Спосіб виготовлення шаруватого матеріалу та шаруватий матеріал
Номер патенту: 73676
Опубліковано: 15.08.2005
Автори: Олексієнко Ігор Михайлович, Топчев Михайло Дмитрович, Ващенко Василь Пилипович
Формула / Реферат
1. Спосіб виготовлення шаруватого матеріалу, за яким волокнистий матеріал складають у вигляді заготовки, пресують з утворенням проникної об'ємної поруватої структури, стабілізують за формою і пасивують поверхневим і/або дифузійним покриттям, який відрізняється тим, що під час пасивації до волокнистого матеріалу прикладають зовнішню силу, яка спричиняє зсув точок контактування волокон із створенням умов суцільного покриття волокон, фінішну пасивацію проводять без прикладання зовнішньої сили, причому час фінішної пасивації складає від 20 до 70% загального часу пасивації.
2. Спосіб за п. 1, який відрізняється тим, що під час пасивації до сформованого волокнистого матеріалу прикладають зовнішню силу у вигляді одиночного імпульсу або серії віброімпульсів.
3. Спосіб за п. 1 або 2, який відрізняється тим, що фінішну пасивацію проводять після додаткової стабілізаційної витримки волокнистого матеріалу.
4. Шаруватий матеріал, який містить волокнистий матеріал, спресований у проникну об'ємну порувату структуру, поверхня волокон якого пасивована поверхневим і/або дифузійним покриттям, який відрізняється тим, що товщина шару поверхневого і/або дифузійного покриття волокон у точках контактування волокон дорівнює не менше 7% товщини шару покриття в середній частині міжконтактних ділянок волокон.
5. Матеріал за п. 4, який відрізняється тим, що твердість його поверхні становить 5-65 HRC.
6. Матеріал за п. 4, який відрізняється тим, що його поруватість становить 5-95%.
7. Матеріал за п. 4, який відрізняється тим, що його звукопоглинання становить 2,5-9 дБ/см.
8. Матеріал за п. 4 і 5, який відрізняється тим, що волокнистий матеріал виконаний із сталі вуглецевої загального призначення, наприклад Ст 6.
9. Матеріал за будь-яким з пп. 4, 6 або 7, який відрізняється тим, що волокнистий матеріал виконаний як суміш різних за жорсткістю металевих волокон, розподілених по об'єму матеріалу.
10. Матеріал за будь-яким з пп. 4, 6 або 7, який відрізняється тим, що волокнистий матеріал виконаний як суміш металевих та неметалевих волокон, розподілених по об'єму матеріалу.
11. Матеріал за будь-яким з пп. 4, 6 або 7, який відрізняється тим, що волокнистий матеріал виконаний з неметалевих волокон.
Текст
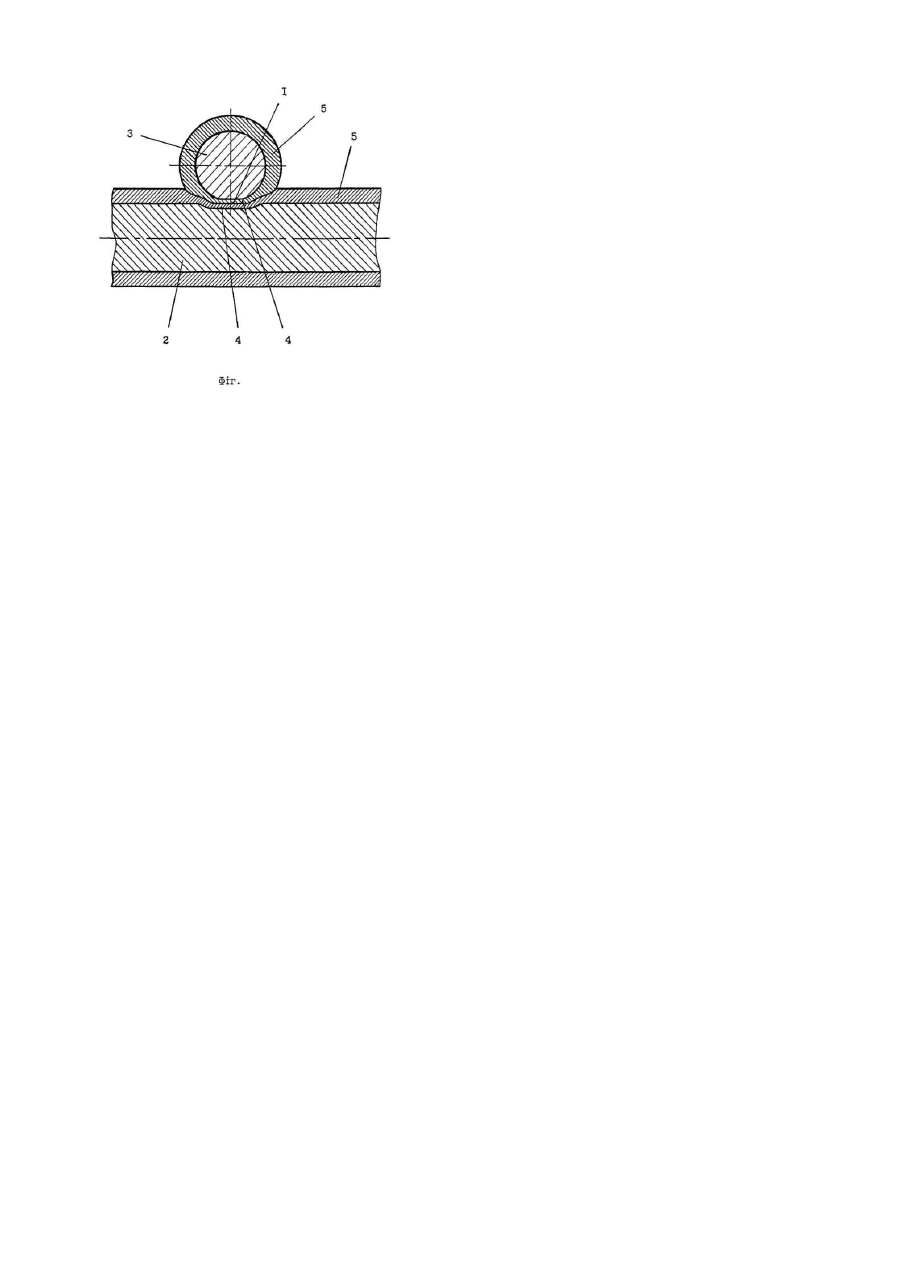
Винахід стосується галузі машинобудування, а саме конструкційних матеріалів, і може бути використаним у виробництві різних елементів конструкцій, наприклад, транспортних засобів, для звукопоглинання в умовах дії агресивного середовища, таких як у глушнику, а також в облаштуванні салонів. Відомий спосіб виготовлення шаруватого матеріалу [п. RU №2180288, В 32 В 15/01, 15/20, С22С1/08], за яким вхідні матеріали складають у вигляді багатошарової заготовки, пресують з утворенням багатошарової об'ємної структури, спікають, стабілізують за формою при охолодженні. Використовують шари алюмінію, нікелю, або аустенітної сталі, між якими утворюють порувату стр уктуру з пінометалу на основі сплавів алюмінію, нікелю, заліза або алюмінієвих композитів. Співпадають з суттєвими ознаками способу, що заявляється, операції, за якими вхідні матеріали складають у вигляді заготовки, пресують з утворенням об'ємної поруватої стр уктури, спікають, стабілізують за формою. При використанні відомого способу отримують шарува тий матеріал із значною анізотропію об'ємної структури, що спричиняє надмірні обмеження при створенні з нього окремих об'ємних конструкцій. Поставлена задача вдосконалення відомого способу, у якому шля хом зміни технологічних операцій отримують шаруватий матеріал із зменшеною анізотропію об'ємної структури, що зменшує обмеження при створенні з нього окремих об'ємних конструкцій, наприклад, конусоподібних. Відомий спосіб виготовлення шаруватого матеріалу [Косторнов А.Г. Проницаемые металлические волокновые материалы. К.: Техніка, 1983, с.5, 19, 22-23, 95-97], вибраний як прототип, за яким волокновий матеріал складають у вигляді заготовки, пресують з утворенням проникної об'ємної поруватої стр уктури, спікають, стабілізують за формою, наприклад, шляхом повторного спікання, і пасивують поверхневим і/або дифузійним покриттям. Використовують нікель, яким одночасно утворюють і поверхневе, і ди фузійне покриття. Під час пасивації поверхневе покриття в точках контактування волокон утворює пробіли, а в місцях зближення волокон - перетинки. Співпадають з суттєвими ознаками способу, що заявляється, операції, за якими волокновий матеріал складають у пресформу, пресують з утворенням проникної об'ємної поруватої структури, стабілізують за формою і пасивують поверхневим і/або дифузійним покриттям. При використанні відомого способу отримують пасивуюче покриття з недостатньою суцільністю, що погіршує міцність шаруватого матеріалу при експлуатації в хімічно агресивному середовищі. Поставлена задача вдосконалення відомого способу, у якому шля хом зміни технологічних операцій отримують пасивуюче покриття з підвищеною суцільністю, що покращує міцність шаруватого матеріалу при експлуатації в хімічно агресивному середовищі. Відомий шаруватий матеріал [п. RU №2180288, В32В15/01, 15/20, С22С1/08], який містить поруватий матеріал у вигляді пінометалу і щільний металевий матеріал, які спресовані у об'ємну багатошарову структур у. Пінометал виконаний на основі сплавів алюмінію, нікелю, заліза або алюмінієвих композитів, а металевий матеріал - у ви гляді шарів алюмінію, нікелю, або аустенітної сталі. Співпадають з суттєвими ознаками матеріалу, що заявляється, такі, згідно з якими він містить матеріал, спресований у об'ємну порувату структур у. Відомий матеріал містить значну анізотропію об'ємної структури, що спричиняє надмірні обмеження при створенні з нього окремих об'ємних конструкцій. Поставлена задача вдосконалення відомого матеріалу, у якому шляхом зміни конструкції забезпечується зменшення анізотропії об'ємної структури, що зменшує обмеження при створенні окремих об'ємних конструкцій, наприклад, конусоподібних. Відомий шаруватий матеріал [Косторнов А.Г. Проницаемые металлические волокновые материалы. К.: Техніка, 1983, с.22-23, 88-89, 95-97, 116-117], вибраний як прототип, який містить волокновий матеріал, спресований у проникну об'ємну порувату стр уктур у, поверхня волокон якого пасивована поверхневим і/або дифузійним покриттям., причому у точках контактування волокон покриття містить пробіли, а в місцях зближення волокон - перетинки. Співпадають з суттєвими ознаками матеріалу, що заявляється, такі, згідно з якими він містить волокновий матеріал, спресований у проникну об'ємну порувату стр уктуру, поверхня волокон якого пасивована поверхневим і/або дифузійним покриттям. У відомому матеріалі пасивуюче покриття волокон є недостатньо суцільним, що погіршує міцність шарува того матеріалу при експлуатації в хімічно агресивному середовищі. Поставлена задача вдосконалення шаруватого матеріалу, у якому шляхом підвищення суцільності покриття покращується його міцність при експлуатації в хімічно агресивному середовищі. У способі виготовлення шаруватого матеріалу за яким волокновий матеріал складають у вигляді заготовки, пресують з утворенням проникної поруватої об'ємної стр уктури, стабілізують за формою і пасивують поверхневим і/або дифузійним покриттям, згідно з винаходом під час пасивації до волокнового матеріалу прикладають зовнішню силу, яка спричиняє зсув точок контактування волокон із створенням умов суцільного покриття волокон, фінішну пасивацію проводять без прикладання зовнішньої сили, причому час фінішної пасивації складає від 20 до 70% загального часу пасивації. Крім того, під час пасивації до сформованого волокнового матеріалу прикладають зовнішню силу у вигляді одиночного імпульсу або серії віброімпульсiв. Крім того, фінішну пасивацію проводять після додаткової стабілізаційної витримки волокнового матеріалу. У шарува тому проникному матеріалі, який містить волокновий матеріал, спресований у проникну об'ємну порувату структур у, поверхня волокон якого пасивована поверхневим і/або дифузійним покриттям, згідно з винаходом товщина шару поверхневого і/або дифузійного покриття волокон у точках контактування волокон дорівнює не менше 7% товщини _ шару покриття в середній частині міжконтактних ділянок волокон. Крім того, твердість поверхні матеріалу 5-65HRC. Крім того, поруватість матеріалу 5-95%. Крім того, звукопоглинання матеріалу 2,7-9дБ/см. 6. Крім того, волокновний матеріал виконаний із сталі вуглецевої загального призначення, наприклад Ст Крім того, волокновий матеріал виконаний як суміш різних за жорсткістю металевих волокон, розподілених по об'єму матеріалу. Крім того, волокновий матеріал виконаний як суміш металевих та неметалевих волокон, розподілених по об'єму матеріалу. Крім того, волокновий матеріал виконаний з неметалевих волокон. Сукупність наведених ознак способу, що пропонується, забезпечує отримання шаруватого матеріалу із зменшеною анізотропією об'ємної структури та пасивуючим покриттям з підвищеною суцільністю, що підвищує його ефективність. Сукупність наведених ознак матеріалу, що пропонується, забезпечує зменшення анізотропії його об'ємної структури та підвищення суцільності покриття волокон, що підвищує його експлуатаційні характеристики. На Фіг. схематично зображений переріз волокон у точках їх контактування. Шаруватий матеріал містить волокна, спресовані у проникну об'ємну порувату структур у. Кожен з відрізків волокон на своїй довжині багато разів перегнутий або скручений разом із суміжними відрізками волокон. Як варіант, волокновий матеріал містить довгі сплутані або зіткані спресовані волокна. У будь-якій області об'єму шарувато го матеріалу точка 1 контактування волокна 2 і волокна 3 містить поверхневе пасивуюче покриття, товщина шару якого 4, як правило, менша за його товщину 5 в середній частині міжконтактних ділянок волокон. Дифузійне покриття має аналогічні особливості; які-присутні в більшій" мірі при високих тисках спресовування, однак при цементації вони, часто непомітні. Товщина шару поверхневого і/або дифузійного покриття волокон у точках .контактування., волокон дорівнює не менше 7% товщини шар у покриття в середній частині міжконтактних ділянок волокон. Твердість поверхні шаруватого матеріалу 5-65HRC, поруватість - 5-95%, звукопоглинання - 2,5-9дБ/см. Як варіант, використані волокна із сталі вуглецевої загального призначення, крім того, використана суміш різних за жорсткістю металевих волокон або суміш металевих та неметалевих волокон, розподілених по об'єму матеріалу. Інший варіант — використаний волокновий матеріал з неметалевих волокон. В залежності від поставленої задачі вибирають, наприклад, металевий волокновий матеріал, який складають у вигляді заготовки, розміри якої відповідають розмірам деталі, яку виготовляють. Зокрема конусоподібної. Заготовку пресують, стабілізують за формою і пасивують поверхневим і/або дифузійним покриттям. Пасивацію волокон здійснюють рідиннофазним або активованим спіканням волокнових матеріалів, хімічним та електрохімічним покриттям, термодифузією пасивуючих елементів або комбінацією різних способів, наприклад, електротермохімічною обробкою, а також напиленням металів або лакофарбових покриттів. Під час пасивації до волокнового матеріалу прикладають зовнішню силу, наприклад, у вигляді одиночного імпульсу, переднім фронтом якого здійснюють зсув точок 1 контактуваня волокон 2 і 3, у такому положенні наносять щільне пасивуюче покриття на відкритих ділянках поверхні волокон у вигляді шару 4. Після припинення дії імпульсу волокна 2 і 3 займають попереднє положення або близьке до нього. Нанесення пасивуючого покриття продовжують, причому час фінішної пасивації вибирають від 20 до 70% загального часу пасивації в залежності від потреби товщини шару 5 із дотриманням умов, за якими товщина шару 4 дорівнює не менше 7% товщини шару 5. Як варіант; зовнішню силу прикладають у вигляді серії віброімпульсів, якими регулюють плавність переходу від максимальної товщини пасивуючого покриття на одних ділянках до мінімальної — на інших ділянках. Операції стабілізації за формою і пасивації поверхневим і/або дифузійним покриттям проводять або послідовно, або одночасно, причому фінішну пасивацію проводять також після додаткової стабілізаційної витримки шаруватого матеріалу. Шаруватий матеріал з високою твердістю поверхні до 65HRC отримують шляхом прикладання високих тисків спресовування, які спричиняють часткову пластичну деформацію волокон в області точок 1, і закріплення отриманої форми відповідними відомими фізико-хімічними обробками, зокрема такими, які супроводжують процес пасивації. Поруватість такого матеріалу найменша, близько 5%. Шаруватий матеріал з меншою твердістю поверхні, близько 5HRC, отримують шляхом вибору волокнового матеріалу меншої жорсткості, наприклад, менш жорсткої сталі вуглецевої загального призначення, утворенням суміші різних за жорсткістю металевих волокон або суміші металевих та неметалевих волокон. Суміші волокон рівномірно розподілені по об'єму шаруватого матеріалу. Шар\ватий матеріал з високою поруватістю, до 95%, отримують шляхом прикладання менших тисків спресовування. Шаруватий матеріал з високим звукопоглинанням, до 9дБ/см, отримують шляхом використання більш важких за питомою вагою волокнових матеріалів, прикладанням високих тисків спресовування з отриманням малої пористості. Як варіант, використовують суміші з добавлянням свинцевих волокон. Шаруватий матеріал з меншим звукопоглинанням, близько 2,5дБ/см, отримують шля хом використання більш легких волокнових матеріалів, металевих і неметалевих, а також шляхом підвищення поруватості від мінімальної величини до такої, що забезпечує необхідне звукопоглинання. Відсутність або мінімізація у запропонованому шаруватому матеріалі порівняно з прототипом пробілів у щільності пасивуючого покриття в точках 1 контактуваня волокон 2 і 3 запобігає як руйнівному впливу хімічно агресивного середовища, так і руйнуванню матеріалу у разі використання волокон з різних металів через високу різницю контактного потенціалу. При цьому різниця потенціалу металу пасивуючого покриття і металу волокна не повинна перевищува ти 0,25В. Випробування підтвердили покращення експлуатаційних характеристик шаруватого матеріалу, отриманого за способом, який пропонується. Приклад. Зразки шаруватого матеріалу виготовляли на основі волокнового матеріалу із різних сталей вуглецевих загального призначення з використанням запропонованого способу і по технології, наближеній до технології аналога. Готували активний водні розчини, які містили, г/л: хлористий магній MgCl 2*6H2O 170190, а також NaCl 110-130. Після витримки зразків в розчинах при температурі 60° С протягом 5 годин, а далі при нормальній температурі дві доби, параметри твердості поверхні матеріалу нових зразків перевищувала твердість поверхні матеріалу за аналогом на 10-15%, міцність на згинання відповідно на 1522%.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of laminated material and laminated material
Автори англійськоюOleksienko Ihor Mykhailovych, Vaschenko Vasyl Pylypovych, Topchev Mykhailo Dmytrovych
Назва патенту російськоюСпособ изготовления слоистого материала и слоистый материал
Автори російськоюАлексеенко Игорь Михайлович, Ващенко Василий Филиппович, Топчев Михаил Дмитриевич
МПК / Мітки
МПК: B22F 3/20, B32B 15/01, B32B 5/02
Мітки: матеріал, спосіб, виготовлення, шаруватий, матеріалу, шаруватого
Код посилання
<a href="https://ua.patents.su/3-73676-sposib-vigotovlennya-sharuvatogo-materialu-ta-sharuvatijj-material.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення шаруватого матеріалу та шаруватий матеріал</a>
Шаруватий композиційний матеріал, спосіб підбору компонентів шаруватого композиційного матеріалу
Номер патенту: 49284
Опубліковано: 16.09.2002
Автори: Ситник Олексій Олексійович, Надєїн Владислав Семенович
МПК: B22F 7/04, B32B 15/01, C23C 14/58, B22F 7/00
Мітки: підбору, шаруватого, матеріалу, матеріал, композиційний, компонентів, композиційного, шаруватий, спосіб
Формула / Реферат:
1. Шаруватий композиційний матеріал, що містить твердосплавну основу і закріплений на ній різальний керамічний шар, який відрізняється тим, що коефіцієнт термічного розширення матеріалу твердосплавної основи складає 0,9...1,1 коефіцієнта термічного розширення матеріалу керамічного шару.2. Спосіб підбору компонентів шаруватого керамічного композиційного матеріалу, який передбачає підбір компонентів твердосплавної основи та різального...
Повітропроникний плівковий/нетканий шаруватий матеріал (його варіанти),поглинальний виріб для особистої гігієни,предмет одягу, спосіб одержання повітропроникного плівкового/нетканого шаруватого матеріалу (його
Номер патенту: 26938
Опубліковано: 29.12.1999
Автор: Маккормак Енн Луіз
МПК: A61F 13/15, D06M 17/00, C08J 9/00, A61F 13/514, B29C 65/40, B32B 27/32, A61F 5/44, D04H 13/00, B32B 27/12, A61L 15/00, A61F 13/49, B32B 5/22, A61F 13/515
Мітки: особистої, виріб, шаруватий, шаруватого, спосіб, повітропроникного, повітропроникний, матеріалу, варіанти),поглинальний, одержання, одягу, матеріал, його, гігієни,предмет
Текст:
...слой при уссегрегациями одного компонента в друловии, что они не будут серьезно ухудгом. Кроме того, для образования волокшать способность пленки пропускать вознистого нетканого опорного слоя могут дух и соединяться посредством тепловой быть использованы двухкомпонентные во- 40 сварки с комфортным слоем 3 волокнислокна. При всех таких конфигурациях вотого полиолефинового нетканого полотна. локон клеящее вещество должно быть Как правило,...
Радіаційнозахисний шаруватий матеріал і спосіб його виготовлення
Номер патенту: 73412
Опубліковано: 15.07.2005
Автори: Крикун Юрій Олександрович, Желтов Павло Миколайович, Ткаченко Володимир Іванович, Джур Євген Олексійович, Алексеєв Юрій Сергійович, Якушкін Михайло Олександрович, Кучма Леонід Данилович, Межуєв Микола Миколайович, Кабардін Микола Костянтинович
МПК: G21F 1/00
Мітки: виготовлення, шаруватий, спосіб, радіаційнозахисний, матеріал
Формула / Реферат:
1. Радіаційнозахисний шаруватий матеріал, що містить щонайменше, один шар тканого матеріалу і шари еластичного матеріалу, армовані порошкоподібним наповнювачем, який відрізняється тим, що гранулометричний склад наповнювача першого шару має частки розміром від 1 до 9,0 мкм, а другого - від 9,0 до 100 мкм, при цьому шар з однаковим гранулометричним складом наповнювача розміщений із двох сторін тканого матеріалу.2. Матеріал за п. 1,...
Гумова суміш та спосіб виготовлення шаруватого матеріалу з її використанням
Номер патенту: 3170
Опубліковано: 26.12.1994
Автори: Волинець Володимир Тимофійович, Перлович Фаїна Юхимівна, Почка Петро Андрійович, Стрижко Валентин Павлович, Корнішева Любов Вікторівна, Алєксєєва Тетяна Георгіївна
МПК: B32B 25/00, C08L 9/02, C08L 9/00, C08J 5/12, C08K 13/02
Мітки: шаруватого, використанням, матеріалу, гумова, виготовлення, спосіб, суміш
Формула / Реферат:
1. Резиновая смесь, включающая синтетический каучук, серу, ускоритель вулканизации, оксид цинка, пластификатор, противостаритель, неорганический наполнитель, отличающаяся тем, что в качестве синтетического каучука смесь содержит бутадиен-нитрильный и изопреновый каучуки в массовом соотношении 60:40 соответственно, в качестве ускорителя вулканизации -N-циклогексил-2-бензтиазолилсульфенамид и дополнительно - малоактивный технический углерод с...
Спосіб виготовлення шаруватого листового матеріалу

Номер патенту: 90
Опубліковано: 30.04.1993
Автори: Кокурін Олександр Миколайович, Порошин Григорій Васильович, Півень Євген Григорович
МПК: B32B 37/00, B29C 69/00
Мітки: шаруватого, спосіб, листового, матеріалу, виготовлення
Формула / Реферат:
Способ изготовления слоистого листового материала, при котором в металлическом листе выполняют параллельные симметрично чередующиеся прорези, вытягивают металлический лист в направлении, перпендикулярном расположению прорезей, затем соединяют одну его сторону с плоским эластичным листом и формуют слоистую листовую заготовку, отличающийся тем, что используют дополнительный плоский эластичный лист, который при соединении слоев накладывают на...
Попередній патент: Спосіб очищення ставків-відстійників
Наступний патент: 3,5-дихлор-2-(3-фенілакрилоїламіно)-бензойна кислота, яка проявляє протизапальну, анальгетичну, діуретичну, жовчогінну та протигрибкову активність
Випадковий патент: Спосіб опалення приміщень