Піч електрокальцинації сипучого вуглецевого матеріалу
Номер патенту: 72633
Опубліковано: 15.03.2005
Автори: Бондаренко Анатолій Васильович, Лебедєв Володимир Олександрович, Кутузов Сергій Володимирович, Лакомський Віктор Йосипович, Кириленко Василь Петрович, Хромєнков Сєргєй Міхайловіч, Петров Борис Федорович, Пічак Володимир Григорович, Биковець Володимир Володимирович, Патон Борис Євгенович
Формула / Реферат
1. Піч електрокальцинації сипучого вуглецевого матеріалу, наприклад антрациту, що містить циліндричну шахту, футерівка якої має кільцевий виступ, верхній і нижній електроди, пристрої завантаження і вивантаження, яка відрізняється тим, що, кільцевий виступ, укріплений на футерівці у верхній половині шахти печі, виконаний у вигляді дроселя, складеного з окремих ділянок сектора кола, що утворюють суцільний отвір, діаметр якого складає 0,25-0,60 від внутрішнього діаметра футерівки печі, причому поверхня кожної ділянки дроселя, що обернена до верхнього електрода, складається із прямокутної частини і частини, що має кут нахилу до горизонталі, менший на 2-10 градусів за кут тертя антрациту об матеріал дроселя, а поверхня ділянки дроселя, що обернена до нижнього електрода, виконана горизонтальною, крім того, дросель додатково оснащений отворами для проходження газів.
2. Піч за п. 1, яка відрізняється тим, що дросель виконаний з неметалевого тугоплавкого матеріалу.
3. Піч за п. 1, яка відрізняється тим, що отвори для проходження газів виконані в тілі ділянок секторів і складаються із колін, що знаходяться під кутом одне до одного.
4. Піч за п. 1, яка відрізняється тим, що отвори для проходження газів виконані у вигляді виїмок на бічних стикових поверхнях ділянок секторів, при цьому виїмки складаються із колін, розташованих під кутом одне до одного.
Текст
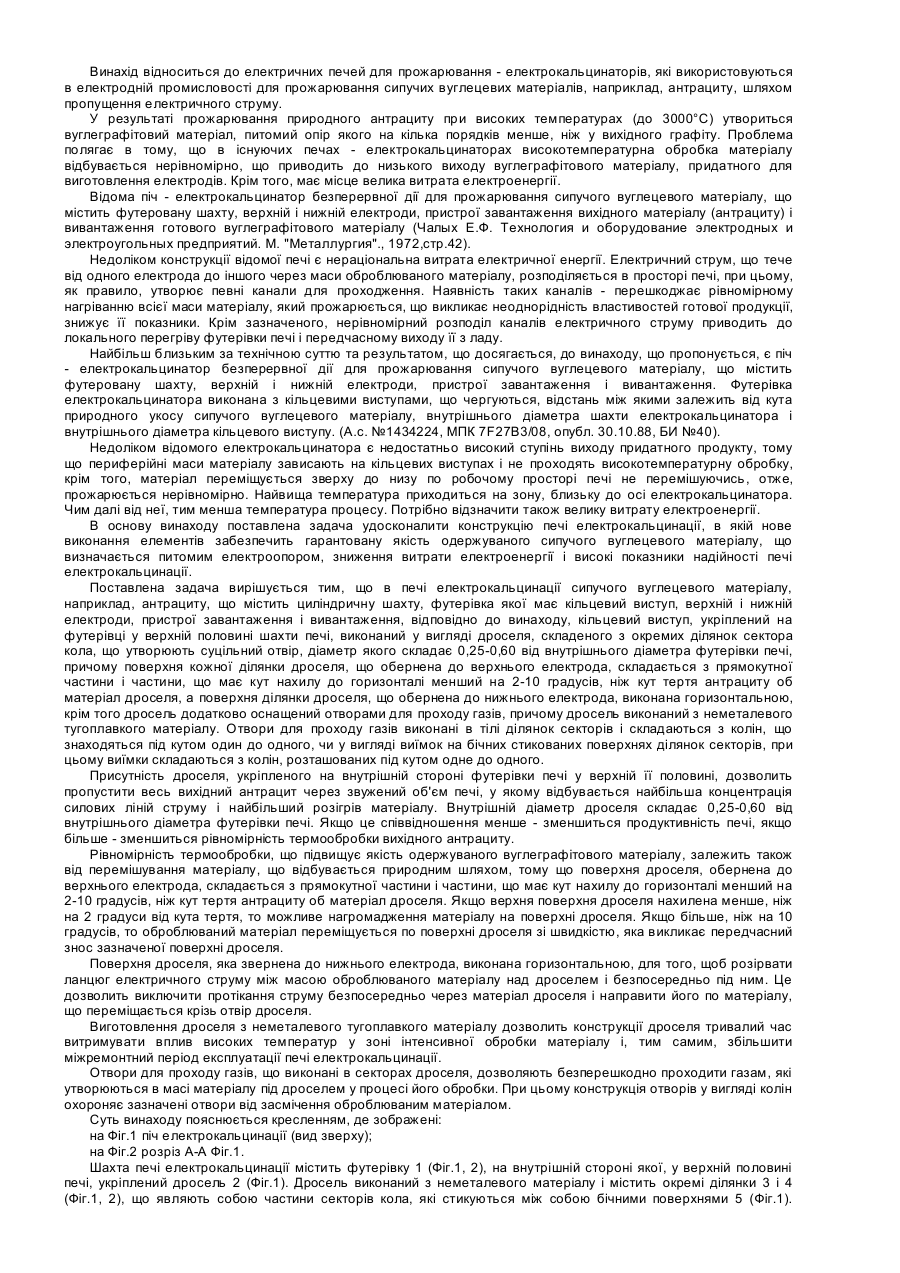
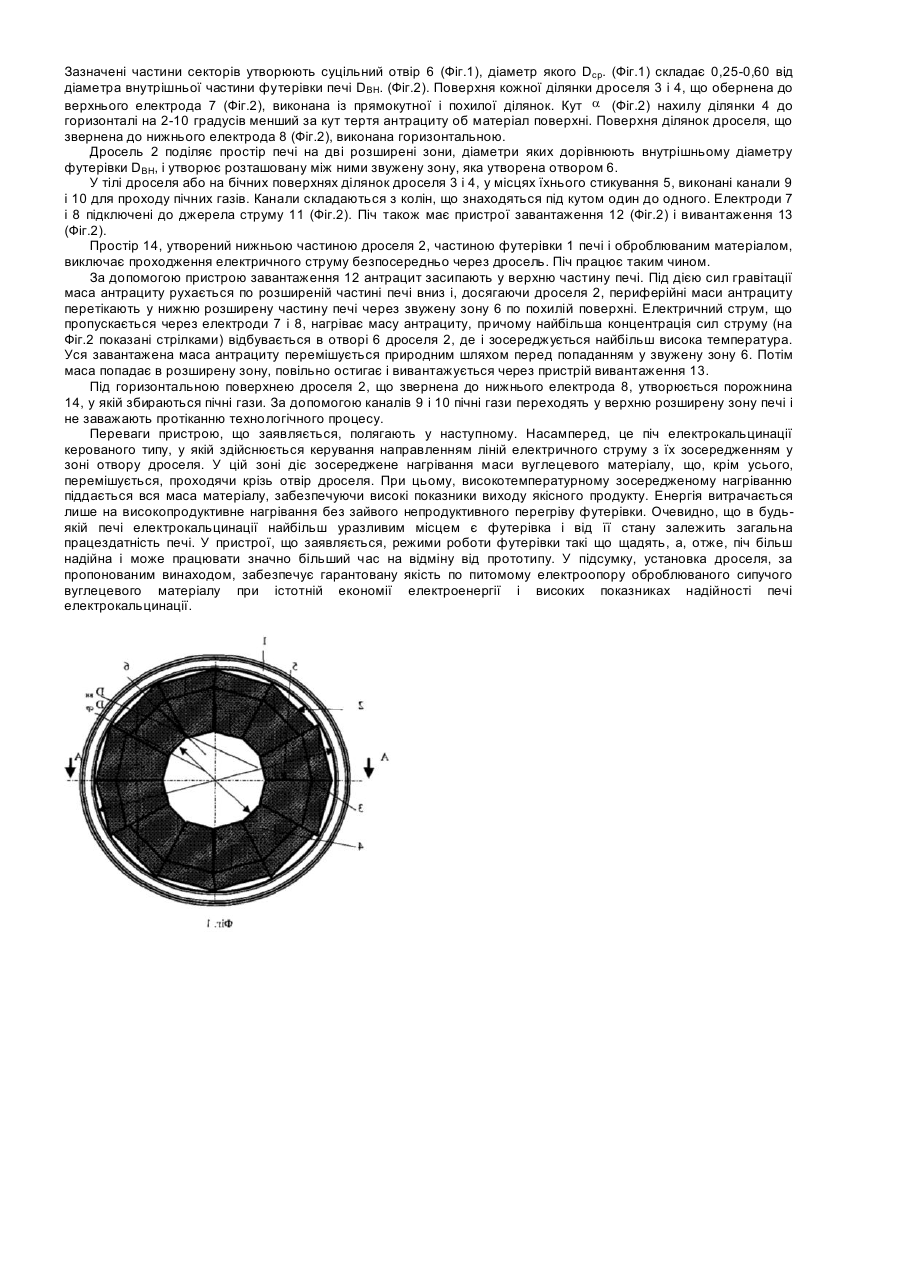
Винахід відноситься до електричних печей для прожарювання - електрокальцинаторів, які використовуються в електродній промисловості для прожарювання сипучих вуглецевих матеріалів, наприклад, антрациту, шляхом пропущення електричного струму. У результаті прожарювання природного антрациту при високих температурах (до 3000°С) утвориться вуглеграфітовий матеріал, питомий опір якого на кілька порядків менше, ніж у вихідного графіту. Проблема полягає в тому, що в існуючих печах - електрокальцинаторах високотемпературна обробка матеріалу відбувається нерівномірно, що приводить до низького виходу вуглеграфітового матеріалу, придатного для виготовлення електродів. Крім того, має місце велика витрата електроенергії. Відома піч - електрокальцинатор безперервної дії для прожарювання сипучого вуглецевого матеріалу, що містить футеровану шахту, верхній і нижній електроди, пристрої завантаження вихідного матеріалу (антрациту) і вивантаження готового вуглеграфітового матеріалу (Чалых Е.Ф. Технология и оборудование электродных и электроугольных предприятий. М. "Металлургия"., 1972,стр.42). Недоліком конструкції відомої печі є нераціональна витрата електричної енергії. Електричний струм, що тече від одного електрода до іншого через маси оброблюваного матеріалу, розподіляється в просторі печі, при цьому, як правило, утворює певні канали для проходження. Наявність таких каналів - перешкоджає рівномірному нагріванню всієї маси матеріалу, який прожарюється, що викликає неоднорідність властивостей готової продукції, знижує її показники. Крім зазначеного, нерівномірний розподіл каналів електричного струму приводить до локального перегріву футерівки печі і передчасному виходу її з ладу. Найбільш близьким за технічною суттю та результатом, що досягається, до винаходу, що пропонується, є піч - електрокальцинатор безперервної дії для прожарювання сипучого вуглецевого матеріалу, що містить футеровану шахту, верхній і нижній електроди, пристрої завантаження і вивантаження. Футерівка електрокальцинатора виконана з кільцевими виступами, що чергуються, відстань між якими залежить від кута природного укосу сипучого вуглецевого матеріалу, внутрішнього діаметра шахти електрокальцинатора і внутрішнього діаметра кільцевого виступу. (А.с. №1434224, МПК 7F27B3/08, опубл. 30.10.88, БИ №40). Недоліком відомого електрокальцинатора є недостатньо високий ступінь виходу придатного продукту, тому що периферійні маси матеріалу зависають на кільцевих виступах і не проходять високотемпературну обробку, крім того, матеріал переміщується зверху до низу по робочому просторі печі не перемішуючись, отже, прожарюється нерівномірно. Найвища температура приходиться на зону, близьку до осі електрокальцинатора. Чим далі від неї, тим менша температура процесу. Потрібно відзначити також велику витрату електроенергії. В основу винаходу поставлена задача удосконалити конструкцію печі електрокальцинації, в якій нове виконання елементів забезпечить гарантовану якість одержуваного сипучого вуглецевого матеріалу, що визначається питомим електроопором, зниження витрати електроенергії і високі показники надійності печі електрокальцинації. Поставлена задача вирішується тим, що в печі електрокальцинації сипучого вуглецевого матеріалу, наприклад, антрациту, що містить циліндричну шахту, футерівка якої має кільцевий виступ, верхній і нижній електроди, пристрої завантаження і вивантаження, відповідно до винаходу, кільцевий виступ, укріплений на футерівці у верхній половині шахти печі, виконаний у вигляді дроселя, складеного з окремих ділянок сектора кола, що утворюють суцільний отвір, діаметр якого складає 0,25-0,60 від внутрішнього діаметра футерівки печі, причому поверхня кожної ділянки дроселя, що обернена до верхнього електрода, складається з прямокутної частини і частини, що має кут нахилу до горизонталі менший на 2-10 градусів, ніж кут тертя антрациту об матеріал дроселя, а поверхня ділянки дроселя, що обернена до нижнього електрода, виконана горизонтальною, крім того дросель додатково оснащений отворами для проходу газів, причому дросель виконаний з неметалевого тугоплавкого матеріалу. Отвори для проходу газів виконані в тілі ділянок секторів і складаються з колін, що знаходяться під кутом один до одного, чи у вигляді виїмок на бічних стикованих поверхнях ділянок секторів, при цьому виїмки складаються з колін, розташованих під кутом одне до одного. Присутність дроселя, укріпленого на внутрішній стороні футерівки печі у верхній її половині, дозволить пропустити весь вихідний антрацит через звужений об'єм печі, у якому відбувається найбільша концентрація силових ліній струму і найбільший розігрів матеріалу. Внутрішній діаметр дроселя складає 0,25-0,60 від внутрішнього діаметра футерівки печі. Якщо це співвідношення менше - зменшиться продуктивність печі, якщо більше - зменшиться рівномірність термообробки вихідного антрациту. Рівномірність термообробки, що підвищує якість одержуваного вуглеграфітового матеріалу, залежить також від перемішування матеріалу, що відбувається природним шляхом, тому що поверхня дроселя, обернена до верхнього електрода, складається з прямокутної частини і частини, що має кут нахилу до горизонталі менший на 2-10 градусів, ніж кут тертя антрациту об матеріал дроселя. Якщо верхня поверхня дроселя нахилена менше, ніж на 2 градуси від кута тертя, то можливе нагромадження матеріалу на поверхні дроселя. Якщо більше, ніж на 10 градусів, то оброблюваний матеріал переміщується по поверхні дроселя зі швидкістю, яка викликає передчасний знос зазначеної поверхні дроселя. Поверхня дроселя, яка звернена до нижнього електрода, виконана горизонтальною, для того, щоб розірвати ланцюг електричного струму між масою оброблюваного матеріалу над дроселем і безпосередньо під ним. Це дозволить виключити протікання струму безпосередньо через матеріал дроселя і направити його по матеріалу, що переміщається крізь отвір дроселя. Виготовлення дроселя з неметалевого тугоплавкого матеріалу дозволить конструкції дроселя тривалий час витримувати вплив високих температур у зоні інтенсивної обробки матеріалу і, тим самим, збільшити міжремонтний період експлуатації печі електрокальцинації. Отвори для проходу газів, що виконані в секторах дроселя, дозволяють безперешкодно проходити газам, які утворюються в масі матеріалу під дроселем у процесі його обробки. При цьому конструкція отворів у вигляді колін охороняє зазначені отвори від засмічення оброблюваним матеріалом. Суть винаходу пояснюється кресленням, де зображені: на Фіг.1 піч електрокальцинації (вид зверху); на Фіг.2 розріз А-А Фіг.1. Шахта печі електрокальцинації містить футерівку 1 (Фіг.1, 2), на внутрішній стороні якої, у верхній половині печі, укріплений дросель 2 (Фіг.1). Дросель виконаний з неметалевого матеріалу і містить окремі ділянки 3 і 4 (Фіг.1, 2), що являють собою частини секторів кола, які стикуються між собою бічними поверхнями 5 (Фіг.1). Зазначені частини секторів утворюють суцільний отвір 6 (Фіг.1), діаметр якого Dcp. (Фіг.1) складає 0,25-0,60 від діаметра внутрішньої частини футерівки печі DBH. (Фіг.2). Поверхня кожної ділянки дроселя 3 і 4, що обернена до верхнього електрода 7 (Фіг.2), виконана із прямокутної і похилої ділянок. Кут a (Фіг.2) нахилу ділянки 4 до горизонталі на 2-10 градусів менший за кут тертя антрациту об матеріал поверхні. Поверхня ділянок дроселя, що звернена до нижнього електрода 8 (Фіг.2), виконана горизонтальною. Дросель 2 поділяє простір печі на дві розширені зони, діаметри яких дорівнюють внутрішньому діаметру футерівки DBH, і утворює розташовану між ними звужену зону, яка утворена отвором 6. У тілі дроселя або на бічних поверхнях ділянок дроселя 3 і 4, у місцях їхнього стикування 5, виконані канали 9 і 10 для проходу пічних газів. Канали складаються з колін, що знаходяться під кутом один до одного. Електроди 7 і 8 підключені до джерела струму 11 (Фіг.2). Піч також має пристрої завантаження 12 (Фіг.2) і вивантаження 13 (Фіг.2). Простір 14, утворений нижньою частиною дроселя 2, частиною футерівки 1 печі і оброблюваним матеріалом, виключає проходження електричного струму безпосередньо через дросель. Піч працює таким чином. За допомогою пристрою завантаження 12 антрацит засипають у верхню частину печі. Під дією сил гравітації маса антрациту рухається по розширеній частині печі вниз і, досягаючи дроселя 2, периферійні маси антрациту перетікають у нижню розширену частину печі через звужену зону 6 по похилій поверхні. Електричний струм, що пропускається через електроди 7 і 8, нагріває масу антрациту, причому найбільша концентрація сил струму (на Фіг.2 показані стрілками) відбувається в отворі 6 дроселя 2, де і зосереджується найбільш висока температура. Уся завантажена маса антрациту перемішується природним шляхом перед попаданням у звужену зону 6. Потім маса попадає в розширену зону, повільно остигає і вивантажується через пристрій вивантаження 13. Під горизонтальною поверхнею дроселя 2, що звернена до нижнього електрода 8, утворюється порожнина 14, у якій збираються пічні гази. За допомогою каналів 9 і 10 пічні гази переходять у верхню розширену зону печі і не заважають протіканню технологічного процесу. Переваги пристрою, що заявляється, полягають у наступному. Насамперед, це піч електрокальцинації керованого типу, у якій здійснюється керування направленням ліній електричного струму з їх зосередженням у зоні отвору дроселя. У цій зоні діє зосереджене нагрівання маси вуглецевого матеріалу, що, крім усього, перемішується, проходячи крізь отвір дроселя. При цьому, високотемпературному зосередженому нагріванню піддається вся маса матеріалу, забезпечуючи високі показники виходу якісного продукту. Енергія витрачається лише на високопродуктивне нагрівання без зайвого непродуктивного перегріву футерівки. Очевидно, що в будьякій печі електрокальцинації найбільш уразливим місцем є футерівка і від її стану залежить загальна працездатність печі. У пристрої, що заявляється, режими роботи футерівки такі що щадять, а, отже, піч більш надійна і може працювати значно більший час на відміну від прототипу. У підсумку, установка дроселя, за пропонованим винаходом, забезпечує гарантовану якість по питомому електроопору оброблюваного сипучого вуглецевого матеріалу при істотній економії електроенергії і високих показниках надійності печі електрокальцинації.
ДивитисяДодаткова інформація
Назва патенту англійськоюElectro-calcination furnace for bulk carbon material
Автори англійськоюPaton Borys Yevhenovych, Petrov Borys Fedorovych, Lakomskyi Viktor Yosypovych, Bondarenko Anatolii VAsyliovych, Khromenkov Serhii Mykhailovych, Kutuzov Serhii Volodymyrovych, Bykovets Volodymyr Volodymyrovych
Назва патенту російськоюПечь электрокальцинации сыпучего углеродного материала
Автори російськоюПатон Борис Евгеньевич, Петров Борис Федорович, Лакомский Виктор Иосифович, Бондаренко Анатолий Васильевич, Хроменков Сергей Михайлович, Кутузов Сергей Владимирович, Быковец Владимир Владимирович
МПК / Мітки
МПК: F27B 3/08
Мітки: піч, електрокальцинації, сипучого, матеріалу, вуглецевого
Код посилання
<a href="https://ua.patents.su/3-72633-pich-elektrokalcinaci-sipuchogo-vuglecevogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Піч електрокальцинації сипучого вуглецевого матеріалу</a>
Спосіб вимірювання кількості сипучого матеріалу та спосіб визначення витрат сипучого матеріалу (варіанти)
Номер патенту: 51797
Опубліковано: 16.12.2002
Автори: Конрадс Ганс Георг, Клюпш Фолькхард
МПК: F04B 23/00, F04B 53/00
Мітки: кількості, матеріалу, спосіб, варіанти, сипучого, витрат, вимірювання, визначення
Формула / Реферат:
1. Спосіб вимірювання кількості сипучого матеріалу з відомими діелектричними властивостями, який переноситься у завислому стані в газовому транспортуючому середовищі в заданому напрямку всередині труби, який відрізняється тим, що в трубі створюють електропровідний вимірювальний відрізок, з першої точки вимірювального відрізка збуджують принаймні одне змінне електричне поле практично при відсутності розповсюдження хвиль, проводять первинне...
Вертикальна піч для випалу сипучого матеріалу
Номер патенту: 69211
Опубліковано: 16.08.2004
Автор: Шевердін Валерій Петрович
МПК: F27B 1/00
Мітки: вертикальна, піч, матеріалу, сипучого, випалу
Формула / Реферат:
1. Вертикальна піч для випалу сипучого матеріалу, що містить циліндричну піч із внутрішнім теплообмінником і нижнім розподільним конусом, пальний пристрій, розташований у нижній частині печі, пристрій для подачі вторинного повітря, патрубок для подачі сировини і відводу димових газів, яка відрізняється тим, що вона містить розподільний конус, встановлений у верхній частині конусного теплообмінника, а в нижній частині печі встановлений...
Пристрій для подрібнення сипучого матеріалу
Номер патенту: 38491
Опубліковано: 15.07.2004
Автори: Мокеєв Юрій Геннадійович, Немчин Олександр Федорович
МПК: B02C 13/282
Мітки: матеріалу, сипучого, подрібнення, пристрій
Формула / Реферат:
Пристрій для подрібнення сипучого матеріалу, що включає приймальний і розвантажувальний лотки, корпус із вхідною, вихідною та транспортуючою частинами, всередині якого змонтовані відбійні елементи, та ротор переміщення подрібнюваного матеріалу, який відрізняється тим, що відбійні елементи жорстко закріплені всередині транспортуючої частини, виконаної у вигляді привідного від ротора обертового циліндра, вихідна частина виконана у вигляді сита...
Пристрій для зміни напрямку потоку сипучого матеріалу
Номер патенту: 53085
Опубліковано: 15.01.2003
Автори: Коміссаров Сергій Сергійович, Ахтямов Альберт Мінахметович
МПК: E02B 7/00
Мітки: напрямку, потоку, матеріалу, пристрій, зміни, сипучого
Формула / Реферат:
1. Пристрій для зміни напрямку потоку сипучого матеріалу, який містить корпус з вертикальним стовбуром та двома розвантажувальними патрубками, при цьому днище одного з патрубків, котрим закінчується вертикальний стовбур, виконано у вигляді рухомого елемента, що відводить сипучий матеріал по цьому патрубку, який відрізняється тим, що рухомий елемент виконано у вигляді стального диска, котрий прилягає знизу до розвантажувального патрубка і...
Вузол перевантаження сипучого матеріалу
Номер патенту: 71058
Опубліковано: 15.11.2004
Автори: Меньшов Юрій Григорович, Жуйков Юрій Іванович, Ніконов Віктор Павлович
МПК: B65G 69/18, B65G 11/00
Мітки: матеріалу, вузол, сипучого, перевантаження
Формула / Реферат:
1. Вузол перевантаження сипучого матеріалу, що містить установлені на різних рівнях подавальний і відвідний конвеєри, розміщений між ними похилий закритий жолоб, вантажонесуча стінка якого утворена нахиленими вниз полицями, закріпленими дискретно на бічних стінках жолоба з утворенням між ними отворів у вигляді щілин, установлену на стінці жолоба знизу напроти отворів аспіраційну воронку для відсмоктування запиленого повітря в напрямку...
Попередній патент: Спосіб утилізації твердих побутових відходів
Наступний патент: Спосіб електрокальцинації сипучого вуглецевого матеріалу
Випадковий патент: Спосіб сушіння морквяних вичавків