Спосіб електрокальцинації сипучого вуглецевого матеріалу
Номер патенту: 72634
Опубліковано: 15.03.2005
Автори: Лакомський Віктор Йосипович, Петров Борис Федорович, Хромєнков Сєргєй Міхайловіч, Бондаренко Анатолій Васильович, Лебедєв Володимир Олександрович, Пічак Володимир Григорович, Кутузов Сергій Володимирович, Патон Борис Євгенович, Кириленко Василь Петрович, Биковець Володимир Володимирович
Формула / Реферат
Спосіб електрокальцинації сипучого вуглецевого матеріалу, що включає завантаження вихідного матеріалу в електрокальцинатор, проходження матеріалу послідовно через розширену і звужену зони електрокальцинатора із одночасним нагріванням електричним струмом і вивантаження готового продукту, який відрізняється тим, що у звуженій, найбільш розігрітій зоні електрокальцинатора, діаметр якої складає 0,25-0,60 від діаметра розширеної зони, здійснюють концентрацію силових ліній струму і природне перемішування сипучого матеріалу, наприклад антрациту, причому перехід периферійної маси антрациту з розширеної зони у звужену здійснюють по поверхні, кут нахилу якої на 2-10 градусів менший за кут тертя антрациту об матеріал поверхні.
Текст
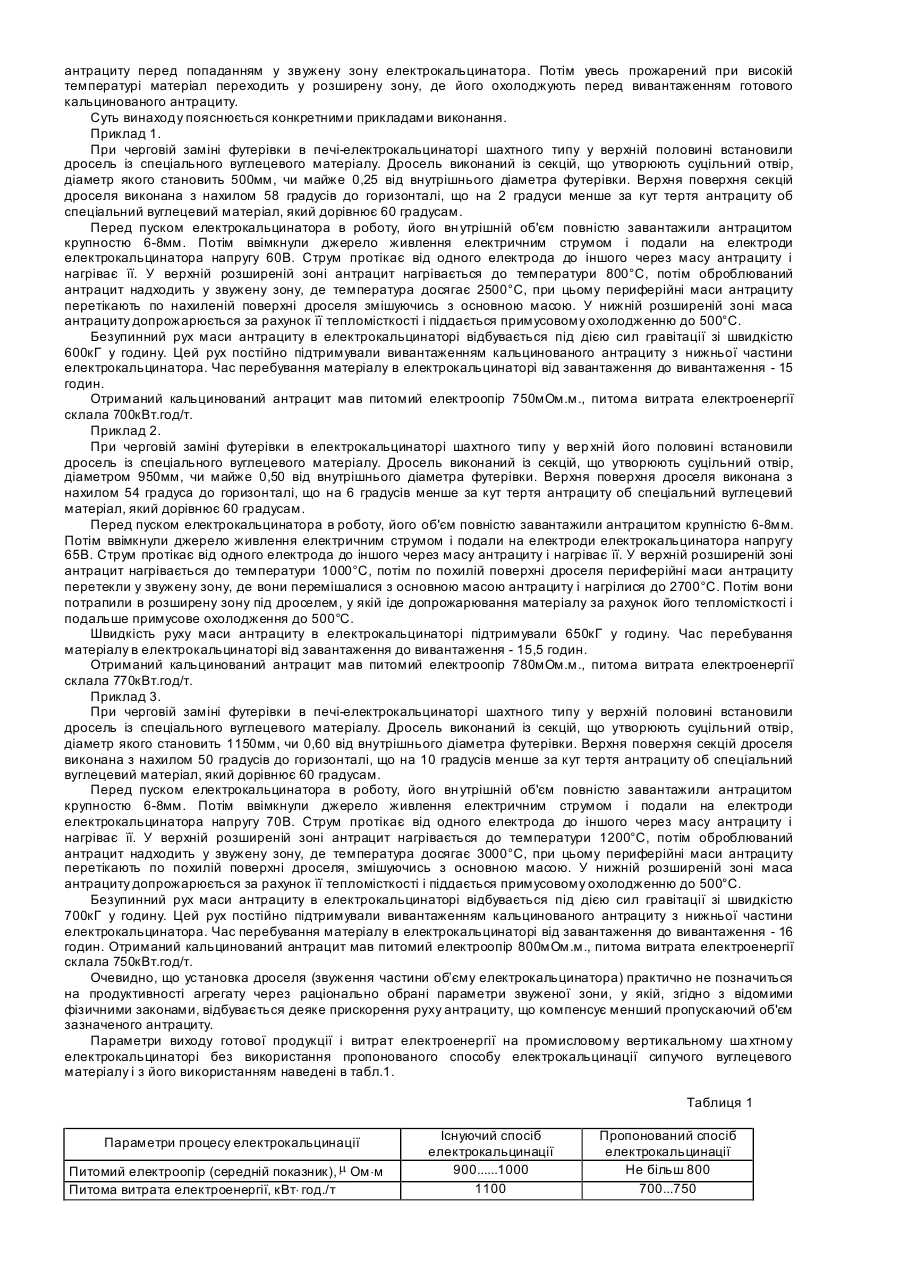
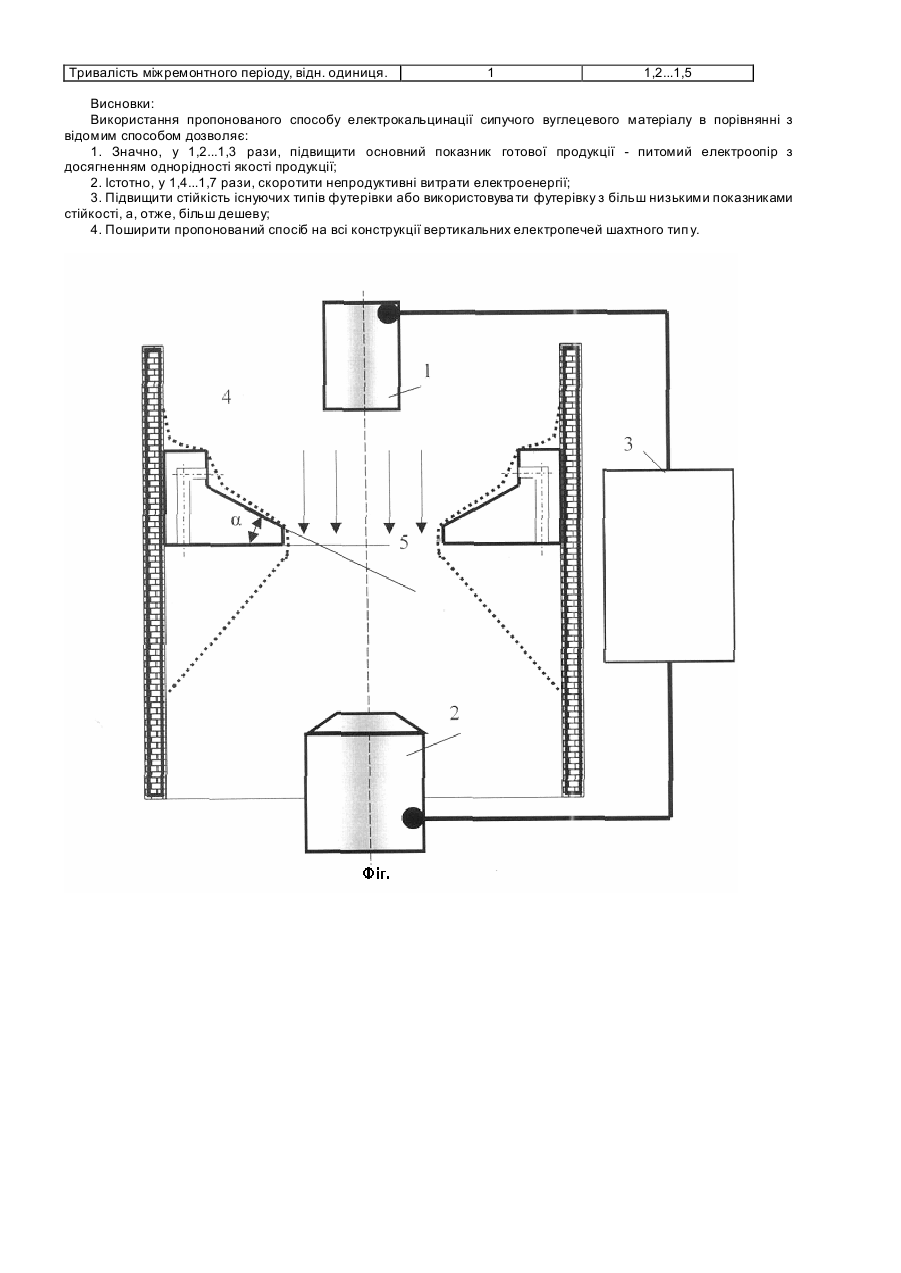
Винахід відноситься до способів прожарювання сипучих вуглецеви х матеріалів, наприклад, антрациту, і може знайти застосування в електродній промисловості для одержання вуглеграфіто вих матеріалів за допомогою високотемпературного нагрівання електричним струмом. Подрібнений антрацит піддають високотемпературному прожарюванню - електрокальцинації для одержання струмопровідного вуглегра фітового матеріалу, що служить сировиною для виготовлення, зокрема, високотемпературних графітови х електродів. Існуючі в даний час способи електрокальцинації антрациту не забезпечують достатній рівень виходу придатного продукту, тобто вуглеграфітового матеріалу, який має однорідні властивості, а саме, питомий електроопір. Відомий спосіб безперевного прожарювання сипучого вуглецевого матеріалу, що завантажується в пічелектрокальцинатор шахтного типу з футеріваними стінками і нагрівається електричним струмом, що проходить між двома електродами, верхнім та нижнім, і масою зазначеного сипучого вуглецевого матеріалу, і вивантажується після проходження всього простору печі. (Чалых Е.Ф." Те хнология и оборудование электродных и электроугольных предприятий". М. "Металургия". 1972, стр.42). Недоліком такого способу електрокальцинації є нераціональна витрата електричної енергії. Електричний струм, що тече від одного електрода до іншого через маси оброблюваного матеріалу, розподіляється в просторі печі, при цьому, як правило, утворює певні канали для його проходження. Утворення таких каналів перешкоджає рівномірному нагріванню всієї маси матеріалу, який прожарюється, що викликає неоднорідність властивостей готової продукції, знижує її показники. Крім зазначеного, нерівномірний розподіл каналів електричного струму приводить до локального перегріву футерівки печі і передчасному виходу її з ладу. Найбільш близьким за технічною суттю та результатом, що досягається до винаходу, що пропонується, є спосіб прожарювання сипучого вуглецевого матеріалу, що включає завантаження вихідного матеріалу у високотемпературну електропіч - електрокальцинатор, проходження матеріалу послідовно через кілька розширених і звужених зон електрокальцинатора з одночасним нагріванням матеріалу електричним струмом і вивантаження готового продукту. Звужені зони утворені кільцевими виступами футерівки електрокальцинатора, на яких відбувається зависання периферійної маси сипучого матеріалу, що приводить до зменшення виходу придатного продукту, тому що не весь завантажений матеріал проходить через зону високотемпературного нагрівання, і утворюються самочинні канали протікання електричного струму чи його розсіювання по масі матеріалу, що кальцинується, збільшує витрату електроенергії, викликає локальний перегрів футерівки з дальшим її виходом з ладу, а також не повну теплову обробку матеріалу, що знаходиться або поза зон самочинної каналізації електричного струму, або в зонах з недостатньою щільністю електричного струму у випадку його розсіювання по масі сипучого вуглецевого матеріалу (А.с. №1434224, МПК 4 F27B3/08, опубл. 30.10.86, БИ №40). Недоліком відомого способу є неоднорідність готового продукту по основній характеристиці - питомому електроопору і втрата електроенергії. В основу винаходу поставлена задача удосконалити спосіб електрокальцинації сипучого вуглецевого матеріалу, в якому шляхом введення нових операцій забезпечується підвищення якості одержуваного вуглецевого матеріалу, а саме антрациту, що визначається питомим електроопором, і зниження витрати електроенергії на здійснення процесу електрокальцинації. Поставлена задача вирішується тим, що в способі електрокальцинації сипучого вуглецевого матеріалу, що включає завантаження вихідного матеріалу в електрокальцинатор, проходження матеріалу послідовно через розширену і звужену зони електрокальцинатора з одночасним нагріванням матеріалу електричним струмом і вивантаження готового продукту, відповідно до винаходу, у звуженій, найбільш розігрітій зоні електрокальцинатора, діаметр якої складає 0,25-0,60 від діаметра розширеної зони, здійснюють концентрацію силових ліній струму і природне перемішування сипучого матеріалу, наприклад, антрациту, причому перехід периферійної маси антрациту з розширеної зони в звужену здійснюють по поверхні, кут нахилу якої на 2-10 градусів менше за кут тертя антрациту об матеріал поверхні. Проходження маси антрациту через звужену зону і його перемішування перед попаданням у цю зону дозволить підвищити однорідність властивостей одержуваного матеріалу за рахунок того, що весь оброблюваний антрацит проходить через зону найбільшого розігріву електрокальцинатора, у цій зоні відбувається найбільша концентрація силових ліній струму. Якщо діаметр звуженої зони менше, ніж 0,25 від діаметра розширеної зони, то знижується продуктивність процесу, якщо більше, ніж 0,6 - то периферійні маси оброблюваного матеріалу попадають у зону електрокальцинатора, яка піддягається меншому нагріванню, і матеріал не одержить необхідну термообробку. Перемішуванню вихідного антрациту і його безперешкодному попаданню в звужену, найбільш розігріту зону, сприяє також те, що периферійні маси антрациту перетікають з розширеної зони в звужену по похилій поверхні. Якщо кут нахилу поверхні менше, ніж на 2 градуси, від кута тертя антрациту об матеріал поверхні, то відбудеться нагромадження антрациту на поверхні дроселя. Якщо кут нахилу поверхні більше, ніж на 10 градусів, від кута тертя антрациту об матеріал поверхні, відбудеться швидкий сход мас антрациту з можливим ушкодженням поверхні. Після звуженої зони термооброблений матеріал знову попадає в розширену зону, де відбувається його додаткове перемішування, усереднення властивостей і поступове охолодження перед вивантаженням. На кресленні представлена схема здійснення способу. Сипучу масу антрациту завантажують у піч-електрокальцинатор через верхній завантажувальний пристрій (на Фіг. не показаний). Потім маса переміщується в печі під дією сил гравітації із швидкістю, яку регулюють видаленням обробленого матеріалу через нижній пристрій вивантаження (на Фіг. не показаний). Завантажений матеріал нагрівають шляхом подачі електричного струму на вер хній 1 і нижній 2 електроди від джерела живлення 3. Необхідне для обробки антрациту тепло виділяється в самому термооброблюваному матеріалі за рахунок перетворення електричної енергії в теплову. Найбільша температура (2500-3000°С) зосереджена по осі силових ліній струму (на Фіг. показані стрілками). По мірі віддалення від осі температура маси падає. Завантажена маса антрациту (на Фіг. показана пунктирними лініями) попадає в розширену зону 4, де відбувається попереднє нагрівання, потім маса перетікає в звужену, найбільш розігріту зону 5, причому периферійні маси антрациту пересипаються до центральної частини, відбувається природне перемішування мас антрациту перед попаданням у звужену зону електрокальцинатора. Потім увесь прожарений при високій температурі матеріал переходить у розширену зону, де його охолоджують перед вивантаженням готового кальцинованого антрациту. Суть винаходу пояснюється конкретними прикладами виконання. Приклад 1. При черговій заміні футерівки в печі-електрокальцинаторі шахтного типу у верхній половині встановили дросель із спеціального вуглецевого матеріалу. Дросель виконаний із секцій, що утворюють суцільний отвір, діаметр якого становить 500мм, чи майже 0,25 від внутрішнього діаметра футерівки. Верхня поверхня секцій дроселя виконана з нахилом 58 градусів до горизонталі, що на 2 градуси менше за кут тертя антрациту об спеціальний вуглецевий матеріал, який дорівнює 60 градусам. Перед пуском електрокальцинатора в роботу, його вн утрішній об'єм повністю завантажили антрацитом крупностю 6-8мм. Потім ввімкнули джерело живлення електричним струмом і подали на електроди електрокальцинатора напругу 60В. Струм протікає від одного електрода до іншого через масу антрациту і нагріває її. У верхній розширеній зоні антрацит нагрівається до температури 800°С, потім оброблюваний антрацит надходить у звужену зону, де температура досягає 2500°С, при цьому периферійні маси антрациту перетікають по нахиленій поверхні дроселя змішуючись з основною масою. У нижній розширеній зоні маса антрациту допрожарюється за рахунок її тепломісткості і піддається примусовому охолодженню до 500°С. Безупинний рух маси антрациту в електрокальцинаторі відбувається під дією сил гравітації зі швидкістю 600кГ у годину. Цей рух постійно підтримували вивантаженням кальцинованого антрациту з нижньої частини електрокальцинатора. Час перебування матеріалу в електрокальцинаторі від завантаження до вивантаження - 15 годин. Отриманий кальцинований антрацит мав питомий електроопір 750мОм.м., питома витрата електроенергії склала 700кВт.год/т. Приклад 2. При черговій заміні футерівки в електрокальцинаторі шахтного типу у вер хній його половині встановили дросель із спеціального вуглецевого матеріалу. Дросель виконаний із секцій, що утворюють суцільний отвір, діаметром 950мм, чи майже 0,50 від внутрішнього діаметра футерівки. Верхня поверхня дроселя виконана з нахилом 54 градуса до горизонталі, що на 6 градусів менше за кут тертя антрациту об спеціальний вуглецевий матеріал, який дорівнює 60 градусам. Перед пуском електрокальцинатора в роботу, його об'єм повністю завантажили антрацитом крупністю 6-8мм. Потім ввімкнули джерело живлення електричним струмом і подали на електроди електрокальцинатора напругу 65В. Струм протікає від одного електрода до іншого через масу антрациту і нагріває її. У верхній розширеній зоні антрацит нагрівається до температури 1000°С, потім по похилій поверхні дроселя периферійні маси антрациту перетекли у звужену зону, де вони перемішалися з основною масою антрациту і нагрілися до 2700°С. Потім вони потрапили в розширену зону під дроселем, у якій іде допрожарювання матеріалу за рахунок його тепломісткості і подальше примусове охолодження до 500°С. Швидкість руху маси антрациту в електрокальцинаторі підтримували 650кГ у годину. Час перебування матеріалу в електрокальцинаторі від завантаження до вивантаження - 15,5 годин. Отриманий кальцинований антрацит мав питомий електроопір 780мОм.м., питома витрата електроенергії склала 770кВт.год/т. Приклад 3. При черговій заміні футерівки в печі-електрокальцинаторі шахтного типу у верхній половині встановили дросель із спеціального вуглецевого матеріалу. Дросель виконаний із секцій, що утворюють суцільний отвір, діаметр якого становить 1150мм, чи 0,60 від внутрішнього діаметра футерівки. Верхня поверхня секцій дроселя виконана з нахилом 50 градусів до горизонталі, що на 10 градусів менше за кут тертя антрациту об спеціальний вуглецевий матеріал, який дорівнює 60 градусам. Перед пуском електрокальцинатора в роботу, його вн утрішній об'єм повністю завантажили антрацитом крупностю 6-8мм. Потім ввімкнули джерело живлення електричним струмом і подали на електроди електрокальцинатора напругу 70В. Струм протікає від одного електрода до іншого через масу антрациту і нагріває її. У верхній розширеній зоні антрацит нагрівається до температури 1200°С, потім оброблюваний антрацит надходить у звужену зону, де температура досягає 3000°С, при цьому периферійні маси антрациту перетікають по похилій поверхні дроселя, змішуючись з основною масою. У нижній розширеній зоні маса антрациту допрожарюється за рахунок її тепломісткості і піддається примусовому охолодженню до 500°С. Безупинний рух маси антрациту в електрокальцинаторі відбувається під дією сил гравітації зі швидкістю 700кГ у годину. Цей рух постійно підтримували вивантаженням кальцинованого антрациту з нижньої частини електрокальцинатора. Час перебування матеріалу в електрокальцинаторі від завантаження до вивантаження - 16 годин. Отриманий кальцинований антрацит мав питомий електроопір 800мОм.м., питома витрата електроенергії склала 750кВт.год/т. Очевидно, що установка дроселя (звуження частини об’єму електрокальцинатора) практично не позначиться на продуктивності агрегату через раціонально обрані параметри звуженої зони, у якій, згідно з відомими фізичними законами, відбувається деяке прискорення руху антрациту, що компенсує менший пропускаючий об'єм зазначеного антрациту. Параметри виходу готової продукції і витрат електроенергії на промисловому вертикальному ша хтному електрокальцинаторі без використання пропонованого способу електрокальцинації сипучого вуглецевого матеріалу і з його використанням наведені в табл.1. Таблиця 1 Параметри процесу електрокальцинації Питомий електроопір (середній показник), m Ом×м Питома витрата електроенергії, кВт× год./т Існуючий спосіб електрокальцинації 900......1000 1100 Пропонований спосіб електрокальцинації Не більш 800 700...750 Тривалість міжремонтного періоду, відн. одиниця. 1 1,2...1,5 Висновки: Використання пропонованого способу електрокальцинації сипучого вуглецевого матеріалу в порівнянні з відомим способом дозволяє: 1. Значно, у 1,2...1,3 рази, підвищити основний показник готової продукції - питомий електроопір з досягненням однорідності якості продукції; 2. Істотно, у 1,4...1,7 рази, скоротити непродуктивні витрати електроенергії; 3. Підвищити стійкість існуючих типів футерівки або використовува ти футерівку з більш низькими показниками стійкості, а, отже, більш дешеву; 4. Поширити пропонований спосіб на всі конструкції вертикальних електропечей шахтного тип у.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electro-calcination for bulk carbon material
Автори англійськоюPaton Borys Yevhenovych, Petrov Borys Fedorovych, Lakomskyi Viktor Yosypovych, Bondarenko Anatolii VAsyliovych, Khromenkov Serhii Mykhailovych, Kutuzov Serhii Volodymyrovych, Bykovets Volodymyr Volodymyrovych
Назва патенту російськоюСпособ электрокальцинации сыпучего углеродного материала
Автори російськоюПатон Борис Евгеньевич, Петров Борис Федорович, Лакомский Виктор Иосифович, Бондаренко Анатолий Васильевич, Хроменков Сергей Михайлович, Кутузов Сергей Владимирович, Быковец Владимир Владимирович
МПК / Мітки
МПК: F27B 3/08
Мітки: сипучого, вуглецевого, матеріалу, електрокальцинації, спосіб
Код посилання
<a href="https://ua.patents.su/3-72634-sposib-elektrokalcinaci-sipuchogo-vuglecevogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрокальцинації сипучого вуглецевого матеріалу</a>
Піч електрокальцинації сипучого вуглецевого матеріалу
Номер патенту: 72633
Опубліковано: 15.03.2005
Автори: Пічак Володимир Григорович, Бондаренко Анатолій Васильович, Лакомський Віктор Йосипович, Кириленко Василь Петрович, Биковець Володимир Володимирович, Хромєнков Сєргєй Міхайловіч, Петров Борис Федорович, Лебедєв Володимир Олександрович, Патон Борис Євгенович, Кутузов Сергій Володимирович
МПК: F27B 3/08
Мітки: матеріалу, вуглецевого, електрокальцинації, сипучого, піч
Формула / Реферат:
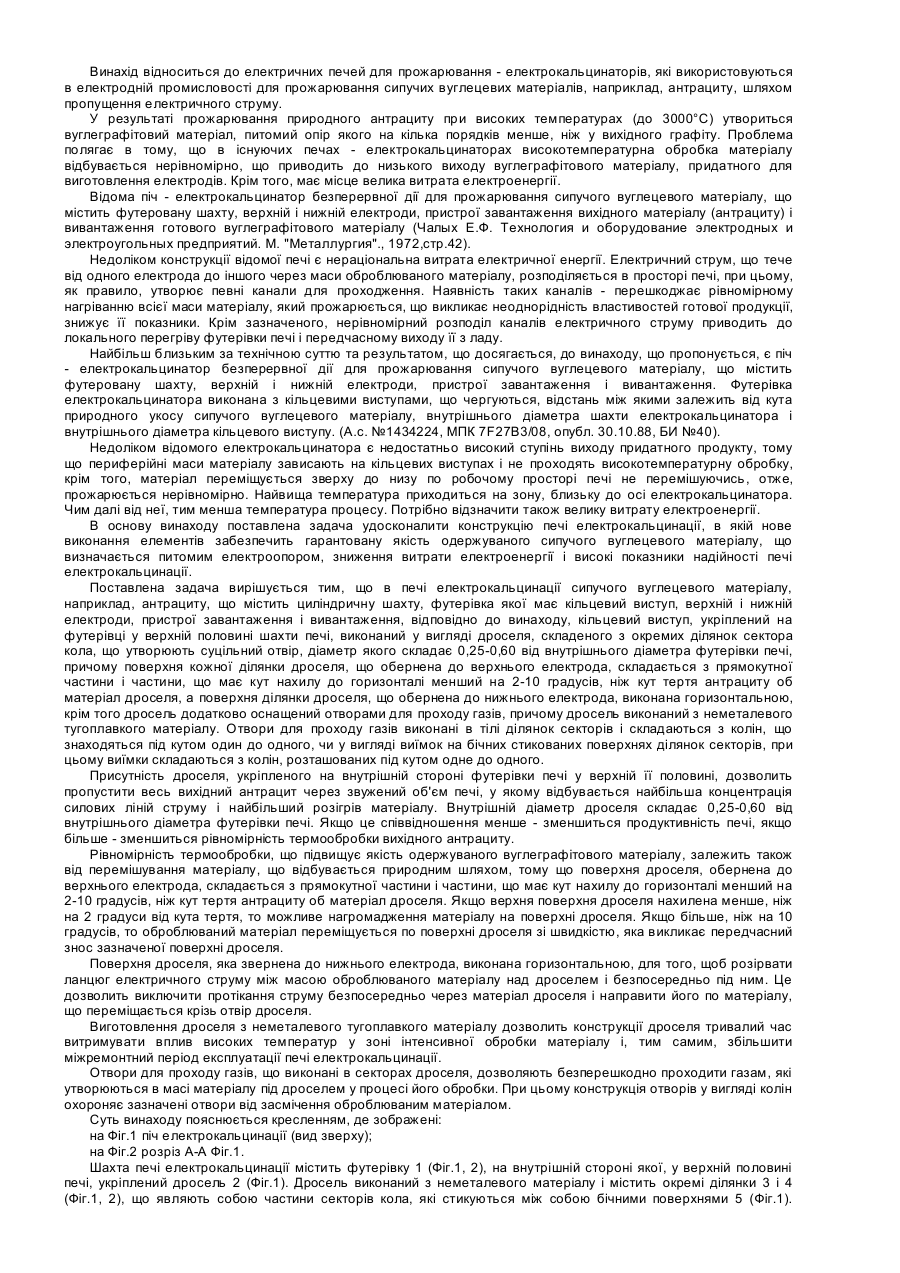
1. Піч електрокальцинації сипучого вуглецевого матеріалу, наприклад антрациту, що містить циліндричну шахту, футерівка якої має кільцевий виступ, верхній і нижній електроди, пристрої завантаження і вивантаження, яка відрізняється тим, що, кільцевий виступ, укріплений на футерівці у верхній половині шахти печі, виконаний у вигляді дроселя, складеного з окремих ділянок сектора кола, що утворюють суцільний отвір, діаметр якого складає 0,25-0,60...
Спосіб вимірювання кількості сипучого матеріалу та спосіб визначення витрат сипучого матеріалу (варіанти)
Номер патенту: 51797
Опубліковано: 16.12.2002
Автори: Конрадс Ганс Георг, Клюпш Фолькхард
МПК: F04B 23/00, F04B 53/00
Мітки: сипучого, вимірювання, варіанти, кількості, матеріалу, визначення, витрат, спосіб
Формула / Реферат:
1. Спосіб вимірювання кількості сипучого матеріалу з відомими діелектричними властивостями, який переноситься у завислому стані в газовому транспортуючому середовищі в заданому напрямку всередині труби, який відрізняється тим, що в трубі створюють електропровідний вимірювальний відрізок, з першої точки вимірювального відрізка збуджують принаймні одне змінне електричне поле практично при відсутності розповсюдження хвиль, проводять первинне...
Пристрій для транспортування сипучого матеріалу самопливом
Номер патенту: 1608
Опубліковано: 15.01.2003
Автор: Абрамов Микола Васильович
МПК: B65G 11/00, B65G 54/00, B65G 53/00
Мітки: сипучого, пристрій, матеріалу, самопливом, транспортування
Формула / Реферат:
1. Пристрій для транспортування сипучого матеріалу самопливом, який має трубопровід, його дно виконано рухомим у вигляді безперервної стрічки з можливістю поступального переміщення, який відрізняється тим, що трубопровід з рухомим дном розташований нахилено, рухоме дно розташоване по максимальній ширині горизонтального перерізу в замкнутій геометричній фігурі поперечного перерізу трубопроводу-самопливу і має ділянку накопичення критичної маси...
Пристрій для подрібнення сипучого матеріалу
Номер патенту: 38491
Опубліковано: 15.07.2004
Автори: Мокеєв Юрій Геннадійович, Немчин Олександр Федорович
МПК: B02C 13/282
Мітки: матеріалу, подрібнення, пристрій, сипучого
Формула / Реферат:
Пристрій для подрібнення сипучого матеріалу, що включає приймальний і розвантажувальний лотки, корпус із вхідною, вихідною та транспортуючою частинами, всередині якого змонтовані відбійні елементи, та ротор переміщення подрібнюваного матеріалу, який відрізняється тим, що відбійні елементи жорстко закріплені всередині транспортуючої частини, виконаної у вигляді привідного від ротора обертового циліндра, вихідна частина виконана у вигляді сита...
Спосіб сушіння сипучого матеріалу і установка для реалізації способу
Номер патенту: 64415
Опубліковано: 16.02.2004
Автори: Вовненко Євген Миколайович, Петров Андрій Геннадійович, Токарев Олександр Олексійович, Турчин Яків Емільович
МПК: B01J 2/20
Мітки: сипучого, установка, спосіб, матеріалу, способу, реалізації, сушіння
Формула / Реферат:
1. Спосіб сушіння сипучого матеріалу, що включає подачу матеріалу в сушильний барабан, який обертається, його підіймання і зсипання в потік гарячого повітря та вивантаження сухого продукту, який відрізняється тим, що підіймання матеріалу здійснюється за рахунок притиснення його до стінок барабана під дією відцентрових сил, а потім утворений шар матеріалу у верхній частині барабана зрізується і зсипається в потік повітря, після чого суха...
Попередній патент: Піч електрокальцинації сипучого вуглецевого матеріалу
Наступний патент: Магнітоелектричний вантажозахоплювальний пристрій
Випадковий патент: Пристрій для попередження попадання охолоджуючої рідини на поверхню розкату