Шлакова чаша

Формула / Реферат
Шлакова чаша, яка має конусоподібний корпус з цапфами та упорами для установки та фіксації її в опорному кільці шлаковоза і знімне днище з ребрами жорсткості, яка відрізняється тим, що днище та корпус виконані складними, при цьому внутрішня частина днища зв'язана з його зовнішньою частиною за допомогою опорних підп'ятників, в зв'язку з чим між частинами днищ створюється зазор, а з протилежного боку внутрішня частина днища зв'язана з внутрішньою частиною корпуса з допомогою герметизуючої кільцевої прокладки і від переміщення в осьовому та радіальному напрямках обидві частини днища з внутрішньою частиною корпуса обмежуються кільцями, жорстко закріпленими на зовнішній частині корпуса, в якому напроти зазору між частинами днищ виконані отвори, об'єднані в спільний колектор, розміщений по периметру зовнішньої частини корпуса і жорстко з ним з'єднаний з допомогою направляючих сегментів конусної форми, при цьому зовнішня частина днища зв'язана з зовнішньою частиною корпуса також з допомогою герметизуючої прокладки.
Текст
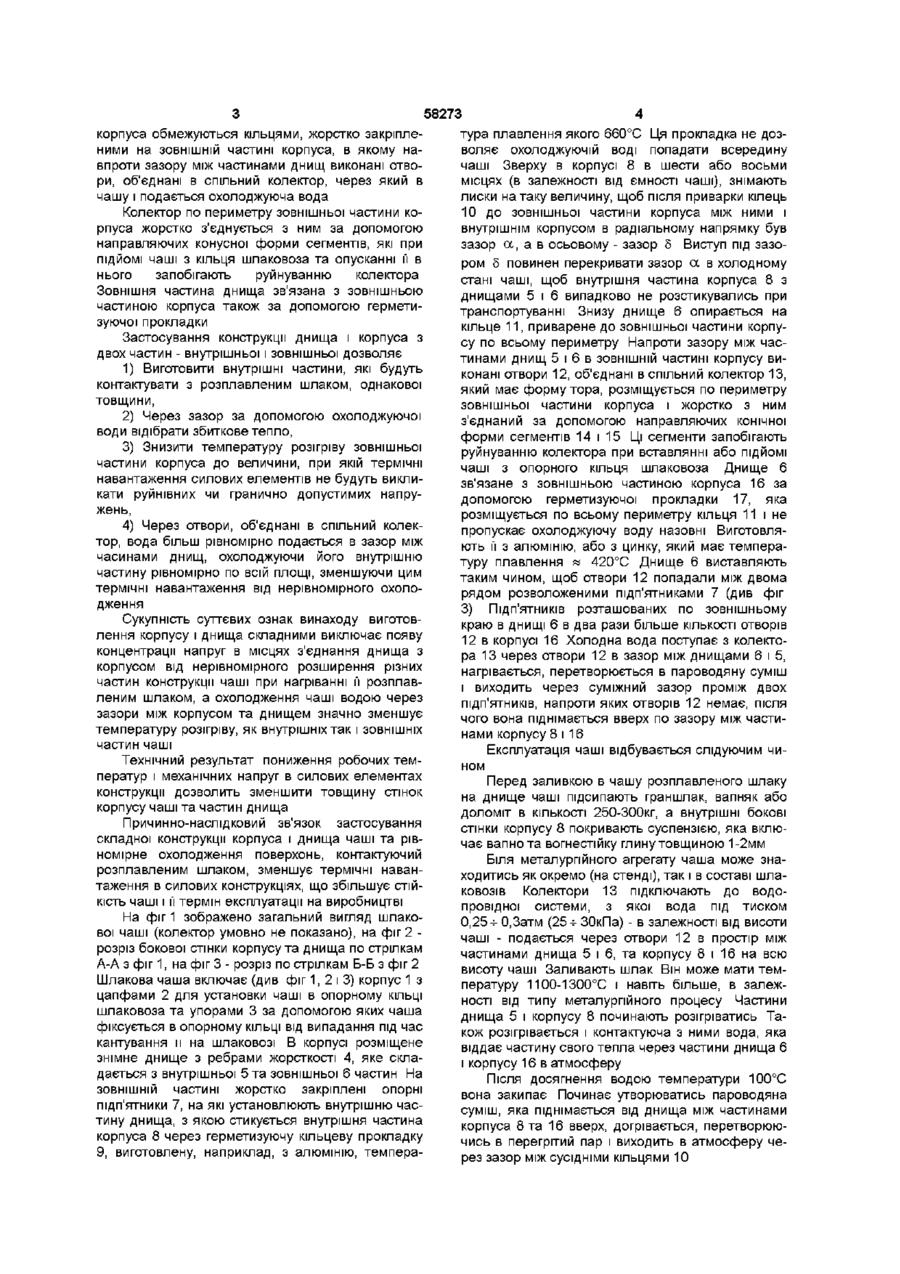
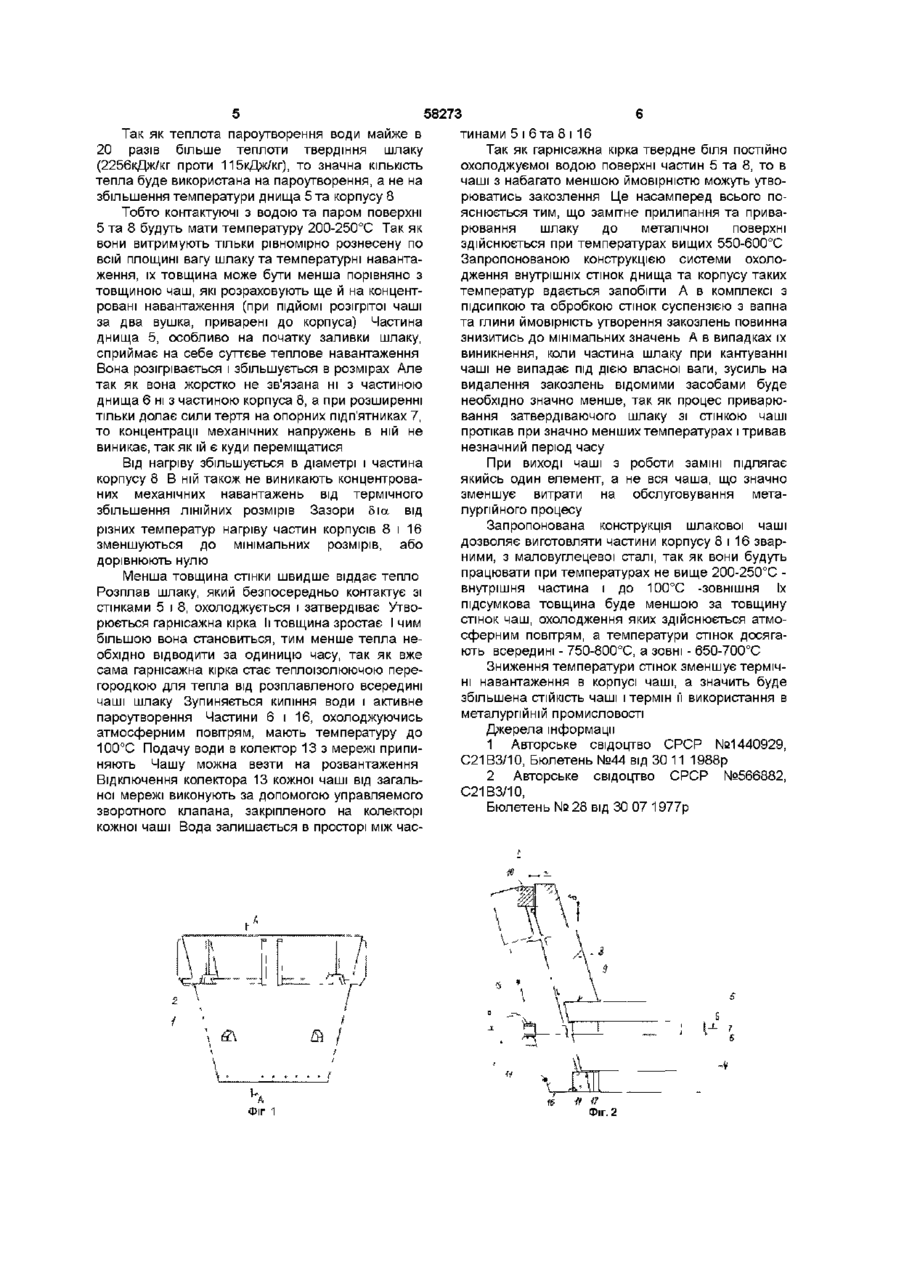
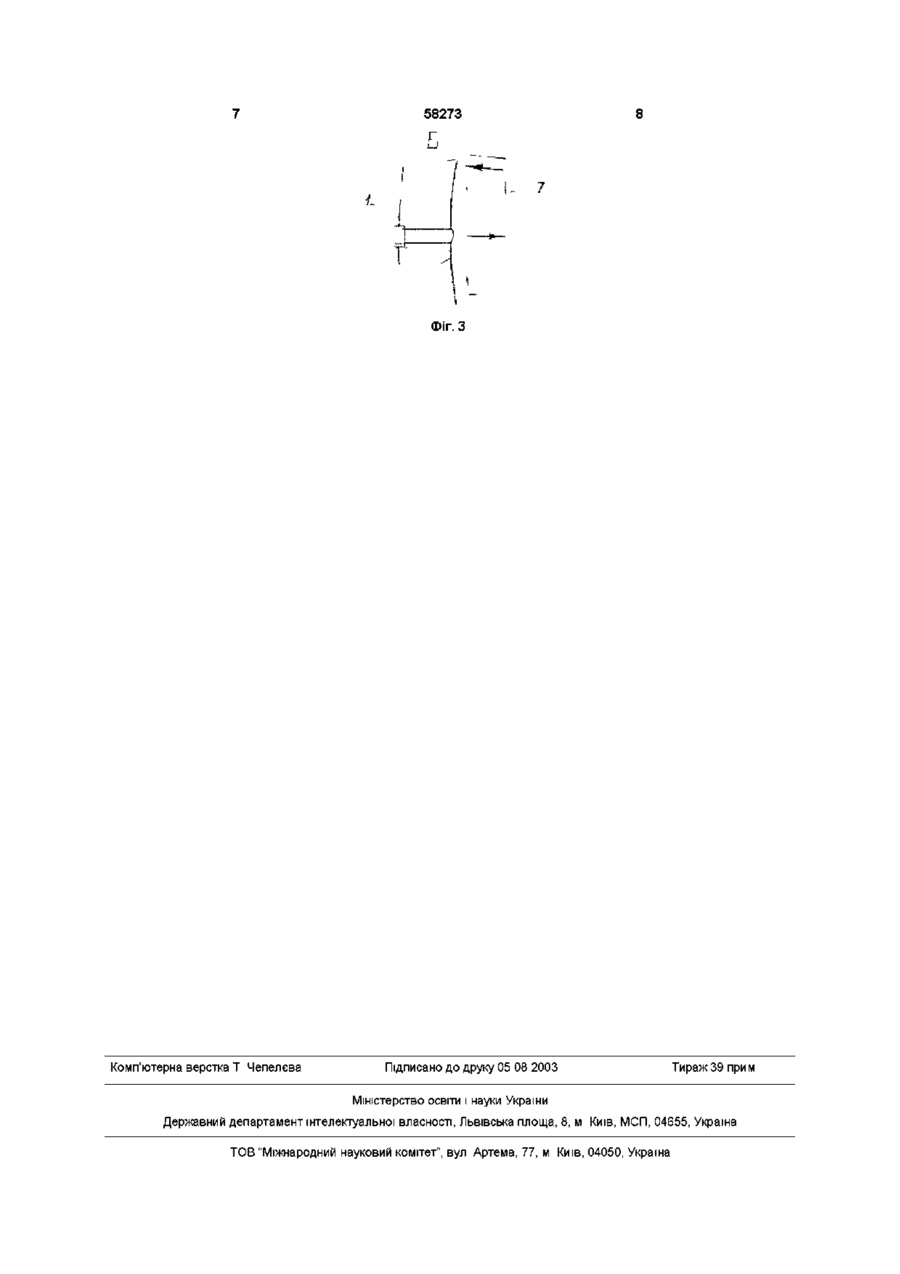
Шлакова чаша, яка має конусоподібний корпус з цапфами та упорами для установки та фіксації и в опорному КІЛЬЦІ шлаковоза і знімне днище з ребрами жорсткості, яка відрізняється тим, що днище та корпус виконані складними, при цьому внутрішня частина днища зв'язана з його зовнішньою частиною за допомогою опорних ПІДП'ЯТНИКІВ, В зв'язку з чим між частинами днищ створюється зазор, а з протилежного боку Винахід відноситься до металургії і може бути використаний при розробці нових конструкцій шлакових чаш, призначених для транспортування розплавів шлаків при виробництві сталі, чавуну та кольорових металів від плавильних агрегатів ВІДОМІ конструкції шлакових чаш, в яких збільшення СТІЙКОСТІ досягається за рахунок зменшення термічної напруги в корпусі чаші за допомогою використання порожнистих ребер жорсткості, заповнених аморфною або кристалічною речовиною, температура плавлення якої нижче, а кипіння вище температури зовнішньої поверхні стінки чаші (1) Так як додатковий ВІДВІД тепла від нижньої частини корпуса чаші і днища відсутні, то на них будуть утворюватися закозлення та коржі Відома також конструкція шлакової чаші, яка має конусоподібний корпус з цапфами та упорами для установки її в опорному КІЛЬЦІ шлаковоза та фіксації від випадання під час кантування чаші і знімне днище з ребрами жорсткості (2) Збільшення терміну її використання і полегшення видалення шлаку із чаші досягається застосуванням знімного днища і кріплення його до корпусу ЗОВНІШНІМ шарнірним важелем В процесі видалення з чаші затверділого шлаку, днище під дією механізму видавлювання переміщується всередину чаші, вилучаючи з неї шлак Шарніри перешкоджають випаданню днища із чаші внутрішня частина днища звязана з внутрішньою частиною корпуса з допомогою герметизуючої кільцевої прокладки і від переміщення в осьовому та радіальному напрямках обидві частини днища з внутрішньою частиною корпуса обмежуються кільцями, жорстко закріпленими на ЗОВНІШНІЙ частині корпуса, в якому напроти зазору між частинами днищ виконані отвори, об'єднані в спільний колектор, розміщений по периметру зовнішньої частини корпуса і жорстко з ним з'єднаний з допомогою направляючих сегментів конусної форми, при цьому зовнішня частина днища зв'язана з зовнішньою частиною корпуса також з допомогою герметизуючої прокладки і установлюють його лпочаткове положення після видалення шлаку Залитий в чашу шлак розігріває корпус і днище до температури 650°-800°С Більшість сталей при таких температурах починають активно реагувати з киснем повітря - корозувати і з часом зменшують свою МІЦНІСТЬ Так як стінки корпусу і днища мають різну товщину через необхідність зовні корпус прикріплювати до опорного кільця шлаковоза, а на днищі мати ребра жорсткості, то в них виникають через нерівномірне розігрівання термічні напруги, які зменшують СТІЙКІСТЬ чаші і термін її використання В основа винаходу поставлено задачу збільшення СТІЙКОСТІ чаші за рахунок зменшення термічних навантажень в силових елементах конструкції корпуса і днища та збільшення терміну и експлуатації на виробництві Ця задача розв'язується тим, що корпус і днище виконані складними таким чином, що між ними є зазор, через який під час заливки в чашу розплавленого шлаку подається вода, виконуюча роль охолоджуючого середовища Для цього внутрішня частина днища опирається на зовнішню через опорні підп'ятники, а з протилежного боку вона зв'язана з внутрішньою частиною корпуса за допомогою герметизуючої кільцевої прокладки і від переміщення в осьовому та радіальному напрямках обидві частини днища з внутрішньою частиною СО 00 ю 58273 корпуса обмежуються кільцями, жорстко закріпленими на ЗОВНІШНІЙ частині корпуса, в якому навпроти зазору між частинами днищ виконані отвори, об'єднані в спільний колектор, через який в чашу і подається охолоджуюча вода Колектор по периметру зовнішньої частини корпуса жорстко з'єднується з ним за допомогою направляючих конусної форми сегментів, які при ПІДЙОМІ чаші з кільця шлаковоза та опусканні її в нього запобігають руйнуванню колектора Зовнішня частина днища зв'язана з зовнішньою частиною корпуса також за допомогою герметизуючої прокладки Застосування конструкції днища і корпуса з двох частин - внутрішньої і зовнішньої дозволяє 1) Виготовити внутрішні частини, які будуть контактувати з розплавленим шлаком, однакової товщини, 2) Через зазор за допомогою охолоджуючої води відібрати збиткове тепло, 3) Знизити температуру розігріву зовнішньої частини корпуса до величини, при якій термічні навантаження силових елементів не будуть викликати руйнівних чи гранично допустимих напружень, 4) Через отвори, об'єднані в спільний колектор, вода більш рівномірно подається в зазор між часинами днищ, охолоджуючи його внутрішню частину рівномірно по всій площі, зменшуючи цим термічні навантаження від нерівномірного охолодження Сукупність суттєвих ознак винаходу виготовлення корпусу і днища складними виключає появу концентрації напруг в місцях з'єднання днища з корпусом від нерівномірного розширення різних частин конструкції чаші при нагріванні її розплавленим шлаком, а охолодження чаші водою через зазори між корпусом та днищем значно зменшує температуру розігріву, як внутрішніх так і ЗОВНІШНІХ частин чаші Технічний результат пониження робочих температур і механічних напруг в силових елементах конструкції дозволить зменшити товщину стінок корпусу чаші та частин днища Причинно-наслідковий зв'язок застосування складної конструкції корпуса і днища чаші та рівномірне охолодження поверхонь, контактуючий розплавленим шлаком, зменшує термічні навантаження в силових конструкціях, що збільшує СТІЙКІСТЬ чаші і її термін експлуатації на виробництві На фіг 1 зображено загальний вигляд шлакової чаші (колектор умовно не показано), на фіг 2 розріз бокової стінки корпусу та днища по стрілкам А-А з фіг 1, на фіг 3 - розріз по стрілкам Б-Б з фіг 2 Шлакова чаша включає (див фіг 1, 2 і 3) корпус 1 з цапфами 2 для установки чаші в опорному КІЛЬЦІ шлаковоза та упорами 3 за допомогою яких чаша фіксується в опорному КІЛЬЦІ від випадання під час кантування и на шлаковозі В корпусі розміщене знімне днище з ребрами жорсткості 4, яке складається з внутрішньої 5 та зовнішньої 6 частин На ЗОВНІШНІЙ частині жорстко закріплені опорні підп'ятники 7, на які установлюють внутрішню частину днища, з якою стикується внутрішня частина корпуса 8 через герметизуючу кільцеву прокладку 9, виготовлену, наприклад, з алюмінію, темпера тура плавлення якого 660°С Ця прокладка не дозволяє охолоджуючій воді попадати всередину чаші Зверху в корпусі 8 в шести або восьми місцях (в залежності від ємності чаші), знімають лиски на таку величину, щоб після приварки кілець 10 до зовнішньої частини корпуса між ними і внутрішнім корпусом в радіальному напрямку був зазор а , а в осьовому - зазор 5 Виступ під зазором 5 повинен перекривати зазор а в холодному стані чаші, щоб внутрішня частина корпуса 8 з днищами 5 і 6 випадково не розстикувались при транспортуванні Знизу днище 6 опирається на кільце 11, приварене до зовнішньої частини корпусу по всьому периметру Напроти зазору між частинами днищ 5 і 6 в ЗОВНІШНІЙ частині корпусу виконані отвори 12, об'єднані в спільний колектор 13, який має форму тора, розміщується по периметру зовнішньої частини корпуса і жорстко з ним з'єднаний за допомогою направляючих конічної форми сегментів 14 і 15 Ці сегменти запобігають руйнуванню колектора при вставлянні або ПІДЙОМІ чаші з опорного кільця шлаковоза Днище 6 зв'язане з зовнішньою частиною корпуса 16 за допомогою герметизуючої прокладки 17, яка розміщується по всьому периметру кільця 11 і не пропускає охолоджуючу воду назовні Виготовляють її з алюмінію, або з цинку, який має температуру плавлення % 420°С Днище 6 виставляють таким чином, щоб отвори 12 попадали між двома рядом розволоженими підп'ятниками 7 (див фіг 3) ПІДП'ЯТНИКІВ розташованих по зовнішньому краю в днищі 6 в два рази більше КІЛЬКОСТІ отворів 12 в корпусі 16 Холодна вода поступає з колектора 13 через отвори 12 в зазор між днищами 6 і 5, нагрівається, перетворюється в пароводяну суміш і виходить через суміжний зазор проміж двох ПІДП'ЯТНИКІВ, напроти яких отворів 12 немає, після чого вона піднімається вверх по зазору між частинами корпусу 8 і 16 ном Експлуатація чаші відбувається слідуючим чи Перед заливкою в чашу розплавленого шлаку на днище чаші підсипають граншлак, вапняк або доломіт в КІЛЬКОСТІ 250-ЗООкг, а внутрішні бокові стінки корпусу 8 покривають суспензією, яка включає вапно та вогнестійку глину товщиною 1-2мм Біля металургійного агрегату чаша може знаходитись як окремо (на стенді), так і в составі шлаковозів Колектори 13 підключають до водопровідної системи, з якої вода під тиском 0,25-ь0,Затм (25-ьЗОкПа) - в залежності від висоти чаші - подається через отвори 12 в простір між частинами днища 5 і 6, та корпусу 8 і 16 на всю висоту чаші Заливають шлак Він може мати температуру 1100-1300°С і навіть більше, в залежності від типу металургійного процесу Частини днища 5 і корпусу 8 починають розігріватись Також розігрівається і контактуюча з ними вода, яка віддає частину свого тепла через частини днища 6 і корпусу 16 в атмосферу Після досягнення водою температури 100°С вона закипає Починає утворюватись пароводяна суміш, яка піднімається від днища між частинами корпуса 8 та 16 вверх, догрівається, перетворюючись в перегрітий пар і виходить в атмосферу через зазор між сусідніми кільцями 10 58273 Так як теплота пароутворення води майже в 20 разів більше теплоти твердіння шлаку (2256кДж/кг проти 115кДж/кг), то значна КІЛЬКІСТЬ тепла буде використана на пароутворення, а не на збільшення температури днища 5 та корпусу 8 Тобто контактуючі з водою та паром поверхні 5 та 8 будуть мати температуру 200-250°С Так як вони витримують тільки рівномірно рознесену по всій площині вагу шлаку та температурні навантаження, їх товщина може бути менша порівняно з товщиною чаш, які розраховують ще й на концентровані навантаження (при ПІДЙОМІ розігрітої чаші за два вушка, приварені до корпуса) Частина днища 5, особливо на початку заливки шлаку, сприймає на себе суттєве теплове навантаження Вона розігрівається і збільшується в розмірах Але так як вона жорстко не зв'язана ні з частиною днища 6 ні з частиною корпуса 8, а при розширенні тільки долає сили тертя на опорних підп'ятниках 7, то концентрації механічних напружень в ній не виникає, так як їй є куди переміщатися тинами 5 і 6 та 8 і 16 Так як гарнісажна кірка твердне біля постійно охолоджуємої водою поверхні частин 5 та 8, то в чаші з набагато меншою ймовірністю можуть утворюватись закозлення Це насамперед всього пояснюється тим, що замітне прилипання та приварювання шлаку до металічної поверхні здійснюється при температурах вищих 550-600°С Запропонованою конструкцією системи охолодження внутрішніх стінок днища та корпусу таких температур вдається запобігти А в комплексі з підсипкою та обробкою стінок суспензією з вапна та глини ймовірність утворення закозлень повинна знизитись до мінімальних значень А в випадках їх виникнення, коли частина шлаку при кантуванні чаші не випадає під дією власної ваги, зусиль на видалення закозлень відомими засобами буде необхідно значно менше, так як процес приварювання затвердіваючого шлаку зі стінкою чаші протікав при значно менших температурах і тривав незначний період часу Від нагріву збільшується в діаметрі і частина корпусу 8 В ній також не виникають концентрованих механічних навантажень від термічного збільшення ЛІНІЙНИХ розмірів Зазори 8іа від При виході чаші з роботи заміні підлягає якийсь один елемент, а не вся чаша, що значно зменшує витрати на обслуговування металургійного процесу Запропонована конструкція шлакової чаші дозволяє виготовляти частини корпусу 8 і 16 зварними, з маловуглецевої сталі, так як вони будуть працювати при температурах не вище 200-250°С внутрішня частина і до 100°С -зовнішня їх підсумкова товщина буде меншою за товщину стінок чаш, охолодження яких здійснюється атмосферним повітрям, а температури стінок досягають всередині - 750-800°С, а зовні - 650-700°С Зниження температури стінок зменшує термічні навантаження в корпусі чаші, а значить буде збільшена СТІЙКІСТЬ чаші і термін її використання в металургійній промисловості Джерела інформації 1 Авторське свідоцтво СРСР №1440929, С21ВЗ/10, Бюлетень №44 від ЗО 11 1988р 2 Авторське свідоцтво СРСР №566882, С21ВЗ/10, Бюлетень № 28 від ЗО 07 1977р різних температур нагріву частин корпусів 8 і 16 зменшуються до мінімальних розмірів, або дорівнюють нулю Менша товщина стінки швидше віддає тепло Розплав шлаку, який безпосередньо контактує зі стінками 5 і 8, охолоджується і затвердіває Утворюється гарнісажна кірка її товщина зростає І чим більшою вона становиться, тим менше тепла необхідно відводити за одиницю часу, так як вже сама гарнісажна кірка стає теплоізолюючою перегородкою для тепла від розплавленого всередині чаші шлаку Зупиняється кипіння води і активне пароутворення Частини 6 і 16, охолоджуючись атмосферним повітрям, мають температуру до 100°С Подачу води в колектор 13 з мережі припиняють Чашу можна везти на розвантаження Відключення колектора 13 кожної чаші від загальної мережі виконують за допомогою управляемого зворотного клапана, закріпленого на колекторі кожної чаші Вода залишається в просторі між час s 58273 Фіг. З Комп'ютерна верстка Т Чепелєва Підписано до друку 05 08 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюA slag cup
Назва патенту російськоюШлаковая чаша
МПК / Мітки
МПК: C21B 3/10
Код посилання
<a href="https://ua.patents.su/4-58273-shlakova-chasha.html" target="_blank" rel="follow" title="База патентів України">Шлакова чаша</a>
Шлаковозна чаша
Номер патенту: 36638
Опубліковано: 16.04.2001
Автори: Гоч Микола Григорович, Нікітін Генадій Миколайович, Романов Павло Аркадійович, Курганов Віктор Олександрович, Чеботарьов Анатолій Петрович, Похілов Юрій Борисович, Дворянінов Віктор Олександрович, Краузе Людмила Олександрівна
МПК: C21B 3/10
Мітки: шлаковозна, чаша
Текст:
...бути досягнута за умови повного виключення повзання ударного механізму ("баби") по поверхні сферичного днища чаші. Такі умови можуть бути забезпечені, коли центральна частина зовнішньої поверхні днища чаші виконана плоскою у формі круга, паралельного горловині чаші. До того, плоска-частина зовнішньої поверхні дни ща повинна мати діаметр круга (d), рівний 0,200,25 діаметра горловини чаші (D). Коли діаметр круга плоскої частини зовнішньої...
Шлакова чаша
Номер патенту: 2072
Опубліковано: 26.12.1994
Автори: Малкін Володимир Іванович, Прядко Микола Денисович, Верцман Григорій Моісейович, Акольцев Євген Дмитрович, Бондаренко Микола Макарович, Шестопалов Іван Іванович, Ісаєнко Петро Кирилович, Близнюк Анатолій Михайлович, Гуртовий Микола Іванович
МПК: C21B 3/10
Формула / Реферат:
Шлаковая чаша, содержащая в нижней части футерованную летку с крышкой для выпуска отделившегося от шлака металла, отличающаяся тем, что, с целью повышения степени отделения металла от шлака, летка выполнена в виде расположенной под углом 5—15° вверх к горизонтали трубы, длина и диаметр которой составляют соответственно 0,05—0,1 и 0,02—0,05 высоты шлаковой чаши.
Чаша шлаковоза

Номер патенту: 33818
Опубліковано: 15.02.2001
Автори: Вершинін Валерій Опанасович, Мунтян Сергій Олексійович, Зорін Андрій Микитович, Пацер Олександр Іванович
МПК: C21B 3/10
Текст:
...форм і температурних печей являє собою відомий процес і для спеціалістів також труднощів не викликає. Винахід здійснюється наступним чином. У серійно виготовленому ковші внутрішня поверхня оброблюється негашеним вапном традиційним способом і дно частково (на висоту вогнетривкої вставки) покривається великофракційним матеріалом із нього. В донній частині ковша збирається вогнетривка вставка із футеровочного матеріалу. Висота вставки...
Чаша віброживильника
Номер патенту: 56583
Опубліковано: 15.05.2003
Автори: Гнатів Йосиф Максимович, Гаврильченко Олександр Віталійович, Яхимович Сергій Володимирович, Биков Максим В'ячеславович
МПК: B65B 5/10
Мітки: віброживильника, чаша
Формула / Реферат:
Чаша віброживильника, що містить циліндричну обичайку та обичайку з дугоподібними лотками, яка відрізняється тим, що додатково містить гвинтові лотки, встановлені в циліндричній обичайці, обичайка з дугоподібними лотками виконана конічної форми і встановлена в верхній частині циліндричної обичайки, причому дугоподібні лотки спряжені з гвинтовими лотками прямолінійними елементами.
Омагнічуюча чаша
Номер патенту: 32849
Опубліковано: 15.02.2001
Автори: Клименко Борис Володимирович, Любчик Леонід Михайлович, Рожков Юрій Олексійович, Любчик Михайло Абрамович
МПК: A61N 2/06
Мітки: чаша, омагнічуюча
Текст:
...на зовнішній поверхні робочої посудини (чаші) постійного магніту, наприклад, кільцеподібної форми, який утворює магнітне поле необхідної інтенсивності, форми та розташування, що охоплює цілком або частково об'єм рідинних мас, розташованих в посудині. Варіанти виконання магнітної чаші, розташування на її поверхні кільцеподібного магніті/, характеру його намагнічення та ін. зображено на нижченаведених рисунках. Фіг.1 -.можливі...
Попередній патент: Напій слабоградусний “лонгер” (варіанти “ківі”, “манго”, “персик”)
Наступний патент: Пристрій для позаосередкового остеосинтезу
Випадковий патент: Спосіб одержання ліпосом