Пристрій для гартування з відпуском прокату великої довжини

Формула / Реферат
1. Пристрій для термічного гартування з відпуском принаймні частин перерізу по довжині послідовно виготовлюваного сортового прокату за рахунок теплоти прокатки, зокрема для гартування принаймні головок рейок довжиною, більшою ніж 50 м, з наступним охолодженням до кімнатної температури, який по суті містить рольганг, засіб аксіального орієнтування прокату, засіб транспортування з опорою для прокату для його переміщення у поперечному напрямку, гартівний пристрій з системою маніпуляторів та стелаж для охолодження, який відрізняється тим, що рольганг (1) містить пристрій для подовжнього позиціювання прокату, що надходить на нього підтриманим принаймні в одній поперечній зоні профілю, та засіб заданого орієнтування (2), тим, що гартівний пристрій (3) сформований принаймні двома розташованими поряд по суті паралельно засобу орієнтування рідинними охолоджувальними пристроями (31, 32) з маніпуляторами (311, 321) для переміщення прокату (S), тим, що зона приймача (41) стелажа для охолодження (4) розташована поряд з рідинними охолоджувальними пристроями паралельно їх подовжньому напрямку, а також тим, що засіб поперечного транспортування (5) містить принаймні дві консолі (51), виконані з можливістю одночасного руху між роликами рольганга, причому на кінцях обох консолей розташовані опори (52) прокату, виконані з можливістю пересуватися у поперечному напрямку від положення орієнтування в зоні рольганга (1) до приймача (41) стелажа для охолодження (4) і підніматися таким чином, щоб виключно вони виступали за транспортувальну поверхню (11) рольганга (1).
2. Пристрій за п. 1, який відрізняється тим, що призначений для прокату (S) у вигляді ходових або залізничних рейок, які підтримуються на рольгангу (1) у двох зонах профілю, а засіб орієнтування виконаний як засіб з електронним управлінням та/або містить напрямну планку (21) або упор.
3. Пристрій за пп. 1 або 2, який відрізняється тим, що рідинні охолоджувальні пристрої (31, 32) виконані у вигляді заглибних басейнів (312, 322) з горизонтально вирівнюючими упорами (313, 322), які діють на основу, а за потреби - на боки прокату (S) для встановлення його за рівнем.
4. Пристрій за будь-яким з пп. 1-3, який відрізняється тим, що кожний заглибний басейн (312, 322) оснащений маніпуляторами (311, 321), за допомогою яких прокат (S), зокрема рейка, може бути знята з опори (52) засобу (5) поперечного транспортування, заведена, з вертикальним вирівнюванням головкою донизу, до заглибного басейну (312, 322) і знову розміщена на опорах (52).
5. Пристрій за будь-яким з пп. 1-4, який відрізняється тим, що містить затискні засоби (314, 324) для прокату (S), зокрема, рейки, за допомогою яких прокат/рейка (S) під час охолодження притискається до вирівнюючих упорів (313, 323) у заглибному басейні (312, 322).
6. Застосування пристрою за будь-яким з пп. 1-5 для гартування принаймні головок рейок довжиною, більшою ніж 50 м, і подальшого охолодження до кімнатної температури при часі перебування рейки у гартівному пристрої, який перевищує період подання рейок.
Текст
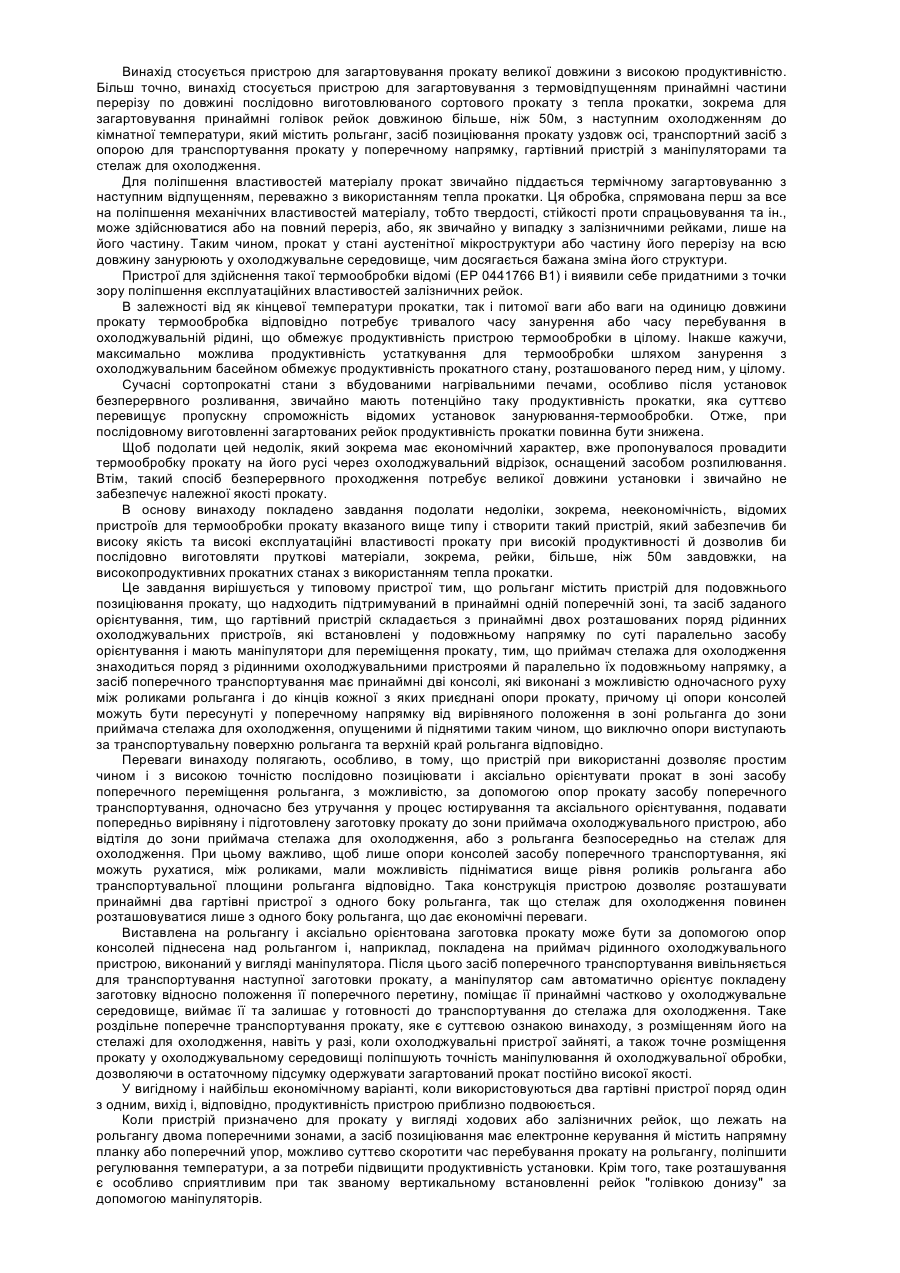
Винахід стосується пристрою для загартовування прокату великої довжини з високою продуктивністю. Більш точно, винахід стосується пристрою для загартовування з термовідпущенням принаймні частини перерізу по довжині послідовно виготовлюваного сортового прокату з тепла прокатки, зокрема для загартовування принаймні голівок рейок довжиною більше, ніж 50м, з наступним охолодженням до кімнатної температури, який містить рольганг, засіб позиціювання прокату уздовж осі, транспортний засіб з опорою для транспортування прокату у поперечному напрямку, гартівний пристрій з маніпуляторами та стелаж для охолодження. Для поліпшення властивостей матеріалу прокат звичайно піддається термічному загартовуванню з наступним відпущенням, переважно з використанням тепла прокатки. Ця обробка, спрямована перш за все на поліпшення механічних властивостей матеріалу, тобто твердості, стійкості проти спрацьовування та ін., може здійснюватися або на повний переріз, або, як звичайно у випадку з залізничними рейками, лише на його частину. Таким чином, прокат у стані аустенітної мікроструктури або частину його перерізу на всю довжину занурюють у охолоджувальне середовище, чим досягається бажана зміна його структури. Пристрої для здійснення такої термообробки відомі (ЕР 0441766 В1) і виявили себе придатними з точки зору поліпшення експлуатаційних властивостей залізничних рейок. В залежності від як кінцевої температури прокатки, так і питомої ваги або ваги на одиницю довжини прокату термообробка відповідно потребує тривалого часу занурення або часу перебування в охолоджувальній рідині, що обмежує продуктивність пристрою термообробки в цілому. Інакше кажучи, максимально можлива продуктивність устаткування для термообробки шляхом занурення з охолоджувальним басейном обмежує продуктивність прокатного стану, розташованого перед ним, у цілому. Сучасні сортопрокатні стани з вбудованими нагрівальними печами, особливо після установок безперервного розливання, звичайно мають потенційно таку продуктивність прокатки, яка суттєво перевищує пропускну спроможність відомих установок занурювання-термообробки. Отже, при послідовному виготовленні загартованих рейок продуктивність прокатки повинна бути знижена. Щоб подолати цей недолік, який зокрема має економічний характер, вже пропонувалося провадити термообробку прокату на його русі через охолоджувальний відрізок, оснащений засобом розпилювання. Втім, такий спосіб безперервного проходження потребує великої довжини установки і звичайно не забезпечує належної якості прокату. В основу винаходу покладено завдання подолати недоліки, зокрема, неекономічність, відомих пристроїв для термообробки прокату вказаного вище типу і створити такий пристрій, який забезпечив би високу якість та високі експлуатаційні властивості прокату при високій продуктивності й дозволив би послідовно виготовляти пруткові матеріали, зокрема, рейки, більше, ніж 50м завдовжки, на високопродуктивних прокатних станах з використанням тепла прокатки. Це завдання вирішується у типовому пристрої тим, що рольганг містить пристрій для подовжнього позиціювання прокату, що надходить підтримуваний в принаймні одній поперечній зоні, та засіб заданого орієнтування, тим, що гартівний пристрій складається з принаймні двох розташованих поряд рідинних охолоджувальних пристроїв, які встановлені у подовжньому напрямку по суті паралельно засобу орієнтування і мають маніпулятори для переміщення прокату, тим, що приймач стелажа для охолодження знаходиться поряд з рідинними охолоджувальними пристроями й паралельно їх подовжньому напрямку, а засіб поперечного транспортування має принаймні дві консолі, які виконані з можливістю одночасного руху між роликами рольганга і до кінців кожної з яких приєднані опори прокату, причому ці опори консолей можуть бути пересунуті у поперечному напрямку від вирівняного положення в зоні рольганга до зони приймача стелажа для охолодження, опущеними й піднятими таким чином, що виключно опори виступають за транспортувальну поверхню рольганга та верхній край рольганга відповідно. Переваги винаходу полягають, особливо, в тому, що пристрій при використанні дозволяє простим чином і з високою точністю послідовно позиціювати і аксіально орієнтувати прокат в зоні засобу поперечного переміщення рольганга, з можливістю, за допомогою опор прокату засобу поперечного транспортування, одночасно без утручання у процес юстирування та аксіального орієнтування, подавати попередньо вирівняну і підготовлену заготовку прокату до зони приймача охолоджувального пристрою, або відтіля до зони приймача стелажа для охолодження, або з рольганга безпосередньо на стелаж для охолодження. При цьому важливо, щоб лише опори консолей засобу поперечного транспортування, які можуть рухатися, між роликами, мали можливість підніматися вище рівня роликів рольганга або транспортувальної площини рольганга відповідно. Така конструкція пристрою дозволяє розташувати принаймні два гартівні пристрої з одного боку рольганга, так що стелаж для охолодження повинен розташовуватися лише з одного боку рольганга, що дає економічні переваги. Виставлена на рольгангу і аксіально орієнтована заготовка прокату може бути за допомогою опор консолей піднесена над рольгангом і, наприклад, покладена на приймач рідинного охолоджувального пристрою, виконаний у вигляді маніпулятора. Після цього засіб поперечного транспортування вивільняється для транспортування наступної заготовки прокату, а маніпулятор сам автоматично орієнтує покладену заготовку відносно положення її поперечного перетину, поміщає її принаймні частково у охолоджувальне середовище, виймає її та залишає у готовності до транспортування до стелажа для охолодження. Таке роздільне поперечне транспортування прокату, яке є суттєвою ознакою винаходу, з розміщенням його на стелажі для охолодження, навіть у разі, коли охолоджувальні пристрої зайняті, а також точне розміщення прокату у охолоджувальному середовищі поліпшують точність маніпулювання й охолоджувальної обробки, дозволяючи в остаточному підсумку одержувати загартований прокат постійно високої якості. У вигідному і найбільш економічному варіанті, коли використовуються два гартівні пристрої поряд один з одним, вихід і, відповідно, продуктивність пристрою приблизно подвоюється. Коли пристрій призначено для прокату у вигляді ходових або залізничних рейок, що лежать на рольгангу двома поперечними зонами, а засіб позиціювання має електронне керування й містить напрямну планку або поперечний упор, можливо суттєво скоротити час перебування прокату на рольгангу, поліпшити регулювання температури, а за потреби підвищити продуктивність установки. Крім того, таке розташування є особливо сприятливим при так званому вертикальному встановленні рейок "голівкою донизу" за допомогою маніпуляторів. Коли, як передбачає один з варіантів здійснення винаходу, рідинні охолоджувальні пристрої являють собою заглибні басейни з горизонтально і вертикально орієнтованими стопорами, які діють на дно, а за потреби також на боки, і призначені для встановлення прокату за рівнем та його орієнтування, тоді можливо, зокрема, при охолодженні частини перерізу рейки, одержати у високому степені уніфіковані охолодження і розподіл твердості рейки уздовж її довжини, що дозволяє гарантувати високу якість виробів. Для забезпечення уніфікованих і якісних експлуатаційних властивостей виробів доцільно мати у пристрої притискні засоби для прокату, зокрема, рейок, за допомогою яких прокат/рейка можуть бути притиснуті у заглибному басейні до вирівнювальних упорів під час охолодження, оскільки цим можна ефективно запобігти спричиненому охолодженням викривленню й забезпечити відповідне локальне охолодження поверхні повністю рівномірним. Особливі економічні переваги дає застосування вищеописаного пристрою для гартування принаймні голівок рейок довжиною більше, ніж 50м, та наступного охолодження до кімнатної температури при часі перебування рейки у гартівному пристрою, який перевищую період подавання, оскільки стає можливим підвищення працездатності у великих ступенях при порівняно низьких об'ємах інвестицій. Далі винахід описується з посиланням на креслення, на якому представлений лише одного варіанту здійснення, причому парні позиційні позначення означають те саме. Перелік позиційних позначень: S прокат 1 рольганг 11 транспортувальна поверхня рольганга 2 засіб орієнтування 21 напрямна планка 3 гартівний пристрій 31 32 (пристрій рідинного охолодження) 311 321 маніпулятори 312 322 (заглибний басейн 313 323 вирівнювальні упори 314 324 притискний засіб 315 325 охолоджувальна рідина 4 стелаж для охолодження 41 зона приймача стелажа для охолодження 5 засіб поперечного транспортування 51 консоль 52 опора прокату На Фіг. зображений пристрій згідно з винаходом, у якому гартівний пристрій 3 містить два пристрої 31 та 32 рідинного охолоджування, розташовані між рольгангом 1 та стелажем 4 для охолодження. У схематичному зображеному прикладі голівка рейки S показана заглибленою у охолоджувальну рідину 315 в одному з пристроїв рідинного охолоджування 31. За допомогою притискного засобу 314 та вирівнювального упора 313 рейка може бути виставлена у заглибному басейні 312 так, що форсовано охолоджується лише її голівка. Також можливо за рахунок глибшого розташування упора 313 під поверхнею охолоджувальної рідини 315 форсовано охолоджувати весь переріз рейки. Другий охолоджувальний пристрій 32 стоїть у готовності. Як видно далі з Фіг., рейка S, що сходить з лінії рольганга (не показаний) позиціюється на рольгангу 1, і може бути орієнтована й виставлена суворо вздовж осі засобом 2 орієнтування, при необхідності за допомогою напрямної планки 21. Засіб 5 поперечного переміщення з консолями 51, кожна з яких має опори 52 прокату, встановлений з можливістю руху назад в зону рольганга 1 і з можливістю зворотного ходу. Проте також можливо розташувати такий засіб 5 для поперечного транспортування в зоні стелажа для охолодження. При поперечному транспортуванні одночасний зсув консолей 51 виконується таким чином, що розташовані на них опори 52 прокату, коли вона піднімаються, можуть підняти рейку S з рольганга 1 так, що вона залишається вирівняною аксіально, нести її й рухати у поперечному напрямку до стелажа для охолодження 4. Тут, а це є суттєвим для винаходу, у процесі поперечного транспортування виключно опори 52 засобу 5 поперечного транспортування можуть у вертикальному напрямку пройти вище транспортувальної поверхні 11 рольганга, навіть якщо опори 52 рухаються у крайнє протилежне положення, наприклад, укладаючи рейку S на приймача 41 стелажа для охолодження 4. Орієнтована і аксіально вирівняна рейка S, яка лежить на транспортувальній поверхні 11 рольганга 1, переважно двома поперечними зонами, тепер може бути піднята вертикально у цьому положенні за допомогою опори 52 прокату і переміщена суттєво горизонтально або у поперечному напрямку до рідинного охолоджувального пристрою, який на Фіг. позначений позицією 32 і стоїть у готовності. Таке поперечне положення рейки S на опорах 52 є сприятливим для її прийняття та вертикального позиціювання "голівкою донизу" за допомогою маніпулятора 321, який також може опускати захоплену головку рейки і вводити до охолоджувальної рідини 325. Протягом часу перебування рейки у охолоджувальній рідині 325, для її стабілізації, вона може бути затиснута притискним засобу 324 та вирівнювальним упором 323. Оскільки згідно з винаходом, як зазначено вище, виключно опори 52 прокату можуть бути виведені на рівень вище транспортувальної поверхні 11 рольганга 1, можливо, незважаючи на дії поперечного транспортування, перенести наступну рейку з прокатного стану до рольгангу та орієнтувати і вирівнювати її на ньому. Операції витягування рейки S з охолоджувальних пристроїв 31, 32 за допомогою маніпуляторів 311, 321 та її виведення опорами 52 прокату можуть здійснюватися суттєво таким саме чином, після чого рейка подається й розташовується у зоні приймача 41 стелажа для охолодження 4. При високій продуктивності гартівний пристрій 3 може бути оснащений більш, ніж двома рідинними охолоджувальними пристроями, при цьому, для забезпечення послідовності виготовлення переважно встановлюється блок управління, що програмується.
ДивитисяДодаткова інформація
Назва патенту англійськоюQuenching and tempering device of large length
Автори англійськоюKock Norbert
Назва патенту російськоюУстройство для закалки с отпуском проката большой длины
Автори російськоюКёк Норберт
МПК / Мітки
МПК: C21D 9/04
Мітки: великої, відпуском, пристрій, гартування, довжини, прокату
Код посилання
<a href="https://ua.patents.su/3-73688-pristrijj-dlya-gartuvannya-z-vidpuskom-prokatu-veliko-dovzhini.html" target="_blank" rel="follow" title="База патентів України">Пристрій для гартування з відпуском прокату великої довжини</a>
Пристрій виміру довжини і маси обрізі прокату
Номер патенту: 56449
Опубліковано: 15.05.2003
Автори: Дубина Олег Вікторович, Урдін Ігор Володимирович, Воробейчик Станіслав Михайлович, Сокуренко Анатолій Валентинович, Сміяненко Ігор Миколайович, Коротченков Валерій Михайлович, Шеремет Володимир Олександрович, Ротару Іон Теодорович, Бабенко Михайло Антонович, Воробейчик Олег Станіславович
МПК: G01B 11/04, G01B 7/00
Мітки: обрізі, довжини, маси, прокату, виміру, пристрій
Формула / Реферат:
Пристрій виміру довжини і маси обрізі прокату, що містить фотодатчик, оперативно запам'ятовуючий пристрій, відеокамеру, комутатор, постійно запам'ятовуючий пристрій (ПЗП), блок пошуку, лічильно-вирішувальний блок, індикатор, два елементи «І» і елемент «АБО», який відрізняється тим, що в нього додатково введені аналого-цифровий перетворювач, реле розрізу, блок керування комутатором, ПЗП початкових значень, блок контрольних положень,...
Пристрій для гальмування прокату

Номер патенту: 50534
Опубліковано: 15.10.2002
Автори: Сокуренко Анатолій Валентинович, Воробйов Іван Іванович, Бабенко Михайло Антонович, Сміяненко Ігор Миколайович, Шеремет Володимир Олександрович, Кузьменко Філіпп Анатолійєвіч, Клещенко Дмітрій Александровіч, Курочкін Олександр Федорович, Кузьменко Анатолій Григорович, Кузьменко Валерій Григорович
МПК: B21B 43/00
Мітки: гальмування, пристрій, прокату
Формула / Реферат:
Пристрій для гальмування прокату, який має підйомні клапани, які розташовані між роликами прийомного рольганга холодильника, установлені паралельно клапанам стаціонарні рихтувальні жолоби, розділені поздовжньою щілиною по дну першого рівчака на два елементи і гальмові електромагніти, жорстко з’єднані різнойменними полюсами з цими елементами, який відрізняється тим, що кожен з елементів рихтувального жолоба має по довжині прямокутні...
Спосіб формування довжини прокату у потоці по його вазі
Номер патенту: 6178
Опубліковано: 15.04.2005
Автори: Блохін Дмитро Парфірійович, Шеремет Володимир Олександрович, Квашин Валерій Миколайович, Бабенко Михайло Антонович, Костюченко Михайло Іванович, Соловйов Сергій Миколайович, Сокуренко Анатолій Валентинович
МПК: B21B 37/70, B21B 37/56
Мітки: формування, спосіб, вазі, прокату, потоці, довжини
Формула / Реферат:
Спосіб формування довжини прокату, що включає вимірювання параметрів заготовки до входу у прокатні кліті та після виходу з них, із заздалегідь встановленими растрами між валками клітей, розрахування прогнозованої довжини розкату при номінальних параметрах валків і підтримання узгодженої швидкості обертання валків суміжних клітей, який відрізняється тим, що додатково вводять реєстрування довжини міри на ножицях холодного розрізу, проводять...
Спосіб одержання прокату мірної довжини

Номер патенту: 44534
Опубліковано: 15.02.2002
Автори: Костюченко Михайло Іванович, Квашин Валерій Миколайович, Блохін Дмитро Порфирович, Білоус Геннадій Пилипович, Приходько Євгенія Валер'янівна, Худик Валеріан Тарасович, Сокуренко Анатолій Валентинович, Довгаль Петро Григорович
МПК: B23D 31/00, B21B 1/16
Мітки: довжини, спосіб, мірної, одержання, прокату
Формула / Реферат:
1. Спосіб одержання прокату мірної довжини, який включає прогнозування кількості одержаних із розкату готового профілю мірних прутків, порізку розкату летючими ножицями на штаби довжиною, кратною довжині мірних прутків, підрівнювання передніх кінців штаб та порізку їх пакетів на мірні прутки, який відрізняється тим, що момент відділення від розкату кратної штаби визначають по числу обертань валків чистової кліті після проходження його...
Візок для транспортування, переважно, вантажів великої довжини
Номер патенту: 870
Опубліковано: 16.07.2001
Автори: Смагін Григорій Вікторович, Лупирь Валерій Федорович, Кашин Володимир Петрович, Корольов Володимир Георгійович, Голіков Валентин Сергійович, Баліцький Іван Петрович, Грищенко Надія Василівна
МПК: B60P 3/40
Мітки: великої, довжини, переважно, транспортування, вантажів, візок
Формула / Реферат:
Візок для транспортування, переважно, вантажів великої довжини, який складається із хребтової балки з причіпним пристроєм, обладнаний опорою, кронштейнами габаритних покажчиків, ложементами для установлення жатки і засобами її фіксації, розташованої на колісній осі, який відрізняється тим, що засоби фіксації жатки виконані у вигляді розтяжок з талрепами, а фланець диска колеса винесено за обводи шини і обода, при цьому маточина забезпечена...
Попередній патент: Застосування пара-бензохінону як засобу стимулюючої та регулюючої дії ростових процесів рослин і добриво “біофора” на його основі
Наступний патент: Спосіб виробництва сталі
Випадковий патент: Спосіб діагностики розвитку остеопорозу