення світлоповертального елемента</a>
Світлоповертальний елемент
Номер патенту: 67047
Опубліковано: 25.01.2012
Автори: Петров В'ячеслав Васильович, Бутенко Лариса Василівна, Крючин Андрій Андрійович, Заболотний Віктор Олександрович, Шанойло Семен Михайлович, Додонов Олександр Георгійович
МПК: E01C 17/00, E01F 9/00
Мітки: світлоповертальний, елемент
Формула / Реферат:
1. Світлоповертальний елемент, що містить корпус, переважно з пластику, зі світлоповертальною поверхнею та поверхнею кріплення, який відрізняється тим, що містить електропровідний елемент, сполучений з поверхнею кріплення, та шар термопластичного матеріалу, сполучений щонайменше з однією поверхнею електропровідного елемента.2. Світлоповертальний елемент за п. 1, який відрізняється тим, що електропровідний елемент закріплено однією...
Спосіб кріплення елемента підвіски до лабораторних тварин
Номер патенту: 43552
Опубліковано: 17.12.2001
Автори: Назарук Ігор Олексійович, Березовський Вадим Якимович, Хасабова Ірина Анатоліївна, Носар Валентина Іванівна
Мітки: тварин, підвіски, елемента, спосіб, лабораторних, кріплення
Формула / Реферат:
1. Спосіб кріплення елемента підвіски до лабораторних тварин шляхом розміщення і закріплення елемента підвіски на хвості тварини, який відрізняється тим. що елемент підвіски попередньо вживляють в хвіст тварини.2. Спосіб за п. 1, який відрізняється тим, що вживлення елементи підвіски проводять на відстані 20-25 мм від основи хвоста тварини, а елемент підвіски виготовляють з нержавіючого дроту товщиною 0,5-0,8 мм марки 12х18 Η 10Т...
Важільно-шарнірний механізм кріплення верхньої частини пружного елемента (пружини) та амортизатора до кузова автомобіля

Номер патенту: 66555
Опубліковано: 10.01.2012
Автор: Ковальчук Григорій Олексійович
МПК: B60G 1/00
Мітки: елемента, автомобіля, кузова, амортизатора, частини, важільно-шарнірний, пружини, механізм, верхньої, кріплення, пружного
Формула / Реферат:
Важільно-шарнірний механізм кріплення верхньої частини пружного елемента (пружини) та амортизатора до кузова автомобіля, який характеризується тим, що включає важіль, який розташований поперек автомобіля і одним кінцем жорстко кріпиться до елементів кріплення верхньої частини пружного елемента підвіски та амортизатора, другим кінцем через гумові подушки та середньою частиною шарнірно кріпиться до несучої системи (кузова, рами).
Вузол кріплення трубчастого елемента решітчастої конструкції
Номер патенту: 81
Опубліковано: 30.04.1993
Автор: Кагановський Леонід Овсійович
МПК: E04B 1/58
Мітки: вузол, трубчастого, елемента, кріплення, решітчастої, конструкції
Формула / Реферат:
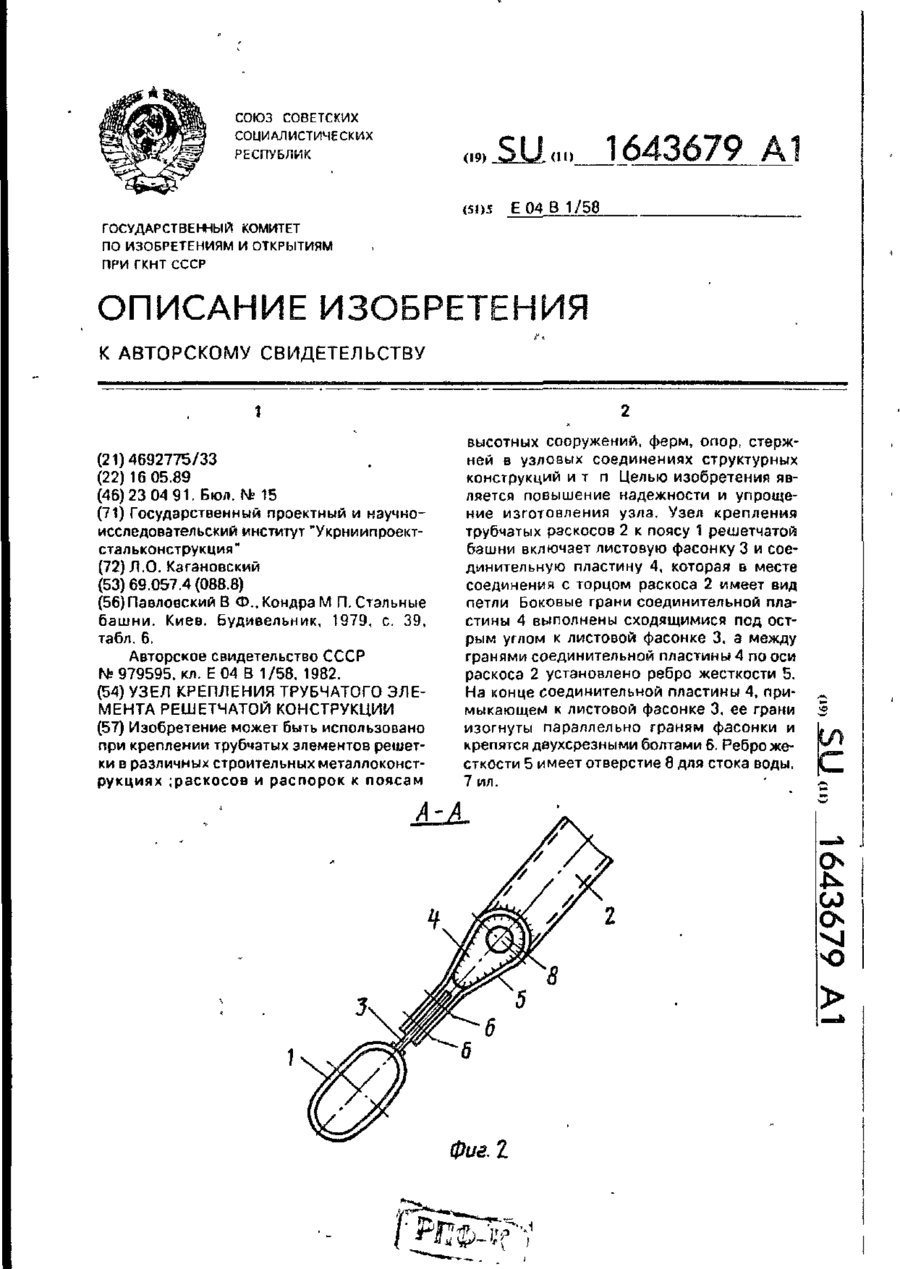
Формула изобретенияУзел крепления трубчатого элемента решетчатой конструкции, включающий листовую фасонку и прикрепленную к ней с обеих сторон гранями соединительную пластину, отличающийся тем, что, с целью повышения надежности и упрощения изготовления конструкции, узел снабжен ребром жесткости, установленным между гранями соединительной, пластины по оси трубчатого элемента, причем соединительная пластина в месте крепления трубчатого...
Вузол кріплення трубчастого елемента до плоскої фасонки
Номер патенту: 2737
Опубліковано: 26.12.1994
Автор: Барик Ярослав Сільвестрович
МПК: E04B 1/58
Мітки: трубчастого, фасонки, елемента, вузол, плоскої, кріплення
Формула / Реферат:
Узел крепления трубчатого элемента к плоской фасонке, включающий две симметрично расположенные относительно оси трубчатого элемента накладки и прикрепленную к ним и к плоской фасонке соединительную пластинку, отличающийся тем, что он снабжен закрепленным к основному трубчатому элементу в плоскости его расположения и под прямым углом к его оси дополнительным трубчатым элементом подобного сечения и длиной его концов от места закрепления, равной...
Попередній патент: Світлоповертальний елемент
Наступний патент: Спосіб кількісної оцінки інтенсивності гіпоксичного впливу
Випадковий патент: Високошвидкісний ротор нагнітальної машини (варіанти)