Спосіб виготовлення ортопедичної устілки
Номер патенту: 70710
Опубліковано: 15.06.2006
Автори: Дашкевич Сергій Іванович, Додатко Валерій Павлович, Дзюбелюк Анатолій Васильович, Голуб Олександр Григорович
Формула / Реферат
Область застосування: комунальне господарство, хімічна промисловість та атомна енергетика, як глибинні насоси різного призначення.
Суть винаходу: у відцентрово-вихровому насосі, який містить штамповану підставку, нагнітаючий ковпак, кришку, корпус, робоче колесо з відцентровими та вихровими лопатями, асинхронний електродвигун, робоче колесо містить осердя у вигляді кільцевої пластини з струмопровідного немагнітного матеріалу (наприклад міді або алюмінію), а інша його частина виконана з не струмопровідного немагнітного матеріалу для надання відповідної форми з відцентровими та вихровими лопатями, статор асинхронного електродвигуна виконано дисковим з двома елементами - активним, з електричними обмотками у нахилених пазах, який розміщено у корпусі насоса, та неактивним елементом, який закріплено у кришці. Обмотки статора залито компаундом та відокремлено ізоляційною перегородкою від робочого простору з рідиною, яка спрямовується направляючим апаратом. Робоче колесо обертається та стійко утримується завдяки електродинамічним силам, стабілізаційна дія яких визначається нахилом пазів з обмоткою активного елемента та співвідношенням діаметрів елементів та робочого колеса. Зовнішній діаметр осердя робочого колеса дорівнює зовнішньому діаметру активного елемента статора та більше зовнішнього діаметру неактивного елемента. Внутрішні діаметри елементів статора дорівнюють один одному та менші за внутрішній діаметр осердя робочого колеса.
Технічний результат: спрощення конструкції насоса, значне підвищення його герметичності та надійності, регулювання й встановлювання потрібної частоти обертання, суттєве зменшення маси та габаритів, шуму і вібрацій відцентрово-вихрового насосу.
Текст
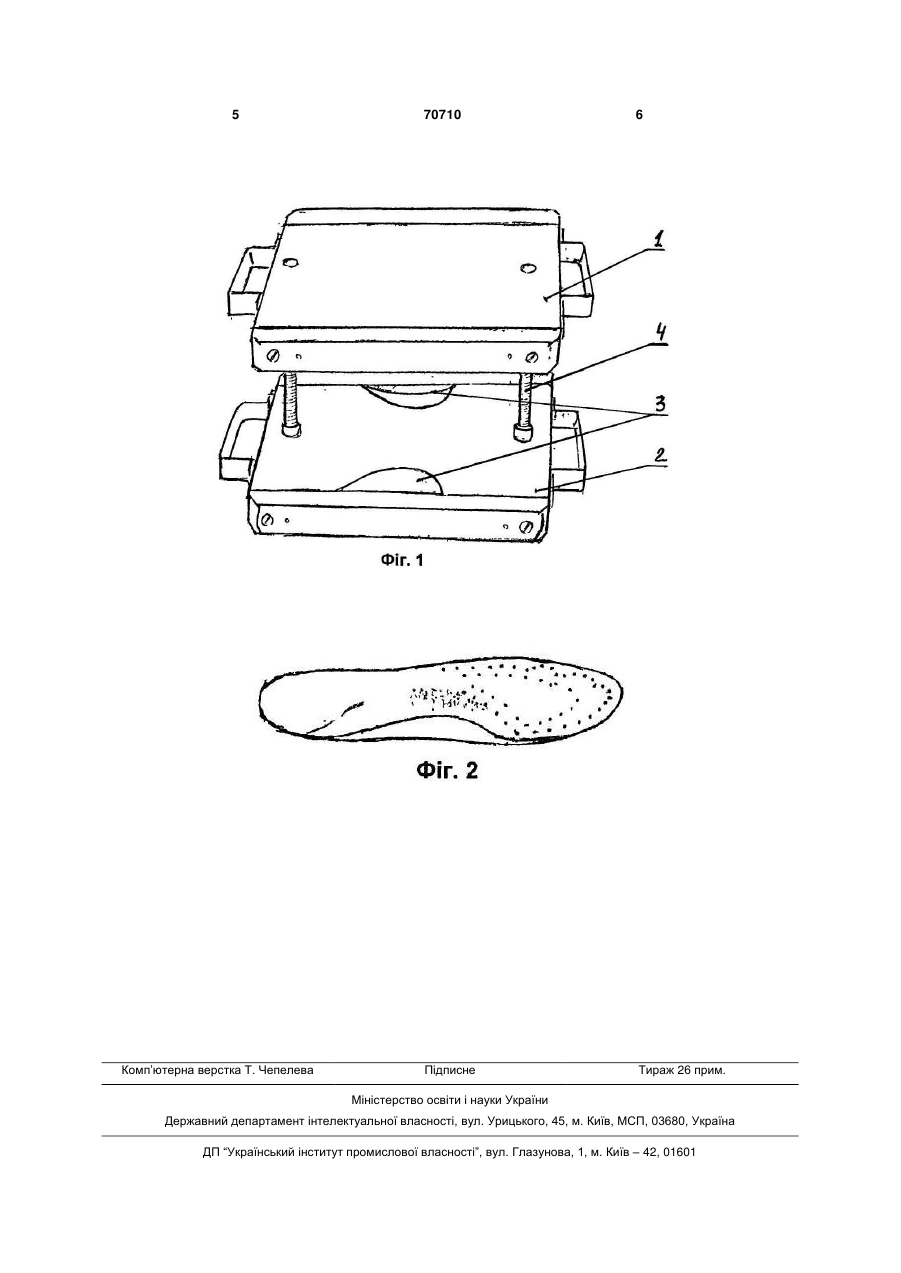
1. Спосіб виготовлення ортопедичної устілки, який включає утворення рельєфу підошовної C2 1 3 70710 4 форму, розмір та конфігурацію внутрішнього ортопедичної устілки, особливо устілки для масклепіння стопи. сового виробництва, яку використовують з метою Недоліком способу за прототипом є трудоміпрофілактики. Спрощення досягається за рахусткість та складність технології виготовлення орнок виключення енергомістких операцій зі зварютопедичної устілки, обумовлена необхідністю ванням значної кількості коригуючих елементів зварювання значної кількості коригуючих елемендля створення багатошарових підсклепінних стотів, для створення підсклепінного стовщення вщень-вигинів. вигину, а також недостатню пружність отриманоКрім того, використання силікону дозволяє го виробу. отримати ортопедичну устілку заданої пружності В основу винаходу поставлено задачу удоз супінатором-коректором, виготовленим з еколосконалити спосіб виготовлення ортопедичної гічно-чистого матеріалу, який має властивість устілки шляхом спрощення технології її виготовзберігати еластичність. Таким чином, технологія, лення, що забезпечує підвищення пружності та що заявляється дозволяє отримати ортопедичну профілактично-лікувальних властивостей устілок, устілку з заданою формою, розміром та конфігуа також зниження трудо- та енергомісткості прорацією підсклепінних стовщень-вигинів з підвицесу. щеними ресорними якостями та, як наслідок, підПоставлена задача вирішується тим, що у вищених профілактично-лікувальних способі виготовлення ортопедичної устілки, який властивостей. містить утворення рельєфу підошовної поверхні Спосіб виготовлення ортопедичної устілки ступні на поверхні устілки-заготовки та створення реалізується за допомогою пристрою, наведеного підсклепінного стовщення - вигину, відтворюючона Фіг.1. На Фіг.2 - готовий виріб. го форму, розмір та конфігурацію внутрішнього Пристрій складається з двох матриць, притисклепіння стопи, відповідно до винаходу в устілціскної 1 та закладної 2, яка виконана з виїмками 3, заготовці виконують порожнисту камеру, яка відщо відтворюють форму, розмір та конфігурацію творює форму, розмір та конфігурацію підсклепідсклепінного стовщення-вигину, тобто на ній пінного стовщення-вигину, камеру заповнюють зроблено "вибірку" довжини, висоти та ширини пластичним матеріалом, після чого устілкупідсклепінної викладки стопи. Матриці притисказаготовку укладають до матриці, виконаної з виють одна до одної та закріплюють за допомогою їмкою, яка відтворює форму, розмір та конфігугвинтового з’єднання 4. рацію підсклепінного стовщення-вигину, потім Спосіб здійснюють наступним чином. притискають притискною матрицею та вистоюють Здійснюють розкрій заготовок-устілок. Скледо закінчення процесу ствердіння пластичного юють заготовку гумовим клеєм, утворюючи у ній матеріалу, причому в якості пластичного матеріпорожнисту камеру, відповідну довжині стопи та алу використовують силікон, а порожнисту камезалишаючи "вхід" до камери для заповнення її ру в устілці-заготовці утворюють прокладенням силіконом (прокладається тонкий папір). Склеєній паперу між двома заготовками перед їх склеюзаготовці надають форми вкладної устілки для ванням. взуття. Крім того, устілка-заготовка та матриця місЧерез отвір до камери заготовки подають ситять декілька камер та, відповідно виїмок, відтволікон і заготовка з силіконом укладається до зарюючих форму, розмір та конфігурацію підсклекладної матриці 2. Заготовки укладають попарно пінних стовщень-вигинів, локалізованих з (права з лівою) до матриці 2, виконаної з виїмкаурахуванням індивідуальних особливостей або ми 3, відтворюючими форму, розмір та конфігудефектів стопи , або відповідних розрахунковій рацію підсклепінного стовщення-вигину, притисступні, розміри стану та форми склепінь стопи кають притискною матрицею 1. Потім закріпляють якої встановлені відповідними нормативами. матриці за допомогою гвинтового з’єднання 4 та Причинно-наслідковий зв'язок між сукупністю витримують на протязі 4-6 годин до остаточного суттєвих ознак та технічним результатом, який отвердіння пластичного матеріалу. досягається, полягає в наступному. Антропологічні параметри камери заготовки Виконання в устілці-заготовці порожнистої та виїмки у матриці, визначаються в залежності камери, що відтворює антропологічні параметри від довжини стопи, на підставі розрахунків, рекопідсклепінного стовщення-вигину, яка заповнюмендованих д. м.н. Яременко Д.А., [опубліковається пластичним матеріалом, зокрема, силіконих вид. "Соц. Харківщина", 1984р., м. Харків]. ном, наступне укладення з притисканням та виСпосіб виготовлення ортопедичної устілки стоюванням устілки-заготовки між двома дозволяє отримати якісний виріб з високими матрицями, одну з яких закладну виготовляють з профілактично-лікувальними властивостями, у виїмкою, відповідною до параметрів камери устівиготовленні якого застосовують екологічнолки-заготовки та відтворюючою форму, розмір та чистий матеріал-силікон, що дозволяє надавати конфігурацію підсклепінного стовщення-вигину, виробу еластичність. забезпечує спрощення технології виготовлення 5 Комп’ютерна верстка Т. Чепелева 70710 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing orthopedic insole
Автори англійськоюHolub Oleksandr Hryhorovych
Назва патенту російськоюСпособ изготовления ортопедической стельки
Автори російськоюГолуб Александр Григорьевич
МПК / Мітки
МПК: A61F 5/14
Мітки: устілки, спосіб, ортопедичної, виготовлення
Код посилання
<a href="https://ua.patents.su/3-70710-sposib-vigotovlennya-ortopedichno-ustilki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення ортопедичної устілки</a>
Спосіб виготовлення багатофункіціональної ортопедичної устілки індивідуального призначення
Номер патенту: 46116
Опубліковано: 15.05.2002
Автори: Чернов Євген Іванович, Саленко Вячеслав Михайлович, Гришко Євгенія Кузьмівна, Харченко Віталій Михайлович, Певицька Галіна Іванівна
Мітки: спосіб, багатофункіціональної, призначення, виготовлення, устілки, ортопедичної, індивідуального
Формула / Реферат:
Спосіб виготовлення багатофункціональної ортопедичної устілки індивідуального призначення, який включає виготовлення позитиву підошвенної частини стопи i формування по ньому поверxнi устілки, яка стикається зі стопою, який відрізняється тим, що устілку виготовляють двошаровою із полімерних мaтepiaлiв piзнoї жорсткості, причому шар, який прилягає до стопи, формують із poзiгpiтoгo полімеру по позитиву, поверхня якого скоригована згідно з...
Спосіб виготовлення ортопедичної устілки
Номер патенту: 74962
Опубліковано: 15.02.2006
Автори: Гришко Євгенія Кузьмівна, Журавльов Валентин Борисович, Бєлєвцова Людмила Олегівна, Салєєва Антоніна Денисівна, Хмелевська Ірина Орестівна, Певицька Галіна Іванівна, Істомін Андрій Георгійович
МПК: A61F 5/14, A61H 39/04, A61H 15/00
Мітки: устілки, ортопедичної, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення ортопедичної устілки, що включає розміщення армуючого шару з трикотажного матеріалу в формі відбитку підошовної ділянки стопи, заповнення форми відбитку підошовної ділянки стопи полімерною композицією, установку магнітів у рефлексогенні зони стопи з пониженим тиском, полімеризацію композиції до затвердіння та, при необхідності, її корекцію, який відрізняється тим, що відповідно до типорозміру форми відбитку підошовної...
Спосіб виготовлення індивідуальної ортопедичної устілки

Номер патенту: 41590
Опубліковано: 17.09.2001
Автори: Меренцева Вікторія Сергіївна, Кудрявцева Тетяна Єгорівна, Морозов Михайло Станіславович, Зарудний Сергій Семенович
МПК: A61F 5/14
Мітки: устілки, спосіб, індивідуальної, виготовлення, ортопедичної
Формула / Реферат:
П.1. Спосіб виготовлення індивідуальної ортопедичної устілки, включаючий виготовлення подвійної заготівки та введення формуючого матеріалу між шарами заготівки, який відрізняється тим, що на з’єднувані, покриті клейовим складом поверхні подвійної заготівки у зони-ортопедичних викладок та заправочних каналів розміщують тонкі подвійні прокладки, або не покривають ці зони клейовим складом, зклеюють заготівку по лінії симетрії після введення у...
Спосіб виготовлення ортопедичної устілки
Номер патенту: 22481
Опубліковано: 03.03.1998
Автори: Давиденко Віталій Юрьйович, Вихляєв Юрій Миколайович
Мітки: спосіб, устілки, ортопедичної, виготовлення
Формула / Реферат:
Способ изготовления ортопедической стельки, включающий образование рельефа поверхности стельки путем выдавливания реальной ступни на пластичном материале и создания подсводных утолщений-выгибов, отличающийся тем, что предварительно осуществляют создание подсводных утолщений-выгибов путем напластования на стельку-заготовку корригируюших элементов в виде воспроизводящих форму, размер и конфигурацию сводов стопы пелотов, локализованных с учетом...
Лікувальні устілки

Номер патенту: 47438
Опубліковано: 15.07.2002
Автор: Архангельський Віктор Віталійович
МПК: A61F 5/14
Мітки: лікувальні, устілки
Формула / Реферат:
Лікувальні устілки, опорна поверхня яких виконана з виступоутворюваними пружними елементами, що відповідають рефлексогенним зонам стоп, які відрізняються тим, що складаються з двох еластичних шарів: нижнього - щільного, жиро-, водовідштовхувального і верхнього - гігроскопічного, а виступоутворювальні пружні елементи, що включають капсули з рідкою лікарською речовиною, розташовані між ними.
Попередній патент: Агрегат для виробництва металу з залізовмісної сировини
Наступний патент: Фармацевтична композиція для перорального або місцевого застосування та спосіб її одержання
Випадковий патент: Машина для пресового зварювання труб з нагріванням дугою, керованою магнітним полем