Кристалізатор для безперервного розливання металу
Номер патенту: 67154
Опубліковано: 10.02.2012
Автори: Мільчевський Ігор Анатолійович, Ларіонов Олександр Олексійович, Березін Андрій Андрійович, Токій Анатолій Миколайович, Бочек Анатолій Павлович, Овсянніков Вадим Георгійович

Формула / Реферат
Кристалізатор для безперервного розливання металу, що складається зі сталевого корпуса і прикріплених до нього шпильками вузьких та широких стінок, виконаних з мідного сплаву, водоохолоджуваної системи, яка утворена у вигляді робочих каналів циліндричної форми з вводом та виводом з них, який відрізняється тим, що у водоохолоджувальній системі ввід та вивід з робочих каналів циліндричної форми виконаний каналами прямокутної форми перерізу і з'єднані з робочими каналами циліндричної форми на одному рівні по товщині стінки, при цьому для їхньої герметичної закупорки кристалізатор додатково оснащено ущільнювальними пластинами зі сталі або з теплотривких неметалічних матеріалів типу полімерних, котрі розташовані в щільному контакті як з тильної сторони широких та вузьких стінок з каналами, так і зі стальним корпусом кристалізатора, причому герметична ізоляція прямокутних каналів по їх периметру здійснюється за допомогою застосування ізоляційних ущільнювальних прокладок з укладанням їх у пази, які виконані в ущільнювальних пластинах, а поверхня ущільнювальних пластин з обох сторін виконана в строгій відповідності з формами контактуючих поверхонь мідних стінок і корпуса кристалізатора.
Текст
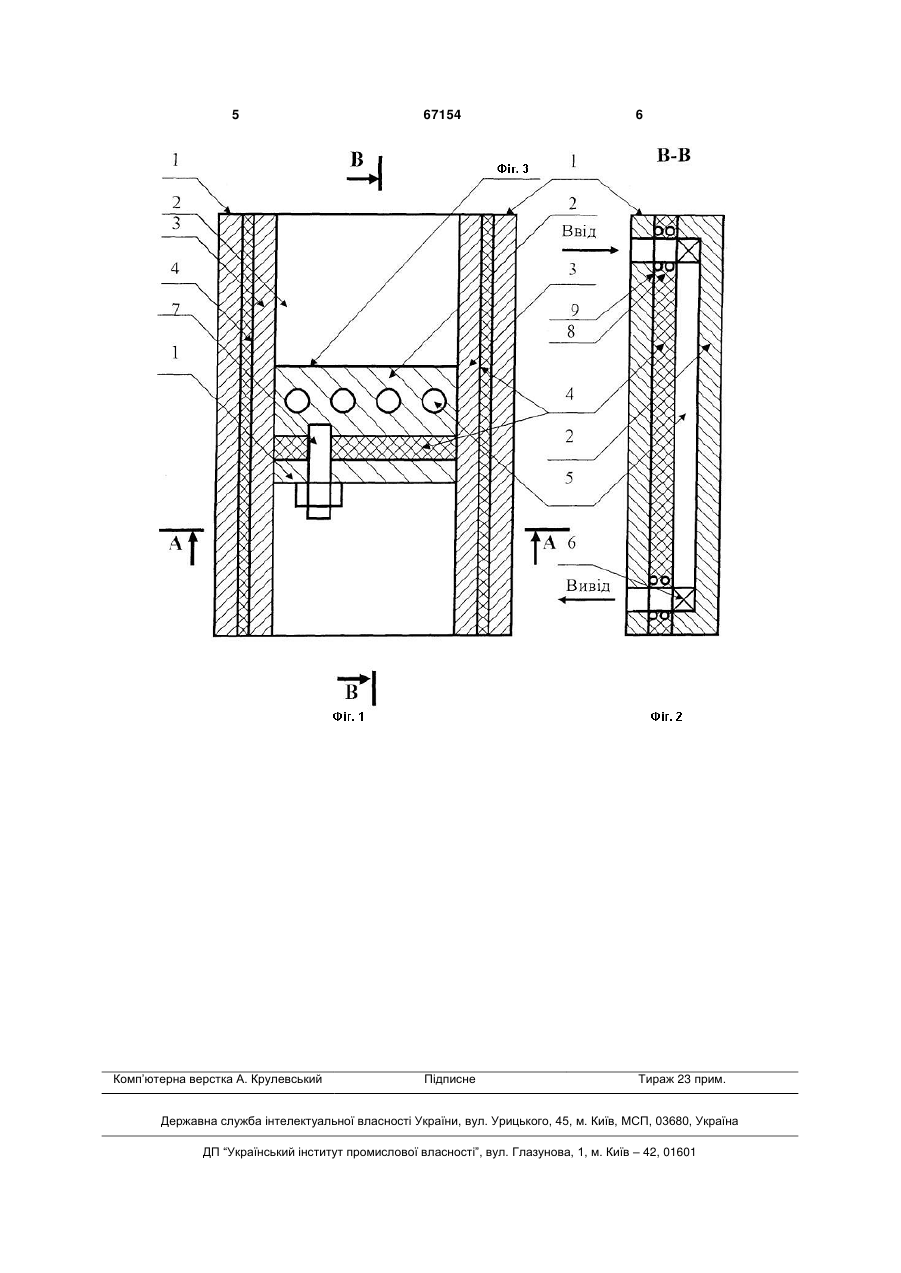
Кристалізатор для безперервного розливання металу, що складається зі сталевого корпуса і прикріплених до нього шпильками вузьких та широких стінок, виконаних з мідного сплаву, водоохолоджуваної системи, яка утворена у вигляді робочих каналів циліндричної форми з вводом та виводом з них, який відрізняється тим, що у во 3 Поставлена задача вирішується тим, що в кристалізаторі для безперервного розливання металів, що складається зі сталевого корпуса і прикріплених до нього шпильками широких та вузьких стінок, виконаних з мідних сплавів, водоохолоджуваної системи, яка утворена у вигляді робочих каналів циліндричної форми з вводом та виводом з них, відповідно до корисної моделі у водохолоджуваній системі ввід та вивід з робочих каналів виконані каналами прямокутної форми перерізу і з'єднані з каналами циліндричної форми на одному рівні по товщині стінки. При цьому для їхньої герметичної закупорки кристалізатор додатково оснащений ущільнювальними пластинами зі сталі або з теплотривких неметалічних матеріалів типу полімерних, які розташовуються в щільному контакті як з тильною стороною широких і вузьких стінок з каналами, так і зі сталевим корпусом кристалізатора. При цьому герметична ізоляція прямокутних каналів по їхньому периметру виробляється за допомогою застосування ізоляційних ущільнювальних прокладок з укладанням їх у пази, які виконані в ущільнювальних пластинах, для цього поверхня ущільнювальних пластин по обидва боки виконана в строгій відповідності з формами контактуючих поверхонь мідних стінок та корпуса кристалізатора. Ввід і вивід охолоджувача з кристалізатора на прямокутні канали стінок здійснюється за допомогою отворів, виконаних в ущільнювальних пластинах і в корпусі кристалізатора. Наявність водоохолоджуваної системи, яка складається зі з'єднаних між собою циліндричних та прямокутних каналів, створює можливість, практично вдвічі зменшити їхню площу перерізу по товщині стінки за рахунок заміни циліндричних з'єднувальних загальних каналів для вводу та виводу охолоджувача, що мали діаметр у двоє переважаючих розмірів робочих каналів циліндричної форми, при цьому досягається економія мідних сплавів до 30 %. Поряд з цим, з'єднання таких каналів на одному рівні сприяє зниженню втрати швидкості течії охолоджувача в даній системі тепловідведення від безперевнолитої заготівлі. Наявність ущільнювальної пластини між корпусом кристалізатора і кожною мідною стінкою, забезпечує одержання герметичної закупорки прямокутних каналів за допомогою розміщення в пластині ізоляційних прокладок по всьому периметру цих каналів. Суть запропонованого кристалізатора для безперервного розливання металу пояснюється кресленням, де на фіг. 1 зображено подовжній його розріз, на фіг. 2 зображено переріз В-В по фіг. 1, на фіг. 3 - розріз А-А по фіг. 1. Кристалізатор містить сталевий корпус 1 (фіг. 1, 2, 3) з вузькими 2 (фіг. 1, 2, 3) і широкими 3 стін 67154 4 ками з мідних сплавів та розташований між ними ущільнювальними пластинами 4 (фіг. 1, 2, 3). Вузькі 2 (фіг. 1, 2, 3) та широкі 3 (фіг. 1) стінки містять робочі канали циліндричної форми 5 (фіг. 2, 3) і з'єднані з ними прямокутні канали 6 (фіг. 2) для вводу в них та виводу з них охолоджувача. Кріплення вузьких 2 (фіг. 1, 2, 3) та широких 3 (фіг. 1) стінок до сталевого корпуса кристалізатора 1 (фіг. 1, 2, 3) здійснюється за допомогою шпильок 7 (фіг. 3), якими також закріплюються розташовані між ними ущільнювальні пластини 4 (фіг. 1, 2, 3) за рахунок того, що кріпильні шпильки 7 (фіг. 3) проходять через наскрізні отвори в кожній пластині 4 (фіг. 1, 2, 3), яки сполучаються щільно одною стороною з поверхнею вузької стінки 2 (фіг. 1, 2, 3), а іншої з поверхнею корпуса кристалізатора 1 (фіг. 1, 2, 3). При цьому герметичне ущільнення стику прямокутних каналів 6 (фіг. 2), виконаних на широких 3 (фіг. 1) та вузьких 2 (фіг. 1, 2, 3) стінках, здійснюється по їхньому контурі ущільнювальними прокладками 8 (фіг. 2), розташованими в ущільнювальній пластині 4 (фіг. 1, 2, 3). Ущільнення місць підводу та відводу охолоджувача між стальним корпусом 1 (фіг. 1, 2, 3) і ущільнювальною пластиною 4 (фіг. 1, 2, 3) здійснюється ущільнювальними кільцями 9 (фіг. 2), розташованими також в ущільнювальній пластині 4 (фіг. 1, 2, 3). Запропонований кристалізатор працює в такий спосіб. Рідкий метал із проміжного ковша через заглибний стакан надходить у робочу порожнину кристалізатора, яка утворена охолоджувальними широкими 3 (фіг. 1) та вузькими 2 (фіг. 1, 2, 3) робочими стінками з мідних сплавів. Під впливом охолоджувача, що подається по циліндричних робочих каналах 5 (фіг.2, 3), починається процес формування з рідкого металу скоринки безперервнолитої заготовки. При цьому в зв'язку зі зменшенням у запропонованому кристалізаторі товщини вузьких 2 (фіг. 1, 2, 3) та широких 3 (фіг. 1) стінок збільшена швидкість росту товщини оболонки затвердіння безперервнолитої заготовки. Використання пропонованого кристалізатора для безперервного розливання металу дозволить: - знизити витрати міді в 1,3-1,4 раза для виготовлення вузьких і широких стінок; - забезпечити можливість виготовлення вузьких стінок із заготовок, які отримані переплавом відпрацьованих вузьких і частиною широких стінок (стружок), що сприяють значному зниженню витрати срібровмісного сплаву Мс; - одержати рівномірний тепловідвід по його периметру, що сприяє поліпшенню якості заготовок, що відливаються; - використовувати діючі конструкції кристалізаторів. 5 Комп’ютерна верстка А. Крулевський 67154 6 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMould for continuous casting metal
Автори англійськоюOvsiannikov Vadym Heorhiiovych, Larionov Oleksandr Oleksiiovych, Tokii Anatolii Mykolaiovych, Bochek Anatolii Pavlovych, Milchevskyi Ihor Anatoliiovych, Berezin Andrii Andriiovych
Назва патенту російськоюКристаллизатор для непрерывной разливки металла
Автори російськоюОвсянников Вадим Георгиевич, Ларионов Александр Алексеевич, Токий Анатолий Николаевич, Бочек Анатолий Павлович, Мильчевский Игорь Анатольевич, Березин Андрей Андреевич
МПК / Мітки
МПК: B22D 21/00
Мітки: металу, безперервного, кристалізатор, розливання
Код посилання
<a href="https://ua.patents.su/3-67154-kristalizator-dlya-bezperervnogo-rozlivannya-metalu.html" target="_blank" rel="follow" title="База патентів України">Кристалізатор для безперервного розливання металу</a>
Кристалізатор для безперервного розливання металу
Номер патенту: 33669
Опубліковано: 10.07.2008
Автори: Кислиця Вячеслав Володимирович, Попандопуло Іван Кирилович, Ковура Олександр Борисович, Сабанскій Микола Володимирвоич, Носоченко Олег Васильович, Травінчев Олексій Анатольевіч, Лівшиц Дмітрій Арнольдовіч, Нагорний Сергій Олександрович
МПК: B22D 11/00
Мітки: металу, кристалізатор, розливання, безперервного
Формула / Реферат:
Кристалізатор з рифленою поверхнею мідних стінок для безперервного розливання металу, який відрізняється тим, що рифлення мідних стінок кристалізатора виконане способом накатки, що дозволяє отримати хвилю з закругленою вершиною, на якій не утворюється додаткових напруг у зв'язку з тим, що крок між вершинами становить від 0,2 до 4,5 поверхневого натягу заліза, при цьому довжина накатки виконана диференційованою по висоті кристалізатора з...
Кристалізатор для безперервного розливання металу

Номер патенту: 44666
Опубліковано: 12.10.2009
Автори: Матвієнков Сергій Анатолійович, Нечепуренко Євген Степанович, Мільчевський Ігор Анатолійович, Лехтер Олександр Вікторович, Капланов Василь Ілліч, Ларіонов Олександр Олексійович, Токій Анатолій Миколайович, Бочек Анатолій Павлович, Ірха Віктор Миколайович, Березін Андрій Андрійович, Овсянніков Вадим Георгійович
МПК: B22D 11/04
Мітки: розливання, безперервного, металу, кристалізатор
Формула / Реферат:
1. Кристалізатор для безперервного розливання металу, що складається зі стального корпусу з робочими широкими та вузькими стінками з мідних сплавів, при цьому тильна сторона їх вкрита плакуючим шаром, водоохолоджувальної системи, утвореної каналами циліндричної форми, а на вводі та виводі канали в нижній частині вузьких стінок виконані прямокутної форми і з'єднані з циліндричними каналами, сталевих кришок, які закривають канали прямокутної...
Кристалізатор для безперервного розливання металів

Номер патенту: 55984
Опубліковано: 15.04.2003
Автори: Климанчук Владислав Владиславович, Капланов Василь Ілліч, Овсянніков Вадим Георгійович, Дудко Анатолій Григорович, Фентісов Ігор Миколайович, Бочек Анатолій Павлович, Акулов Валерій Володимирович, Ларіонов Олександр Олексійович, Токій Анатолій Миколайович, Лисовський Олександр Іванович, Нечипуренко Євген Степанович
МПК: B22D 11/04
Мітки: розливання, металів, безперервного, кристалізатор
Формула / Реферат:
1. Кристалізатор для безперервного розливання металів, що містить сталевий корпус з робочими широкими і вузькими стінками з мідних сплавів, водоохолоджуваних системою циліндричних каналів, змінні пластини зі зносостійкої сталі, установлені по периметру в нижній частині корпуса кристалізатора, який відрізняється тим, що він додатково оснащений плакувальним шаром,, зі сталі, розміщеним з тильної сторони вузьких і широких стінок, а у...
Кристалізатор для формування зливка на установках безперервного розливання сталі

Номер патенту: 38489
Опубліковано: 12.01.2009
Автори: Попов Анатолій Васильович, Степнов Ксенофонт Ксенофонтович, Матвієнков Сергій Анатолійович, Литвинов Дмитро Олегович
МПК: C21C 5/56
Мітки: формування, кристалізатор, зливка, розливання, установках, сталі, безперервного
Формула / Реферат:
1. Кристалізатор для формування зливка на установках безперервного розливання сталі, що складається з мідних стінок з каналами для охолодження, який відрізняється тим, що кожна мідна стінка додатково містить ребра з тугоплавкого зносостійкого матеріалу, які розташовано між каналами охолодження у нижній частині мідної стінки на відстані 250-300 мм від її основи.2. Кристалізатор за п. 1, який відрізняється тим, що ребра...
Кристалізатор для безперервного розливання металлів

Номер патенту: 76368
Опубліковано: 17.07.2006
Автори: Нечипуренко Євген Степанович, Бочек Анатолій Павлович, Климанчук Владислав Владиславович, Кирильченко Петро Миколайович, Ларіонов Олександр Олексійович, Овсянніков Вадим Георгійович, Лисовський Олександр Іванович, Сердюк Іван Олексійович, Токій Анатолій Миколайович, Фентісов Ігор Миколайович, Капланов Василь Ілліч
МПК: B22D 11/055
Мітки: безперервного, розливання, металлів, кристалізатор
Формула / Реферат:
1. Кристалізатор для безперервного розливання металів, що містить вузькі і широкі стінки, які виконані з мідних сплавів і мають плакований шар із сталі, який розташовано з тильної сторони, водоохолоджуючу систему, яку утворено каналами прямокутної і циліндричної форми перерізу, що з'єднані між собою, а також із вводом та відводом охолоджувача, каналами прямокутної форми перерізу, сталеві кришки, які закривають канали охолоджуючої системи з...
Попередній патент: Кормороздавач-розподілювач підстилки
Наступний патент: Спосіб прогнозування розвитку внутрішньошлуночкових крововиливів мозку у недоношених новонароджених
Випадковий патент: Вимірний елемент до пристрою для автоматичного контролю середнього діаметра зовнішніх різьб