Спосіб виготовлення багатофункіціональної ортопедичної устілки індивідуального призначення
Номер патенту: 46116
Опубліковано: 15.05.2002
Автори: Харченко Віталій Михайлович, Гришко Євгенія Кузьмівна, Саленко Вячеслав Михайлович, Чернов Євген Іванович, Певицька Галіна Іванівна
Формула / Реферат
Спосіб виготовлення багатофункціональної ортопедичної устілки індивідуального призначення, який включає виготовлення позитиву підошвенної частини стопи i формування по ньому поверxнi устілки, яка стикається зі стопою, який відрізняється тим, що устілку виготовляють двошаровою із полімерних мaтepiaлiв piзнoї жорсткості, причому шар, який прилягає до стопи, формують із poзiгpiтoгo полімеру по позитиву, поверхня якого скоригована згідно з функціональним призначенням стопи, а другий шар утворюють ручним доливанням до першого шару рідкої композиції, яка полімеризується при кімнатній температуpi, при цьому товщину другого шару визначають величиною необхідної жорсткості в поздовжньому i поперечному nepepiзах устілки.
Текст
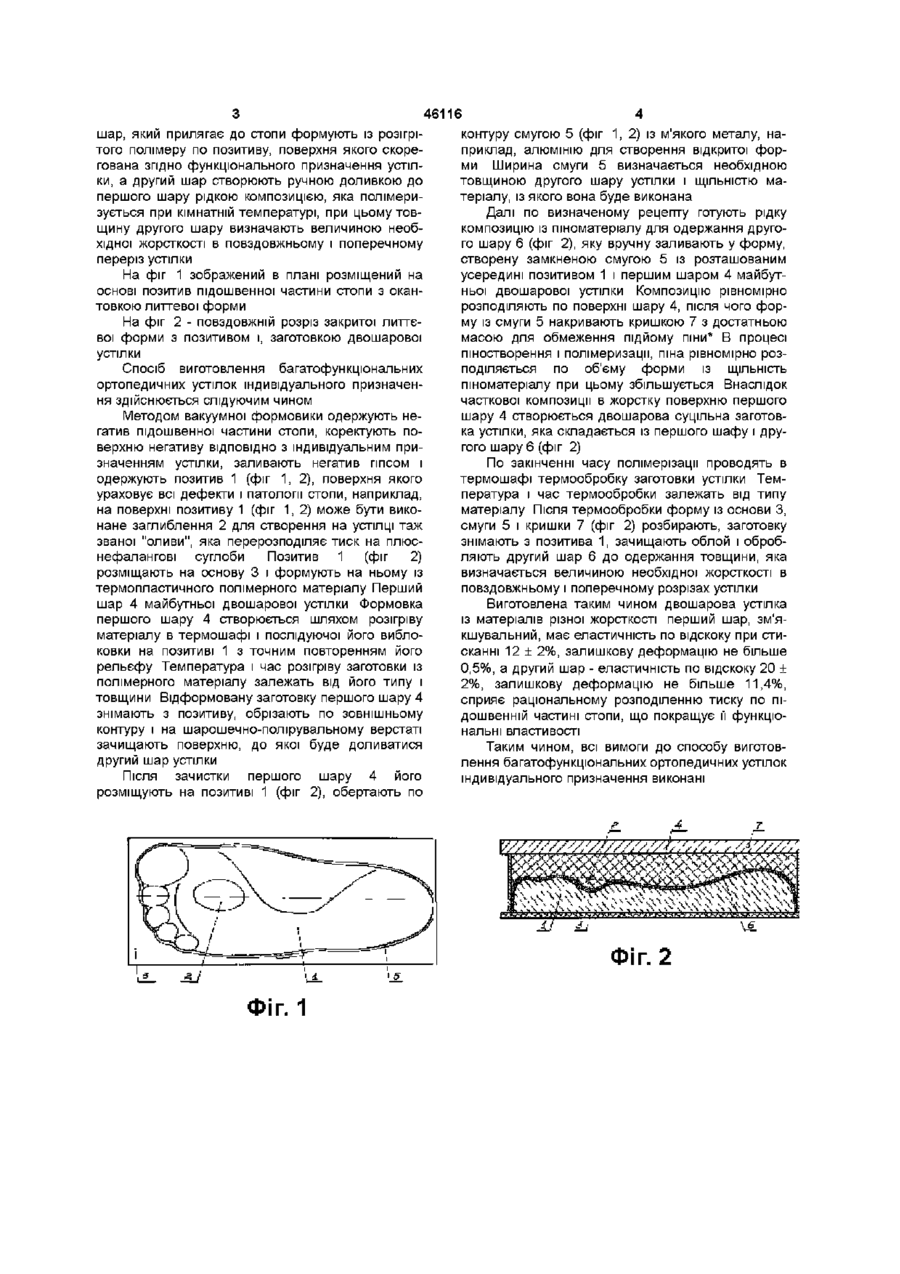
Спосіб виготовлення багатофункціональної ортопедичної устілки індивідуального призначен ня, який включає виготовлення позитиву підошвенної частини стопи і формування по ньому поверхні устілки, яка стикається зі стопою, який відрізняється тим, що устілку виготовляють двошаровою із полімерних матеріалів різної жорсткості, причому шар, який прилягає до стопи, формують із розігрітого полімеру по позитиву, поверхня якого скоригована згідно з функціональним призначенням стопи, а другий шар утворюють ручним доливанням до першого шару рідкої композиції, яка полімеризується при кімнатній температурі, при цьому товщину другого шару визначають величиною необхідної жорсткості в поздовжньому і поперечному перерізах устілки Винахід відноситься до медицини, а саме до ортопедії Відомо спосіб виготовлення устілок (заявка ФРН №1685715 МКИ кл А 43 В 13/141, 1980), який заключаешься в том, що верхній і нижній шари устілки в основному рівномірної товщини розміщують в форму, лінії поверхні якої обмежують форму устілки, виконану з уражуванням вимог ортопеди Для створення еластичного проміжного жару між нижнім і верхнім шарами вводять під тиском рідку пластмасу так, що верхній і нижній шари прилягають з геометричним замиканням до контура форми Недоліком такого способу виготовлення устілок, є те, що при заливці проміжного шару необхідно створювати тиск за допомогою спеціального обладнання, і що в процесі виготовлення устілок неможливо провести допоміжну корекцію деформації підошвенної частини стопи домістким Найбільш близьким до заявляемого є спосіб виготовлення індивідуальних устілок із полімерних матеріалів шляхом розігріву до пластичного стану заготовки і послідуючого формування його стопою пацієнта в процесі ходьби у взутті (Ас №986417 кл3 А 61 F 5/00) Недоліком відомого способу є те, що формування устілки проводиться у взутті при ходьбі при високій температурі (120 - 140°С), що може визвати неприємні хворобливі відчуття у пацієнта, а це, в свою чергу, призводить до нераціонального розподілення тиску по підошвенній частині стопи Другим недоліком відомого способу являється неможливість проведення корекції кістковом'язової системи стопи з патологічними відхиленнями в процесі формування устілок, в результаті чого вони виходять з низькими функціональними властивостями Задачею винаходу є створення способу виготовлення ортопедичної устілки, який дозволив би покращити функціональні властивості устілки в частині корекції деформації стопи і раціонального розподілення тиску по підошвеній частині стопи Поставлена задача досягається тим, що багатофункціональні ортопедичні устілки індивідуального призначення виготовляють двошаровими із полімерних матеріалів різної жорсткості, причому Відома діюча в теперішній час на протезноортопедичних підприємствах технологія виготовлення ортопедичних устілок масового і індивідуального виробництва способом склеювання між собою окремих деталей (ТУ У 213-30-97) Недоліком такого способу виготовлення устілок є те, що він не забезпечує повноцінну корекцію підошвенної частини стопи, а саме процес склеювання окремих деталей (корегуючих елементів, сліду і шкіряних деталей) являється довгим і тру q (О (О 46116 шар, який прилягає до стопи формують із розігрітого полімеру по позитиву, поверхня якого скорегована згідно функціонального призначення устілки, а другий шар створюють ручною доливкою до першого шару рідкою композицією, яка полімеризується при кімнатній температурі, при цьому товщину другого шару визначають величиною необхідної жорсткості в повздовжньому і поперечному переріз устілки На фіг 1 зображений в плані розміщений на основі позитив підошвенної частини стопи з окантовкою литтевої форми На фіг 2 - повздовжній розріз закритої литтєвоі форми з позитивом і, заготовкою двошарової устілки Спосіб виготовлення багатофункціональних ортопедичних устілок індивідуального призначення здійснюється слідуючим чином Методом вакуумної формовики одержують негатив підошвенної частини стопи, коректують поверхню негативу ВІДПОВІДНО з індивідуальним призначенням устілки, заливають негатив гіпсом і одержують позитив 1 (фіг 1, 2), поверхня якого ураховує всі дефекти і патології стопи, наприклад, на поверхні позитиву 1 (фіг 1, 2) може бути виконане заглиблення 2 для створення на устілці таж званої "оливи", яка перерозподіляє тиск на плюснефалангові суглоби Позитив 1 (фіг 2) розміщають на основу 3 і формують на ньому із термопластичного полімерного матеріалу Перший шар 4 майбутньої двошарової устілки Формовка першого шару 4 створюється шляхом розігріву матеріалу в термошафі і послідуючої його виблоковки на позитиві 1 з точним повторенням його рельєфу Температура і час розігріву заготовки із полімерного матеріалу залежать від його типу і товщини Відформовану заготовку першого шару 4 знімають з позитиву, обрізають по зовнішньому контуру і на шарошечно-полірувальному верстаті зачищають поверхню, до якої буде доливатися другий шар устілки Після зачистки першого шару 4 його розміщують на позитиві 1 (фіг 2), обертають по контуру смугою 5 (фіг 1, 2) із м'якого металу, наприклад, алюмінію для створення відкритої форми Ширина смуги 5 визначається необхідною товщиною другого шару устілки і ЩІЛЬНІСТЮ матеріалу, із якого вона буде виконана Далі по визначеному рецепту готують рідку композицію із пшоматеріалу для одержання другого шару 6 (фіг 2), яку вручну заливають у форму, створену замкненою смугою 5 із розташованим усередині позитивом 1 і першим шаром 4 майбутньої двошарової устілки Композицію рівномірно розподіляють по поверхні шару 4, після чого форму із смуги 5 накривають кришкою 7 з достатньою масою для обмеження підйому піни* В процесі пшостворення і полімеризації, піна рівномірно розподіляється по об'єму форми із ЩІЛЬНІСТЬ пшоматеріалу при цьому збільшується Внаслідок часткової композиції в жорстку поверхню першого шару 4 створюється двошарова суцільна заготовка устілки, яка складається із першого шафу і другого шару 6 (фіг 2) По закінченні часу полімерізацм проводять в термошафі термообробку заготовки устілки Температура і час термообробки залежать від типу матеріалу Після термообробки форму із основи З, смуги 5 і кришки 7 (фіг 2) розбирають, заготовку знімають з позитива 1, зачищають облой і обробляють другий шар 6 до одержання товщини, яка визначається величиною необхідної жорсткості в повздовжньому і поперечному розрізах устілки Виготовлена таким чином двошарова устілка із матеріалів різної жорсткості перший шар, зм'якшувальний, має еластичність по відскоку при стисканні 12 ± 2%, залишкову деформацію не більше 0,5%, а другий шар - еластичність по відскоку 20 ± 2%, залишкову деформацію не більше 11,4%, сприяє раціональному розподіленню тиску по підошвенній частині стопи, що покращує її функціональні властивості Таким чином, всі вимоги до способу виготовлення багатофункціональних ортопедичних устілок індивідуального призначення виконані AJ A Фіг. 2 ФІГ. 1 46116 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюChernov Yevhen Ivanovych, Pevytska Halyna Ivanivna, Hryshko Yevhenia Kuzmivna, Kharchenko Vitalii Mykhailovych
Автори російськоюЧернов Евгений Иванович, Певицкая Галина Ивановна, Гришко Евгения Кузьминична, Харченко Виталий Михайлович
МПК / Мітки
Мітки: устілки, виготовлення, багатофункіціональної, індивідуального, ортопедичної, спосіб, призначення
Код посилання
<a href="https://ua.patents.su/3-46116-sposib-vigotovlennya-bagatofunkicionalno-ortopedichno-ustilki-individualnogo-priznachennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення багатофункіціональної ортопедичної устілки індивідуального призначення</a>
Спосіб виготовлення індивідуальної ортопедичної устілки

Номер патенту: 41590
Опубліковано: 17.09.2001
Автори: Меренцева Вікторія Сергіївна, Зарудний Сергій Семенович, Морозов Михайло Станіславович, Кудрявцева Тетяна Єгорівна
МПК: A61F 5/14
Мітки: ортопедичної, устілки, виготовлення, спосіб, індивідуальної
Формула / Реферат:
П.1. Спосіб виготовлення індивідуальної ортопедичної устілки, включаючий виготовлення подвійної заготівки та введення формуючого матеріалу між шарами заготівки, який відрізняється тим, що на з’єднувані, покриті клейовим складом поверхні подвійної заготівки у зони-ортопедичних викладок та заправочних каналів розміщують тонкі подвійні прокладки, або не покривають ці зони клейовим складом, зклеюють заготівку по лінії симетрії після введення у...
Спосіб виготовлення ортопедичної устілки
Номер патенту: 22481
Опубліковано: 03.03.1998
Автори: Давиденко Віталій Юрьйович, Вихляєв Юрій Миколайович
Мітки: устілки, виготовлення, спосіб, ортопедичної
Формула / Реферат:
Способ изготовления ортопедической стельки, включающий образование рельефа поверхности стельки путем выдавливания реальной ступни на пластичном материале и создания подсводных утолщений-выгибов, отличающийся тем, что предварительно осуществляют создание подсводных утолщений-выгибов путем напластования на стельку-заготовку корригируюших элементов в виде воспроизводящих форму, размер и конфигурацию сводов стопы пелотов, локализованных с учетом...
Спосіб виготовлення устілок
Номер патенту: 46606
Опубліковано: 15.05.2002
Автори: Чернов Євген Іванович, Гришко Євгенія Кузьмівна, Салєєва Антоніна Денисівна, Хмелевська Ірина Орестівна, Певицька Галіна Іванівна, Саленко Вячеслав Михайлович
МПК: A61F 5/14
Мітки: устілок, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення устілок, що включає розміщення у формі нижнього і верхнього шарів заготівок, заливання рідкої пластмаси між ними, який відрізняється тим, що пластифіковану композицію, наприклад на основі низькотемпературного кремнійорганічного каучуку СКТН зі ступенем пластифікації, яка забезпечує опір стиску (65-70) % і твердість по Шору (10-15) у.о., заливають на нижній шар заготівлі із трикотажного текстилю висотою не менш 2 мм,...
Спосіб фіксації ортопедичної конструкції до природних зубів
Номер патенту: 45792
Опубліковано: 15.04.2002
Автори: Левкович Анатолій Миколайович, Коваленко Миколай Олексійович, Бочкарь Едуард Васильович
МПК: A61C 13/23
Мітки: спосіб, фіксації, зубів, природних, ортопедичної, конструкції
Формула / Реферат:
Спосіб фіксації ортопедичної конструкції до природних зубів, що включає підготовку поверхонь зубів, виготовлення мостоподібного протезу, нанесення адгезивного матеріалу на його поверхню з остаточним притисканням до зубів, який відрізняється тим, що додатково перед нанесенням адгезивного матеріалу поверхню мостоподібного протезу піддають електрохімічному травленню, а потім покривають шаром твердих часток еліпсоподібної форми габаритами...
Спосіб виготовлення радіонуклідного джерела спеціального призначення
Номер патенту: 42213
Опубліковано: 15.10.2001
Автори: Фєдчєнко Іван Сергєєвіч, Соловйов Володимир Георгійович, Данілєнко Владімір Ніколаєвіч, Мединець Володимир Іванович, Фєтісов Лев Павлович, Тяков Олександр Миколайович
МПК: G01N 33/00, G01T 1/00
Мітки: радіонуклідного, виготовлення, спосіб, джерела, призначення, спеціального
Формула / Реферат:
1. Спосіб виготовлення радіонуклідного джерела спеціального призначення, що включає нанесення радіоактивної мітки на поверхню частинок сипкого матеріалу шляхом змішування розбавленого зразкового розчину радіонуклідів з нерадіоактивним сипким матеріалом, перемішування, висушування, перенесення у вимірювальну кювету, який відрізняється тим, що радіоактивну мітку вводять, в структуру матеріалу джерела за який використовується композитний...
Попередній патент: Енергетичний вузол ствольної установки пожежогасіння
Наступний патент: Антигельмінтний препарат для тварин “анвермін”
Випадковий патент: Випарник багатокомпонентних матеріалів