Багатошарова попередньо відформована заготовка, спосіб її виготовлення, багатошарова посудина та спосіб її виготовлення




Текст
УКРАЇНА (19) UA (11)28068 (із) С2 (51)6 B65D1/02, 23/02 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ ДО ПАТЕНТУ НА ВИНАХІД (54) БАГАТОШАРОВА ПОПЕРЕДНЬО ВІДФОРМОВАНА ЗАГОТОВКА, СПОСІБ її ВИГОТОВЛЕННЯ, БАГ АТОШАРОВА ПОСУДИНА ТА СПОСІБ її ВИГОТОВЛЕННЯ (21)97020487 (22)16 06 1995 (24)16 10 2000 (31)08/271,088 (32)06 07 1994 * '/ * " ' (33) US (46) 16 10 2000, Бюл №5, 2000 р (72) Слат Уїльям Е , US, Дарр Річард К , US (73) ПЛАСТІПЕК ПЕКЕДЖІНГ, ІНК , US (86) PCT/US95/07631, 16 06 1995 (56) 1 Патент США № 4741936, МПК6 В 65 D 1/02, 03 05 88 г 2 Патен т США № 4 646925 , МПК 6 В 65 D 1/02, 3 05 87 г 3 Патен т США № 3 869056 , МПК 6 В 65 D 1/02, 4 03 75 г (57) 1 Многослойная предварительно отформо ванная заготовка для дутьевого формования со суда, включающая охватывающий внутренний слой, который образует полость и включает верх нюю часть приспособленную для формования в верхнюю часть сосуда, промежуточную часть, примыкающую к вер хней части и приспособлен ную для формования в промежуточн ую часть со суда, и донн ую часть, примыкающую к промежу точной части и приспособленную для формования в донную часть сосуда, и внешний слой, располо женный вблизи внутреннего слоя, отличающаяся тем, что вн утренний слой является выдавленным слоем и его верхняя часть имеет первую толщину, его промежуточная часть имеет вторую толщин у, большую, чем первая толщина, и его донная часть имеет третью толщину, большую, чем вторая толщина, а внешний слой я вляется слоем полу ченным литьем под давлением 2 Заготовка по п 1, отличающаяся тем, что до полнительно включает выдавленный барьерный слой материала, расположенный между вн утрен ним и внешним слоями, причем барьерный слой выдавлен совместно с внутренним слоем 3 Заготовка по п 1, отл ичающаяся тем, что внутренний и внешний слои имеют верхние кром ки, и вер хняя кромка внутреннего слоя перекры вает верхнюю кромку внешнего слоя 4 Заготовка по п 3, отличающаяся тем, что верхняя кромка внутреннего слоя вы тянута попе рек промежуточной части вн утреннего слоя и по верх верхней кромки внешнего слоя 5 Заготовка по п 1 , отл ичающаяся тем, что внешний слой образован из повторно используемого пластика, а внутренний слой образован из полиэтилентерефталата 6 Заго товка по п 1, о тли чающаяся тем, что включает барьерный слой из сополимеров этиле на и винилового спирта 7 Заготовка по п 1, отличающаяся тем, что внешний, полученный литьем под давлением слой, включае т имеющую резьбу вер хнюю часть, расположенную вблизи верхней части вн утренне го слоя 8 Заготовка по п 1, отличающаяся тем, цто внешний слой окрашен 9 Способ изготовления многослойной предвари тельно отформованной загото вки, имеющей тол щин у, ди фференцированную по длине, включаю щий использование сре дства для экстр узии, от личающийся тем, что используют средство для экстр узии, снабженное средством для установки толщины материала, выдавливают предваритель но отформованный вкладыш, имеющий, по мень шей мере, внутренний слой материала, посредст вом сре дства для экстр узии , изменяют то лщин у вн утренне го слоя по длине предвари тельно о т формованного вкладыша при выдавливании с помощью средства для установки толщины и о т ливают под давлением внешний слой материала, расположенный вблизи внутреннего слоя 10 Способ по п 9, отличающийся тем, что до во дят конфигурацию предварительно отформован ного вкладыша до конфигурации предварительно отформованной заготовки посредством пневмоформовочной машины 11 Способ по п 9, отл ичающийся тем, что при выдавливании предварительно отформованного вкладыша дополнительно осуществляют совмест ное выда вли вание барьерного слоя материала , расположенного вблизи внутреннего слоя 12 Способ по п 9, отличающийся тем, что пред варительно отформованный вкладыш формуют с первым концом и боковой поверхностью и допол нительно формируют выступ на первом конце, выступающий за боковую поверхность вкладыша 13 Способ по п 12, отличающийся тем, что до полнительно включают стадию формования, при которой выда вли вают ребро на боковой по вер х ности внутреннего вкладыша, выступающее за боковую поверхность предварительно отформо ванного вкладыша, и разрезают предварительно СМ О 00 CD О 0Q см 28068 отформованный вкладыш по ребру для образования выступа на первом конце предварительно отформованного вкладыша. 14 Способ по п 13 , отл ича ющийся тем, что внешний слой формуют с верхней кромкой и дополнительно вводят предварительно отформованный вкладыш в форму для литья под давлением и осуществляют литье под давлением, включающее отливку внешнего слоя материала, расположенного вблизи предварительно отформованного вкладыша с примыканием верхней кромки к первому концу и расположением выступа поверх верхней кромки 15. Способ по п 9 , о тлича ющийся тем, что вн ут ренний слой предварительно отформованного вкладыша формуют состоящим из верхней части, промежуточной части и донной части, а при изме нении толщины дополнительно регулируют сред ство для установки толщины материала для полу чения первой толщины зерхней части, регулир уют средство для установки толщины материала для получения второй толщины промежуточной части, большей, чем первая толщина, и регулируют средство для установки толщины материала для получения тре тьей толщины донной части, боль шей, чем вторая толщина 16. Многослойный сосуд, содержащий вер хнюю часть оболочки, промежуточную часть оболочки и донную часть оболочки, при этом промежуточная часть оболочки образована из, по меньшей мере, внутреннего и внешнего слоев и расположена вблизи верхней части оболочки, донная часть оболочки образована из, по меньшей мере, вн ут реннего и вне шнего слое в, расположена вблизи промежуточной части оболочки и приспособлена для поддержания сосуда, отличающийся тем, что вер хняя часть оболочки образована из, по мень шей мере, внутреннего слоя и внешнего слоя, при этом вн утренний слой материала имеет первую толщин у в вер хней части обо лочки, втор ую тол щину в промежуточной части оболочки, меньшую, чем первая толщина в вер хней части оболочки, и третью толщин у в донной части оболочки, боль шую, чем вторая толщина в промежуточной части оболочки 17. Сосуд по п 16, отли чающийся тем, что вклю чает барьерный слой из материала в виде сопо лимеров этилена и винилового спирта. 18 Сосуд по п 16, отличающийся тем, что внутренний слой материала образован из полиэтилентерефталата, а внешний слой образован из повторно используемого пластика 19. Сосуд п о п . 16 , о тличающи йся тем , что до полнительно содержит барьерный слой, располо женный между внутренним и внешним слоями 20. Сосуд по п 19, отличающийся тем, что барь ерный слой образован выдавливанием 21. Сосуд по п. 19, отли чающийся тем, что барь ерный слой имеет одинаковую толщину 22 Сосуд по п 16, отличающийся тем, что имеет верхний конец, а внутренний и наружный слои имеют верхние кромки, расположенные вблизи верхнего конца, при этом верхняя кромка внутреннего слоя перекрывает верхнюю кромку внешнего слоя. 23. Сосуд по п. 16, отличающийся тем, что вн утренний слой является выдавленным и сформованным дутьем, а наружный слой является отлитым под давлением и сформованным дутьем 24 Сосуд по п. 16, отл ичающийся тем, что тре тья толщина вн утренне го слоя я вляе тся ра вной первой толщине. 25 Сосуд по п. 16, отл ичающийся тем, что тре* тья толщина внутреннего слоя превышает первую толщину. 26, Способ изготовления многослойного сосуда из предварительно отформованной заготовки, имеющей толщину, дифференцированную по длине, включающий использование средства для экстр узии, отличающийся тем, что используют средство для экстр узии, снабженное средством для установки толщины материала, выдавливают предварительно отформованный вкладыш, имеющий, по меньшей мере, внутренний слой материала, посредством средства для экстр узии, изменяют толщин у вн утреннего слоя по длине предварительно отформованного вкладыша при выдавливании с помощью средства для установки толщины, отливают под давлением внешний слой материала, расположенный вблизи внутреннего слоя, формуют предварительно отформованную заготовку и осуществляют дутьевое формование отформованной заготовки в сосуд 27. Способ по п 26, о тлича ющийся тем, что при выдавливании предварительно отформованного вкладыша осуществляют совместное выдавлива ние барьерного слоя материала, расположенного вблизи внутреннего слоя 28 Способ по п. 26, о тли чающийся тем, что внутренний слой предварительно отформованного вкладыша форм уют из вер хней части, промежу то чной ча сти и донной ча сти , а при изменении толщины дополнительно регулируют средство для установки толщины материала для получения первой толщины верхней части, регулируют сред ство для установки толщины материала для полу чения второй толщины промежуточной части, меньшей, чем первая толщина, и регулируют средство для установки толщины материала для получения тре тьей толщины донной части, боль шей, чем вторая толщина. 29 Способ по п. 28, отличающийся тем, что при дутьевом формовании поддерживают верхнюю часть вн утреннего слоя предварите льно отфор мованного вкладыша, свободного от дутьевого формования, и формуют вер хнюю часть оболочки сосуда, имеющую первую толщину, осуществляют дутьевое формование промежуточной части внут реннего слоя предварительно отформованного вкладыша в промежуточн ую часть оболочки сосу да, имеющую вторую толщин у, меньшую, чем верхняя часть оболочки, и осуществляют дутьевое формование донной части внутреннего слоя предварительно отформованного вкладыша в донную часть оболочки сосуда, имеющую тре тью толщину, большую, чем толщина промежуточной части оболочки 28068 Изобретение относится к сосудам и к предварительно отформованным заготовкам для изготовления сосудов, а более точно - к многослойным сосудам и к предварительно отформованным заготовкам для изготовления сосудов Обычно многослойные сосуды изготавливают с использованием различных материалов для слоев, при этом каждый материал имеет особое сэойство, что делает его пригодным для выполнения конкретной функции слоя Многослойные сосуды изготавли вают различными путями например, с помощью представленных ниже приспособлений и способов В качестве прототипа заявляемого изобретения принята многослойная предварительно отформованная заготовка для дутьевого формования сосуда включающая охватывающий внутренний слой который образует полость и еключает верхнюю часть приспособленную для формования в вер хн юю часть со суда , промежуто чн ую часть, примыкающую к верхней части и приспо собленную для формования в промежуточн ую часть сосуда и донную часть примыкающую к промежуточной части и приспособленную для формования в донную часть сосуда, и внешний слой [1 ] В этом патенте раскрыта ламинированная, предварительно отформованная заготовка для изготовления многослойной полиэфирной бутылки Способ изготоапения предварительно отформованной заготовки включает формование совместным выдавливанием трубки, имеющей внутренний и внешний слои из сложного полиэфира, образованного, главным образом, из звеньев этилентерефталата и промежуточного слоя из задерживающей кислород смолы, расположенного между внутренним и внешним слоями Также желательно между двумя смежными слоями располагать связующую смолу Толщина слоев многослойной трубки задается постоянной Способ изготовления предварительно отформованной заготовки включает охлаждение внешней части прессованной многослойной трубки путем контакта с водой и одновременно введение инертного газа внутрь тоубки, чтобы охладить внутреннюю часть Затем трубку формуют вытягиванием в многослойную удлиненную бутылку В патенте [1] раскрыта технология изготовления многослойной бутылки из множества сло ев имеющи х разные свойства для выполнения различных функций, но не раскрыт способ или приспособление для изменения толщины выбранных частей бутылки и отдельных слоев В соответствии с этим, толщина каждой части бутылки ограничивается возможностью достижения той же толщины в других частя х, вследствие чего сужается применимость сосуда За прототип заявляемого изобретения принят также способ изготовления многослойной предварительно отформованной заготовки, имеющей толщин у, ди фференцированную по длине, включающий и спользование средства для экстр узии [2] В этом патенте раскрыто изготовление литьем под давлением многослойной предварительно отформованной заготовки для изготовления бутылки вытягиванием Предварительно отформованную заготовк у формуют с горловинной частью с открытым концом и частью для сцепления с крышкой Она также содержит толстую сіаканную часть, предназначенную для вытягивания, и закрытую донную часть Горловинную часть и внутренние стенки донной и стаканной частей выполняют как одно целое из термопластичного полиэфира Тонкий промежуточный слой из задерживающей газ термопластичной смолы образуют на внутренних стенках стаканной и донной частей таким образом что верхний конец промежуточного елся доходит до точки, которая находится несколько ниже горлоеинной части Внешний слой термопластичного полиэфира образуют в такой пространственной связи что он покрывает промежуточный слой Соединение осуществляют непосредственно на промежуто чном слое между внешним слоем и горловинной частью несколько ниже горловинной части При изготовлении предварительно отформованной заготовки литьем под давлением изменение толщины непосредственно зависит от конфигурации формы Следовательно, конструкция особой топщины не может быть изготовлена до те х пор, пока не изготовлена нозая форма, вследствие чего уменьшается степень свободы при изменении толщины, которая необходима для уменьшения ограничений связанных с выпопненыем различных функций Поскольку разные части сосудов выполняют различные функции, часто желательно изменить толщин у стенок сосуда в конкретной части, исходя из ее функции Например когда часть сосуда используется как опора всего сосуда, для получения дополнительной прочности желательно сделать более толстую стенку Однако такая дополнительная толщина может быть нежелательной для других частей сосуда, к примеру для боковых стенок изза таких заданных факторов, как гибкость, прозрачность и эффективность использования материала Поэтому для однослойных и многослойных сосудов часто желательно изменять толщину слоев в разных частях сосуда Прототипом предлагаемого изобретения является также многослойный сосуд содержащий верхнюю часть оболочки промежуточн ую часть оболочки и донную часть оболочки, при этом промежуточная часть оболочки образована из, по меньшей мере, внутреннего и внешнего слоев и расположена вблизи верхней части оболочки донная часть оболочки образована из, по меньшей мере, внутреннего и внешнего слоев, расположена вблизи промежуточной части оболочки и приспособлена для поддержания сосуда [3] В этом патенте раскрыт многослойный полый пластмассовый сосуд Сосуд имеет внутренний термопластичный слой и внешний спои, полученный прессованием Сосуд также имеет как одно целое открытую горло винную, или ободковую часть при этом толщина слоев в горловинной и ободкоаой частях больше, чем толщина слоев в остальных частя х сосуда В верхнем конце сосуда вн утренний слой сосуда перекрывает вне шний слой сосуда в горловинной, или ободковой части Хотя это т патент раскрывает сосуд с горловинной частью, имеющей иную толщину по сравнению с толщиной остапьных частей сосуда др угие части не могут изготавливаться с изменяющейся толщиной 28068 За прототип заявляемого изобретения принят также способ изготовления многослойного сосуда из предварительно отформованной заготовки, имеющей толщин у, ди фференциро ванн ую по длине, включающий использование средства для экструзии [3] Недостаток известной предварительно отформованной заготовки заключается в том, что толщина соста вляющи х ее слоев одинакова по всей ее длине В результате этого, заготовка является неприемлемой для изготовления сосудов, имеющих различную толщину стенок, что существенно сужает область ее использования С помощью такой заготовки отформовывается сосуд, имеющий равнотолщинные слои При такой технологии не соблюдаются требования экономии материала, снижения стоимости продукции и требования переменной прочности сосуда по длине Кроме того, технология изготовления всех слоев {в том числе и внешнего) методом совместного выдавливания ограничизает возможность разграничения функций этих слоев, где бы, например, внешний слой, в отличие от внутреннего и барьерного, можно было бы использовать для изменения конструктивной формы, цвета и прочих эстетических целей предварительно изготовленной заготовки Недостатком известного способа изготовления предварительно отформованной заготовки является использование несовершенного в смысле конструктивного исполнения средства для экструзии, не позволяющего осуществлять гибкое регулирование толщины стенок сосуда в разных его частях, что влечет за собой повышение стоимости изготовления продукции, связанное с неэкономным расходом исходного материала, и неудовлетворительные прочностные характеристики продукции Кроме того, известная технология не обеспечивает придания внешнему слою функций, отличных от функций остальных слоев. Недостаток известного многослойного сосуда заключается в том, что его основные функциональные части изготовлены из слоев материала, имеющих одинаковую толщину Это ведет к отсутствию экономии материалов, увеличению стоимости сосуда и невозможности обеспечения переменной прочности в различных его частях Недостаток известного способа изготовления многослойного сосуда состоит в отсутствии операции регулирования толщины его стенок по причине отсутствия соответствующих технических средств Толщина стенок сосуда, изготовленного согласно этому способу, имеет одинаковую величину (кроме горловинной части, которая мало влияет на эксплуатационные характеристики сосуда), что сопряжено с неэкономным расходом материала, повышенными затратами и одинаковой прочностью стенок сосуда по длине Методика изготовления внешнего слоя сосуда приравнивает его функции к функциям остальных слоев В основу изобретения поставлена задача расширения функциональных возможностей многослойной предварительно отформованной заготовки путем придания верхней, промежуточной и донной частям внутреннего слоя заготовки разных толщин и установления оптимальных величин последних, а также изготовления внешнего слоя заготовки методом литья под давлением, что обеспечивает возможность регулирования толщины внутренней стенки сосуда, и, тем самым, позволяет экономить материал, идущий на его изготовление, и снизить стоимость сосуда, обеспечивает переменную прочность его по длине, а также позволяет придать вне шнем у слою функцию опорного элемента, формообразования либо окрашивающего слоя В основу изобретения поставлена также задача повышения рентабельности способа изготовления многослойной предварительно отформованной заготовки путем применения средства для экструзии, оснащенного средством для установления толщины материала, образования предварительно отформованного вкладыша и отливки внешнего слоя, что обеспечивает возможность регулирования толщины внутренней стенки сосуда, и, тем самым, позволяет экономить материал, идущий на его изготовление, и снизить стоимость сосуда, обеспечивает переменную прочность его по длине, а также позволяет придать внешнему слою функцию опорного элемента, формообразования либо окрашивающего слоя В основу изобретения поставлена также задача снижения себестоимости и улучшения эксплуатационных показателей многослойного сосуда путем придания различной толщины входящим в его состав слоям, что обеспечивает возможность регулирования толщины внутренней стенки сосуда, и, тем самым, позволяет экономить материал, идущий на его изготовление, и снизить стоимость сосуда, а также обеспечивает переменную прочность его по длине В основу изобретения поставлена также задача повышения эффективности способа изготовления многослойного сосуда путем осуществления дифференциации толщины предварительно отформованной заготовки, предназначенной для изготовления сосуда, по ее длине с помощью экструдера, имеющего средство для установки толщины материала, образования предварительно отформованного вкладыша, отливки под давлением внешнего слоя и последующего дутьевого формования предварительно отформованной заготовки, что обеспечивает возможность регулирования толщины внутренней стенки сосуда, и, тем самым, позволяет экономить материал, идущий на его изготовление, и снизить стоимость сосуда обеспечивает переменную прочность его по длине, а также позволяет придать внешнему слою функцию опорного элемента, формообразования либо окрашивающего слоя Поставленная задача достигается за счет того, что в многослойной предварительно отформованной заготовке для дутьевого формования сосуда, включа ющей охва тыва ющий вн утренний слой, который образует полость и включает верхнюю часть, приспособленную для формования в верхнюю часть сосуда, промежуточную часть, примыкающую к верхней части и приспособленную для формования в промежуточн ую часть сосуда, и донную часть, примыкающую к промежуточной части и приспособленную для формования в донную часть сосуда, и внешний слой, расположенный вблизи вн утренне го слоя, со гласно изо 28068 бретению, внутренний слой является выдавленным слоем, и его верхняя часть имеет первую толщин у, его промежуточная часть имеет вторую толщин у, большую, чем первая толщина, и его донная часть имеет третью толщину, большую, чем вторая толщина, а внешний слой является слоем, полученным литьем под давлением Кроме того, заготовка дополнительно включает выдавленный барьерный слой материала, расположенный между внутренним и внешним слоями, причем барьерный слой выдавлен совместно с внутренним слоем, при этом внутренний и внешний слои имеют верхние кромки, и верхняя кромка внутреннего слоя перекрывает верхнюю кромку внешнего слоя Верхняя кромка внутреннего слоя может быть вытянута поперек промежуточной части вн утреннего слоя и поверх верхней кромки внешнего слоя, а внешний слой образован из повторно используемого пластика, а внутренний слой образован из полиэтилентерефталата Заготовка может включать барьерный слой из сополимеров этилена и винилового спирта Внешний, полученный литьем под давлением слой заготовки включает имеющую резьбу верхнюю часть, расположенную вблизи верхней части внутреннего слоя, причем внешний слой может быть окрашен Поставленная задача достигается также тем, что в способе изготовления многослойной предварительно отформованной заготовки, имеющей толщин у, ди фференцированную по длине, включающем использование средства для экструзии, согласно изобретению, используют средство для экструзии, снабженное средством для установки толщины материала, выдавливают предварительно отформованный вкладыш, имеющий, по меньшей мере, внутренний слой материала, посредством средства для экструзии изменяют толщин у внутреннего слоя по длине предварительно отформованного вкладыша при выдавливании с помощью средства для установки толщины и отлиэают под давлением внешний слой материала, расположенный вблизи внутреннего слоя При этом доводят конфигурацию предварительно отформованного вкладыша до конфигурации предварительно отформованной заготовки посредством пневмоформовочной машины, а при выдавливании предварительно отформованного вкладыша дополнительно осуществляют совместное выдавливание барьерного слоя материала, расположенного вблизи внутреннего слоя, причем предварительно отформованный вкладыш формуют с первым концом и боковой поверхностью и дополнительно формируют выступ на первом конце, выступающий за боковую поверхность вкладыша Заявляемый способ дополнительно включает стадию формования, при которой выдавливают ребро на боковой поверхности вн утреннего вкпадыша, выступающее за боковую поверхность предварительно отформованного вкладыша, и разрезают предварительно отформованный вкладыш по ребру для образования выступа на первом конце предварительно отформованного вкладыша. Кроме того, внешний слой формуют с верхней кромкой и дополнительно вводят предварительно отформованный вкладыш в форму для литья под давлением и осуществляют литье под давлением, включающее отливку внешнего слоя материала, расположенного вблизи предварительно отформованного вкладыша с примыканием верхней кромки к первому концу и расположением выступа поверх верхней кромки, а внутренний слой предварительно отформованного вкладыша формуют состоящим из верхней части, промежуточной части и донной части, а при изменении толщины дополнительно регулируют средство для установки толщины материала для получения первой толщины верхней части, регулир уют средство для установки толщины материала для получения второй толщины промежуточной части, большей, чем первая толщина, и регулируют средство для установки толщины материала для получения третей толщины донной части, большей, чем вторая толщина. Поставленная задача достигается, кроме того, тем, что в многослойном сосуде, содержащем верхнюю часть оболочки, промежуточную часть оболочки и донную часть оболочки, при этом промежуточная часть оболочки образована из, по меньшей мере, внутреннего и внешнего слоев и расположена вблизи верхней части оболочки, донная часть оболочки образована из, по меньшей мере, внутреннего и внешнего слоев, расположена вблизи промежуточной части оболочки и приспособлена для поддержания сосуда, согласно изобретению, верхняя часть оболочки образована из, по меньшей мере, внутреннего слоя и внешнего слоя, при этом внутренний слой материала имеет первую толщину в верхней части оболочки, вторую толщину в промежуточной части оболочки, меньшую, чем первая толщина в верхней части оболочки, и третью толщину в донной части оболочки, большую, чем вторая толщина в промежуточной части оболочки. Кроме того, сосуд включает также барьерный слой из материала в виде сополимеров этилена и винилового спирта, вн утренний слой материала образован из полиэтилентерефталата, а внешний слой образован из повторно используемого пластика. Сосуд дополнительно может содержать барьерный слой, расположенный между внутренним и внешним слоями, который образован выдавливанием и имеет одинаковую толщину. Сосуд также имеет верхний конец, а внутренний и наружный слои имеют верхние кромки, расположенные вблизи верхнего конца, при этом верхняя кромка внутреннего слоя перекрывает верхнюю кромку внешнего слоя Кроме того, внутренний слой сосуда является выдавленным и сформованным дутьем, а наружный слой является отпетым под давлением и сформованным дутьем, причем третья толщина внутреннего слоя может быть равной первой толщине либо превышать ее Поставленная задача достигается также за счет того, что в способе изготовления многослойного сосуда из предварительно отформованной заготовки, имеющей толщину, дифференцированную по длине, включающем использование сред 28068 ства для экструзии, согласно изобретению, используют средство для экструзии, снабженное средством для установки толщины материала, выдавливают предварительно отформованный вкладыш, имеющий, по меньшей мере, внутренний слой материала, посредством средства для экструзии, изменяют толщину внутреннего слоя по длине предварительно отформованного вкладыша при выдавливании с помощью средства для установки "олщины, отли вают под давлением внешний слой материала, расположенный вблизи внутреннего слоя, формуют предварительно отформованную заготовку и осуществляют дутьевое формование отформованной заготовки в сосуд. При этом при выдавливании предварительно отформованного вкладыша осуществляют совместное выдавливание барьерного слоя материала, расположенного вблизи внутреннего слоя, а внутренний слой предварительно отформованного вкладыша формуют из верхней части , промежуточной части и донной части, а при изменении толщины дополнительно регулируют средство для установки толщины материала для получения первой толщины верхней части, регулир уют средства для установки толщины материала для получения второй толщины промежуточной части, меньшей, чем первая толщина, и регулир ует средство для установки толщины материала для получения третьей толщины донной части, большей, чем вторая толщина При дутьевом формовании поддерживают верхнюю часть вн утреннего слоя предварительно отформованной заготовки свободной от дутьевого формования и формуют верхнюю часть оболочки сосуда, имеющую первую толщину, осуществляют дутьевое формование промежуточной части внутреннего слоя предварительно отформованной заготовки в промежуточн ую часть оболочки сосуда, имеющую втор ую толщин у, меньшую, чем верхняя часть оболочки, и осуществляют дутьевое формование донной части внутреннего слоя предварительного отформованной заготовки в донную часть оболочки сосуда, имеющую тре тью толщину, большую, чем толщина промежуточной части оболочки. Способ изготовления сосуда содержит в дополнение к описанным выше стадиям образования предварительно отформованной заготовки стадию раздувного формования предварительно отформованной заготовки, проводимую во время или сразу же после выдавлиеания предварительно отформованной заготовки. Соответственно, предварительно отформованная заготовка приобретает конфигурацию формы для раздувания, которая создает конфигурацию сосуда В результате это го, образ уется многослойный сосуд, имеющий изменяющуюся толщину вн утренней оболочки Детали настоящего изобретения изложены в последующи х описании и чертежах, на которых одинаковые ссылочные обозначения относятся к аналогичным элементам. фи г 1 - вертикальная проекция предварительно отформованной заготовки по изобретению; фигура 2, 3 и 4 - увеличенные поперечные сечения разных областей предварительно отформованной загото вки на фиг. 1 , о тражающие о тноси тельные изменения толщины между разными областями предварительно отформованной заготовки, фиг 5 - увели ченное поперечное сечение верхнего конца предварительно отформованной заготовки по изобретению на фиг. 1, фиг 6 и 7 - упрощенные представления способа для изготовления предварительно отформованной заготовки, показывающие стадию выдавливания, стадию разрезания и стадию литья под давлением по изобретению; фиг 8 - вертикальная проекция и увеличенное поперечное сечение предварительно отформованного вкладыша после стадий выдавливания, раздувного формования и разрезания, выполняемых так, как показано на фиг. 6 и 7, фиг 9 - вертикальная проекция сосуда, изготовленного в соответствии со стадиями способа, показанными на фиг 6 и 7, фиг. 10, 11 и 12 - увеличенные поперечные сечения разных областей сосуда, на которых показана относительная толщина слоев, образующих сосуд, фиг 13 - вертикальная проекция, показывающая способ раздувного формования предварительно отформованной заготовки в сосуд На чертежах одинаковые ссылочные номера и буквы означают одни и те же элементы На фиг 1 показана вертикальная проекция предварительно отформованной заготовки, в соответствии с принципами настоящего изобретения, обозначенной в целом номером 1 В типичном случае предварительно отформованная заготовка 1 включает имеющую резьбу и фланец вер хнюю часть 2, наклонную промежуточную часть 3, вертикальную промежуточн ую часть 4 и донную часть 5. В конфигурации, показанной на фиг. 1 предварительно отформованная заготовка 1 приспособлена для формования раздувом в сосуд (показанный на фиг. 9), согласно принципам настоящего изобретения. На фиг 2 показана предварительно отформованная заготовка 1, предпочтительно изготовленная из трех слоев материала, из охватывающего внутреннего слоя 6, охватывающего барьерного слоя 7 и охва тывающе го вне шнего слоя 8 Как можно видеть из фигур 2-4, толщина внутреннего слоя изменяется в соответствии с конкретными частями предварительно отформованной заготовки 1 В трехслойном воплощении барьерный слой 7 и внешний слой 8 сохраняют постоянную толщину АА и ВЕЗ соответственно, по существу, на всем протяжении корпуса предварительно отформованной заготовки 1 Внешний слой изменяет толщину в имеющей резьбу и фланец верхней части 2. Внутренний слой 6 изменяется по толщине в зависимости от ЧИСТИ бутылки, т е от имеющей резьбу и фланец верхней части 2, наклонной и вертикальной промежуточных частей 3 и 4 и донной части 5 Предпочтительно, если внутренний слой 6 и барьерный слой 7 выдавлены посредством экструзионного способа, рассмотренного ниже, а внешний слой 8 образован на выдавленных слоях с помощью способа литья под давлением, который позволяет создать имеющую резьбу верхнюю часть 2. В рез ультате использования экструзион 28068 ного способа, толщину внутреннего слоя 6 можно регулировать в зависимости от функций, которые должны выполняться разными частями, составляющими предварительно отформованную заготовку 1 и сосуд Изменения толщины внутреннего слоя 6 желательны по нескольким причинам, которые включают эстетику, эффективное использование материала и снижение стоимости, а также требование переменной прочности Эффективность использования материала показывается на примере внутреннего слоя 6 в верхней части 2, э которой внутренний слой 6 самый тонкий Соображения прочности подтверждаются донной частью 5, в которой требуется подкрепление, и, как следствие этого, внутренний слой 6 самый толстый Фигуры 2-4 представляют собой увеличенные детализированные виды узлов А, В и С, соответственно выделенные на фи г 1, где вн утренний слой 6 выполнен, предпочтительно, из полиэтилентерефталата или из п ол и этил ен-н афта лата Полиэтилен-нафталат, если его использование в качестве внутреннего слоя, соприкасающегося с содержимым, санкционирует управление по контролю над качеством пищевых и фармацевтических продуктов (FD A), является предпочтительным материалом Барьерный слой 7 выполняют, что предпочтительно, из полиэтилен-нафталата, сарана и сополимеров этилена и винило во го спирта или сополимеров с акрилонитрилом, таких как Вагех 210 Термин саран используется в его обычном, торговом понимании, когда предполагаются полимеры, полученные, например, полимеризацией винилиденхлорида и аинилхлорида или метилакрилата Дополнительные мономеры также могут быть включены, что хорошо известно Наиболее часто используют полимеры винилиденхлорида, но другие материалы, представляющие собой барьер для кислорода, также хорошо известны Как показано на фиг 2, толщина вн утреннего слоя 6 в промежуточных частя х обозначается как СС Толщина СС - это средняя толщина по сравнению с толщиной в вер хней и донной частях В промежуточных частя х 3 и 4 слой средней толщины используют потому, что этот участок оболочки предварительно отформованной заготовки используется для целей удержания, но не для опоры На фиг 3 толщина внутреннего слоя 6 показана для донной части 5 как DD Толщина DD больше, чем толщина СС, причем толщина DD превышает толщин у СС примерно на 25-30% Большая толщина DD предпочтительна для донной части 5 по той причине, что донная часть 5 используется для опоры сосуда {показанного на фиг 9), изготовленного из предварительно отформованной заготовки 1 Донную часть формуют в сьабженную ножками опорную часть (показанную на фиг 9), и поэтому она вынужденно более толстая, поскольку должна выдерживать массы сосуда и его содержимого Что касается фиг 4, то, как на ней показано, внутренний слой 6 имеет толщин у СС до тех пор, пока он не достигнет имеющей резьбу верхней части 2 предварительно отформованной заготовки 1 В имеющей резьбу верхней части 2 толщина внутреннего слоя 6 равна ЕЕ, что меньше толщины СС, причем это уменьшение толщи ны относительно толщины СС составляет примерно 25-50% Поскольку в имеюще й резьбу верхней части 2 нет необходимости иметь средства для удержания или для опоры, то предпочтительно, чтобы используемая толщина ЕЕ обеспечивала экономию материала На фигурах 2-4 барьерный слой 7 и внешний слой 8 показаны имеющими постоянную толщину АА и ВВ соо тве тственно Поскольку барьерами слой 7 выдавливают совместно с внутренним слоем 6, его толщина также может изменяться Однако в общем случае в этом нет необходимости, так как барьерный слой 7 функционирует только как барьер для вещества, но не как средство для опоры, и постоянная толщина барьера вполне достаточная для его действия безотносительно толщины других сдоев Толщина ВВ внешнего слоя 8 задается литьем под давлением (показанным схематично на фиг 9) и в типичном спучае она одинаковая по всей предварительно отформованной заготовке 1 В типичном случае внешний слой 8 используют для конструктивного изменения предварительно отформованной заготовки, к примеру, для образования резьбы с целью укупорки колпачками, а впоследствии - сосуда (показанного на фиг 9), а также для решения эстетических задач, к примеру, для придания сосуду нужного цвета ипи создания маркировки Увеличенный в поперечном сечении вид имеющей резьбу верхней части 2 предварительно отформованной заготовки 1 показан на фиг 5 Как можно видеть, обращая внимание на верхний открытый конец 9 предварительно отформованной заготовки 1, внутренний слой 6 имеет выступ 10, вытян утый, по суще ству, поперек вн утреннего слоя 6 и проходящий по верхним кромкам 11 и 12 барьерного слоя 7 и внешнего слоя 8 соответственно Конфигурация выступа и его связи с барьерным слоем 7 и с внешним слоем 8 образуются во время выполнения способа, рассмотренного ниже, т е сочетанием стадий вы давли вания и литья под давлением Выступ 10 создают для сохранения внутреннего слоя 6 в качестве единственного слоя, который соприкасается с удерживаемым в сосуде (показанном на фиг 9) содержимым даже при удалении содержимого из сосуда, к примеру, п утем разлива Способ изготовления предварительно отформованной заготовки 1 будет описываться со ссылками на фигуры 6 и 7 При изготовлении предварительно отформованной заготовки 1 внутренний слой 6 и барьерный слой 7 (см фиг 1), если он используется, выдавливают с помощью средства для экструзии (экструдера) 13 и зкструзионной головки 14 В соответствии с этим, расплав 15 формуют в имеющий преимущественно цилиндрическую конфигурацию элемент 16, используемый для изготовления цилиндрической оболочки предварительно отформованной заготовки 1 Для изменения толщины верхней, промежуточной и донной частей предварительно отформованной заготовки 1 в средстве для экструзии 13 используют средство для установки толщины материала 17, выполненное, что предпочтительно, в виде штока, снабженного головкой с пальцем, рассчитанного на возвратно-поступательное перемещение и примыкающего к зоне 18 вы хода расплава 28068 15 через втулк у 19 голо вки П утем воз вра тнопоступательного перемещения средства для уста новки то лщины ма териала 17 можно выбира ть толщину оболочки формуемого, имеющего цилин дрическую форму элемента 16, по существу, его вн утреннего слоя 6 (см фиг 1). Однако, что зави си т о т кон стр укции сре дства для эк стр узии 13 , барьерный слой 7 (см. фиг. 1) может быть выдав лен со вме стно с вн утрен ним сло ем 6 и може т иметь переменную толщин у вдоль частей, из ко торых состоит предварительно отформованная загото вка 1 , чтобы таким образом эффекти вно использовать материал, образующий барьерный слой В дополнени е к этом у, втулка 19 го ло вки может быть регулир уемой в напра влении , глав ным образом, поперечном поток у расп лава для получения неравномерной толщины вн утреннего слоя 6 в направлении вдоль окружности . То есть части вн утреннего слоя б, расположенные на од ной и той же линии окружности, будут иметь раз личную толщину Экструдиат выходит из экструзионной головки 14 в виде имеющего цилиндрическую форму элемента 16 непрерывной длины Поэтом у элемент 16 может быть разрезан на о трезки, которые удобны для образования сосуда конкретного раз мера Такое разрезание совершается устройством для резки (не показанным), устано вленным по ходу формования раздувом после экстр узионной головки 14. Как обсуждалось выше при описании фиг 5, внутренний слой 6 предварительно отформованной заготовки 1 имеет выступ 19, который проходит над внешним слоем 8 и барьерным слоем 7, если он используется. Выступ 19 образуют посредством комбинированных воздействий средства для экструзии 13 (показанного пунктирными линиями) и экструзионной головки 14, а также путем последующего отделения выдавленного элемента 16 после извлечения его из формы для раздувания. Отделку осуществляют с помощью устройства для резки, показанного на фиг. 7 Путем управления возвратно-поступательно передвигающимся средством для установки толщины материала 17 и перемещением его относительно втулки 19 головки, а также относительно выходной зоны 18, толщину элемента 16 можно изменять по его длине, чтобы получать н ужные отношения толщины к диаметру, как это описывалось ранее. Как показано на фиг 6, элемент 16 выходит из экструзионной головки 14 и направляется в пневмоформовочную машину 20, в которой на нем образуют круговое ребро 21 посредством профиля формы 22 для раздувания. Во время нахождения в форме 22 для раздувания выдавленный элемент 16 преобразуют посредством раздувного формования в отформованный элемент 23, показанный на фиг 7. Отформованный элемент 23 может быть также изготовлен раздувным формованием в таком виде, что элемент образуется из двух вкладышей, соединенных концами, снабженных круговым ребром 21 посредине. Отформованный элемент 23, имеющий нужные значения толщины, затем охлаждают до надлежащей температуры и извлекают из формы 22 для раздувания пневмоформовочной машины 20. В течение процесса раздувного формования концы отформованного элемента 23 свариваются, в результате чего появляется избыточный пластик 24 В дополнение к этому часть 25 выходит за пределы длины предварительно отформованного вкладыша 26 и используется для содействия разрезанию отформованного элемента 23 и образованию кругового ребра 21. Устройство 27 для резки используют для удаления избыточного пластика 24 и части 25 отформованного элемента 23 при последующей операции разрезания с целью образования предварительно отформованного вкладыша 26 Путем отрезания верхней части 25 отформованного элемента 23 образуют выступ 10, чтобы он проходил над внешним слоем, образуемым при последующем процессе литья под давлением. После того, как предварительно отформованный вкладыш 26 с помощью пневмоформовочной машины 20 приобретает форму, показанную на фиг 8, предварительно отформованный вкладыш 26 переносят в инжекционную формовочную машин у 28, показанную п унктирными линиями на фиг 7, снабженную формой 29 для литья под давлением, чтобы образовать внешний слои 8 (см фиг 1) по всем у предварительно отформованному вкладышу 26, В соответствии с этим, форма 29 для литья под давлением имеет конфигурацию предварительно отформованной заготовки 1, показанной на фиг. 1. Инжекционная формовочная машина 28 впрыскивает внешний слой 8 на протяжении всего предварительно отформованного вкладыша 26 для завершения образования предварительно отформованной заготовки Как обсуждалось выше, предпочтительным расплавом, используемым для образования внешнего слоя 8, является повторно используемый полиэтилентерефталат, пригодный для придания эстетических особенностей, к примеру, цвета и внешнего вида, и функциональных признаков, к примеру, резьбы и фланцев. Однако, как обсуждалось выше, за исключением верхней, имеющей резьбу части 2, толщина внешнего слоя 8 в виде, образованном инжекционной формовочной машиной 28, сохраняется как постоянная толщина ВВ (см фи г. 1). При поддержании этой толщины одинаковой предварительно отформованная заготовка может быть более легко изъята из формы 29 для литья под давлением. На фиг 9 показан сосуд 30, изготовленный из предварительно отформованной заготовки 1 (см фиг 1) посредством способа раздувного формования, который будет рассмотрен ниже Подобно предварительно отформованной заготовке, сосуд 30 включает имеющую резьбу верхнюю часть 31, наклонную промежуточную часть 32, преимущественно вертикальную промежуточную часть 33 и снабженную ножками донную часть 34 Как показано на фиг. 10, сосуд 30 также имеет три слоя материалов, обладающих свойствами и относительной толщиной, которые, однако, отличаются от те х, которыми обладают слои из материалов, описанные применительно к предварительно отформованной заготовке 1 на фиг. 1 На фиг. 10-12 представлены увеличенные детализированные виды областей 10, 11 и 12, соответственно выделенные на фиг 9; сосуд 30 состоит из внутреннего слоя 35, барьерного слоя 36 и вне шнего слоя 37. Поскольку вн утренний слой 2806В 35 не подвергается раздуванию, как обсуждается ниже, при формировании конфигурации сосуда отношения толщин между разными частями сосуда отличаются от те х, которые приводились выше для внутреннего слоя 6 предварительно отформованной загото вки 1 (см фи г 1) Фи гуры 10 , 11, 12 соответствуют фигурам 2, 3, 4 для предварительно отформованной заготовки 1, а толщины АЕ соо тве тствуют толщинам АА-ЕЕ Как показано на фиг 10, внутренний слой 10 имеет толщину С в наклонной и вертикальной промежуточных частя х 32 и 33 соответственно Толщина С - наименьшая по сравнению с толщиной слоя в други х частя х Как показано на фиг 11, вн утренний слой 35 имеет толщин у D, которая бопьше, чем толщина С в снабженной ножками донной части 34, чтобы усилить опорную область сосуда 30 В типичном случае толщина D вн утренней оболочки в донной части 34, по существу, ра вна толщине Е в вер хней, снабженной резьбой части 31 Однако эта взаимосвязь может изменяться в зависимости, по крайней мере, частично, от размера сосуда, который может быть причиной того, что толщина D буде т больше или меньше, чем толщина Е В снабженной ножками донной части 34 внутренний слой 35 преобразуют во множество расположенных по окружности ножек 38, функция которых заключается в придании сосуду 30 устойчивой опоры на плоской поверхности Ножки 38 расположены по окружности нижнего конца 39 сосуда 30 Каждая ножка 38 ограничена выемкой на каждой своей вертикальной стороне, каждая из выемок проходит от центральной области дна сосуда 30 кверху на обвод сосуда 30 по направлению к верхнему концу 40 сосуда 30 Вследствие увеличенной толщины внутреннего слоя 35, который образует снабженную ножками донную часть 34, ножки 38, по существу, более твердые и менее гибкие, чем промежуточные части 32 и 33 Согласно фиг 12 в имеющей резьбу верхней части 31, непосредственно соотве тствующей имеющей резьбу верхней части 2 предварительно отформованной заготовки 1 (см фи г 1), вн утренний слой 35 имеет толщин у Е, которая больше, чем толщина С промежуточных частей, поскольку она не подвер гала сь раздувному формовани ю Как обсуждалось выше применительно к предварительно отформованной заготовке 1 и как показано на фиг 5, на вер хнем конце 40 вн утренний слой 35 имеет выступ 10, который проходит над повторно используемым внешним слоем 37 для исключения соприкосновения повторно используемого внешнего слоя 37 с содержимым, выходящим из сосуда 30 Выше это было описано более подробно применительно к предварительно отформованной заготовке 1 и к способу для изготовления ее Многослойная конструкция сосуда 30 выгодна для реализации существующи х в настоящее время программ повторного использования По существу, слои образ ующие сосуд 30 , легко разделяются путем разрыва их на части и поэтому могут быть соо тве тствующим образом распределены для возвращения в оборот Вследствие этого, если какой-либо особый материал не может быть повторно использован, то это не буде т влия ть на возвращение в оборот др угого слоя Когда используют бопее, чем один материал, а слои не разделяются, возвращение в оборот сосудов может быть затруднительным, поскольку материалы не могут быть разделены и соответствующим образом распределены по категориям С помощью многослойной конструкции, раскрытой в описании, такое разделение и распределение по категориям становится достижимым, и в то же время допускается управление толщиной материала Со ссылкой на фиг 13 описан способ изготовления сосуда 30 (см фиг 9} Способ изготовления сосуда 30 охватывает способ изготовления предварительно отформованной заготовки 1, описанный выше В дополнение к этому и согласно фигурам 1, 6 и 7, после того, как внешний слой 8 добавляют к предварительно отформованному вкладышу 26 с помощью инжекционной формовочной машины 28, образуется предварительно отформованная заготовка 1, которая затем извпекается из формы 29 для литья под давлением После извлечения предварительно отформованную заготовку 1 помещают в форму 41 для раздувания, показанную на фиг 13 До помещения предварительно отформованной заготовки 1 в форму 41 для раздувания ее необходимо нагреть Если предварительно отформованную заготовку 1 быстро извлекают из инжекционной формовочной машины 28 и помещают в формовочную машину 42 для раздувания, показанную пунктирными линиями на фиг 13, то предварительно отформованная заготовка 1 может оказаться достаточно нагретой В противном случае предварительно отформованная заготовка 1 должна быть установлена в нагреватель (не показан) до помещения ее в форму 41 для раздувания Согласно фиг 13, предварительно отформованная заготовка 1 помещается в форму 41 для раздувания и надежно удерживается в ней посредством сцепления формы с имеющей резьбу вер хней частью 2 После того, как предварительно отформованная заготовка установлена соответствующим образом, формовочную машину 42 для раздувания используют для раздувания предварительно отформованной з а го то вки 1 до к он фи гур а ции со суда 30 (см фиг 9), показанного пунктирными линиями на фиг 13 Во время раздувания предварительно отформованная заготовка надежно удерживается в форме для раздувания посредством верхней части 2, которая поддерживается защищенной от раздувного формования, воздействующего на остальные части предварительно отформованной заготовки при образовании сосуда После того, как предварительно отформованная заготовка 1 преобразуется в сосуд, форму 41 для раздувания раскрывают, и законченный сосуд 30 в виде, показанном на фиг 9 , из влекают Что касается фигур 1-13, то для предварительно отформованной заготовки 1 и сосуда 30, изготовленных способами формования, которые рассмотрены для каждого из них выше, можно использовать два слоя вместо трех В этом случае типовые барьерные слои 7 и 36 не используют, а предварительно сформованный вкладыш 26 формуют из одного слоя - внутреннего слоя б В этом случае тот же способ, как описанный выше, применяют для литья под давлением внешнего слоя 8 9 28068 поверх внутреннего слоя 6. Стадии окончательного преобразования предварительно отформованной заготовки 1 в сосуд посредством раздувного формования те же, что и описанные выше В дополнение к этому, что касается толщины внутреннего слоя 6 и внутреннего слоя 35, то предпочтительно использовать такие же соотношения между толщинами отдельных частей, как рассмотренные выше Что касается способов, описанных выше для изготовления предварительно отформованной загото вки 1 и со суда 30, то эти способы могут быть объединены в один способ, который может быть автоматизирован посредством установки множества взаимосвязанных установок, приспособленных для выполнения описанных выше стадий. В патентах США № 5244610 и № 5240718 раскрыта карусельная машина для формования пластиков раздувом, в которой сочетаются стадии экструзии предварительно отформованной заготовки и раздувного формования предварительно отформованной заготовки Каждый из этих патентов принадлежит патентообладателю настоящего изобретения, и устройства для формования, описанные в них, этим включаются в описание для использования с рассматриваемым изобретением путем ссылки. Главное преимущество настоящего изобретения заключается в том, что обеспечиваются предварительно отформованная заготовка и сосуд (а также способ для формования их), имеющие ряд слоев, в которых, по меньшей мере, один слой имеет изменяющуюся толщин у в разны х частя х предварительно отформованной заготовки и сосуда, выполняющих различные функции. Другое преимущество этого изобретения заключается в том, что предварительно отформованная заготовка и способ формования ее дают возможность изготовления сосуда, который очень удобен для возвращения в оборот Еще одно преимущество этого изобретения заключается в том, что предварительно отформованная заготовка и сосуд предусматриваются с рядом слоев, среди которых внутренний слой изменяется по толщине в разных частях сосуда для выполнения различных функций. Еще одно преимущество этого изобретения заключается в том, что предусматриваются многослойные предварительно отформованные заготовки и сосуд, в которых каждый слой выполняет особую функцию, как, например, барьерный слой, соприкасающийся с содержимым слой и внешний эстетический функциональный спой. Очевидно, что, в соотве тствии с этим изобретением, предложены многослойные сосуды и предварительно отформованные заготовки, которые полностью удовле творяют целям, средствам и преимуществам, установленным выше. Хотя изобретение было описано применительно к конкретным воплощениям, очевидно, что в саете предшествующего описания для специалистов в данной области техники будут видимыми многы© альтернативы, модификации и варианты. В соответствии с этим подразумевается, что все такие альтернативы, модификации и варианты находятся в пределах сущности и широкого объема приложенной формулы изобретения. 10 28068 Фиг. 2 Фиг. 1 узел В узел Фиг. 4 Фиг. 3 11 28068 12 10 Фиг. 5 12 28068 .24 25. 27 •£= ----------------p * \ .26 Фиг 7 Фиг. 6 13 28068 36 35 32 33 D Фиг. 10 Фиг. 11 Фиг. 12 14 28068 31 ЗО 34 38 Фиг. 9 15 28068 Фиг. 13 16 28068 ДП 'Український інститут промислової власності' (Укрпатент) Бульв Лесі Українки, 26 Київ 01133 Україна (044) 254-42-30, 295-61-97 > Підписано до друку ос£-£ ?2001 p Формат 60x84 1/8 Обсяг jfry обл -вид арк Тираж 50 прим Зам (? УкріНТЄ! Вул Горького, 180, Київ, 03680 МСП, Україна (044) 268-25-22 17
ДивитисяДодаткова інформація
Назва патенту англійськоюMultilayer preformed billet, method of its producing, multilayer vessel and method of its producing
Автори англійськоюSlat William E., Darr Richard C.
Назва патенту російськоюМногослойная предварительно отформованная заготовка, способ ее изготовления, многослойный сосуд и способ его изготовления
Автори російськоюСлат Уильям Е., Дарр Ричард К.
МПК / Мітки
МПК: B65D 23/00, B65D 1/02
Мітки: попередньо, заготовка, посудина, виготовлення, спосіб, відформована, багатошарова
Код посилання
<a href="https://ua.patents.su/18-28068-bagatosharova-poperedno-vidformovana-zagotovka-sposib-vigotovlennya-bagatosharova-posudina-ta-sposib-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Багатошарова попередньо відформована заготовка, спосіб її виготовлення, багатошарова посудина та спосіб її виготовлення</a>
Багатошарова сталева заготовка

Номер патенту: 15822
Опубліковано: 30.06.1997
Автори: Кондратенко Віталій Михайлович, Мовшович Вілорд Соломонович, Шіроков Віктор Алєксандровіч, Штехно Олег Миколайович, Кнохін Валерій Григорович, Паргамонов Євгеній Олександрович, Тіхонов Аркадій Константіновіч, Жученко Алєксандр Вікторовіч, Сацький Віталій Антонович, Смірнов Володимир Миколайович, Соколов Юрій Іванович, Пілюшенко Віталій Лаврентійович, Мазур Валерій Леонідович, Кокотов Валєрій Яковлєвіч, Кійко Генадій Васильович, Хіжняк Дмитрій Дмитрієвич, Кренделев Василій Миколайович, Дмітрієв Юрій Володимирович, Казаков Сергій Сергійович
МПК: B22D 19/00, B22D 7/02
Мітки: сталева, багатошарова, заготовка
Формула / Реферат:
Многослойная стальная заготовка для дальнейшего передела в листовой прокат, содержащая внутренний и наружный слои, в которой наружные слои выполнены их хромистой стали ферритного класса, отличающаяся тем, что ее внутренний слой выполнен также из хромистой стали ферритного класса с содержанием в ней хрома на 15 - 55% меньше, чем в стали наружных слоев, при этом площадь поперечного сечений внутреннего слоя составляет 0,5 - 18,0 суммарной...
Заготовка каркасу пневматичної шини
Номер патенту: 19234
Опубліковано: 25.12.1997
Автори: Луньов Вадим Павлович, Суворова Зоя Пилипівна, Каспаров Артур Армович
МПК: B60C 5/00
Мітки: шини, каркасу, пневматичної, заготовка
Формула / Реферат:
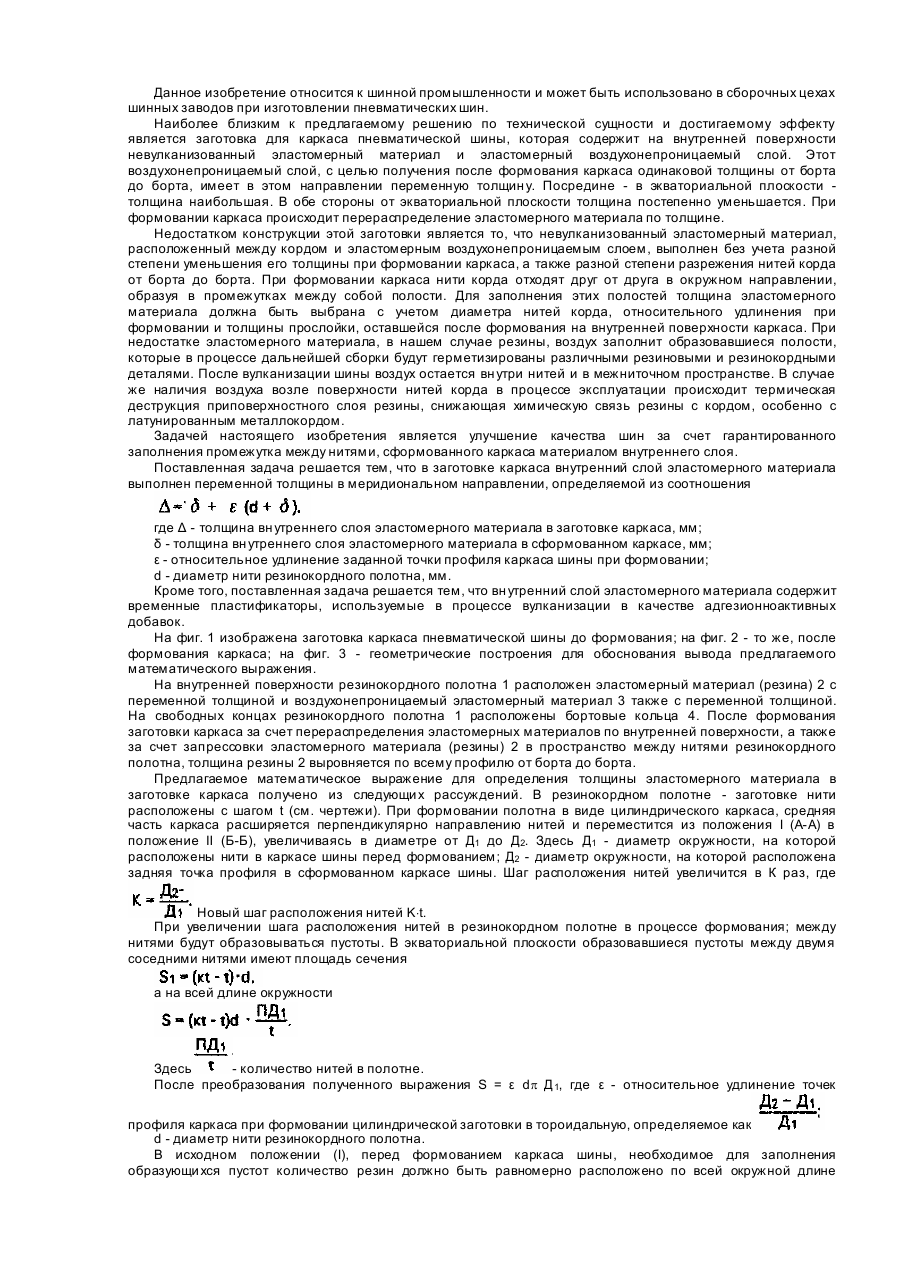
1. Заготовка каркаса пневматической шины, содержащая резинокордное полотно, невулканизированный внутренний слой эластомерного материала и наложенный на него слой воздухонепроницаемого эластомерного материала переменной толщины, отличающаяся тем, что внутренний слой эластомерного материала выполнен переменной толщины в меридиональном направлении, определяемой из соотношениягде Δ - толщина внутреннего слоя эластомерного...
Термокомпенсована теплопровідна багатошарова плата і спосіб її виготовлення
Номер патенту: 11766
Опубліковано: 25.12.1996
Автори: Бордюгов Юрій Максимович, Татарінов Костянтин Костянтинович, Залізко Віктор Олександрович, Мелех Георгій Степанович
МПК: H05K 7/20
Мітки: теплопровідна, термокомпенсована, виготовлення, плата, спосіб, багатошарова
Формула / Реферат:
1. Термокомпенсированная теплопроводя-щая многослойная плата, содержащая теплопроводное термокомпенсирующее основание, выполненное в виде пластины из металла, на противоположных поверхностях которой размещены жестко соединенные с ней слои металла с одинаковыми термическими коэффициентами линейного расширения, величина которых больше величины термического коэффициента линейного расширения металла пластины, расположенные на противоположных...
Спосіб виготовлення пластикового попередньо наповненого патрона
Номер патенту: 26987
Опубліковано: 28.02.2000
Автор: Кімбер Майкл Браунінг
МПК: A61M 5/178, B29C 39/00
Мітки: виготовлення, пластикового, патрона, попередньо, наповненого, спосіб
Формула / Реферат:
1. Способ изготовления пластикового предварительно наполненного патрона, заключающийся в том, что патрон изготавливают и частично собирают, затем заполняют и закрывают его в стерильных условиях, отличающийся тем, что формируют методом литья под давлением гильзу патрона с верхним и нижним открытыми концами в стерильной среде, формируют методом литья под давлением пластиковый наконечник, выполненный как единое целое со средством для крепления...
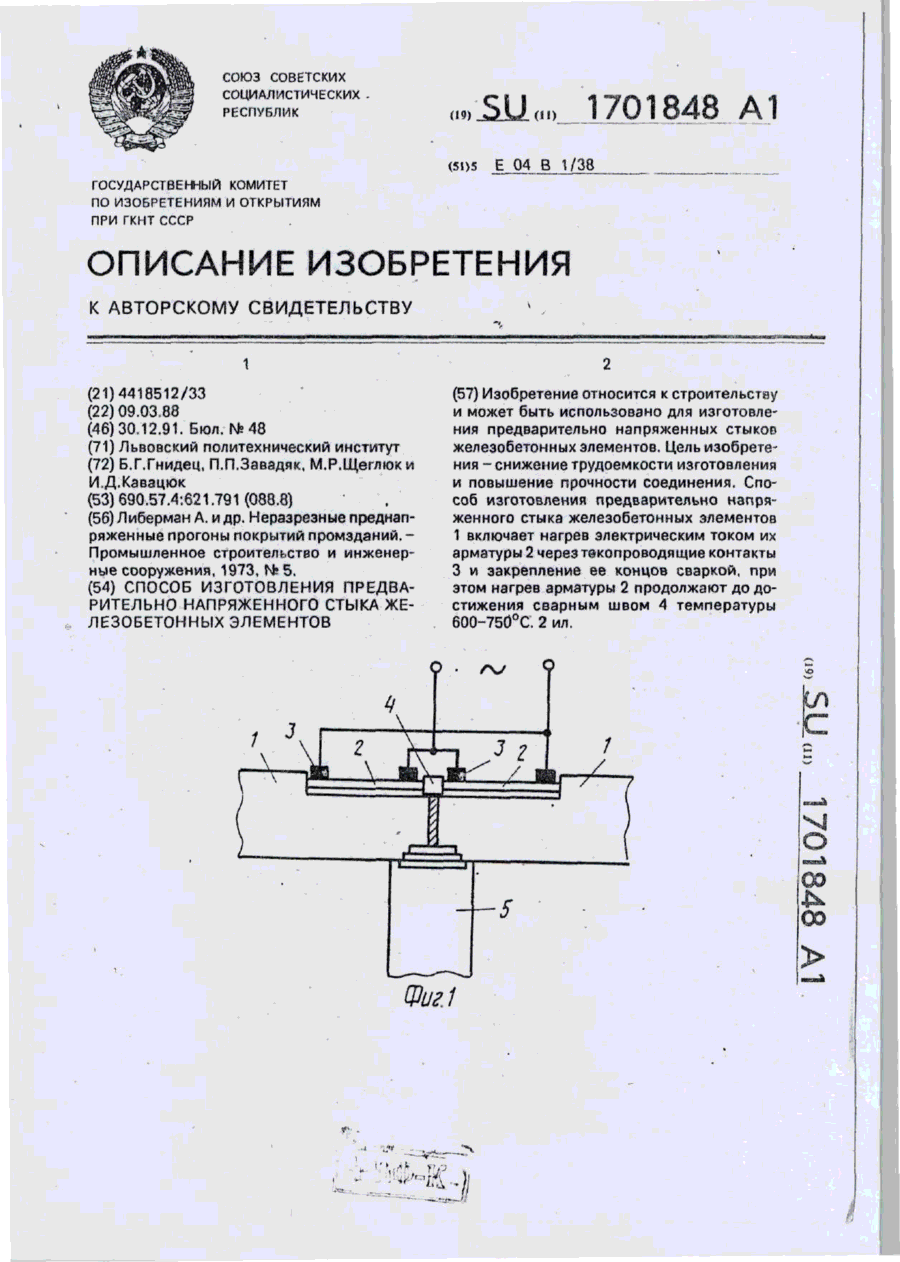
Спосіб виготовлення попередньо напруженого стика залізобетонних елементів
Номер патенту: 1982
Опубліковано: 20.12.1994
Автори: Щеглюк Мирон Романович, Кавацюк Ігор Дмитрович, Гнідець Богдан Григорович, Завадяк Павло Петрович
МПК: E04B 1/38
Мітки: залізобетонних, виготовлення, напруженого, попередньо, стика, спосіб, елементів
Формула / Реферат:
Способ изготовления предварительно напряженного стыка железобетонных элементов, включающий нагрев электрическим током арматуры и закрепления ее концов, отличающийся тем, что, с целью снижения трудоемкости изготовления и повышения прочности соединения, закрепление концов арматуры производят сваркой, а нагрев арматуры продолжают до достижения сварным швом температуры 600—750 °C.
Попередній патент: Спосіб формування політетрафторетиленового покриття на різальній кромці бритвених лез
Наступний патент: Регулювальний пристрій для регулювання важеля педалі
Випадковий патент: Опорна конструкція для меблів