Клейова композиція

Формула / Реферат
Корисна модель відноситься до галузі порошкової металургії, зокрема, до пресформ для виготовлення фрикційних дисків з металевих порошків.
Аналогом є відома пресформа для напресовки порошкового шару на поверхню металевого диску, яка складається з матриці, порожнистих верхнього та нижнього пуансонів, центрального стрижня. Недоліком цього аналогу є те, що напресовку порошкового шару здійснюють на всю вільну поверхню диска.
Найближчою за своєю технічною суттю є пресформа для напресовки порошкового шару на поверхню металевого диска, яка містить матрицю, центральний стрижень - голку, порожнистими верхнім та нижнім пуансонами з порожнистими втулками, регулюючи клини і завантажувальну касету; при цьому порожниста втулка верхнього пуансона прикріплена пружиною до штока преса, а порожниста втулка (відсікач) нижнього пуансона - до виштовхувача [3]. Недоліком цієї пресформи є складність конструкції верхнього пуансона - окремі пружини мають відмінності в своїх механічних характеристиках, що викликає необхідність частого регулювання хода пружин.
Технічною задачею корисної моделі є підвищення продуктивності процесу виготовлення фрикційних дисків, розширення технологічних можливостей обладнання, покращення якості виробів та спрощення конструкції пресформ, усунення операцій механічної обробки дисків після пресування.
Поставлена задача вирішується тим, що в пресформі, яка містить порожнистий верхній пуансон, матрицю, в середині якої розташовано нижній порожнистий пуансон з відсікачем, що встановлений з можливістю переміщення, та центральний стрижень. Новим є те, що робочі поверхні верхнього та нижнього пуансонів виконані з кільцевими виточками, причому пресформа споряджена пневмоциліндрами, які з'єднані з відсікачем ;сія забезпечення його переміщення, а стрижень закріплено за допомогою пружного елемента, при цьому нижній пуансон має можливість з'єднання з пристроєм для виштовхування готової продукції, а в якості цього пристрою використовується гідроциліндр преса.
При використанні корисної моделі буде досягнуто технічний результат - підвищення продуктивності процесу виготовлення фрикційних дисків, розширення технологічних можливостей обладнання, покращення якості виробів та спрощення конструкції пресформ, усунення операцій механічної обробки дисків після пресування. Використання пресформи, яка пропонується, дозволяє напресовувати шар визначеної ширини, незалежно від розмірів металевого диска, усунути операції механічної обробки напресованого шару, підвищити стійкість напресованого фрикційного шару, підвищити надійність обладнання за рахунок спрощення конструкції пуансонів.
На кресленнях зображено загальний вигляд пресформи в поздовжньому перерізі на різних стадіях її функціонування:
Фіг.1 - заповнення порожнини матриці порошковою шихтою для формування нижнього фрикційного шару.
Фіг.2 - встановлення металевого диска та заповнення утвореної порожнини шихтою для формування верхнього фрикційного шару.
Фіг.3 - напресовка металокерамічних шарів на обидві поверхні сталевого диска одночасно, відокремлювання залишків шихти.
Пресформа містить верхній порожнистий пуансон 2, матрицю 1, в середині якої розміщено порожнистий нижній пуансон 3 з відсікачем 4, який вставлено в пуансон з можливістю переміщення між пуансоном 3 і центральним стрижнем 5. Центральний стрижень 5 опирається на пружний елемент у вигляді буфера 6, який закріплено на нерухомій поверхні. Відсікач 4 нижнім торсом зв'язаний із штоками пневмоциліндрів 9, які мають змогу переміщати відсікач 4 між центральним стрижнем 5 і внутрішньою поверхнею пуансона 3 вздовж центральної вісі. Нижній пуансон 3 зв'язаний через стояки 7 та плиту 8 із штоком гідроциліндра преса (на фіг. не показаний). Порошкова шихта 10 засипається в порожнини матриці 1, сталевий диск встановлюється на верхній торець відсікача 4 і базується по центральному стрижню 5. Готова продукція - фрикційний диск 12, робочі поверхні пуансонів 2, 3 позначені 14, 13 відповідно.
Робота пресформи здійснюється таким чином. Верхній пуансон 2 знаходиться в крайньому верхньому положенні. Нижній пуансон 3 з відсікачем 4 - в верхньому положенні. Порошкова шихта 10 засипається в робочу порожнину матриці 1 для формування нижнього фрикційного шару (Фіг.1). Нижній пуансон 3 з відсікачем 4 опускається в нижнє положення, при цьому об'єм робочої порожнини матриці 1 збільшується. В цю порожнину спочатку вводять сталевий диск-заготовку 11, а потім - додаткову засипку шихти 10 для формування верхнього фрикційного шару (Фіг.2). Верхній пуансон 2 опускається і входить до робочого простору матриці 1. При цьому проводиться пресування шару металокерамічного матеріалу заданої ширини на сталевий диск 11 одночасно з обох сторін (Фіг.3). Шихта 10, яка попадає в проміжок між диском 11, пуансоном 2 (зверху) і 3 (знизу), відсікачем 4 і матрицею 1 відсікається гострими кромками робочих поверхонь 13, 14 і не пресується. Пресуванню піддається тільки шар шихти між робочими поверхнями пуансонів 2, 3 і сталевим диском 11.
Після цього верхній пуансон 2 піднімається до початкового положення. Пневмоциліндри 9 підіймають відсікач 4 до верху. Одночасно гідроциліндр преса (на Фіг. не показаний) через плиту 8 і стояки 7 виштовхує пуансон 3 з готовою деталлю 12 на рівень торцевої поверхні матриці 1. Готова деталь знімається з пресформи. Буфер 6 амортизує дію преса, а пневмоциліндри 9 дозволяють регулювати рівень засипки шихти 10.
Цикл повторюється.
Джерела інформації:
1. Федорченко Н.М., Андриевский Р.А. Основы порошковой металлургии. - К.: АН УССР, 1961. - 420с.
2. Либенсон Г.А. Основы порошковой металлургии. - М.: Металлургия, 1975. – 200с.
3. Авторское свидетельство СССР №448072.
Текст
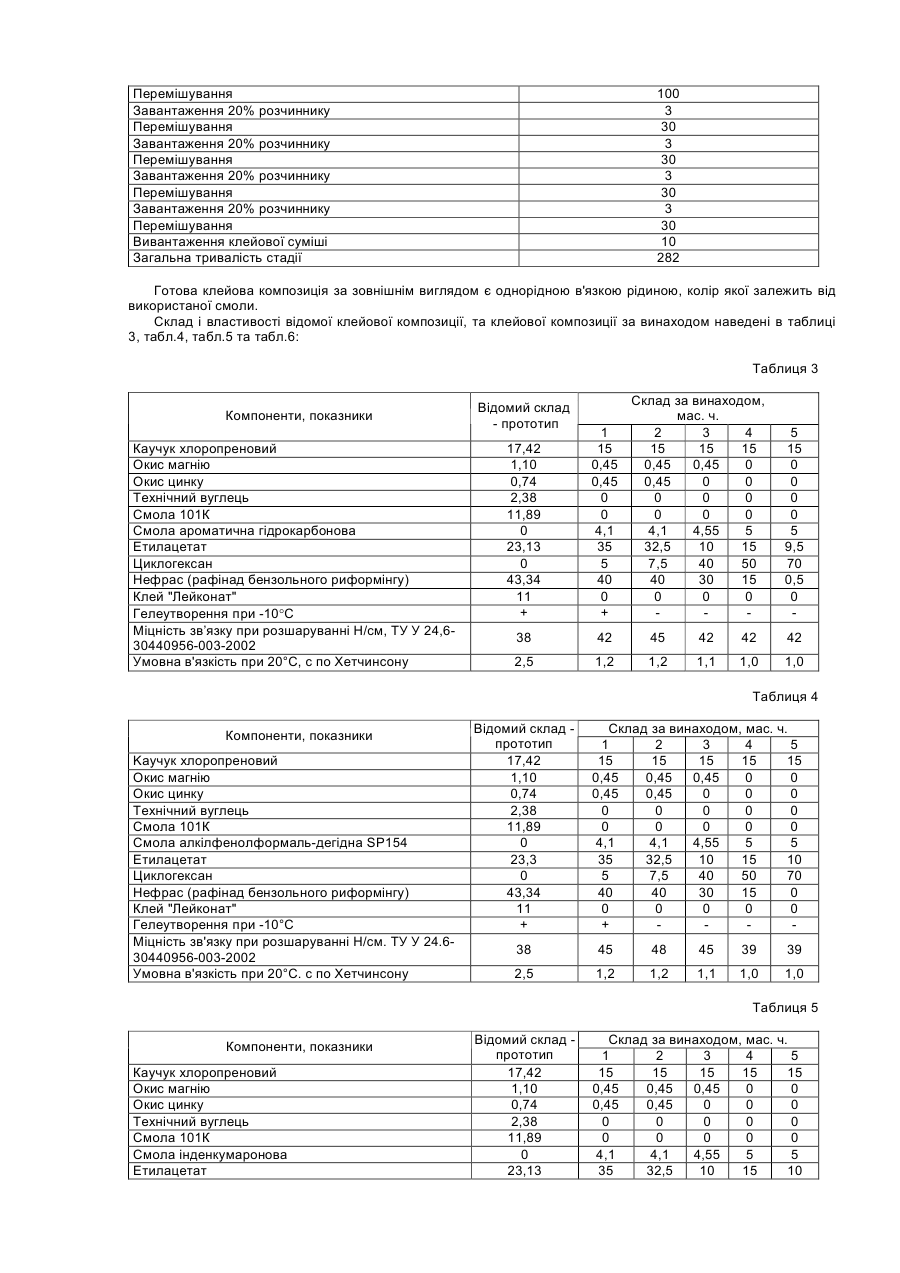
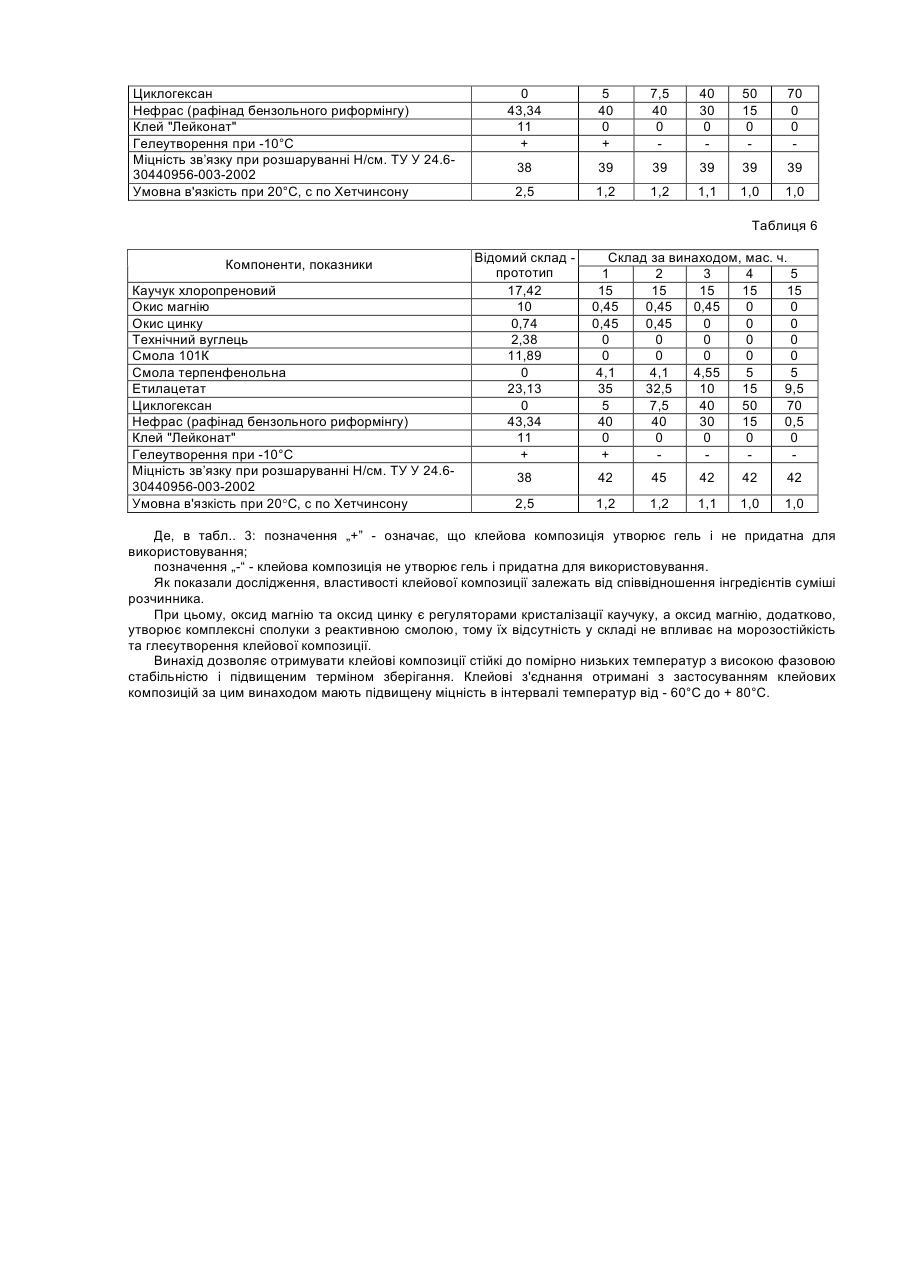
Винахід відноситься до клеїв на основі поліхлоропренових (неопренових) каучуків для склеювання різноманітних матеріалів в промисловості та в побуті. Відомі клеї на основі поліхлоропренових (неопренових) каучуків містять поліхлоропернові (неопренові) каучуки різних способів полімеризації, смоли, цільові добавки та розчинник. В якості розчинника використовують композицію, що складається з толуолу, етилацетату, та бензину-розчиннику (нефрасу) в різних співвідношеннях. Іноді в композицію вводять метил-етил-кетон або хлорорганічні розчинники. Відома клейова композиція на основі хлоропренового каучука, що містить оксид магнію, оксид цинку, смолу 101К, пергут, тіурам, тіомочевину та розчинник [див. Патент України №33846 А від 15.02.2003р., МПК C09J119/00]. Клейова композиція містить розчинник у вигляді суміші етилацетату та бензину-розчиннику (нефрасу) у співвідношенні 1:1 по масі. Недоліками такого клею на основі хлоропренового каучука є не можливість використовувати його при температурі нижче ніж +5°С, оскільки при таких температурах з'являються властивості клею до застигання (гелєутворення або змерзання) та фазування, що веде до повної непридатності клею. Завдяки цьому, необхідно обмежувати умови транспортування та зберігання клею. Відома також клейова композиція холодного тверднення, що містить поліхлоропреновий каучук, окис магнію, білила цинкові (окис цинку), смолу 101К, технічний вуглець, рафінад бензольного риформінгу, етилацетат та клей „Лейконат”. Клей „Лейконат” використовують як отверджувач, а технічний вуглець як наповнювач. Недоліками відомої композиції також є втрачання її властивостей при температурі нижче ніж +5°С завдяки гелєутворенню та фазуванню та недостатня міцність клеєвого з'єднання. В основу винаходу поставлено задачу створити клейову композицію, в якій завдяки зміні складу та змісту компонентів досягти стійкості клейової компоненти до низької температури (від +5°С до -60°С) з підвищенням міцності з'єднання. Поставлена задача вирішується тим, що у клейову композицію, яка містить поліхлоропреновий каучук, полімерну смолу, оксид магнію, оксид цинку та розчинник, згідно з винаходом, розчинник додатково містить циклогексан при такому співвідношенні компонентів, мас ч.: Поліхлоропреновий каучук 100 Смола полімерна 5-120 Оксид магнію 0,1-11 Оксид цинку 0,1-10 Циклогексан 10-500 Нефрас (бензин) 0,1-250 Етилацетат 70-100 При цьому, в якості полімерної смоли використовують смолу алкілфенолформальдегідну, або смолу терпенфенольну, або смолу інденкумаронову, або ароматичну чи аліфатичну гідрокарбонові смоли, або каніфоль чи її ефіри, або їх суміші. Роль компонентів клейової композиції така. Каучук поліхлоропреновий (неопреновий) використовується як полімерна основа композиції. Можливе використання каучуків таких марок: Неопрен, Байпрен, Бутахлор, Скайпрен, Денка хлоропрен, Наіріт. Смола полімерна використовується як адгезійна добавка, а також для покращення стабільності та реологічних властивостей композиції. Оксид магнію ("Магнезия жженая ГОСТ 4526) призначений для стабілізації каучуку та, в деяких випадках, як реагент хімічної реакції з смолою, оксид цинку (біліла цинкові сухі ГОСТ 202) - вторинний вулканізуючий агент. Циклогексан, етилацетат (ГОСТ 8981) та нефрас (ГОСТ 443) використовують як композитний розчинник, що забезпечує знаходження клейової композиції в стані колоїдного розчину до її використання. Клейова композиція готується у дві технологічні стадії. На першій стадії на вальцях змішувальних 500´1500 проводиться пластифікація каучуку та введення в нього оксидів металів за технологічним режимом наведеним в таблиці 1. Таблиця 1 Найменування операції Розігрів каучуку на зазорі 1-1,5мм Вальцювання каучуку на зазорі 0,1мм Введення оксиду магнію Перемішування Введення оксиду цинку Зняття клейової плівки Загальна тривалість стадії Тривалість операції, хв.. 3 5 2 5 3 10 28 На другій стадії в змішувачі з двома Ζ - подібними роторами готують клейову композицію за технологічним режимом наведеним в таблиці 2. Таблиця 2 Найменування операції Завантаження 20% розчиннику Завантаження смоли Перемішування Завантаження клейової плівки Тривалість операції, хв.. 3 2 30 5 Перемішування Завантаження 20% розчиннику Перемішування Завантаження 20% розчиннику Перемішування Завантаження 20% розчиннику Перемішування Завантаження 20% розчиннику Перемішування Вивантаження клейової суміші Загальна тривалість стадії 100 3 30 3 30 3 30 3 30 10 282 Готова клейова композиція за зовнішнім виглядом є однорідною в'язкою рідиною, колір якої залежить від використаної смоли. Склад і властивості відомої клейової композиції, та клейової композиції за винаходом наведені в таблиці 3, табл.4, табл.5 та табл.6: Таблиця 3 Компоненти, показники Каучук хлоропреновий Окис магнію Окис цинку Технічний вуглець Смола 101К Смола ароматична гідрокарбонова Етилацетат Циклогексан Нефрас (рафінад бензольного риформінгу) Клей "Лейконат" Гелеутворення при -10°С Міцність зв’язку при розшаруванні Н/см, ТУ У 24,630440956-003-2002 Умовна в'язкість при 20°С, с по Хетчинсону Відомий склад - прототип 17,42 1,10 0,74 2,38 11,89 0 23,13 0 43,34 11 + Склад за винаходом, мас. ч. 1 2 3 4 15 15 15 15 0,45 0,45 0,45 0 0,45 0,45 0 0 0 0 0 0 0 0 0 0 4,1 4,1 4,55 5 35 32,5 10 15 5 7,5 40 50 40 40 30 15 0 0 0 0 + 5 15 0 0 0 0 5 9,5 70 0,5 0 38 42 45 42 42 42 2,5 1,2 1,2 1,1 1,0 1,0 Таблиця 4 Компоненти, показники Kaучук хлоропреновий Окис магнію Окис цинку Технічний вуглець Смола 101К Смола алкілфенолформаль-дегідна SP154 Етилацетат Циклогексан Нефрас (рафінад бензольного риформінгу) Клей "Лейконат" Гелеутворення при -10°С Міцність зв'язку при розшаруванні Н/см. ТУ У 24.630440956-003-2002 Умовна в'язкість при 20°С. с по Хетчинсону Відомий склад прототип 17,42 1,10 0,74 2,38 11,89 0 23,3 0 43,34 11 + Склад за винаходом, мас. ч. 1 2 3 4 5 15 15 15 15 15 0,45 0,45 0,45 0 0 0,45 0,45 0 0 0 0 0 0 0 0 0 0 0 0 0 4,1 4,1 4,55 5 5 35 32,5 10 15 10 5 7,5 40 50 70 40 40 30 15 0 0 0 0 0 0 + 38 45 48 45 39 39 2,5 1,2 1,2 1,1 1,0 1,0 Таблиця 5 Компоненти, показники Каучук хлоропреновий Окис магнію Окис цинку Технічний вуглець Смола 101К Смола інденкумаронова Етилацетат Відомий склад прототип 17,42 1,10 0,74 2,38 11,89 0 23,13 Склад за винаходом, мас. ч. 1 2 3 4 5 15 15 15 15 15 0,45 0,45 0,45 0 0 0,45 0,45 0 0 0 0 0 0 0 0 0 0 0 0 0 4,1 4,1 4,55 5 5 35 32,5 10 15 10 Циклогексан Нефрас (рафінад бензольного риформінгу) Клей "Лейконат" Гелеутворення при -10°С Міцність зв’язку при розшаруванні Н/см. ТУ У 24.630440956-003-2002 Умовна в'язкість при 20°С, с по Хетчинсону 0 43,34 11 + 5 40 0 + 7,5 40 0 40 30 0 50 15 0 70 0 0 38 39 39 39 39 39 2,5 1,2 1,2 1,1 1,0 1,0 Таблиця 6 Компоненти, показники Каучук хлоропреновий Окис магнію Окис цинку Технічний вуглець Смола 101К Смола терпенфенольна Етилацетат Циклогексан Нефрас (рафінад бензольного риформінгу) Клей "Лейконат" Гелеутворення при -10°С Міцність зв’язку при розшаруванні Н/см. ТУ У 24.630440956-003-2002 Умовна в'язкість при 20°С, с по Хетчинсону Відомий склад прототип 17,42 10 0,74 2,38 11,89 0 23,13 0 43,34 11 + Склад за винаходом, мас. ч. 1 2 3 4 5 15 15 15 15 15 0,45 0,45 0,45 0 0 0,45 0,45 0 0 0 0 0 0 0 0 0 0 0 0 0 4,1 4,1 4,55 5 5 35 32,5 10 15 9,5 5 7,5 40 50 70 40 40 30 15 0,5 0 0 0 0 0 + 38 42 45 42 42 42 2,5 1,2 1,2 1,1 1,0 1,0 Де, в табл.. 3: позначення „+” - означає, що клейова композиція утворює гель і не придатна для використовування; позначення „-“ - клейова композиція не утворює гель і придатна для використовування. Як показали дослідження, властивості клейової композиції залежать від співвідношення інгредієнтів суміші розчинника. При цьому, оксид магнію та оксид цинку є регуляторами кристалізації каучуку, а оксид магнію, додатково, утворює комплексні сполуки з реактивною смолою, тому їх відсутність у складі не впливає на морозостійкість та глеєутворення клейової композиції. Винахід дозволяє отримувати клейові композиції стійкі до помірно низьких температур з високою фазовою стабільністю і підвищеним терміном зберігання. Клейові з'єднання отримані з застосуванням клейових композицій за цим винаходом мають підвищену міцність в інтервалі температур від - 60°С до + 80°С.
ДивитисяДодаткова інформація
Назва патенту англійськоюAn adhesive composition
Назва патенту російськоюКлеевая композиция
МПК / Мітки
МПК: C09J 111/00, C09J 119/00
Мітки: композиція, клейова
Код посилання
<a href="https://ua.patents.su/3-69785-klejjova-kompoziciya.html" target="_blank" rel="follow" title="База патентів України">Клейова композиція</a>
Клейова композиція холодного тверднення

Номер патенту: 35864
Опубліковано: 16.04.2001
Автори: Савельєва Ніна Василівна, Дребезова Людмила Петрівна, Пасько Ніна Іванівна
МПК: C09J 119/00
Мітки: тверднення, клейова, композиція, холодного
Формула / Реферат:
Клейова композиція холодного тверднення, яка містить хлоропреновий каучук, окис магнію, білила цинкові, смолу ІОІК, наповновач, етилацетат, рафінад бензольного реформінгу, яка відрізняється тим, що вона містить як наповновач технічний вуглець та додатково як отверджувач клей "Лейконат" при такому співвідношенні компонентів, мас. %:Каучук хлоропреновий ...
Клейова композиція холодного отвердіння
Номер патенту: 36747
Опубліковано: 16.04.2001
Автори: Дребезова Людмила Петрівна, Пасько Ніна Іванівна, Савельєва Ніна Василівна, Бойко Тетяна Анатоліївна
МПК: C09J 107/00, C09J 1/00
Мітки: композиція, холодного, клейова, отвердіння
Текст:
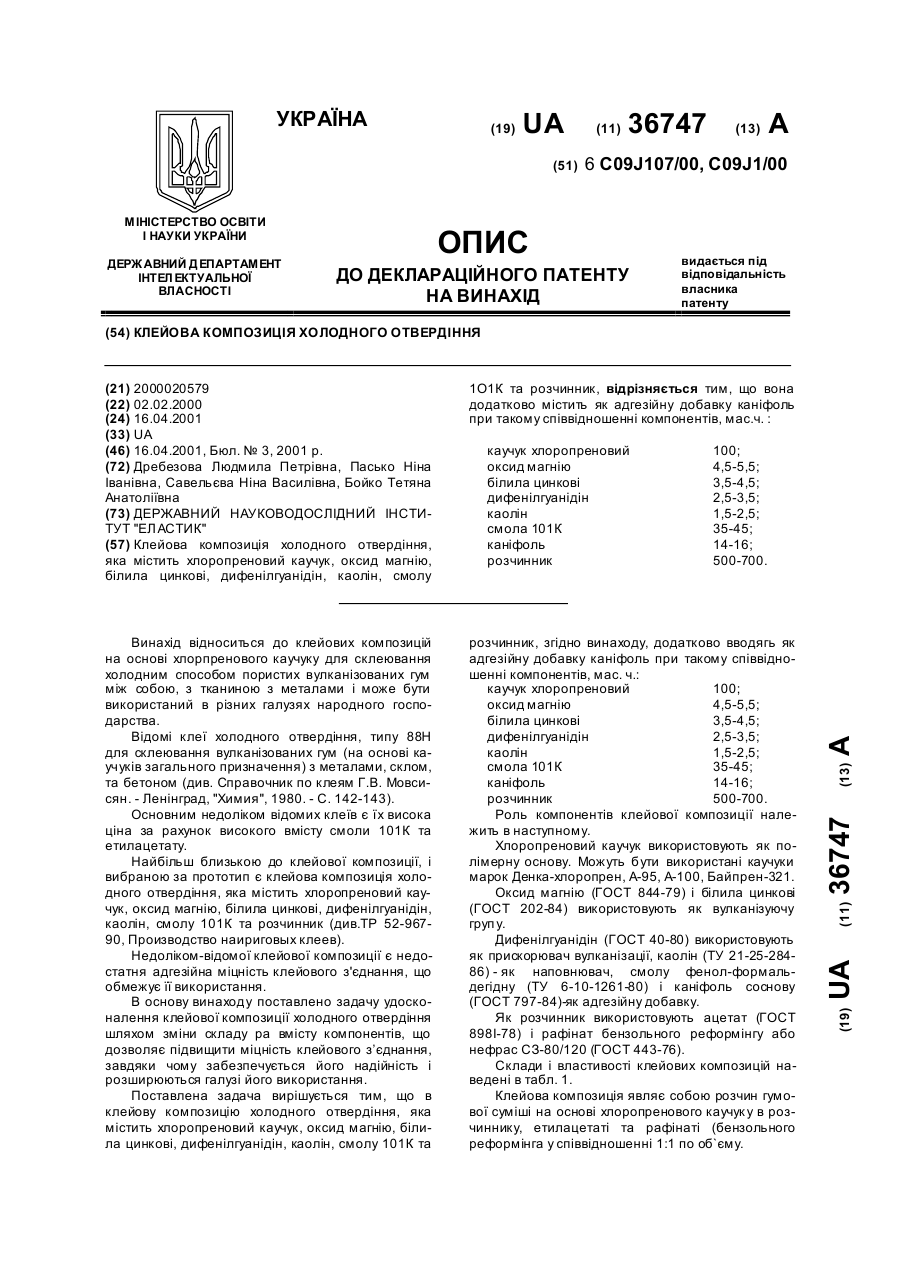
...А-100, Байпрен-321. Оксид магнію (ГОСТ 844-79) і білила цинкові (ГОСТ 202-84) використовують як вулканізуючу груп у. Дифенілгуанідін (ГОСТ 40-80) використовують як прискорювач вулканізації, каолін (ТУ 21-25-28486) - як наповнювач, смолу фенол-формальдегідну (ТУ 6-10-1261-80) і каніфоль соснову (ГОСТ 797-84)-як адгезійну добавку. Як розчинник використовують ацетат (ГОСТ 898І-78) і рафінат бензольного реформінгу або нефрас СЗ-80/120 (ГОСТ...
Клейова композиція
Номер патенту: 35807
Опубліковано: 16.04.2001
Автори: Лебедєва Тамара Олександрівна, Мурогіна Людмила Леонідівна, Баула Майя Василівна, Піднебесний Андрій Петрович, Кимак Ірина Миколаївна
МПК: C09J 4/06
Мітки: клейова, композиція
Формула / Реферат:
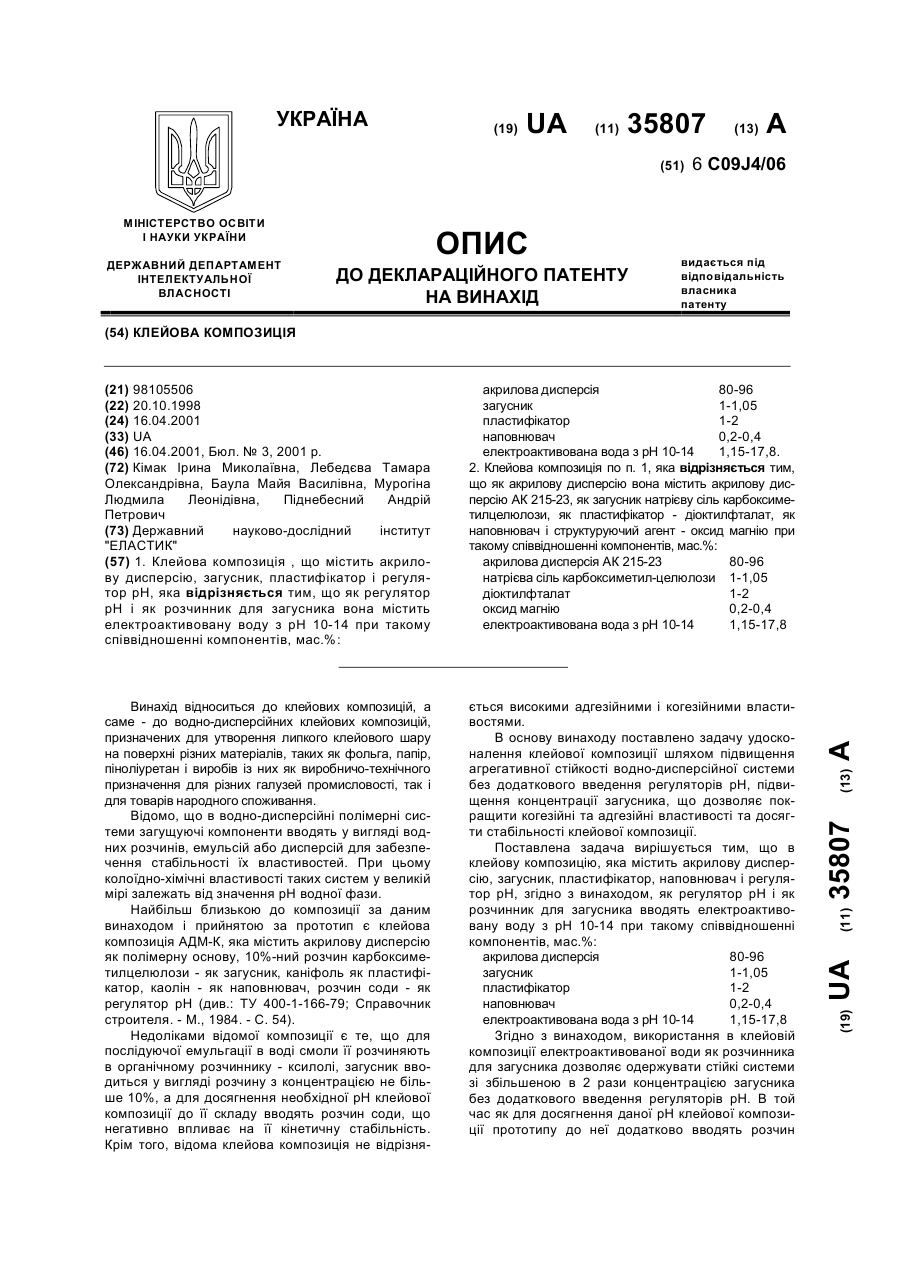
1. Клейова композиція, що містить акрилову дисперсію, загусник, пластифікатор і регулятор рН, яка відрізняється тим, що як регулятор рН і як розчинник для загусника вона містить електроактивовану воду з рН 10-14 при такому співвідношенні компонентів, мас.: Акрилова дисперсія 80 – 96 Загусник 1 - 1,05 Пластифікатор 1 - 2 ...
Клейова композиція для склеювання і ремонту гумотекстильних матеріалів
Номер патенту: 46219
Опубліковано: 15.05.2002
Автори: Шевченко Наталія Михайлівна, Натрус Вита Александровна, Шевченко Анатолій Миколайович, Кузьменко Микола Якович, Бугрим Вадим Васильович
МПК: C09J 107/00, C09J 167/00
Мітки: клейова, композиція, склеювання, гумотекстильних, матеріалів, ремонту
Формула / Реферат:
Клейова композиція для склеювання і ремонту гумотекстильних матеріалів на основі ненасиченого і/або насиченого каучуку, що включає вулканізуючу речовину, прискорювач вулканізації, активатор вулканізації, пластифікатор, наповнювач і розчинник, яка відрізняється тим, що додатково містить N-ніпрозодифеніламін і кремнійорганічний олігоуретанізоціанат (КОУІФ) загальної формули де R - залишок...
Клейова композиція

Номер патенту: 29743
Опубліковано: 15.11.2000
Автори: Мірошников Анатолій Евгенович, Масленникова Людмила Дмитрівна, Піднебесний Андрій Петрович, Ноенко Вячеслав Григорович, Фабуляк Федір Григорович
МПК: C08K 5/09, C09J 133/04
Мітки: клейова, композиція
Текст:
...Клейова композиція, номер прикладу 15,0 12,5 Продукт АТЖ 30,0 35,5 Поліізоціанат 70 70 70 70 70 70 80 70 60 40 30 10 80 80 70 50 Макродіізоціанат 0,1 1,5 КЭП-1 Склад, мас.ч. 5,0 5,0 Фторований спирт 8 8 4 4 6 4 8 8 6 4 4 2 4 4 4 2 4 2 Ініціатор полімеризації ...
Попередній патент: Механізм хитання кристалізатора
Наступний патент: Пристрій для лікування запальних захворювань