Багатошарова гнучко-жорстка друкована плата і спосіб її виготовлення
Номер патенту: 70414
Опубліковано: 15.10.2004
Автори: Бондарук Артур Богданович, Гринькович Орест Степанович, Татарінов Костянтин Костянтинович, Мелех Георгій Степанович, Обуханич Ростислав-Олександр Васильович, ОЛІЯРНИК БОГДАН ОЛЕКСІЙОВИЧ


Формула / Реферат
1. Багатошарова гнучко-жорстка друкована плата, яка містить жорсткі і гнучкі ділянки, в яких жорсткі ділянки виконані як багатошарова плата з первинними наскрізними металізованими отворами, яка відрізняється тим, що в платі виконані міжшарові перехідні металізовані отвори з першого на другий і з останнього на передостанній шари, а в другому і в передостанньому шарах розміщений препрег, який виконаний з матеріалу з низькою текучістю, а перехідні міжшарові металізовані отвори з внутрішньої сторони частково заповнені препрегом з низькою текучістю у вигляді стовпчиків, а з зовнішньої сторони - заповнені металом з високою електропровідністю, при цьому в платі додатково виконані вторинні наскрізні металізовані отвори, а рисунок схеми на платі сформований таким чином, що внутрішні контактні площинки первинного наскрізного металізованого отвору мають електричний зв'язок з внутрішніми контактними площинками вторинного металізованого отвору, які знаходяться в тому ж шарі, крім того всі внутрішні шари плати, що контактують з первинним наскрізним металізованим отвором, електрично з'єднані між собою за допомогою первинних наскрізних металізованих отворів, перехідних металізованих отворів з другого на перший і з останнього на передостанній шари плати і через первинні наскрізні металізовані отвори з останнього на перший шар, причому торці металевої фольги внутрішніх шарів плати гальванічно нарощені.
2. Спосіб виготовлення багатошарової гнучко-жорсткої друкованої плати, що включає отримання рисунку внутрішніх шарів на тонкому фольгованому діелектрику багатошарової друкованої плати, виконання перехідних металізованих отворів між сторонами фольгованого діелектрика, пресування пакета з антиадгезійними вставками в місцях гнучкого переходу, виконання наскрізних і перехідних металізованих отворів, формування рисунку зовнішніх шарів плати за допомогою захисного резиста і вилучення залишків фольги, припресування підкладок, який відрізняється тим, що перед пресуванням в пакет заготовок закладають препрег з низькою текучістю до другого і передостаннього шарів багатошарової друкованої плати, пакет пресують, причому перехідні міжшарові металізовані отвори заповнюють препрегом з низькою текучістю таким чином, що торці утворених при цьому стовпчиків не доходять до поверхні плати, свердлять вторинні наскрізні металізовані отвори, проводять хімічну і гальванічну металізацію їх і торців стовпчиків препрега, утворюючи металізовані заглушки, після чого свердлять первинні наскрізні металізовані отвори, нарощують гальванічну мідь на торці контактних площадок первинних наскрізних металізованих отворів, проводять їх хімічну і гальванічну металізацію, захищають металізовані заглушки зовнішніх перехідних металізованих отворів, металізовані первинні наскрізні отвори та зовнішній рисунок схеми резистом і формують рисунок зовнішніх шарів плати.
3. Спосіб виготовлення багатошарової гнучко-жорсткої друкованої плати за п. 2, який відрізняється тим, що припресування підкладок проводять через шар матеріалу, який розріджують шляхом нагрівання пакету перед прикладанням робочого тиску.
Текст
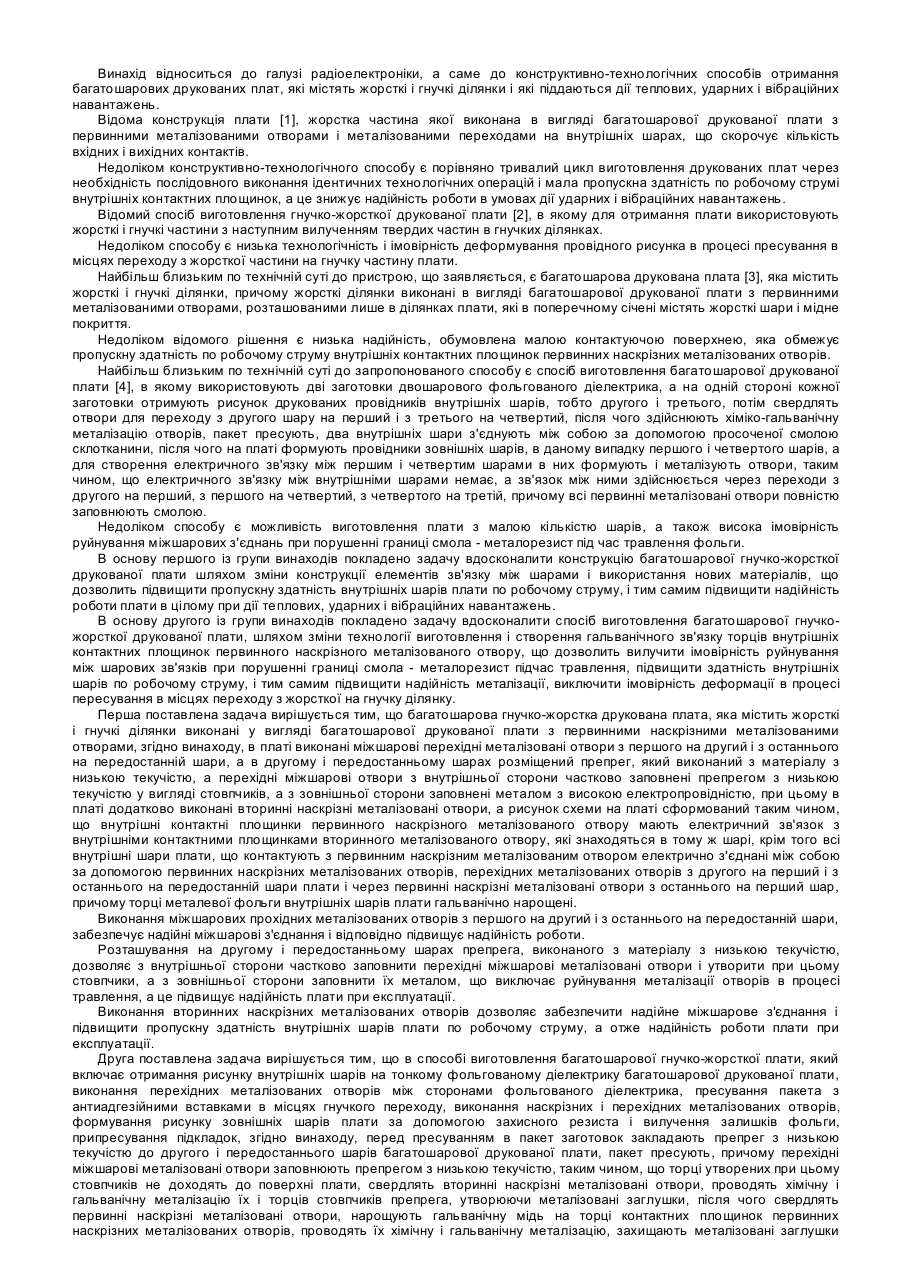
Винахід відноситься до галузі радіоелектроніки, а саме до конструктивно-технологічних способів отримання багатошарових друкованих плат, які містять жорсткі і гнучкі ділянки і які піддаються дії теплових, ударних і вібраційних навантажень. Відома конструкція плати [1], жорстка частина якої виконана в вигляді багатошарової друкованої плати з первинними металізованими отворами і металізованими переходами на внутрішніх шарах, що скорочує кількість вхідних і вихідних контактів. Недоліком конструктивно-технологічного способу є порівняно тривалий цикл виготовлення друкованих плат через необхідність послідовного виконання ідентичних технологічних операцій і мала пропускна здатність по робочому струмі внутрішніх контактних площинок, а це знижує надійність роботи в умовах дії ударних і вібраційних навантажень. Відомий спосіб виготовлення гнучко-жорсткої друкованої плати [2], в якому для отримання плати використовують жорсткі і гнучкі частини з наступним вилученням твердих частин в гнучких ділянках. Недоліком способу є низька технологічність і імовірність деформування провідного рисунка в процесі пресування в місцях переходу з жорсткої частини на гнучку частину плати. Найбільш близьким по технічній суті до пристрою, що заявляється, є багатошарова друкована плата [3], яка містить жорсткі і гнучкі ділянки, причому жорсткі ділянки виконані в вигляді багатошарової друкованої плати з первинними металізованими отворами, розташованими лише в ділянках плати, які в поперечному січені містять жорсткі шари і мідне покриття. Недоліком відомого рішення є низька надійність, обумовлена малою контактуючою поверхнею, яка обмежує пропускну здатність по робочому струму внутрішніх контактних площинок первинних наскрізних металізованих отворів. Найбільш близьким по технічній суті до запропонованого способу є спосіб виготовлення багатошарової друкованої плати [4], в якому використовують дві заготовки двошарового фольгованого діелектрика, а на одній стороні кожної заготовки отримують рисунок друкованих провідників внутрішніх шарів, тобто другого і третього, потім свердлять отвори для переходу з другого шару на перший і з третього на четвертий, після чого здійснюють хіміко-гальванічну металізацію отворів, пакет пресують, два внутрішніх шари з'єднують між собою за допомогою просоченої смолою склотканини, після чого на платі формують провідники зовнішніх шарів, в даному випадку першого і четвертого шарів, а для створення електричного зв'язку між першим і четвертим шарами в них формують і металізують отвори, таким чином, що електричного зв'язку між внутрішніми шарами немає, а зв'язок між ними здійснюється через переходи з другого на перший, з першого на четвертий, з четвертого на третій, причому всі первинні металізовані отвори повністю заповнюють смолою. Недоліком способу є можливість виготовлення плати з малою кількістю шарів, а також висока імовірність руйнування міжшарових з'єднань при порушенні границі смола - металорезист під час травлення фольги. В основу першого із групи винаходів покладено задачу вдосконалити конструкцію багатошарової гнучко-жорсткої друкованої плати шляхом зміни конструкції елементів зв'язку між шарами і використання нових матеріалів, що дозволить підвищити пропускну здатність внутрішніх шарів плати по робочому струму, і тим самим підвищити надійність роботи плати в цілому при дії теплових, ударних і вібраційних навантажень. В основу другого із групи винаходів покладено задачу вдосконалити спосіб виготовлення багатошарової гнучкожорсткої друкованої плати, шляхом зміни технології виготовлення і створення гальванічного зв'язку торців внутрішніх контактних площинок первинного наскрізного металізованого отвору, що дозволить вилучити імовірність руйнування між шарових зв'язків при порушенні границі смола - металорезист підчас травлення, підвищити здатність внутрішніх шарів по робочому струму, і тим самим підвищити надійність металізації, виключити імовірність деформації в процесі пересування в місцях переходу з жорсткої на гнучку ділянку. Перша поставлена задача вирішується тим, що багатошарова гнучко-жорстка друкована плата, яка містить жорсткі і гнучкі ділянки виконані у вигляді багатошарової друкованої плати з первинними наскрізними металізованими отворами, згідно винаходу, в платі виконані міжшарові перехідні металізовані отвори з першого на другий і з останнього на передостанній шари, а в другому і передостанньому шарах розміщений препрег, який виконаний з матеріалу з низькою текучістю, а перехідні міжшарові отвори з внутрішньої сторони частково заповнені препрегом з низькою текучістю у вигляді стовпчиків, а з зовнішньої сторони заповнені металом з високою електропровідністю, при цьому в платі додатково виконані вторинні наскрізні металізовані отвори, а рисунок схеми на платі сформований таким чином, що внутрішні контактні площинки первинного наскрізного металізованого отвору мають електричний зв'язок з внутрішніми контактними площинками вторинного металізованого отвору, які знаходяться в тому ж шарі, крім того всі внутрішні шари плати, що контактують з первинним наскрізним металізованим отвором електрично з'єднані між собою за допомогою первинних наскрізних металізованих отворів, перехідних металізованих отворів з другого на перший і з останнього на передостанній шари плати і через первинні наскрізні металізовані отвори з останнього на перший шар, причому торці металевої фольги внутрішніх шарів плати гальванічно нарощені. Виконання міжшарових прохідних металізованих отворів з першого на другий і з останнього на передостанній шари, забезпечує надійні міжшарові з'єднання і відповідно підвищує надійність роботи. Розташування на другому і передостанньому шарах препрега, виконаного з матеріалу з низькою текучістю, дозволяє з внутрішньої сторони частково заповнити перехідні міжшарові металізовані отвори і утворити при цьому стовпчики, а з зовнішньої сторони заповнити їх металом, що виключає руйнування металізації отворів в процесі травлення, а це підвищує надійність плати при експлуатації. Виконання вторинних наскрізних металізованих отворів дозволяє забезпечити надійне міжшарове з'єднання і підвищити пропускну здатність внутрішніх шарів плати по робочому струму, а отже надійність роботи плати при експлуатації. Друга поставлена задача вирішується тим, що в способі виготовлення багатошарової гнучко-жорсткої плати, який включає отримання рисунку внутрішніх шарів на тонкому фольгованому діелектрику багатошарової друкованої плати, виконання перехідних металізованих отворів між сторонами фольгованого діелектрика, пресування пакета з антиадгезійними вставками в місцях гнучкого переходу, виконання наскрізних і перехідних металізованих отворів, формування рисунку зовнішніх шарів плати за допомогою захисного резиста і вилучення залишків фольги, припресування підкладок, згідно винаходу, перед пресуванням в пакет заготовок закладають препрег з низькою текучістю до другого і передостаннього шарів багатошарової друкованої плати, пакет пресують, причому перехідні міжшарові металізовані отвори заповнюють препрегом з низькою текучістю, таким чином, що торці утворених при цьому стовпчиків не доходять до поверхні плати, свердлять вторинні наскрізні металізовані отвори, проводять хімічну і гальванічну металізацію їх і торців стовпчиків препрега, утворюючи металізовані заглушки, після чого свердлять первинні наскрізні металізовані отвори, нарощують гальванічну мідь на торці контактних площинок первинних наскрізних металізованих отворів, проводять їх хімічну і гальванічну металізацію, захищають металізовані заглушки зовнішніх перехідних металізованих отворів, металізовані первинні наскрізні отвори та зовнішній рисунок схеми резистом і формують рисунок зовнішніх шарів плати. Крім того, припресування підкладок проводять через шар матеріалу, який розріджується шляхом нагрівання пакету перед прикладанням робочого тиску. Закладання препрега з низькою текучістю до другого та передостаннього шарів багатошарової друкованої плати і заповнення ним між шарових металізованих отворів таким чином, що виключає руйнування металізації отворів в процесі травлення, приводить до підвищення надійності друкованої плати. Свердління вторинних наскрізних металізованих отворів, проведення їх хімічної і гальванічної металізації, а також стовпців препрега, утворення при цьому металізованих заглушок дозволяє здійснити гальванічний зв'язок торців внутрішніх контактних площинок первинного наскрізного металізованого отвору плати. Свердління первинних наскрізних металізованих отворів і нарощування гальванічної міді на торці контактних площинок дозволяє підвищити здатність внутрішніх шарів по робочому струму, тобто підвищити надійність її металізації. Припресування підкладок, які збільшують жорсткість, через шар матеріалу, який розріджується шляхом нагрівання пакету перед прикладанням робочого тиску, дозволяє виключити імовірність деформації в процесі пресування в місцях переходу з жорсткої на гнучку ділянки, що підвищує надійність плати. Запропонована багатошарова гнучко-жорстка плата має високу надійність роботи при дії на неї знакозмінних динамічних навантажень багаторазової та одиночної дії, а також при експлуатації її в різних кліматичних умовах. На Фіг.1 зображена багатошарова гнучко-жорстка друкована плата, загальний вигляд; на Фіг.2 - розріз схеми набору пакета багатошарової гнучко-жорсткої друкованої плати; на Фіг.3 розріз пакета багатошарової гнучко-жорсткої друкованої плати після проведення всіх технологічних операцій; на Фіг.4 - виноски І Фіг.3. Багатошарова гнучко-жорстка друкована плата (Фіг.1) містить підкладки 1, жорстку ділянку 2, гнучку ділянку 3, прокладку 4. Жорстка ділянка 2 складається (Фіг.2, 3) із шарів плати 5, 6, 7, 8, 9, 10 сформованих на тонкому гнучкому діелектрику 11, перехідних отворів 12, препрега 13, стовпчиків 14, вторинних наскрізних металізованих отворів 15, первинних наскрізних металізованих отворів 16, шарів хімічної 17 та гальванічної 18 міді, які використовуються в процесі металізації, заглушок 19, внутрішніх контактних площинок 20, хімічної 21 та гальванічної 22 металізації нарощення торців (Фіг.4). Спосіб здійснюють наступним чином. Формують шари плати (Фіг.2) 6, 7, 8, 9 на тонкому гнучкому діелектрику 11 з рисунком схеми на тонкій мідній фользі і перехідними металізованими отворами 12, які з'єднують перший 5 і другий 6 шари плати і передостанній 9 і останній 10 шари в місцях гнучких переходів наносять антиадгезійний шар (на кресленні не показано), який перешкоджає склеюванню їх при пресуванні, після чого шари пресують через препрег 13 з низькою текучістю, при цьому препрег 13 заповнює перехідні дублюючі міжшарові металізовані отвори 12, лише частково, утворюючи при цьому стовпчики 14 (Фіг.3). В отриманому пакеті формують вторинні металізовані отвори 15 (Фіг.3) і проводять першу хімічну і гальванічну металізацію отворів 15, формують шар хімічної 17 і гальванічної 18 міді на верхній частині стовпчиків 14 з низькою текучістю і на стінках вторинних металізованих отворів 15 (Фіг.4), при цьому на верхній частині стовпчиків препрега 14 утворюється заглушки 19. В результаті отримані таким чином дублюючі металізовані перехідні отвори 12 перекриваються шаром міді 18, злегка заглибленим по відношенню до зовнішніх шарів 5, 10 плати, а всі внутрішні контактні площинки 20 і зовнішні шари 5, 10 плати стають електрично з'єднаними між собою. Після цього формують первинні наскрізні отвори 16 і гальванічно нарощують виступи на внутрішніх торцях контактних площинок 20, після чого проводять хімічну 21 і гальванічну 22 металізацію отворів 16 (Фіг.3, 4). Після виготовлення плати, яка містить жорсткі 2 і гнучкі 3 ділянки, через шар матеріалу, наприклад поліетилен високого тиску, який розріджується шляхом нагрівання пакету перед прикладанням робочого тиску, пресують підкладки 1, які збільшують жорсткість плати, при цьому з шару матеріалу утворюється прокладка 4. Література: 1. Федулова А.А., Котов Е.П., Явич Э.Р. Многослойные печатные платы. – М.: Советское радио, 1977. - С.206. Рис.12, 17. 2.Патент ФРН №3535773, кл. Н05КЗ/46, 1987. З.ЕР № 254082 В1, кл. Н05К3/46, 1990. 4. Федулова А.А., Котов Е.П., Явич Э.Р. Многослойные печатные платы. – М.: Советское радио, 1977. - С.197.
ДивитисяДодаткова інформація
Назва патенту англійськоюMultilayer printed-circuit board with rigid and flexible areas and a method for producing the board
Автори англійськоюMelekh Heorhii Stepanovych, Tatarinov Kostiantyn Kostiantynovych, Obukhanych Rostyslav-Oleksandr Vasyliovych, Oliiarnyk Bohdan Oleksiiovych, Bondaruk Artur Bohdanovych, Hrynkovych Orest Stepanovych
Назва патенту російськоюМногослойная печатная плата с жесткими и гибкими участками и способ изготовления платы
Автори російськоюМелех Георгий Степанович, Татаринов Константин Константинович, Обуханич Ростислав-Александр Васильевич, Олиярник Богдан Алексеевич, Бондарук Артур Богданович, Гринькович Орест Степанович
МПК / Мітки
МПК: H05K 3/46
Мітки: гнучко-жорстка, друкована, багатошарова, спосіб, виготовлення, плата
Код посилання
<a href="https://ua.patents.su/3-70414-bagatosharova-gnuchko-zhorstka-drukovana-plata-i-sposib-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Багатошарова гнучко-жорстка друкована плата і спосіб її виготовлення</a>
Спосіб та пристрій для виготовлення композиційного матеріалу, спосіб та пристрій для просочення нитяної структури, спосіб виготовлення багатошарової друкованої плати, друкована плата та багатошарова друкована п
Номер патенту: 27359
Опубліковано: 15.09.2000
Автори: Клімпл Фред Є., Мєдні Джонатас
Мітки: друкована, плати, багатошарової, нитяної, спосіб, структури, друкованої, плата, композиційного, просочення, багатошарова, пристрій, матеріалу, виготовлення
Текст:
...превышающие критические напряжения вспучивания В противном случае будет получена деформированная печатная плата Армирование также должно представлять зеркальное изображение по отношению к нейтральной оси, либо оно должно быть симметричным относительно центральной плоскости, либо плоскости симметрии с целью предотвращения коробления Было обнаружено, что величину натяжения нити следует контролировать таким образом, чтобы натяжения нитей...
Термокомпенсована теплопровідна багатошарова плата і спосіб її виготовлення
Номер патенту: 11766
Опубліковано: 25.12.1996
Автори: Мелех Георгій Степанович, Татарінов Костянтин Костянтинович, Бордюгов Юрій Максимович, Залізко Віктор Олександрович
МПК: H05K 7/20
Мітки: спосіб, термокомпенсована, виготовлення, плата, багатошарова, теплопровідна
Формула / Реферат:
1. Термокомпенсированная теплопроводя-щая многослойная плата, содержащая теплопроводное термокомпенсирующее основание, выполненное в виде пластины из металла, на противоположных поверхностях которой размещены жестко соединенные с ней слои металла с одинаковыми термическими коэффициентами линейного расширения, величина которых больше величины термического коэффициента линейного расширения металла пластины, расположенные на противоположных...
Спосіб виготовлення композитної шаруватої конструкції, підкладка для плати з печатним монтажем та багатошарова плата з печатним монтажем на її основі
Номер патенту: 26362
Опубліковано: 30.08.1999
Автор: Мідделман Ерік
МПК: H05K 3/02, B29B 15/10, B29C 70/04
Мітки: основі, плата, шаруватої, плати, печатним, композитної, спосіб, монтажем, виготовлення, багатошарова, конструкції, підкладка
Формула / Реферат:
1. Способ изготовления композитной слоистой конструкции, включающий этап снабжения однонаправленно ориентированных параллельных волокон (ОН-волокон) матрицей из смолы для образования композитного ОН-слоя и этап наслаивания множества композитных ОН-слоев для образования ОН-перекрестно-армированной слоистой конструкции, отличающийся тем, что на первом этапе ОН-волокна пропитывают смолой, которая затвердевает при температуре ниже определенной...
Багатошарова панель із полімерного композиційного матеріалу (варіанти) та спосіб її виготовлення
Номер патенту: 45606
Опубліковано: 15.04.2002
Автори: Тарасов Геннадій Васильович, Рассамакін Борис Михайлович, Старіков Леонід Михайлович, Немінський Георгій Вікентійович
Мітки: виготовлення, багатошарова, панель, спосіб, варіанти, композиційного, полімерного, матеріалу
Формула / Реферат:
1. Багатошарова панель із полімерного композиційного матеріалу, що містить зовнішні обшивки, між якими розміщено заповнювач, яка відрізняється тим, що заповнювач виконано принаймні із трьох гофрованих шарових пакетів, що стикаються між собою, причому повздовжні осі гофрів суміжних шарових пакетів розташовані у взаємно-перехресних напрямках.2. Багатошарова панель із полімерного композиційного матеріалу, що містить зовнішні обшивки, між...
Багатошарова попередньо відформована заготовка, спосіб її виготовлення, багатошарова посудина та спосіб її виготовлення
Номер патенту: 28068
Опубліковано: 16.10.2000
Автори: Дарр Річард К., Слат Уільям Е.
МПК: B65D 1/02, B65D 23/00
Мітки: попередньо, спосіб, виготовлення, відформована, багатошарова, посудина, заготовка
Текст:
...что в способе изготовления многослойного сосуда из предварительно отформованной заготовки, имеющей толщину, дифференцированную по длине, включающем использование сред 28068 ства для экструзии, согласно изобретению, используют средство для экструзии, снабженное средством для установки толщины материала, выдавливают предварительно отформованный вкладыш, имеющий, по меньшей мере, внутренний слой материала, посредством средства для...
Попередній патент: Спосіб виробництва кисломолочного йогурту
Наступний патент: Спосіб оцінки ефективності лікування хворих на гострий інфаркт міокарда
Випадковий патент: Шлакова чаша