Спосіб виготовлення плит
Номер патенту: 71092
Опубліковано: 15.11.2004
Автори: Матвієнко Анатолій Григорович, Матвієнко Віктор Григорович

Формула / Реферат
1. Спосіб виготовлення деревостружкових плит та інших виробів з відходів деревообробки, наприклад тирси, стружки тощо, або рослинної сировини, наприклад соломи, лушпиння тощо, без використання зв'язуючого шляхом гарячого пресування, який відрізняється тим, що попередньо до відходів (рослинної сировини) при перемішуванні доливають водний розчин кислоти, суміш нагрівають до температури 90-160°С, після чого додають нейтралізуючий агент та гідpoфoбiзaтоp, а гаряче пресування ведуть при температурі 140-220°С та тиску 2,5-30,0 МПа.
2. Спосіб виготовлення за п. 1, який відрізняється тим, що як кислоту використовують сірчану, фосфорну, соляну кислоти, як нейтралізуючий агент - цемент, гашене або негашене вапно, крейду, як гідрофобізатор - парафін, петролатум, бітум або їх суміші.
3. Спосіб виготовлення за п. 1, який відрізняється тим, що на 100 мас.ч. відходів деревообробки (рослинної сировини) використовують 0,2-5,0 мас.ч. кислоти; яка міститься в розчині з концентрацією 1-96 %, 0,2-5 мас.ч. нейтралізуючого агента та 0,2-1,5 мас.ч. гідрофобізатора.
Текст
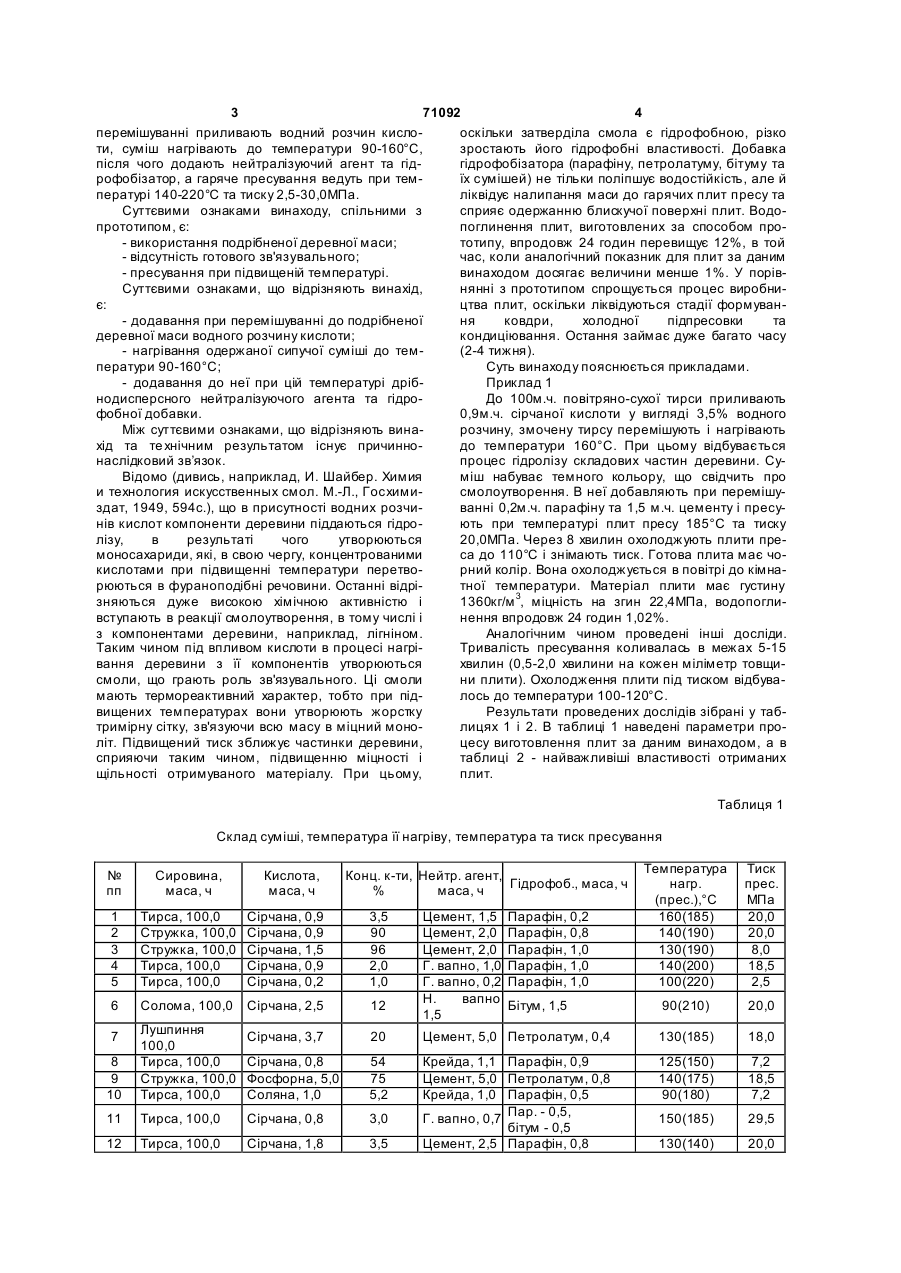
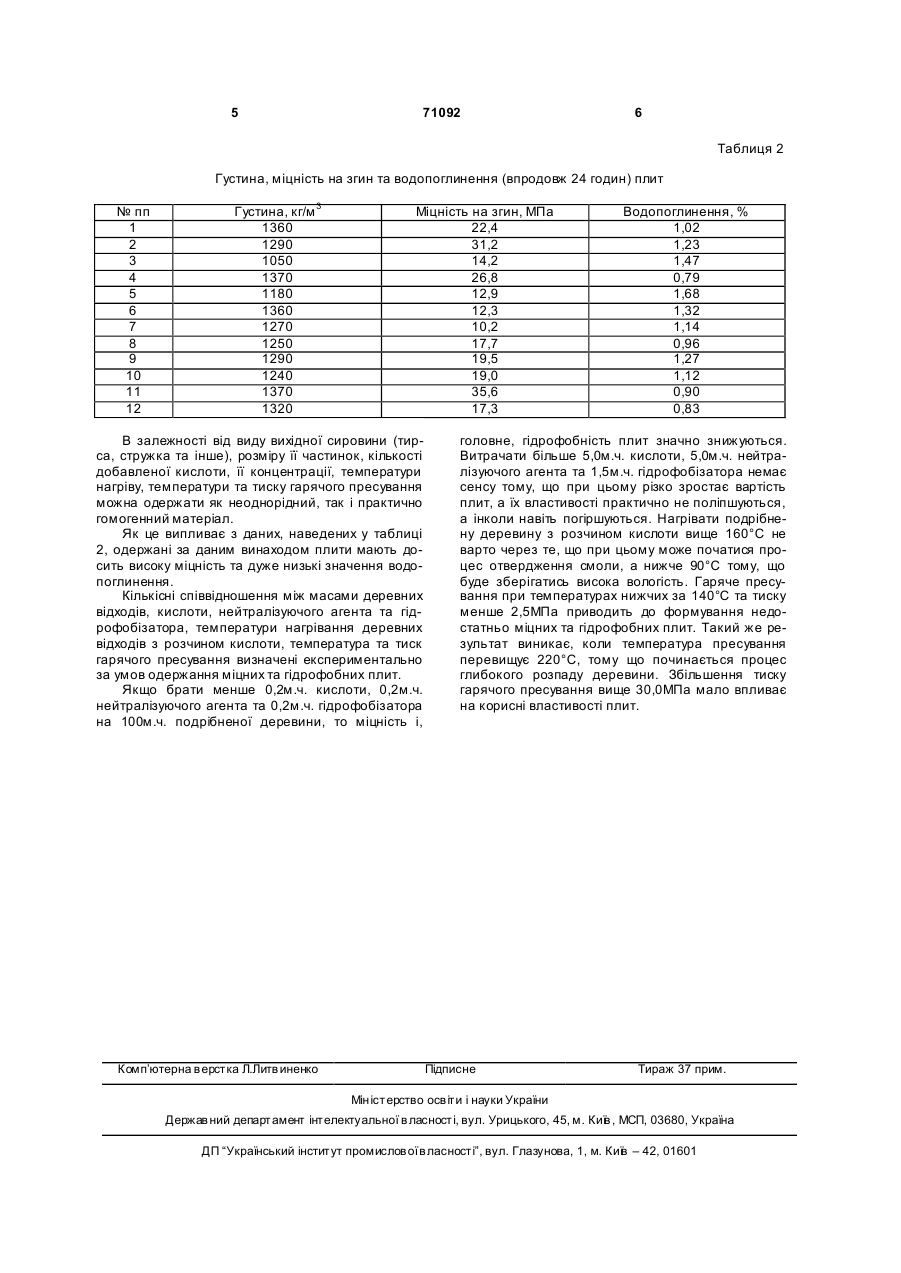
1. Спосіб виготовлення деревостружкових плит та інших виробів з відходів деревообробки, наприклад тирси, стружки тощо, або рослинної сировини, наприклад соломи, лушпиння тощо, без використання зв'язуючого шляхом гарячого пресування, який відрізняється тим, що попередньо до відходів (рослинної сировини) при перемішуванні доливають водний розчин кислоти, суміш нагріва 3 71092 4 перемішуванні приливають водний розчин кислооскільки затверділа смола є гідрофобною, різко ти, суміш нагрівають до температури 90-160°С, зростають його гідрофобні властивості. Добавка після чого додають нейтралізуючий агент та гідгідрофобізатора (парафіну, петролатуму, бітуму та рофобізатор, а гаряче пресування ведуть при темїх сумішей) не тільки поліпшує водостійкість, але й пературі 140-220°С та тиску 2,5-30,0МПа. ліквідує налипання маси до гарячих плит пресу та Суттєвими ознаками винаходу, спільними з сприяє одержанню блискучої поверхні плит. Водопрототипом, є: поглинення плит, виготовлених за способом про- використання подрібненої деревної маси; тотипу, впродовж 24 годин перевищує 12%, в той - відсутність готового зв'язувального; час, коли аналогічний показник для плит за даним - пресування при підвищеній температурі. винаходом досягає величини менше 1%. У порівСуттєвими ознаками, що відрізняють винахід, нянні з прототипом спрощується процес виробниє: цтва плит, оскільки ліквідуються стадії формуван- додавання при перемішуванні до подрібненої ня ковдри, холодної підпресовки та деревної маси водного розчину кислоти; кондиціювання. Остання займає дуже багато часу - нагрівання одержаної сипучої суміші до тем(2-4 тижня). ператури 90-160°С; Суть винаходу пояснюється прикладами. - додавання до неї при цій температурі дрібПриклад 1 нодисперсного нейтралізуючого агента та гідроДо 100м.ч. повітряно-сухої тирси приливають фобної добавки. 0,9м.ч. сірчаної кислоти у вигляді 3,5% водного Між суттєвими ознаками, що відрізняють винарозчину, змочену тирсу перемішують і нагрівають хід та те хнічним результатом існує причиннодо температури 160°С. При цьому відбувається наслідковий зв’язок. процес гідролізу складових частин деревини. СуВідомо (дивись, наприклад, И. Шайбер. Химия міш набуває темного кольору, що свідчить про и технология искусственных смол. М.-Л., Госхимисмолоутворення. В неї добавляють при перемішуздат, 1949, 594с.), що в присутності водних розчиванні 0,2м.ч. парафіну та 1,5 м.ч. цементу і пресунів кислот компоненти деревини піддаються гідроють при температурі плит пресу 185°С та тиску лізу, в результаті чого утворюються 20,0МПа. Через 8 хвилин охолоджують плити премоносахариди, які, в свою чергу, концентрованими са до 110°С і знімають тиск. Готова плита має чокислотами при підвищенні температури перетворний колір. Вона охолоджується в повітрі до кімнарюються в фураноподібні речовини. Останні відрітної температури. Матеріал плити має густину зняються дуже високою хімічною активністю і 1360кг/м 3, міцність на згин 22,4МПа, водопогливступають в реакції смолоутворення, в тому числі і нення впродовж 24 годин 1,02%. з компонентами деревини, наприклад, лігніном. Аналогічним чином проведені інші досліди. Таким чином під впливом кислоти в процесі нагріТривалість пресування коливалась в межах 5-15 вання деревини з її компонентів утворюються хвилин (0,5-2,0 хвилини на кожен міліметр товщисмоли, що грають роль зв'язувального. Ці смоли ни плити). Охолодження плити під тиском відбувамають термореактивний характер, тобто при підлось до температури 100-120°С. вищених температурах вони утворюють жорстку Результати проведених дослідів зібрані у табтримірну сітку, зв'язуючи всю масу в міцний монолицях 1 і 2. В таблиці 1 наведені параметри проліт. Підвищений тиск зближує частинки деревини, цесу виготовлення плит за даним винаходом, а в сприяючи таким чином, підвищенню міцності і таблиці 2 - найважливіші властивості отриманих щільності отримуваного матеріалу. При цьому, плит. Таблиця 1 Склад суміші, температура її нагріву, температура та тиск пресування № пп Сировина, маса, ч Кислота, маса, ч 1 2 3 4 5 Тирса, 100,0 Стружка, 100,0 Стружка, 100,0 Тирса, 100,0 Тирса, 100,0 Сірчана, 0,9 Сірчана, 0,9 Сірчана, 1,5 Сірчана, 0,9 Сірчана, 0,2 3,5 90 96 2,0 1,0 6 Солома, 100,0 Сірчана, 2,5 12 7 Сірчана, 3,7 20 8 9 10 Лушпиння 100,0 Тирса, 100,0 Стружка, 100,0 Тирса, 100,0 Сірчана, 0,8 Фосфорна, 5,0 Соляна, 1,0 54 75 5,2 11 Тирса, 100,0 Сірчана, 0,8 3,0 12 Тирса, 100,0 Сірчана, 1,8 3,5 Температура нагр. (прес.),°С 160(185) 140(190) 130(190) 140(200) 100(220) Тиск прес. МПа 20,0 20,0 8,0 18,5 2,5 90(210) 20,0 Цемент, 5,0 Петролатум, 0,4 130(185) 18,0 Крейда, 1,1 Парафін, 0,9 Цемент, 5,0 Петролатум, 0,8 Крейда, 1,0 Парафін, 0,5 Г. вапно, 0,7 Пар. - 0,5, бітум - 0,5 Цемент, 2,5 Парафін, 0,8 125(150) 140(175) 90(180) 7,2 18,5 7,2 150(185) 29,5 130(140) 20,0 Конц. к-ти, Нейтр. агент, Гідрофоб., маса, ч % маса, ч Цемент, 1,5 Парафін, 0,2 Цемент, 2,0 Парафін, 0,8 Цемент, 2,0 Парафін, 1,0 Г. вапно, 1,0 Парафін, 1,0 Г. вапно, 0,2 Парафін, 1,0 Н. вапно, Бітум, 1,5 1,5 5 71092 6 Таблиця 2 Густина, міцність на згин та водопоглинення (впродовж 24 годин) плит № пп 1 2 3 4 5 6 7 8 9 10 11 12 Густина, кг/м 3 1360 1290 1050 1370 1180 1360 1270 1250 1290 1240 1370 1320 Міцність на згин, МПа 22,4 31,2 14,2 26,8 12,9 12,3 10,2 17,7 19,5 19,0 35,6 17,3 В залежності від виду вихідної сировини (тирса, стружка та інше), розміру її частинок, кількості добавленої кислоти, її концентрації, температури нагріву, температури та тиску гарячого пресування можна одержати як неоднорідний, так і практично гомогенний матеріал. Як це випливає з даних, наведених у таблиці 2, одержані за даним винаходом плити мають досить високу міцність та дуже низькі значення водопоглинення. Кількісні співвідношення між масами деревних відходів, кислоти, нейтралізуючого агента та гідрофобізатора, температури нагрівання деревних відходів з розчином кислоти, температура та тиск гарячого пресування визначені експериментально за умов одержання міцних та гідрофобних плит. Якщо брати менше 0,2м.ч. кислоти, 0,2м.ч. нейтралізуючого агента та 0,2м.ч. гідрофобізатора на 100м.ч. подрібненої деревини, то міцність і, Комп’ютерна в ерстка Л.Литв иненко Водопоглинення, % 1,02 1,23 1,47 0,79 1,68 1,32 1,14 0,96 1,27 1,12 0,90 0,83 головне, гідрофобність плит значно знижуються. Витрачати більше 5,0м.ч. кислоти, 5,0м.ч. нейтралізуючого агента та 1,5м.ч. гідрофобізатора немає сенсу тому, що при цьому різко зростає вартість плит, а їх властивості практично не поліпшуються, а інколи навіть погіршуються. Нагрівати подрібнену деревину з розчином кислоти вище 160°С не варто через те, що при цьому може початися процес отвердження смоли, а нижче 90°С тому, що буде зберігатись висока вологість. Гаряче пресування при температурах нижчих за 140°С та тиску менше 2,5МПа приводить до формування недостатньо міцних та гідрофобних плит. Такий же результат виникає, коли температура пресування перевищує 220°С, тому що починається процес глибокого розпаду деревини. Збільшення тиску гарячого пресування вище 30,0МПа мало впливає на корисні властивості плит. Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of plates
Автори англійськоюMatvienko Viktor Hryhorovych
Назва патенту російськоюСпособ изготовления плит
Автори російськоюМатвиенко Виктор Григорьевич
МПК / Мітки
МПК: B27N 3/04, B27N 3/00, C08L 97/00
Мітки: виготовлення, спосіб, плит
Код посилання
<a href="https://ua.patents.su/3-71092-sposib-vigotovlennya-plit.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення плит</a>
Спосіб виготовлення плит
Номер патенту: 46302
Опубліковано: 15.05.2002
Автори: Матвієнко Анатолій Григорович, Матвієнко Віктор Григорович
МПК: B27N 3/00, C08L 97/00
Мітки: плит, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення плит з відходів деревообробки (тирси, стружки тощо) або рослинного походження (соломи, опалого листя, соняшникового лушпиння тощо), що включає змішування сухих подрібнених відходів з хімічними реагентами та пресування одержаної маси, який відрізняється тим, що як хімічний реагент використовують сірчану та фосфорну кислоти або їх суміші, пресування проводять при звичайній температурі та тиску 2,5-125 МПа, після чого...
Спосіб виготовлення будівельних малотоксичних плит
Номер патенту: 54691
Опубліковано: 17.03.2003
Автори: Герасименко Іван Іванович, Яковенко Валентин Петрович, Третяк Петро Петрович
МПК: B27N 3/00
Мітки: малотоксичних, плит, будівельних, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення будівельних малотоксичних плит, що включає виготовлення і сушіння подрібнених частинок дерева або рослинних відходів, змішування їх з карбамідоформальдегідною смолою і карбамідом, формування стружкового пакета, пресування й кондиціювання плит, який відрізняється тим, що в смолу вводять водний розчин карбаміду, рідкого скла і білкового клею в кількості від 1 до 10 % сухих речовин від сухого залишку смоли, при наступному...
Спосіб виготовлення деревно – полімерних плит
Номер патенту: 36997
Опубліковано: 16.04.2001
Автори: Ковальський Ігор Володимирович, Гурустримба Світлана Михайлівна, Ященко Галина Миколаївна, Кравченко Олег Григорович, Пєшкова Олена Іванівна
МПК: B27K 5/00
Мітки: плит, виготовлення, деревної, полімерних, спосіб
Текст:
...здійснюють при температурі 160-170°С і тиску 5-7 МПа в залежності від товщини вигото влених плит. Таблиця Компоненти суміші та показники фізико – механічних власти востей дослідних зразків Деревні частинки Подріблений поліетилен Відходи полівінілхлориду суспензійного Парафінова стружка Міцність на згин, МПа Розбухання по товщині за 24 години, % 1 70,0 15,0 12,0 3,0 17,5 26,2 Для виготовлення дослідних зразків деревнополімерної плити...
Спосіб виготовлення деревних плит
Номер патенту: 34938
Опубліковано: 15.03.2001
Автори: Гурустримба Світлана Михайловна, Кравченко Олег Григорович, Заніна Ірина Олександрівна, Ященко Галина Миколаївна, Ковальський Ігор Володимирович, Пешкова Олена Іванівна
МПК: B27N 3/00
Мітки: виготовлення, спосіб, плит, деревних
Формула / Реферат:
1. Спосіб виготовлення деревних плит, що включає розпуск у гідророзбивачі макулатури змішаних марок до утворення волокнистої суспензії, формування вакуумуванням деревно-волокнистого полотна та гаряче пресування, і відрізняється тим, що у гідророзбивач разом з макулатурою додатково подають деревні частинки, а перед вакуумуванням вводять комплексну добавку при такому співвідношенні компонентів, мас.%:2. Спосіб за п. 1...
Спосіб виготовлення малотоксичних плит будівельного призначення
Номер патенту: 50986
Опубліковано: 15.11.2002
Автори: Герасименко Іван Іванович, Яковенко Валентин Петрович, Третяк Петро Петрович
Мітки: будівельного, спосіб, малотоксичних, плит, призначення, виготовлення
Формула / Реферат:
Спосіб виготовлення малотоксичних плит будівельного призначення, що включає виготовлення і сушіння рослинних частинок, змішування їх з карбамідоформальдегідною смолою і карбамідом, формування пакета, пресування і кондиціювання плит, який відрізняється тим, що в карбамідоформальдегідну смолу вводять водний розчин карбаміду, рідкого скла і казеїнового клею в кількості від 0,5 до 5% сухих речовин від сухого залишку смоли, а подрібнені рослинні...
Попередній патент: Спосіб анодування титану та титанових сплавів
Наступний патент: Спосіб корекції порушень рухових функцій у дітей з церебральним паралічем
Випадковий патент: Злиткорозрізний верстат