Термокомпенсована теплопровідна багатошарова плата і спосіб її виготовлення
Номер патенту: 11766
Опубліковано: 25.12.1996
Автори: Татарінов Костянтин Костянтинович, Бордюгов Юрій Максимович, Залізко Віктор Олександрович, Мелех Георгій Степанович
Формула / Реферат
1. Термокомпенсированная теплопроводя-щая многослойная плата, содержащая теплопроводное термокомпенсирующее основание, выполненное в виде пластины из металла, на противоположных поверхностях которой размещены жестко соединенные с ней слои металла с одинаковыми термическими коэффициентами линейного расширения, величина которых больше величины термического коэффициента линейного расширения металла пластины, расположенные на противоположных поверхностях теплопроводного термокомпенсирующего основания и герметично соединенные с ними посредством слоя теплопроводного герметика между ними, многослойные печатные платы со сквозными отверстиями, в которых размещены колонки из теплопроводного материала заподлицо с поверхностями многослойных печатных плат и с обеспечением теплового контакта их со слоями металла теплопроводного термокомпенсирующего основания, и электрорадиоэлементы, установленные на колонках многослойных печатных плат с обеспечением теплового контакта с колонками, отличающаяся тем, что, с целью повышения надежности и технологичности конструкции, в слоях металла теплопроводного термокомпенсирующего основания выполнены взаимопересекающиеся продольные и поперечные открытые в сторону многослойных печатных плат пазы, глубина которых не менее 0,75 толщины слоев металла, которые заполнены теплопроводным компаундом. а в качестве теплопроводного герметика и теплопроводного материала колонок многослойных печатных плат использован теплопроводный компаунд пазов слоев металла теплопроводного термокомпенсирующего основания.
2. Плата по п.1, отличающаяся тем, что слои металла теплопроводного термокомпенсирующего основания выполнены в виде листов.
3. Способ изготовления термокомпенсированной теплопроводной многослойной платы, включающий нанесение слоев металла на противоположные поверхности пластины из металла, термический коэффициент линейного расширения которого меньше термических коэффициентов линейного расширения слоев металла, нанесение слоев теплопроводного герметика на внешние поверхности слоев металла с большими термическими коэффициентами линейного расширения, установку многослойных печатных плат со сквозными отверстиями и соединение их со слоями теплопроводного герметика, формирование колонок из теплопроводного материала в сквозных отверстиях многослойных печатных плат и установку на колонках многослойных печатных плат электрорадиоэлементов, отличающийся тем, что, с целью повышения надежности и упрощения технологии, после нанесения слоев металла на пластину из металла, термический коэффициент линейного расширения которого меньше термических коэффициентов линейного расширения слоев металла, в слоях металла с большими термическими коэффициентами линейного расширения выполняют взаимопересекающиеся продольные и поперечные открытые во внешнюю сторону пазы, глубина которых не менее 0,75 толщины этих слоев металла, затем на слои металла с большими термическими коэффициентами линейного расширения с пазами устанавливают многослойные печатные платы со сквозными отверстиями, в качестве теплопроводного герметика и теплопроводного материала колонок используют один и тот же теплопроводный компаунд, а нанесение слоев теплопроводного герметика на внешние поверхности слоев металла с большими термическими коэффициентами линейного расширения, соединение многослойных печатных плат со сквозными отверстиями со слоями теплопроводного герметика и формирование колонок из теплопроводного материала в сквозных отверстиях многослойных печатных плат осуществляют после установки многослойных печатных плат на слои металла с пазами одновременно путем заполнения сквозных отверстий многослойных печатных плат и взаимопересекающихся продольных и поперечных пазов слоев металла с большими термическими коэффициентами линейного расширения одним и тем же теплопроводным компаундом.
4. Способ по п.3, отличающийся тем, что заполнение теплопроводным компаундом осуществляют заливкой его.
Текст
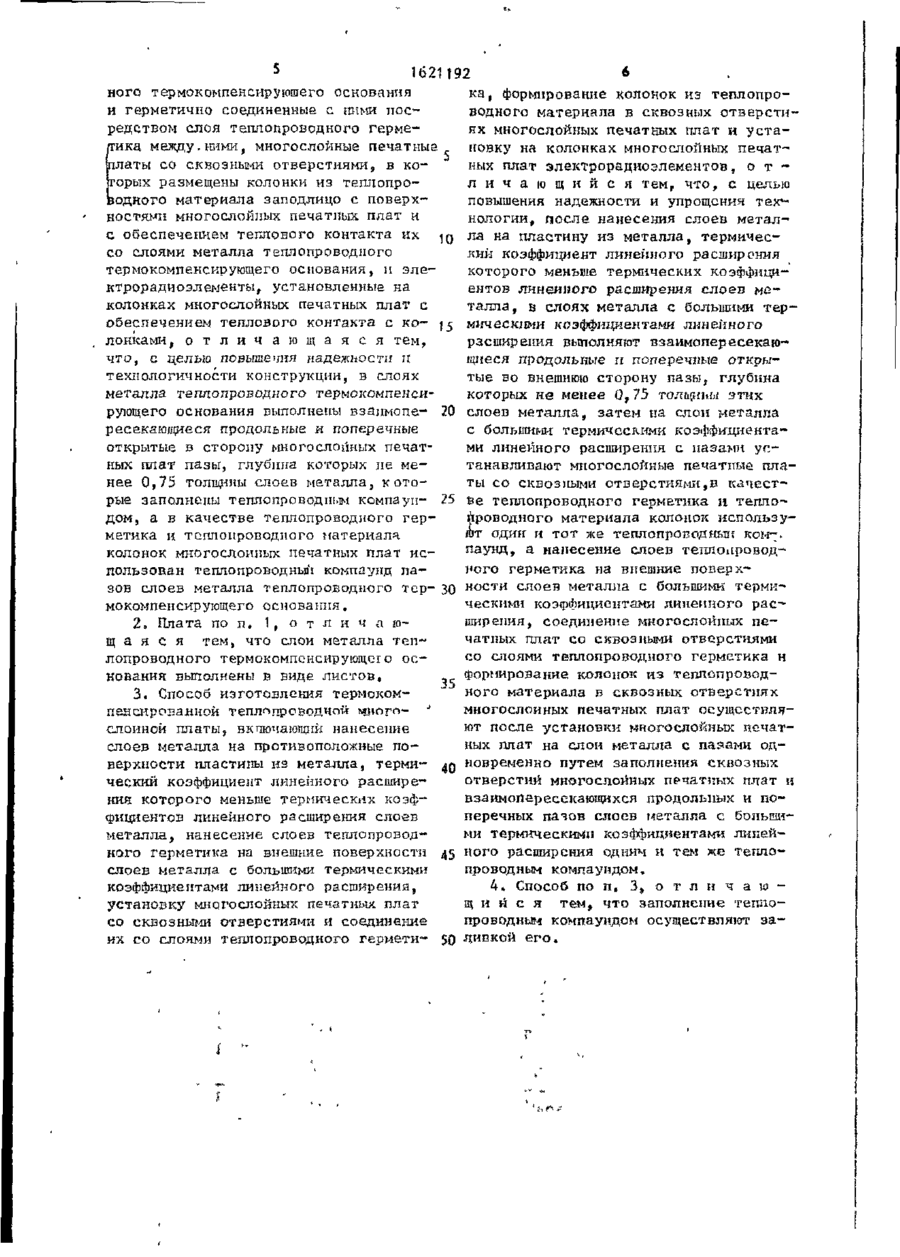
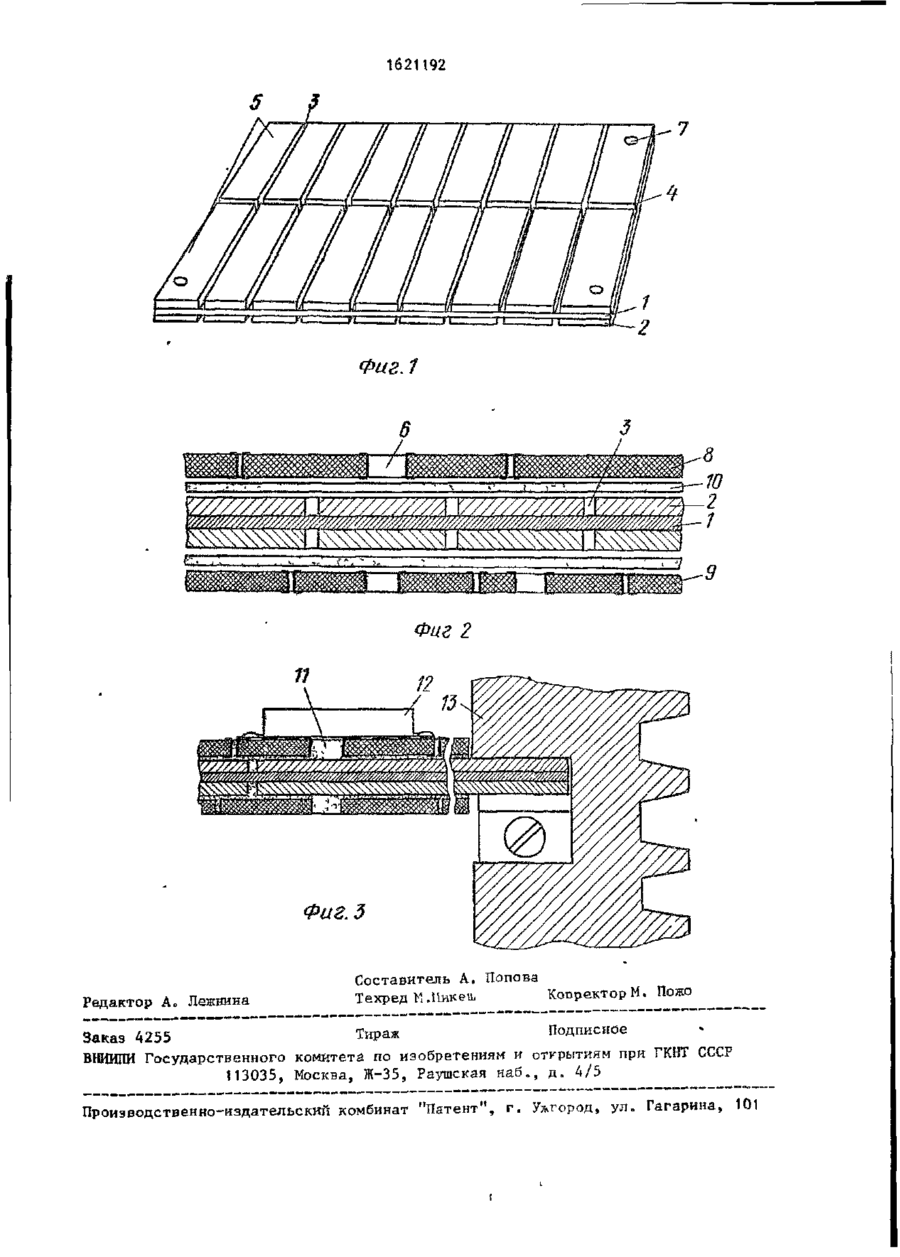
Изобретение относится к радиоэлектронике. Цель изобретения - П О Б Ы Изобретение относится к радиоэлектронике и может быть использовано при изготовлении термокомпенсированных теплопроводных плат. Цель изобретения - повышение надежности и технологичности конструкции. На фиг, 1 изображено теплопроводное основание; на фиг. 2- термокомпенсированная теплопроводная многоспопная плата перед формованием колонок из теплопроводного материала, разрез; на фи^, 3 - то же, общин вид. Способ осуществляют следуіощим образом. К пластчне 1 из материала с низким термическим коэффициентом линейного расширения (ЇКДР) с двух сторон присоединяют терчокомпенсировашюи сваркой» прессованием или другим методом игение надежности и технологичности конструкции термокомпенсироэанной теп лопроводной многослойной платы. После нанесения слоев металла на пластину в них выполняют взаимопересекающиеся продольные и поперечные открытые во внешнюю сторону пазы, глубина которых не менее 0,7Ь толщины ^тих слоев металла. На них устанавливают многослой ные печатные платы со сквозными отвер стиями. Путем одновременного заполнения сквозных отверстии многослойных печатных плат и продольных и поперечных пазов теплопроводным компаундом форлируют колонки из теплопроводного компаунда. 2 с» и 2 з.п. ф-лы, 3 ил, листы 2 металл^ с высокой теплопроводностью, после чего в них формуют поперечные 3 и продольные 4 пазы шириной 0,3-2,0 мм. Шаг поперечных пазов зависит от размера платы и плотности монтажа и может быть равен 20 - 40 мм, желательно, итобы контактные плошддки микросхем находились по разные стороны от разделительных пазов, Продольные пазы А для сохранения максимальной теплопроводности в поперечном направлении выполняют в минимальном количестве. Для плат размером до 170 х 200 мм достаточно одного продольного паза. Чтобы устранить некоторое рассогласование, в теплопроводном основании, выполняющем функцию термокомпенсирующеи прокладки механических напряжений, возникающих при изменениях температуры из-за разного 1621192 шага продольных и поперечных пазов, направление проката для материала с низким ТКЛР берут вдоль поперечных п а з о в ( а материала с высокой теплопроводностью - вдоль продольных пазов, Формование разделительных лазов 3 и 4 в слоях металла с высокой теплопроводностью резко снижает нагрузку на пластину 1 при изменениях температуры ю и позволяет увеличить толщину теплопроводного металла и, следовательно, эффективность тепдоотвоца*, при этом пазы практически не мешают отводу тепл а , поскольку градиент передачи теп- J5 ла от носителей кристаллов (БК) к ра~ диаторам направлен перпендикулярно к теплоотводяшим ребрам 5 (фиг, 1 ) , По схеме типового технологического процесса изготавливают многослойную^ печатную плату (МІШ) толщиной 0,4 1,5 мм с предварительно сформированными отверстиями 6 в местах расположения НК и собирают пакет по базовым отверстиям 7 т а к , как показано на 25 фиг. 2, где 8, 9 - МП; 1 Э 2 - слои термокомпенсирующего теплопроводного основанияj 10 - пленочный теплопроводный клей, после чего пакет прессуют при высокой температуре и давлении*, ЗО Теплопроводный клей 10 заполняет о т верстия 6 и пазы 3 и 4, одновременно соединяя термококпеисирующее теплопроводное основание с МППа образуя в о т верстиях 6 ТЄПЛООТВОДЯШНЄ КОЛОНКИ 11 35 способствующие интенсивному отводу тепла от НК 12 (фиг, 3) через металл с высокой теплопроводностью 2 и теплоотводящие ребра 5 на оребренные стенки блока 13, 40 • П р и м е р , Изготавливают восьмисложную теплопроводную термокомпенсированную плату размером 170 х 200 мм с монтажем элементной базы на поверхность платы е Собирают пакет из листов 45 анодированного алюминия толщиной 0,3 мм, инвара 0 f 3 мм } препрега СТП-4 в последовательности: алюминиевая пластина - препрег - инвар ~ предрег алюминиевая пластина. Пакет прессуют г« согласно типовому технологическому процессу прессования MKFIj после чего с двух сторон заготовки фрезеруют по восемь поперечных с шагом 20 мм пазов 5доль короткой стороны заготовки и по s s Ьдному продольному пазу по центру з а готовки . Две четырехслойные штаты, изготовленные по типовой технологии с предварительно сформованными отверс тиями диаметром 3 мм, пленочный теплопроводный клей и термоксмпенсируюідуіо теплопроводную прокладку совмещают по базовым отверстиям и собирают т а к , как показано на фиг,2. Собранный пакет прессуют при температуре 120 й С и давлении 0,9-1,5 кг/см^, в результате чего теплопроводный клей вначале р а з мягчается и заполняет переходные отверстия, отверстия под теплоотзодящие столбики в МШ и разгрузочные пазы в Г термокомпенсирующей теплопроводной прокладке, образуя под МПЇЇ герметичный объем с малым тепловым сопротивлением и непосредственным отводом тепла от НК, а затем под воздействием высокой температуры связующее теплопроводного клея полимеризуется и проч7 но соединяет заготовки друг с другом. Время полимеризации 6 ч . Ширина р а з грузочных пазов термокомпенсирующей теплопроводной прокладки 9,6 мм, глубина 0,3 мм. Слои МШ с двух сторон І прокладки соединяют с помощью гибкого кабеля. При изготовлении платы были использованы следующие материалы: стеклоткань прокладочная СТП-4 ТУ 16-503. 2T5-S1j стеклотекстолит СТФ-2,0,23 ТУ 16—503ч161—83; клей пленочный теплопроводный ТПК-69 АУЭО 028021 ТУ-ПУ; сплав АМГ-6,0,3; лента 29НК-МГ-0,092х х100 ГОСТ 14080-78. Использование изобретения позволяет значительно снизить трудоемкость изготовления теплопроводных термокомпенсированных плат за счет исключения операции установки теплоотводявзих столбиков, повысить их надежность за счет снижения механических напряжений в г- ермокомпенсаторе и "улучшить отвод тепла от носителей кристаллов. Ф о р м у л а и з о б р е т е н и я 1 в Тєрмокомпенсированная теплопроводная многослойная плата 5 содержащая теплопроводное термокомпеисирующее основание, выполненное в виде пластины из металла, на противоположных поверхностях которой размещены жестко с о е диненные с ней слои металла с одинаковыми термическими коэффициентами линейного расширения, величина которых больше величины термического коэффициента линейного расширения металла 'пластины, расположенные па противоположных поверхностях теплопровод 1621192 к а , формирование колонок из теплопроного термокомпенсируюшего основания водного материала в сквозных о т в е р с т и и герметично соединенные с ними посях многослойных печатных плат и у с т а редством слоя теплопроводного герменовку на колонках многослойных печаттика между.ними, многослойные печатные ных плат электрорадиозлементов, о т платы со сквозными отверстиями, в кол и ч а ю щ и й с я тем, ч т о , с целью 'горых размещены колонки из тешюпроповышения надежности и упрощения тех*зодного материала заподлицо с поверхнологии, после нанесения слоев металностями многослойных печатных плат и с обеспечением теплового контакта их JQ ла на пластину из металла, термичессо слоями металла теплопроводного кий коэффициент линейного расширения термокомпєнсирующего основания, ц э л е которого меньше термических коэффициктрорадиоэлементы, установленные на ентов линейного расширения слоев меколонках многослойных печатных плат с талла, в слоях металла с большими т е р обеспечением теплового контакта с к о - 15 мическнми коэффициентами линейного лонками, о т л и ч а ю щ а я с я тем, расширения выполняют взаимопересекаючто, с целью повышения надежности и щіеся продольные и поперечные открытехнологичности конструкции, в слоях тые во внешнюю сторону пазы, глубина металла теплопроводного термокомпенсикоторых не менее 0,75 толицщы этих рующего основания выполнены взапмопе- 20 слоев металла, затем на слои металла ресекающиеся продольные и поперечные с большими термическими коэффициентаоткрытые в сторону многослойных печатми линейного расширения с пазами у с ных плат пазы, глубина которых де метанавливают многослойные печатные планее 0,75 толщ-шы слоев металла, к ототы СО СКВОЗНЫМИ ОТБерСТИЯмИ,Б КАЧЄСТрые заполнены теплопроводным компауп- 25 ье теплопроводного герметика ц теплодом, а в качестве теплопроводного г е р проводного материала колонок используметика и теплопроводного материала я>т один и тот же теплопроводны» кои~. колонок многослойных печатных плат и с иаунд, а нанесение слоев теплопроводпользован теплопроводный компаунд паного герметика на внешние поверхзов слоев металла теплопроводного т е р - 30 ности слоев металла с большими термическими коэффициентами линейного расмокомпенсирующего основания. ширения, соединение многослойных п е 2. Плата по п. 1, о т л и ч а ючатных плат со сквозными отверстиями щ а я с я тем, что спои металла тепсо слоями теплопроводного герметика н лопроводного термокомпеисирующего о с формирование колонок из теплопроводнования выполнены в виде л и с т о в , 35 ного материала в сквозных отверстиях 3. Способ изготовления термокоммногослойных печатных плат осуществляп єн сир о ванной теплппроводили много— J ют после установки многослойных печатслоиной платы, включающий нанесение ных плат на слои металла с пазами одслоев металла на противоположные поновременно путем заполнения сквозных верхности пластины из металла, термиотверстий многослойных печатных плат и ческий коэффициент линейного расширевзаимогїереескающихся продольных и пония которого меньше термических коэфперечных па-эов слоев металла с большифициентов линейного расширения слоев ми термическими коэффициентами линейметалла, нанесение слоев теплопроводного герметика на внешние поверхности 45 ного расширения одним и тем же теилослоев металла с большими термическими проводным компаундом, коэффициентами лилейного расширения, 4» Способ по п . 3» о т л и ч а ю установку многослойных печатных плат щ и й с я тем, что заполнение теплосо сквозными отверстиями и соединение проводным компаундом осуществляют з а их со слоями теплопроводного гермети- 50 дивкой е г о . 1621192 Фаг.1 Фиг 2 шжттштштшмшж Редактор А. Лежнина Составитель А, Попова Техред М.Иикеш КопрєкторМ. Пожо Закаэ 4255 Тираж Подписное ВНИИІШ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб е , д. А/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул. Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюThermally conductive temperature-compensated board and its manufacturing method
Автори англійськоюZalizko Viktor Oleksandrovych, Melekh Heorhii Stepanovych, Tatarynov Kostiantyn Kostaintynovych, Bordiuhov Yurii Maksymovych
Назва патенту російськоюТермокомпенсующая теплопроводная многослойная плата и способ ее изготовления
Автори російськоюЗализко Виктор Александрович, Мелех Георгий Степанович, Татаринов Константин Константинович, Бордюгов Юрий Максимович
МПК / Мітки
МПК: H05K 7/20
Мітки: багатошарова, плата, спосіб, теплопровідна, термокомпенсована, виготовлення
Код посилання
<a href="https://ua.patents.su/4-11766-termokompensovana-teploprovidna-bagatosharova-plata-i-sposib-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Термокомпенсована теплопровідна багатошарова плата і спосіб її виготовлення</a>
З’єднувальна плата для електронних модулів
Номер патенту: 3319
Опубліковано: 27.12.1994
Автори: Шприц Єфраїм Ізраїлевич, Чайковський Ромуальд Владиславович
МПК: H05K 1/02
Мітки: модулів, з'єднувальна, електронних, плата
Формула / Реферат:
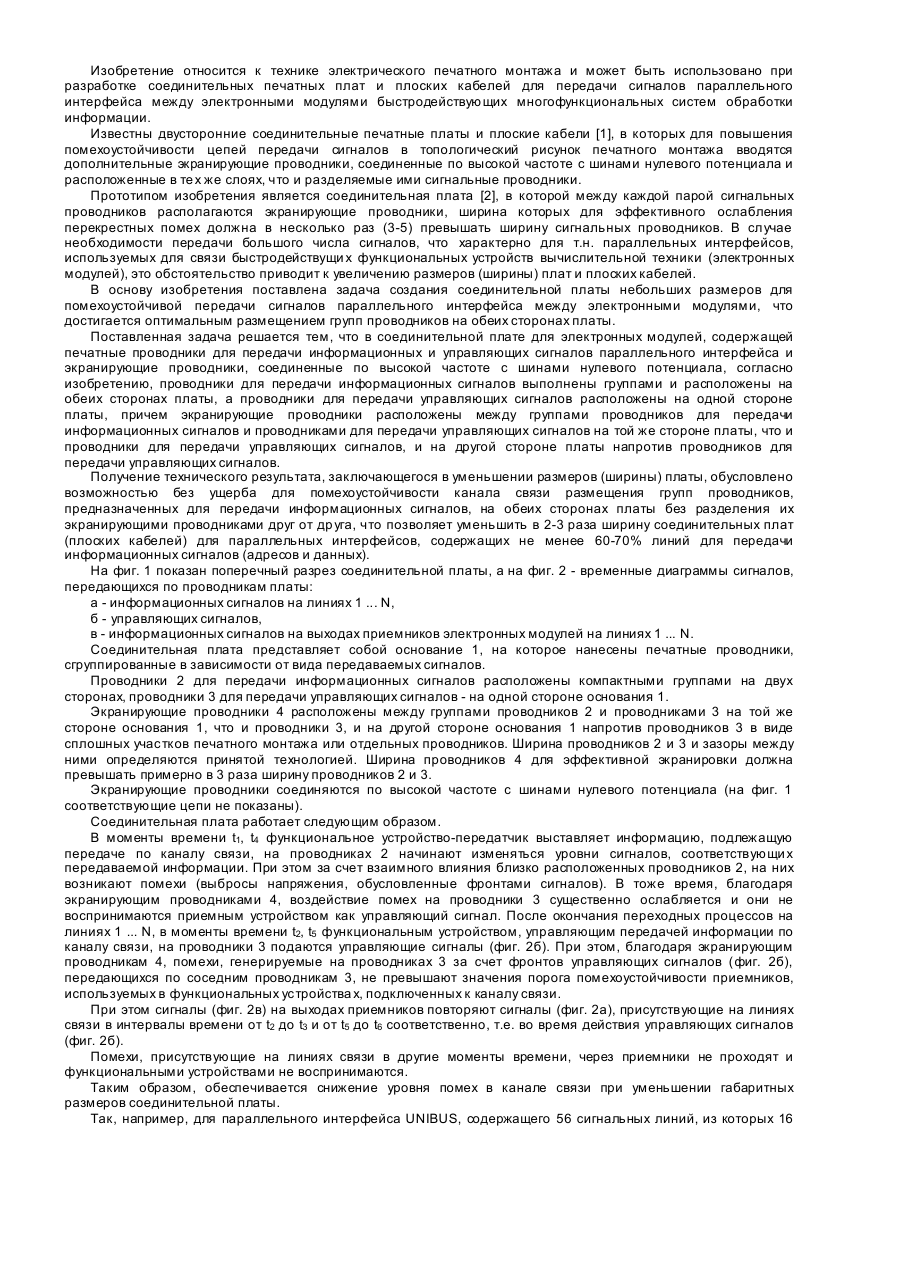
Соединительная плата для электронных модулей, содержащая печатные проводники для передачи информационных и управляющих сигналов и экранирующие проводники, соединенные по высокой частоте с шиной нулевого потенциала, отличающаяся тем, что проводники для передачи информационных сигналов выполнены группами и расположены на обеих сторонах платы, проводники для передачи управляющих сигналов расположены на одной стороне платы, при этом экранирующие...
Будова для установки печатних плат
Номер патенту: 8395
Опубліковано: 29.03.1996
Автори: Ком'ягін Юрій Васильович, Старков Костянтин Олександрович
МПК: H05K 5/00
Мітки: установки, плат, печатних, будова
Формула / Реферат:
Устройство для установки печатных плат, содержащее корпус с направляющими пазами для плат и отверстиями для установки розеток, верхнее и нижнее основания, платы с разъемами и прижимную планку, отличающееся тем, что, с целью упрощения конструкции, на боковых стенках корпуса выполнены сквозные направляющие пазы от выдавок, выполненных вдоль края боковых стенок, а на торцах боковых и передней стенок выполнены выступы, причем выступы передней...
Багатошарова конструкція
Номер патенту: 7461
Опубліковано: 29.09.1995
Автор: Гірченко Анатолій Георгійович
МПК: B32B 3/12
Мітки: конструкція, багатошарова
Формула / Реферат:
1. Многослойная конструкция, содержащая несущие слои, заполнитель из профилированных лент, соединенных между собой с образованием сообщающихся полостей, отличающаяся тем, что, с целью повышения прочности и эксплуатационной надежности, ленты выполнены с расположенными по одну или обе стороны поверхности полос выштамповками, посредством которых ленты соединены между собой.2. Конструкция по п. 1, отличающаяся тем, что выштамповки...
Спосіб виготовлення одягу
Номер патенту: 35
Опубліковано: 30.04.1993
Автори: Будаш Юрій Олександрович, Романкевич Олег Володимирович, Зубович Клара Аронівна, Березненко Сергій Миколайович, Маласай Дмитро Петрович
МПК: A41D 27/00
Мітки: виготовлення, одягу, спосіб
Формула / Реферат:
Способ изготовления одежлы, при котором выкраивают основные, промежуточные и вспомогательные детали одежды, а перед соединением их в изделие выполняют многослойные пакеты для рукавов, полочек и воротников посредством одновременного дублирования и формования клеевыми термопластичными материалами на прессе при термообработке и давлении, отличающийся тем, что, с целью повышения качества одежды при одновременном снижении материалоемкосги, в...
Спосіб виготовлення багатошарових трубчастих виробів
Номер патенту: 747
Опубліковано: 15.12.1993
Автори: Сидоренко Анатолій Михайлович, Шлапацька Валентина Василівна, Краснюк Наталія Євгенівна
МПК: B31C 1/00, B29C 71/00, B29C 53/00
Мітки: спосіб, багатошарових, виробів, виготовлення, трубчастих
Формула / Реферат:
Способ изготовления многослойних трубчатых изделий, включающий намотку на оправку внутреннего и внешнего слоев из стекловолок-нистого наполнителя, пропитанного термореактивным связующим, с расположением между ними среднего слоя изделия и отверждение связующего, отличающийся тем, что, с целью повышения гидростатической прочности изделия, уменьшения его водопоглощения и расширения технологических возможностей способа, в качестве...
Попередній патент: Машина для стикового контактного зварювання оплавленням
Наступний патент: Спосіб вимірювання швидкості потоку газу або рідини
Випадковий патент: Спосіб хірургічного лікування пацієнтів з стриктурою ентеростоми за типом "комірець єпископа"