Спосіб виготовлення ортопедичної устілки
Номер патенту: 22481
Опубліковано: 03.03.1998
Автори: Вихляєв Юрій Миколайович, Давиденко Віталій Юрьйович
Формула / Реферат
Способ изготовления ортопедической стельки, включающий образование рельефа поверхности стельки путем выдавливания реальной ступни на пластичном материале и создания подсводных утолщений-выгибов, отличающийся тем, что предварительно осуществляют создание подсводных утолщений-выгибов путем напластования на стельку-заготовку корригируюших элементов в виде воспроизводящих форму, размер и конфигурацию сводов стопы пелотов, локализованных с учетом индивидуальных особенностей или дефектов стопы, а затем выдавливание рельефа поверхности стельки -- путем самоформования в процессе естественной ходьбы с использованием уже готовой, вложенной в реальную обувь стельки, выполненной из слоев материала различной пластичности, упругости и жесткости, например, пенополиэтилена.
Текст
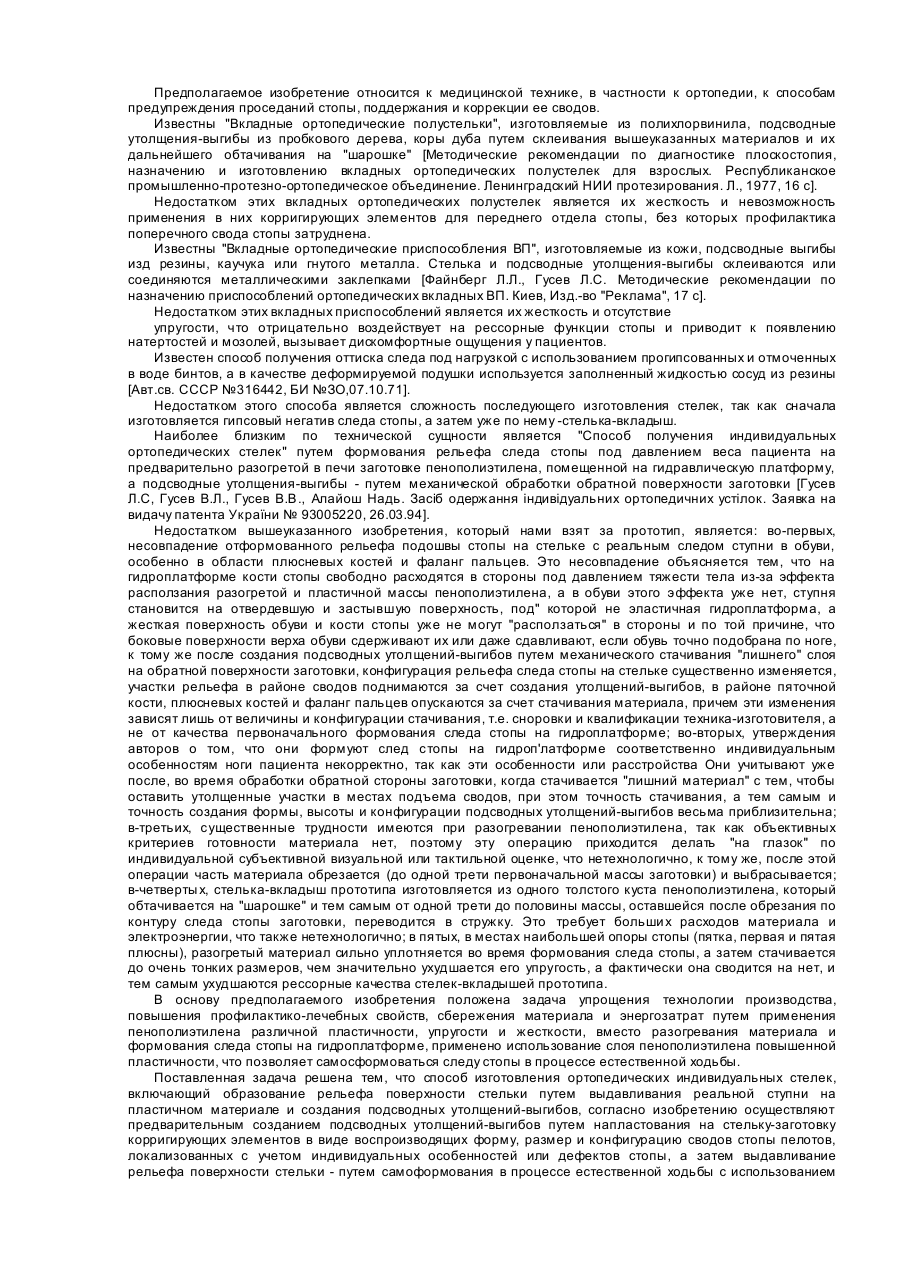
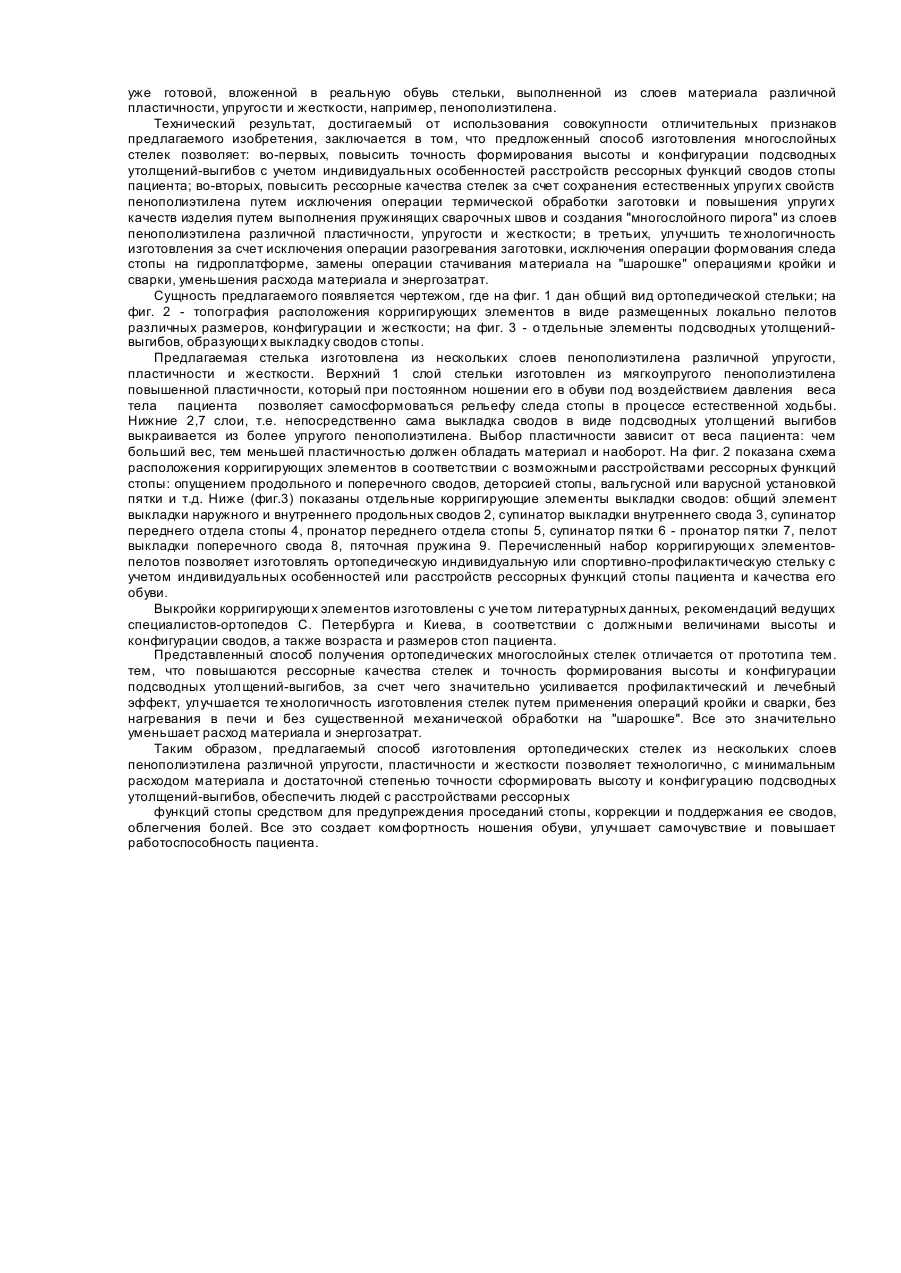
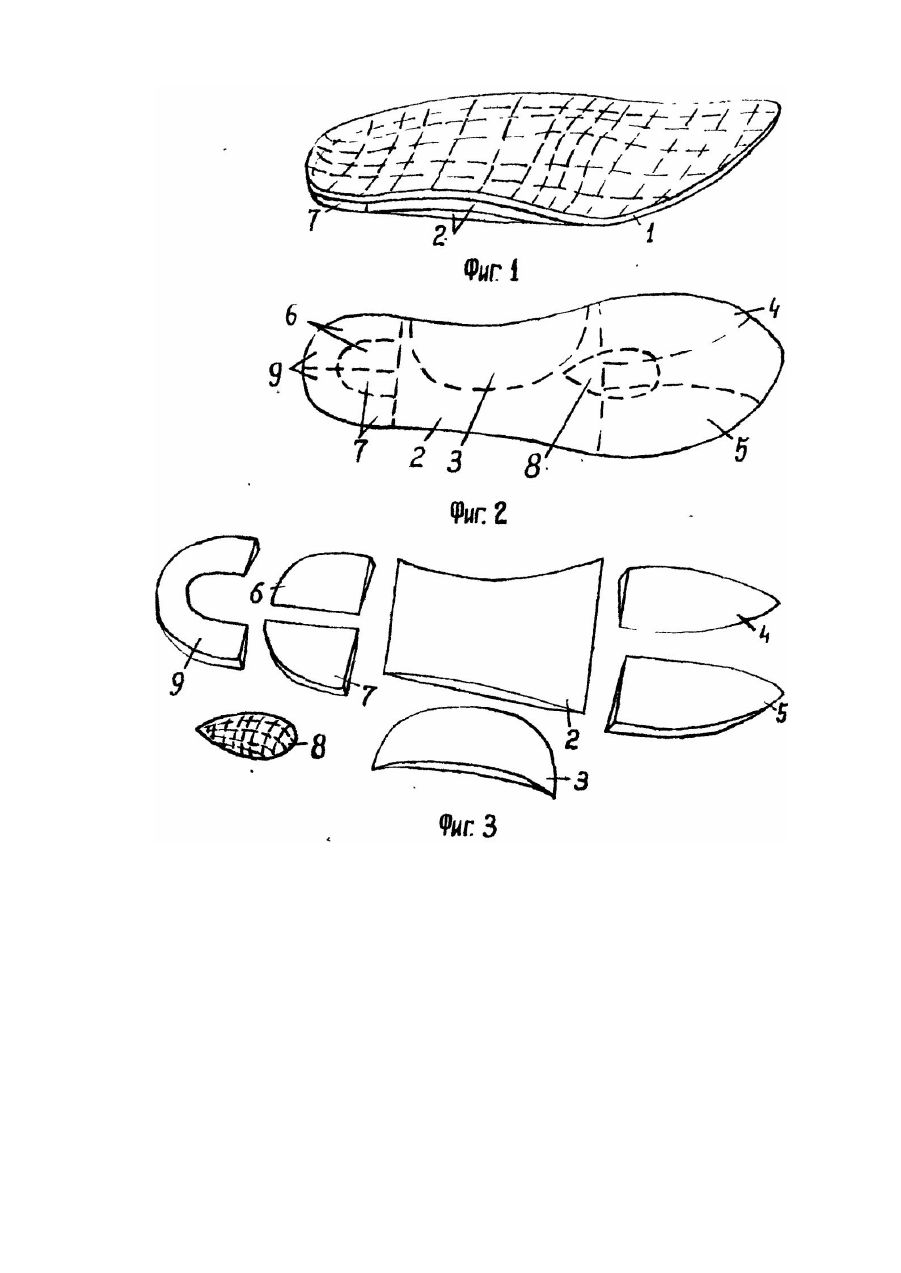
Предполагаемое изобретение относится к медицинской технике, в частности к ортопедии, к способам предупреждения проседаний стопы, поддержания и коррекции ее сводов. Известны "Вкладные ортопедические полустельки", изготовляемые из полихлорвинила, подсводные утолщения-выгибы из пробкового дерева, коры дуба путем склеивания вышеуказанных материалов и их дальнейшего обтачивания на "шарошке" [Методические рекомендации по диагностике плоскостопия, назначению и изготовлению вкладных ортопедических полустелек для взрослых. Республиканское промышленно-протезно-ортопедическое объединение. Ленинградский НИИ протезирования. Л., 1977, 16 с]. Недостатком этих вкладных ортопедических полустелек является их жесткость и невозможность применения в них корригирующих элементов для переднего отдела стопы, без которых профилактика поперечного свода стопы затруднена. Известны "Вкладные ортопедические приспособления ВП", изготовляемые из кожи, подсводные выгибы изд резины, каучука или гнутого металла. Стелька и подсводные утолщения-выгибы склеиваются или соединяются металлическими заклепками [Файнберг Л.Л., Гусев Л.С. Методические рекомендации по назначению приспособлений ортопедических вкладных ВП. Киев, Изд.-во "Реклама", 17 с]. Недостатком этих вкладных приспособлений является их жесткость и отсутствие упругости, что отрицательно воздействует на рессорные функции стопы и приводит к появлению натертостей и мозолей, вызывает дискомфортные ощущения у пациентов. Известен способ получения оттиска следа под нагрузкой с использованием прогипсованных и отмоченных в воде бинтов, а в качестве деформируемой подушки используется заполненный жидкостью сосуд из резины [Авт.св. СССР №316442, БИ №ЗО,07.10.71]. Недостатком этого способа является сложность последующего изготовления стелек, так как сначала изготовляется гипсовый негатив следа стопы, а затем уже по нему -стелька-вкладыш. Наиболее близким по технической сущности является "Способ получения индивидуальных ортопедических стелек" путем формования рельефа следа стопы под давлением веса пациента на предварительно разогретой в печи заготовке пенополиэтилена, помещенной на гидравлическую платформу, а подсводные утолщения-выгибы - путем механической обработки обратной поверхности заготовки [Гусев Л.С, Гусев В.Л., Гусев В.В., Алайош Надь. Засіб одержання індивідуальних ортопедичних устілок. Заявка на видачу патента України № 93005220, 26.03.94]. Недостатком вышеуказанного изобретения, который нами взят за прототип, является: во-первых, несовпадение отформованного рельефа подошвы стопы на стельке с реальным следом ступни в обуви, особенно в области плюсневых костей и фаланг пальцев. Это несовпадение объясняется тем, что на гидроплатформе кости стопы свободно расходятся в стороны под давлением тяжести тела из-за эффекта расползания разогретой и пластичной массы пенополиэтилена, а в обуви этого эффекта уже нет, ступня становится на отвердевшую и застывшую поверхность, под" которой не эластичная гидроплатформа, а жесткая поверхность обуви и кости стопы уже не могут "расползаться" в стороны и по той причине, что боковые поверхности верха обуви сдерживают их или даже сдавливают, если обувь точно подобрана по ноге, к тому же после создания подсводных утолщений-выгибов путем механического стачивания "лишнего" слоя на обратной поверхности заготовки, конфигурация рельефа следа стопы на стельке существенно изменяется, участки рельефа в районе сводов поднимаются за счет создания утолщений-выгибов, в районе пяточной кости, плюсневых костей и фаланг пальцев опускаются за счет стачивания материала, причем эти изменения зависят лишь от величины и конфигурации стачивания, т.е. сноровки и квалификации техника-изготовителя, а не от качества первоначального формования следа стопы на гидроплатформе; во-вторых, утверждения авторов о том, что они формуют след стопы на гидроп'латформе соответственно индивидуальным особенностям ноги пациента некорректно, так как эти особенности или расстройства Они учитывают уже после, во время обработки обратной стороны заготовки, когда стачивается "лишний материал" с тем, чтобы оставить утолщенные участки в местах подъема сводов, при этом точность стачивания, а тем самым и точность создания формы, высоты и конфигурации подсводных утолщений-выгибов весьма приблизительна; в-третьих, существенные трудности имеются при разогревании пенополиэтилена, так как объективных критериев готовности материала нет, поэтому эту операцию приходится делать "на глазок" по индивидуальной субъективной визуальной или тактильной оценке, что нетехнологично, к тому же, после этой операции часть материала обрезается (до одной трети первоначальной массы заготовки) и выбрасывается; в-четверты х, стелька-вкладыш прототипа изготовляется из одного толстого куста пенополиэтилена, который обтачивается на "шарошке" и тем самым от одной трети до половины массы, оставшейся после обрезания по контуру следа стопы заготовки, переводится в стружку. Это требует больши х расходов материала и электроэнергии, что также нетехнологично; в пятых, в местах наибольшей опоры стопы (пятка, первая и пятая плюсны), разогретый материал сильно уплотняется во время формования следа стопы, а затем стачивается до очень тонких размеров, чем значительно ухудшается его упругость, а фактически она сводится на нет, и тем самым ухудшаются рессорные качества стелек-вкладышей прототипа. В основу предполагаемого изобретения положена задача упрощения технологии производства, повышения профилактико-лечебных свойств, сбережения материала и энергозатрат путем применения пенополиэтилена различной пластичности, упругости и жесткости, вместо разогревания материала и формования следа стопы на гидроплатформе, применено использование слоя пенополиэтилена повышенной пластичности, что позволяет самосформоваться следу стопы в процессе естественной ходьбы. Поставленная задача решена тем, что способ изготовления ортопедических индивидуальных стелек, включающий образование рельефа поверхности стельки путем выдавливания реальной ступни на пластичном материале и создания подсводных утолщений-выгибов, согласно изобретению осуществляют предварительным созданием подсводных утолщений-выгибов путем напластования на стельку-заготовку корригирующих элементов в виде воспроизводящих форму, размер и конфигурацию сводов стопы пелотов, локализованных с учетом индивидуальных особенностей или дефектов стопы, а затем выдавливание рельефа поверхности стельки - путем самоформования в процессе естественной ходьбы с использованием уже готовой, вложенной в реальную обувь стельки, выполненной из слоев материала различной пластичности, упругости и жесткости, например, пенополиэтилена. Технический результат, достигаемый от использования совокупности отличительных признаков предлагаемого изобретения, заключается в том, что предложенный способ изготовления многослойных стелек позволяет: во-первых, повысить точность формирования высоты и конфигурации подсводных утолщений-выгибов с учетом индивидуальных особенностей расстройств рессорных функций сводов стопы пациента; во-вторых, повысить рессорные качества стелек за счет сохранения естественных упруги х свойств пенополиэтилена путем исключения операции термической обработки заготовки и повышения упруги х качеств изделия путем выполнения пружинящих сварочных швов и создания "многослойного пирога" из слоев пенополиэтилена различной пластичности, упругости и жесткости; в третьих, улучшить те хнологичность изготовления за счет исключения операции разогревания заготовки, исключения операции формования следа стопы на гидроплатформе, замены операции стачивания материала на "шарошке" операциями кройки и сварки, уменьшения расхода материала и энергозатрат. Сущность предлагаемого появляется чертежом, где на фиг. 1 дан общий вид ортопедической стельки; на фиг. 2 - топография расположения корригирующих элементов в виде размещенных локально пелотов различных размеров, конфигурации и жесткости; на фиг. 3 - о тдельные элементы подсводных утолщенийвыгибов, образующи х выкладку сводов стопы. Предлагаемая стелька изготовлена из нескольких слоев пенополиэтилена различной упругости, пластичности и жесткости. Верхний 1 слой стельки изготовлен из мягкоупругого пенополиэтилена повышенной пластичности, который при постоянном ношении его в обуви под воздействием давления веса тела пациента позволяет самосформоваться рельефу следа стопы в процессе естественной ходьбы. Нижние 2,7 слои, т.е. непосредственно сама выкладка сводов в виде подсводных утолщений выгибов выкраивается из более упругого пенополиэтилена. Выбор пластичности зависит от веса пациента: чем больший вес, тем меньшей пластичностью должен обладать материал и наоборот. На фиг. 2 показана схема расположения корригирующих элементов в соответствии с возможными расстройствами рессорных функций стопы: опущением продольного и поперечного сводов, деторсией стопы, вальгусной или варусной установкой пятки и т.д. Ниже (фиг.3) показаны отдельные корригирующие элементы выкладки сводов: общий элемент выкладки наружного и внутреннего продольных сводов 2, супинатор выкладки внутреннего свода 3, супинатор переднего отдела стопы 4, пронатор переднего отдела стопы 5, супинатор пятки 6 - пронатор пятки 7, пелот выкладки поперечного свода 8, пяточная пружина 9. Перечисленный набор корригирующи х элементовпелотов позволяет изготовлять ортопедическую индивидуальную или спортивно-профилактическую стельку с учетом индивидуальных особенностей или расстройств рессорных функций стопы пациента и качества его обуви. Выкройки корригирующи х элементов изготовлены с уче том литературных данных, рекомендаций ведущих специалистов-ортопедов С. Петербурга и Киева, в соответствии с должными величинами высоты и конфигурации сводов, а также возраста и размеров стоп пациента. Представленный способ получения ортопедических многослойных стелек отличается от прототипа тем. тем, что повышаются рессорные качества стелек и точность формирования высоты и конфигурации подсводных утолщений-выгибов, за счет чего значительно усиливается профилактический и лечебный эффект, улучшается те хнологичность изготовления стелек путем применения операций кройки и сварки, без нагревания в печи и без существенной механической обработки на "шарошке". Все это значительно уменьшает расход материала и энергозатрат. Таким образом, предлагаемый способ изготовления ортопедических стелек из нескольких слоев пенополиэтилена различной упругости, пластичности и жесткости позволяет технологично, с минимальным расходом материала и достаточной степенью точности сформировать высоту и конфигурацию подсводных утолщений-выгибов, обеспечить людей с расстройствами рессорных функций стопы средством для предупреждения проседаний стопы, коррекции и поддержания ее сводов, облегчения болей. Все это создает комфортность ношения обуви, улучшает самочувствие и повышает работоспособность пациента.
ДивитисяДодаткова інформація
Автори англійськоюVykhliaiev Yurii Mykolaiovych
Автори російськоюВихляев Юрий Николаевич
МПК / Мітки
Мітки: ортопедичної, виготовлення, спосіб, устілки
Код посилання
<a href="https://ua.patents.su/3-22481-sposib-vigotovlennya-ortopedichno-ustilki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення ортопедичної устілки</a>
Спосіб виготовлення взуття для захисту від радіації
Номер патенту: 10070
Опубліковано: 30.09.1996
Автори: Капітанов Константін Автономовіч, Лобза Георгій Семенович
Мітки: спосіб, взуття, захисту, виготовлення, радіації
Формула / Реферат:
Способ изготовления обуви для защиты от радиации, включающий сборку заготовки верха, формование на колодке, подготовку следа к литью низа, формование и крепление низа из пенополиуретана методом литья, отличающийся тем, что в исходные компоненты материала низа перед литьем вводят экранирующую добавку, состоящую из соединений редкоземельных элементов и сурьмы в соответствии 4:1-1:4 с молекулярной массой 293-351 и кристаллической плотностью...
Супінатор стопи пролонгованої дії
Номер патенту: 17592
Опубліковано: 06.05.1997
Автори: Сичов Сергій Олександрович, Вихляєв Юрій Миколайович, Некрашевич Олексій Іванович, Петрушевський Іван Іванович
Мітки: стопи, пролонгованої, дії, супінатор
Формула / Реферат:
Супинатор стопы пролонгированного действия, содержащий подсводный упор и средство его фиксации, отличающийся тем, что подсводный упор имеет массажное покрытие и снабжен стабилизатором, выполненным в виде внутренне-бокового мягко-упругого гребня, выема для дополнительного удержания подсводного упора чулочно-носочного изделия и подпяточной жестко-упругой стельки, а средство фиксации подсводного упора выполнено съемным, в виде мягкой нетянущейся...
Спосіб виготовлення диска колеса
Номер патенту: 18802
Опубліковано: 25.12.1997
Автори: Шумейко Дмитро Іванович, Шумейко Андрій Дмитрович, Шумейко Павло Дмитрович
МПК: B21D 22/20
Мітки: колеса, диска, виготовлення, спосіб
Формула / Реферат:
Способ изготовления диска колеса путем вытяжки полого полуфабриката, пробивки в донной части отверстий для крепления колеса и формирования их профиля, а затем образования на внутренней поверхности полуфабриката рельефа, отличающийся тем, что рельеф образуют на боковой стенке внутренней поверхности полого полуфабриката между отверстиями в виде продольных ребер переменной высоты, увеличивающейся к открытому торцу полого полуфабриката путем...
Спосіб виготовлення попередньо-напружених залізобетонних конструкцій
Номер патенту: 1027
Опубліковано: 30.12.1993
Автори: Полігушко Борис Миколайович, Вишнякова Алла Борисівна, Литвиненко Ганна Анатоліївна, Красовська Галина Михайлівна, Суріков Ігор Миколайович, Дудар Михайло Іванович, Івченко Олександр Васильович
МПК: E04G 21/12
Мітки: виготовлення, залізобетонних, спосіб, попередньо-напружених, конструкцій
Формула / Реферат:
Способ изготовления предварительно напряженных железобетонных конструкций армированных преимущественно термомеханически упрочненной арматурной сталью, включающий электронагрев стержней, укладку их в форму и бетонирование, отличающийся тем, что, с целью повышения надежности железобетонных конструкций за счет увеличения конструкционной прочности и повышения пластичности сварных соединений стержни перед укладкой в форму подвергают электронагреву...
Спосіб виготовлення зігнутих деталей таврового профілю
Номер патенту: 6660
Опубліковано: 29.12.1994
Автори: Шумейко Андрій Дмитрович, Шумейко Дмитрій Іванович, Кравчук Степан Іванович
МПК: B21D 53/00
Мітки: виготовлення, таврового, профілю, спосіб, деталей, зігнутих
Формула / Реферат:
(57) 1. Способ изготовления изогнутых деталей таврового сечения, включающий получение заготовок таврового сечения и гибку их на ребро, отличающийся тем, что заготовку получают сваркой из полосы, предназначенной для полки, и полосы, предназначенной для ребра, а перед сваркой на одной стороне полос формуют поперечные и продольные впадины, причем на полосе, предназначенной для полки, впадины выполняют со стороны сварных швов, а на полосе,...
Попередній патент: Склад для одержання реагенту для обробки бурових розчинів
Наступний патент: Спосіб виготовлення фотополімеризаційноздатної пластини
Випадковий патент: Насосна установка