Керамічний формований виріб
Номер патенту: 73624
Опубліковано: 15.08.2005
Автори: Вінкельманн Манфред, Пішек Штефан, Майер Петер
Формула / Реферат
1. Керамічний формований виріб (1), поверхня (9, 13, 15) якого принаймні на окремих ділянках закрита сталевим кожухом (5), який відрізняється тим, що поверхня такого сталевого кожуха (5), яка не контактує з формованим виробом (1), принаймні на окремих ділянках покрита матеріалом (7), який сповільнює утворення окалини.
2. Керамічний формований виріб (1) за п. 1, який відрізняється тим, що виконаний у вигляді розливного стакана, що використовується в процесі розливання металу.
3. Керамічний формований виріб (1) за п. 2, який відрізняється тим, що виконаний у вигляді змінного розливного стакана.
4. Керамічний формований виріб (1) за п. 1, який відрізняється тим, що призначений для використання в системі із шиберними затворами.
5. Керамічний формований виріб (1) за п. 1, який відрізняється тим, що сталевий кожух (5) виконаний так, що він безпосередньо прилягає до поверхні (13).
6. Керамічний формований виріб (1) за п. 1, який відрізняється тим, що сталевий кожух (5) виконаний зі сталевого листа.
7. Керамічний формований виріб (1) за п. 1, який відрізняється тим, що сталевий кожух (5) виконаний так, що він по периметру охоплює його зовнішню бічну поверхню (13).
8. Керамічний формований виріб (1) за п. 6, який відрізняється тим, що сталевий кожух (5) виконаний так, що він охоплює виріб з попереднім натягом.
9. Керамічний формований виріб (1) за п. 1, який відрізняється тим, що як матеріал, який сповільнює утворення окалини, використаний метал або сполука металу.
10. Керамічний формований виріб (1) за п. 1, який відрізняється тим, що як матеріал, який сповільнює утворення окалини, використаний металевий лист (7) або нанесене на сталевий кожух (5) покриття.
11. Керамічний формований виріб (1) за п. 1, який відрізняється тим, що як матеріал, який сповільнює утворення окалини, використаний алюміній або сполуки алюмінію.
12. Керамічний формований виріб (1) за п. 1, який відрізняється тим, що матеріал (7), який сповільнює утворення окалини, нанесений на сталевий кожух (5) напиленням.
13. Керамічний формований виріб (1) за п. 1, який відрізняється тим, що матеріалом (7), який сповільнює утворення окалини, утворена газонепроникна оболонка на закритих ним поверхнях сталевого кожуха (5).
Текст
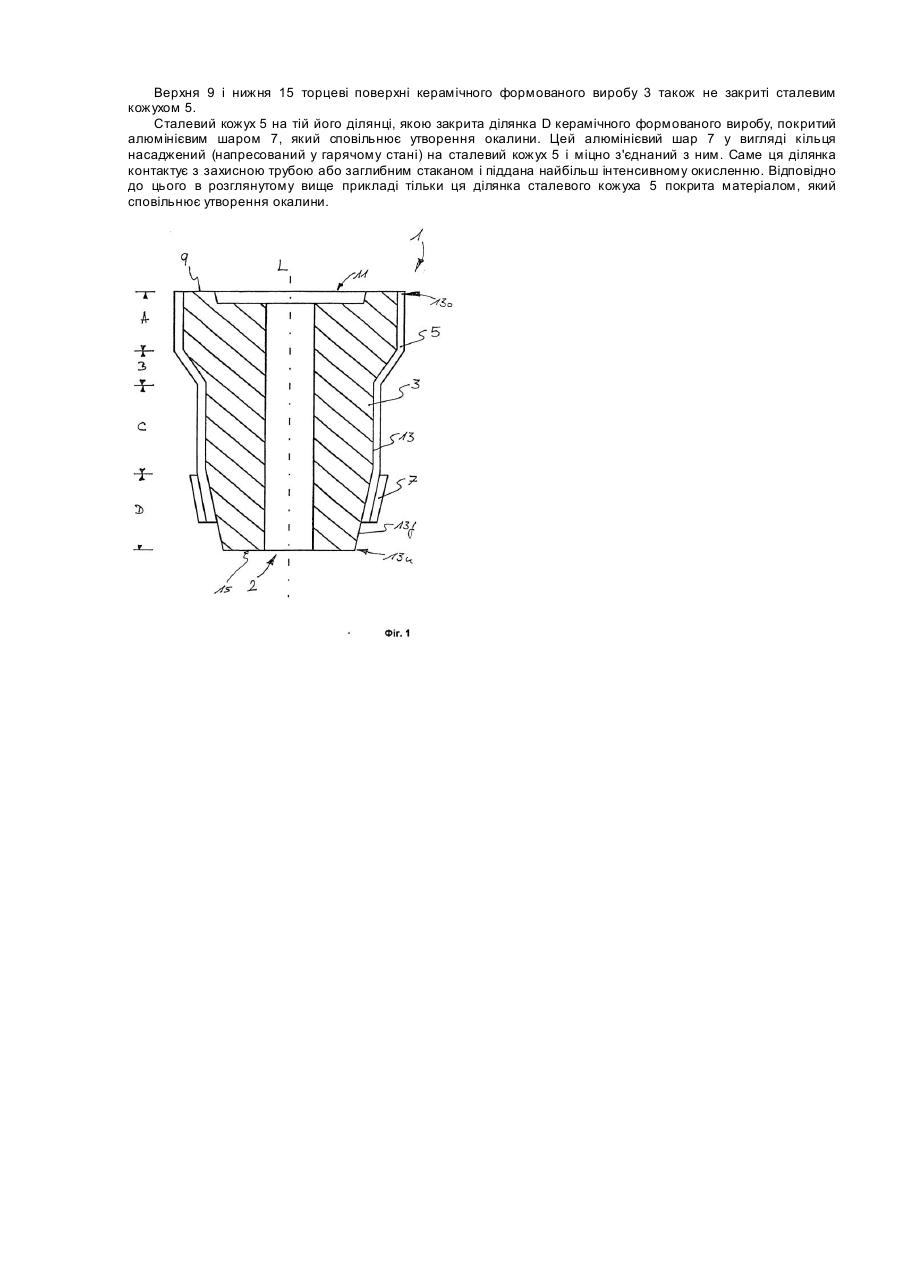
Даний винахід стосується керамічного формованого (фасонного) виробу, насамперед формованого виробу з вогнетривкого керамічного матеріалу. Керамічні формовані вироби, які виготовляються з вогнетривкого керамічного матеріалу, завдяки їх вогнетривким властивостям можуть використовуватися в різних цілях у тих областя х, де вони піддаються впливу високих температур, наприклад понад 500°С, а також значно більш високих температур. Керамічні формовані вироби використовуються, наприклад, при розливанні металу, зокрема як розливні стакани в системах із шиберними затворами, наприклад у процесі безперервного або напівбезперервного розливання металу. Хоча нижче даний винахід розглянутий на прикладі застосування запропонованого в ньому керамічного формованого виробу саме як розливного стакана в системах із шиберними затворами, слід, однак, відзначити, що він не обмежений використанням подібних керамічних формованих виробів лише в цих цілях. При розливанні металу розливні стакани в системах із шиберними затворами використовуються для спрямованої подачі розплаву, який зливається з розливного ковша, наприклад розплаву сталі, у проміжний ківш або із нього в кристалізатор. При цьому для спрямованої подачі (звуження) струменя рідкого металу в цих системах із шиберними затворами такі розливні стакани можуть виконуватися у вигляді пристосувань, які нагадують за формою капелюх-циліндр (у вигляді диска з об'єднаним з ним стаканом), або у вигляді змінного сталерозливного стакана. При використанні змінного розливного стакана його виконують у вигляді окремої деталі, яку у системі із шиберними затворами можна при необхідності демонтувати і тим самим замінити. Звичайно керамічні формовані вироби, які використовують як розливні стакани, розташовують в металевий кожух з листової сталі, який охоплює їх по зовнішній бічній поверхні. Використання подібного кожуха дозволяє поліпшити механічні властивості, а також хімічну стійкість розливного стакана. Під дією високих температур, характерних для процесу розливання металу, на поверхні металевого кожуха в окисній повітряній атмосфері утворяться оксиди (окалина). Це так зване окалиноутворення є результатом хімічної реакції між матеріалом металевого кожуха і киснем повітря. Окислення матеріалів на основі чорних металів починається при температурах ви ще приблизно 400°С і відбувається найбільш інтенсивно при температурах вище приблизно 600°С. При цьому чим довше металевий кожух піддається впливу високих температур, тим товстішим стає шар окалини, що утворюється на ньому. Утворення окалини на металевому кожусі значно прискорюється при спонтанному відшаруванні шару окалини, при його механічному видаленні або при його розтріскуванні, що звичайно відбувається під дією напружень, які виникають при циклічних змінах температури. Крім цього окалиноутворення може досягти такого ступеня, при якій металевий кожух не зможе більш виконувати передбачену для нього функцію, яка полягає в підвищенні механічних і хімічних властивостей розливного стакана. Швидкість окалиноутворення в принципі можна знизити введенням до складу сталі, з якої виготовляється металевий кожух, спеціальних легуючи х елементів, які сприяють утворенню міцно зчеплених, щільних шарів окалини. Однак шари окалини, які утворюються на поверхні такої сталі, мають лише незначну механічну міцність і легко відокремлюються від металевого кожуха, у результаті чого розташовані під ними шари матеріалу металевого кожуха оголюються і тим самим виявляються не захищеними від утворення на них окалини. Тому на практиці з метою перешкодити окалиноутворенню при високих температурах дотепер у більшості випадків використовували захисні гази, насамперед аргон. Однак подібна технологія, яка полягає в обдуванні металевого кожуха потоком аргону, є складною в здійсненні, дорогою і тим самим винятково неекономічною. Разом з тим і обдування металевого кожуха потоком аргону не завжди дозволяє повністю запобігти утворенню на ньому окалини. У результаті металевий кожух навіть при його обдуванні потоком аргону продовжує покриватися окалиною. Коли окислення металевого кожуха, яке супроводжується утворенням окалини, досягає такого ступеня, при якій цей металевий кожух стає не здатним більш ефективно захищати розташований в ньому керамічний формований виріб, розливний стакан підлягає заміні разом з металевим кожухом, хоча сам керамічний формований виріб ще й не виробив свій ресурс і міг би працювати ще протягом тривалого періоду часу. В основу даного винаходу була покладена задача розробити керамічний формований виріб із закритою принаймні на окремих ділянках сталевим кожухом поверхнею, який був би рентабельним, відповідно економічним при його практичному застосуванні й утворення окалини на поверхні сталевого кожуха якого відбувалося б з мінімальною швидкістю. Вказана задача вирішується відповідно до винаходу за допомогою керамічного формованого виробу, поверхня якого принаймні на окремих ділянках закрита сталевим кожухом, при цьому поверхня такого сталевого кожуха, яка не контактує з формованим виробом, тобто повернена від нього, принаймні на окремих ділянках покрита матеріалом, який сповільнює утворення окалини. Завдяки скороченню інтенсивності або навіть повному запобіганню окалиноутворення металевий кожух значно довше продовжує виконувати передбачену для нього функцію, яка полягає в механічному захисті керамічного формованого виробу. У результаті збільшується і термін служби, відповідно довговічність самих керамічних формованих виробів. При створенні винаходу було встановлено, що окислення (покриття окалиною) сталевого кожуха керамічного формованого виробу в тих місцях, які піддаються впливу високих температур в окисній атмосфері (наприклад при контакті з повітрям), можна ефективно сповільнити, якщо покрити сталевий кожух у цих місцях матеріалом, який сповільнює утворення окалини. У даному контексті під "матеріалами, які сповільнюють утворення окалини (окислення)" маються на увазі матеріали, які завдяки їх складу мають підвищену в порівнянні зі сталевим кожухом жаро-, відповідно окалиностійкість. Як подібні матеріали, які сповільнюють утворення окалини, можна використовувати індивідуально або в різних сполученнях, наприклад, металевий алюміній, хром або кремній або їх оксиди (АІ2О 3, Cr2O3 , SiO2) або ж інші їх сплави або сполуки. На сталевий кожух можна також наносити покриття з матеріалу, який сповільнює утворення окалини, для чого, наприклад, на сталевий кожух наносять металевий хром або алюміній з наступним їх пасивуванням. Матеріал, який сповільнює утворення окалини, можна також накладати на сталевий кожух, наприклад, у твердій формі або - при використанні металевого матеріалу, який сповільнює утворення окалини - у вигляді листового металу або металевої пластини. При використанні листового металу його можна з'єднувати зі сталевим кожухом, наприклад, зварюванням або приклеюванням. Крім цього листовому або штабовому матеріалу, який сповільнює утворення окалини, можна також надавати форму кільця й у такому вигляді напресовувати його в гарячому стані на сталевий кожух. Сталевий кожух можна, зокрема, покривати або закривати матеріалом, який сповільнює утворення окалини, з таким розрахунком, щоб виключити можливість контакту ділянок сталевого кожуха, покритих матеріалом, який сповільнює утворення окалини, з навколишнім газовим середовищем. Таким чином, покриття, відповідно верхній шар, повинні бути газонепроникними. При використанні матеріалу, який сповільнює утворення окалини, у вигляді листового металу одна з можливостей забезпечити подібну газонепроникність полягає в точному узгодженні за формою взаємно сполучених, повернених одна до одної поверхонь листового металу, який сповільнює утворення окалини, і сталевого кожуха, завдяки чому листовий метал, який сповільнює утворення окалини, по всій площі його поверхні буде покривати сталевий кожух і щільно прилягати до нього. Однак за певних умов повністю може виявитися достатнім забезпечити газонепроникне з'єднання листового металу, який сповільнює утворення окалини, зі сталевим кожухом тільки по краях цього листового металу, для чого можна використовувати, наприклад, зварення. В іншому варіанті матеріал, який сповільнює утворення окалини, можна спочатку в рідкому вигляді наносити на сталевий кожух, наприклад намазуванням або напиленням (зокрема газополуменевим напиленням або плазмовим напиленням) або просоченням сталевого кожуха відповідним рідким складом і потім переводити нанесену на сталевий кожух рідину у твердий стан з утворенням на сталевому кожусі міцно зчепленого з ним покриття. Крім цього матеріал, який сповільнює утворення окалини, можна спочатку у вигляді порошку наносити на сталевий кожух і потім з'єднувати зі сталевим кожухом з утворенням міцно зчепленого з ним покриття. У більшості випадків цілком достатньо покривати сталевий кожух матеріалом, який сповільнює утворення окалини, у вигляді шар у товщиною до 1мм, наприклад товщиною від 0,1 до 0,7мм або від 0,2 до 0,5мм. Як уже указувалося вище, керамічний формований виріб може являти собою, зокрема, керамічний розливний стакан, який використовується в процесі безперервного або напівбезперервного розливання металу, наприклад змінний розливний стакан, і тому нижче особливості цього керамічного формованого виробу більш докладно розглянуті на прикладі його виконання у вигляді такого розливного стакана. Повернена до керамічного розливного стакана поверхня сталевого кожуха може безпосередньо прилягати до поверхні цього керамічного розливного стакана, при цьому сталевий кожух може бути виконаний, наприклад, у вигляді деталі з листового металу, напресованої на стакан в попередньо нагрітому стані. Відповідно до одного з варіантів сталевий кожух по всьому периметру охоплює зовнішню бічну поверхню розливного стакана. Подібна конструкція відома з рівня техніки. Оскільки зовнішня бічна поверхня розливного стакана звичайно виконана обертально-симетричною, сталевий кожух у цьому випадку можна виконувати у вигляді гільзи, всередині якої розташовують розливний стакан. Взаємно сполучені, повернені одна до одної поверхні сталевого кожуха і керамічного розливного стакана можна виконати точно узгодженими за формою з таким розрахунком, щоб вони по всій їх площі прилягали одна до іншої. У цьому випадку закриті сталевим кожухом ділянки поверхні розливного стакана виявляються безпосередньо покриті поверненою до розливного стакана поверхнею сталевого кожуха. Ме ханічна міцність керамічного розливного стакана підвищується, якщо сталевий кожух прилягає до нього з попереднім натягом, наприклад напресований на нього в гарячому стані. В іншому варіанті сталевий кожух може тільки по його краю контактувати з керамічним розливним стаканом. При цьому ділянка контакту між сталевим кожухом і керамічним розливним стаканом може бути виконана газонепроникною. Інші відмінні риси і переважні варіанти здійснення винаходи наведені в залежних пунктах формули, а також далі в описі. Нижче запропонований у винаході керамічний формований виріб більш докладно розглянутий на прикладі одного з варіантів його виконання з посиланням на додане спрощене креслення, на якому цей керамічний формований виріб, виконаний у вигляді розливного стакана, використовуваного в процесі безперервного або напівбезперервного розливання металу, показаний збоку в розрізі. Розливний стакан 1 складається з керамічного формованого виробу 3, поверхня якого на окремих ділянках закрита сталевим кожухом 5. Цей сталевий кожух 5 у свою чергу покритий на окремих ділянках матеріалом 7, який сповільнює утворення окалини. Керамічний формований виріб 3 виконаний обертально-симетричним відносно його поздовжньої осі L. У цьому керамічному виробі передбачений також обертально-симетричний відносно його поздовжньої осі L внутрішній канал 2, який утворює прохід для розплаву металу. Керамічний формований виріб 3 має верхню циліндричну ділянку А, до якої знизу примикає ділянка В, яка конічно звужується, до якої у свою чергу знизу примикає ще одна циліндрична ділянка С, яка переходить знизу в ділянку D, яка конічно звужується. Формований виріб 3 виконаний зі звичайного вогнетривкого керамічного матеріалу. На верхній торцевій поверхні 9 керамічного формованого виробу 3 передбачена виїмка 11. Зовнішня бічна поверхня 13 керамічного формованого виробу 3 локально, тобто на окремих ділянках, закрита гільзоподібним сталевим кожухом 5, виконаним зі сталевого листа. Цей сталевий кожух 5 по всій площі його внутрішньої поверхні прилягає до зовнішньої бічної поверхні 13 формованого виробу. Сталевий кожух починається біля верхнього краю 13о зовнішньої бічної поверхні 13 формованого виробу, а закінчується на деякій відстані від її нижнього краю 13u у зоні ділянки D. Та частина зовнішньої бічної поверхні 13 формованого виробу, яка розташована на ділянці D між нижнім кінцем сталевого кожуха 5 і нижнім краєм 13u зовнішньої бічної поверхні 13 формованого виробу, позначена позицією 13f і є єдиною ділянкою цієї зовнішньої бічної поверхні 13 формованого виробу, яка не закрита сталевим кожухом 5. Верхня 9 і нижня 15 торцеві поверхні керамічного формованого виробу 3 також не закриті сталевим кожухом 5. Сталевий кожух 5 на тій його ділянці, якою закрита ділянка D керамічного формованого виробу, покритий алюмінієвим шаром 7, який сповільнює утворення окалини. Цей алюмінієвий шар 7 у вигляді кільця насаджений (напресований у гарячому стані) на сталевий кожух 5 і міцно з'єднаний з ним. Саме ця ділянка контактує з захисною трубою або заглибним стаканом і піддана найбільш інтенсивному окисленню. Відповідно до цього в розглянутому вище прикладі тільки ця ділянка сталевого кожуха 5 покрита матеріалом, який сповільнює утворення окалини.
ДивитисяДодаткова інформація
Назва патенту англійськоюCeramic molded body
Автори англійськоюPischek, Stefan
Назва патенту російськоюКерамическое формованное изделие
Автори російськоюПишек Штефан
МПК / Мітки
МПК: B22D 41/52
Мітки: виріб, керамічний, формований
Код посилання
<a href="https://ua.patents.su/3-73624-keramichnijj-formovanijj-virib.html" target="_blank" rel="follow" title="База патентів України">Керамічний формований виріб</a>
Термостійкий керамічний виріб (варіанти) та спосіб його виготовлення
Номер патенту: 70317
Опубліковано: 15.10.2004
Автор: Ханзе Ерік
МПК: B32B 18/00, B22D 41/22, B22D 41/14
Мітки: спосіб, термостійкий, керамічний, виготовлення, варіанти, виріб
Формула / Реферат:
1. Багатошаровий керамічний виріб, який включає певну кількість шарів першої фази, включаючи сплавлену та/або зв’язану вуглецем гранульовану кераміку, та розташований між сусідніми шарами першої фази шар другої фази, яка механічно або хімічно відрізняється від першої.2. Виріб за п. 1, який відрізняється тим, що шари першої фази мають товщину від приблизно 0,05 мм до приблизно 20 мм, причому шар другої фази має товщину від приблизно...
Пористий керамічний теплоізоляційний виріб
Номер патенту: 51015
Опубліковано: 15.11.2002
Автори: Красовський Євген Валерійович, Михайлов Володимир Іванович
МПК: C04B 33/00, C04B 38/06
Мітки: теплоізоляційний, керамічний, виріб, пористий
Формула / Реферат:
Теплоізоляційний пористий керамічний виріб на основі легкоплавкої глинистої сировини, який відрізняється тим, що як пороутворювач використовують відходи промисловості (лушпиння соняшнику, лігнін, подрібнений папір), які вводять в кількості до 50 об. % з добавленням гідрокарбонату натрію до 0,5 об. % та використовують режим випалу - витримка виробів 25 хвилин при температурі на 20-30°С вище верхньої межі спікання.
Формований виріб
Номер патенту: 4745
Опубліковано: 28.12.1994
Автор: Тіхонов Сергій Іванович
МПК: B32B 25/00, B29B 11/16, B60C 9/20
Мітки: виріб, формований
Формула / Реферат:
1. Формованное изделие, содержащее эластомерную основу, в которой в несущей зоне рабочих нагрузок заделаны силовые элементы, шарнирно соединенные между собой, отличающееся тем, что силовые элементы выполнены замкнутыми и образуют цепную структуру из по крайней Мере одной цепи, лежащей в окружном направлении изделия.2. Формованное изделие по п. 1, отличающееся тем, что эластомерная основа выполнена в виде приводного ремня, а силовые...
Пористий звукопоглинальний керамічний виріб (варіанти) і спосіб їх виготовлення (варіанти)
Номер патенту: 56068
Опубліковано: 15.04.2003
Автори: Ода Кацуо, Міяо Нобуакі, Ода Норіхо
МПК: C04B 38/08, C04B 28/26, C04B 38/00
Мітки: пористий, виріб, звукопоглинальний, спосіб, виготовлення, керамічний, варіанти
Формула / Реферат:
1. Пористий звукопоглинальний керамічний виріб, виготовлений з пористого керамічного матеріалу, який має сполучені пори і питому вагу 0,3-1,5, містить 100 мас. частин перліту з частинками діаметром 0,10-8,0 мм, 80-250 мас. частин принаймні одного спеченого матеріалу, вибраного з групи, що складається з летючої золи, шлаку, кварцу, вулканічних викидів, гірської породи та глинистого мінералу, як матричного матеріалу, і 5-30 мас. частин...
Формований пористий виріб для використання як каталізатора або носія каталізатора та спосіб його виготовлення
Номер патенту: 26304
Опубліковано: 30.08.1999
Автори: Деспейрукс Бертранд, Краузе Хельмфрід, Деллер Клаус
Мітки: каталізатора, виготовлення, формований, носія, використання, спосіб, виріб, пористий
Формула / Реферат:
1. Формованное пористое изделие для использования в качестве катализатора или носителя катализатора, состоящее из пирогенного диоксида титана, отличающееся тем, что оно содержит диоксид титана в количестве более 99,5мас.% в форме рутила, имеет наружный диаметр 0,8 - 15мм и следующие физико-химические характеристики: поверхность по БЭТ согласно ДИН 66131 менее 1 - 20м2/г, объем пор - 0,01 - 0,29см3/г, отсутствие пор с диаметром менее 10нм,...
Попередній патент: Універсальна лікувально-оздоровча парта покиданова
Наступний патент: Збруйне кріплення з сечозбірником, сечозбірник та його верхня частина
Випадковий патент: Спосіб післяпроцедурної обробки водних розчинів мулових лікувальних грязей солоних озер та лиманів