Спосіб виготовлення заготівок з дрібнозернистих матеріалів
Номер патенту: 73840
Опубліковано: 15.09.2005
Автори: Дмитрієв Максим Дмитрович, Пентюк Борис Миколайович, Назаренко Іван Іванович
Формула / Реферат
Спосіб виготовлення заготівок з дрібнозернистих матеріалів шляхом прикладання статичного навантаження і періодичної навантажувально-розвантажувальної дії з пікоподібними навантаженнями і розвантаженнями, який відрізняється тим, що статичне навантаження змінюють ступенево від 0 до Рmax, де Pmax - величина максимального статичного навантаження, при якому досягається необхідна середня щільність заготівки, при цьому наступне статичне навантаження здійснюють після зменшення величини попереднього статичного навантаження на 0 - 100% за період, менший від часу прикладання попереднього періодичного навантаження, а періодичну навантажувально-розвантажувальну дію здійснюють при розвантажувальних зусиллях, що дорівнюють 0 - 1 величини статичного навантаження.
Текст
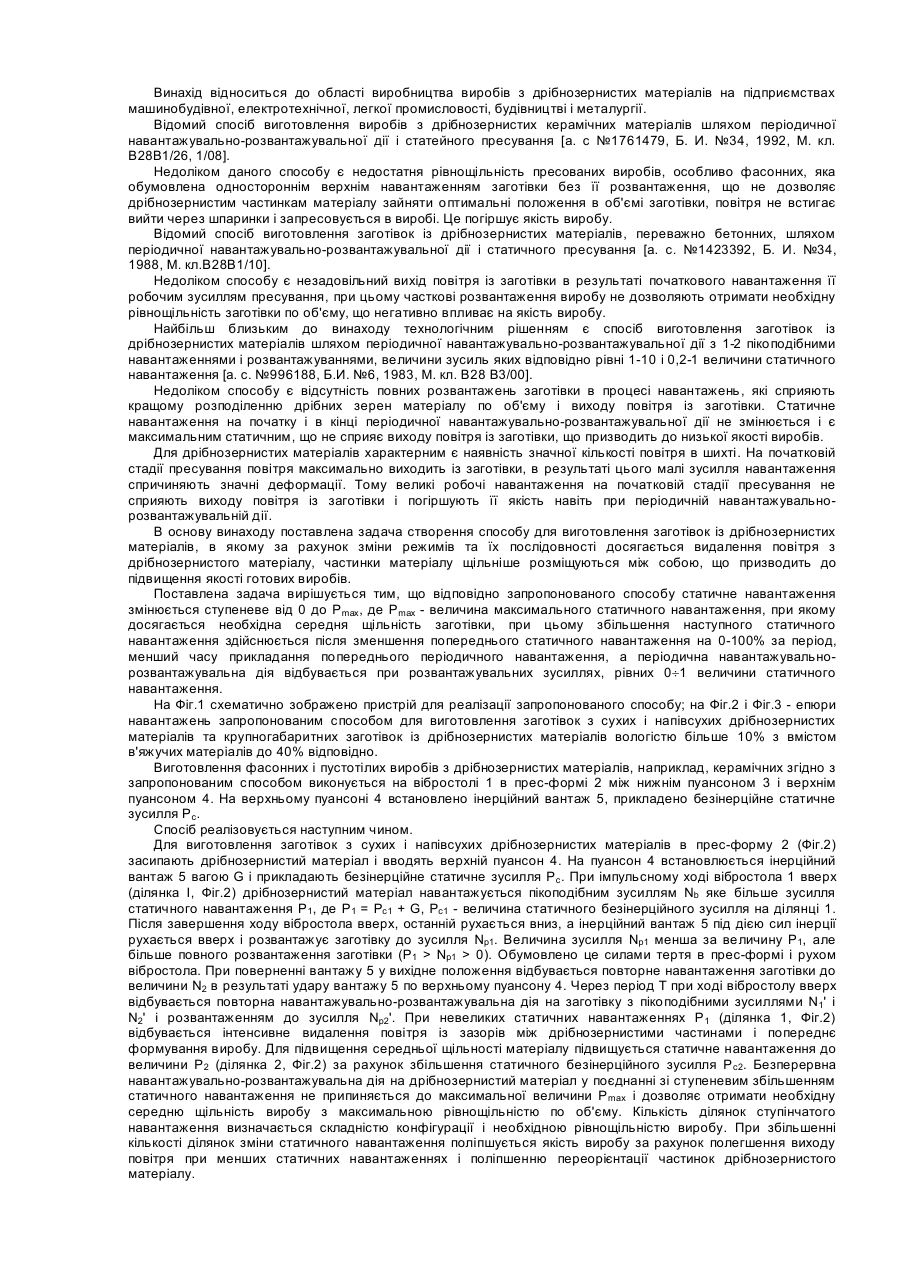
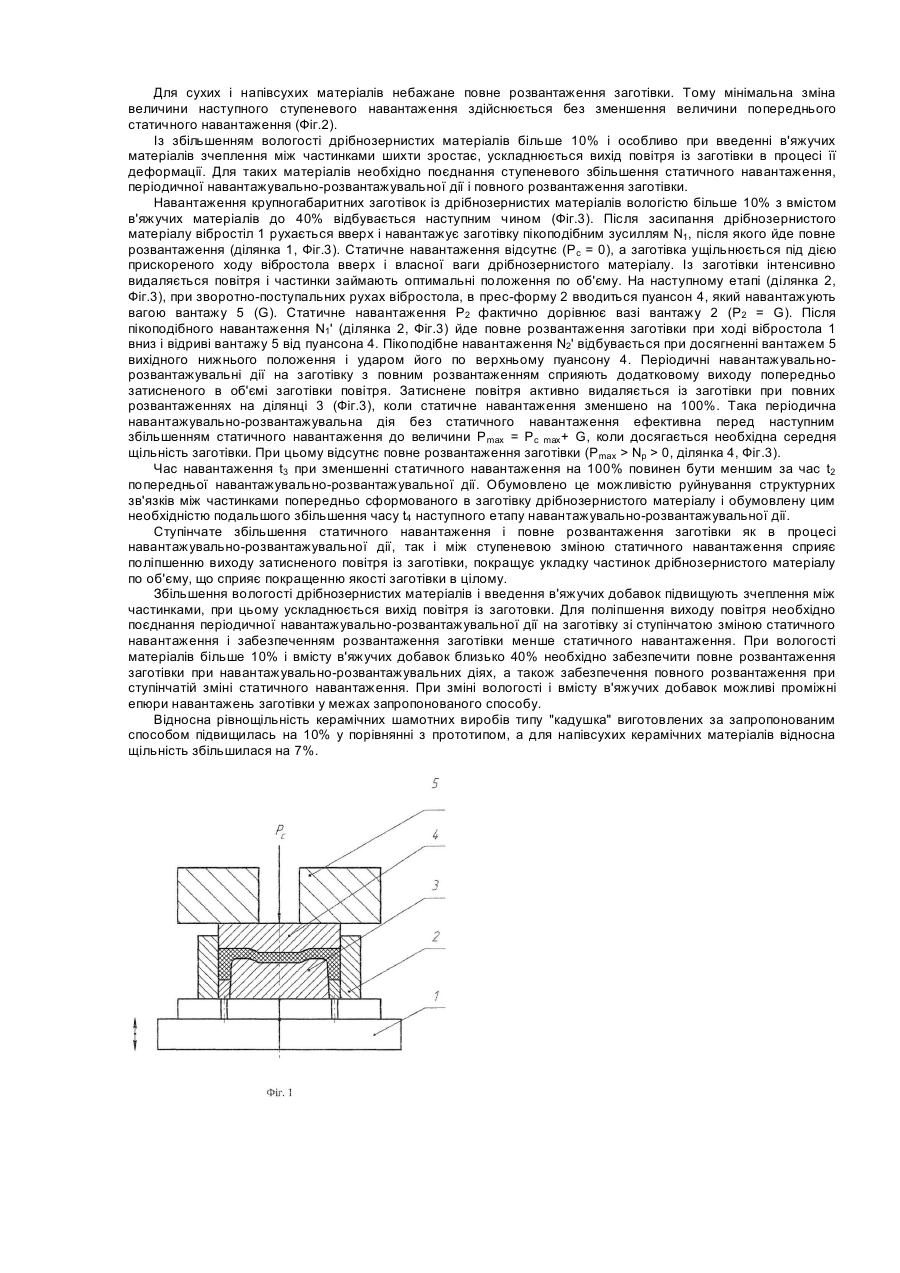
Винахід відноситься до області виробництва виробів з дрібнозернистих матеріалів на підприємствах машинобудівної, електротехнічної, легкої промисловості, будівництві і металургії. Відомий спосіб виготовлення виробів з дрібнозернистих керамічних матеріалів шляхом періодичної навантажувально-розвантажувальної дії і статейного пресування [а. с №1761479, Б. И. №34, 1992, М. кл. В28В1/26, 1/08]. Недоліком даного способу є недостатня рівнощільність пресованих виробів, особливо фасонних, яка обумовлена одностороннім верхнім навантаженням заготівки без її розвантаження, що не дозволяє дрібнозернистим частинкам матеріалу зайняти оптимальні положення в об'ємі заготівки, повітря не встигає вийти через шпаринки і запресовується в виробі. Це погіршує якість виробу. Відомий спосіб виготовлення заготівок із дрібнозернистих матеріалів, переважно бетонних, шляхом періодичної навантажувально-розвантажувальної дії і статичного пресування [а. с. №1423392, Б. И. №34, 1988, М. кл.В28В1/10]. Недоліком способу є незадовільний вихід повітря із заготівки в результаті початкового навантаження її робочим зусиллям пресування, при цьому часткові розвантаження виробу не дозволяють отримати необхідну рівнощільність заготівки по об'єму, що негативно впливає на якість виробу. Найбільш близьким до винаходу технологічним рішенням є спосіб виготовлення заготівок із дрібнозернистих матеріалів шляхом періодичної навантажувально-розвантажувальної дії з 1-2 пікоподібними навантаженнями і розвантажуваннями, величини зусиль яких відповідно рівні 1-10 і 0,2-1 величини статичного навантаження [а. с. №996188, Б.И. №6, 1983, М. кл. В28 В3/00]. Недоліком способу є відсутність повних розвантажень заготівки в процесі навантажень, які сприяють кращому розподіленню дрібних зерен матеріалу по об'єму і виходу повітря із заготівки. Статичне навантаження на початку і в кінці періодичної навантажувально-розвантажувальної дії не змінюється і є максимальним статичним, що не сприяє виходу повітря із заготівки, що призводить до низької якості виробів. Для дрібнозернистих матеріалів характерним є наявність значної кількості повітря в шихті. На початковій стадії пресування повітря максимально виходить із заготівки, в результаті цього малі зусилля навантаження спричиняють значні деформації. Тому великі робочі навантаження на початковій стадії пресування не сприяють виходу повітря із заготівки і погіршують її якість навіть при періодичній навантажувальнорозвантажувальній дії. В основу винаходу поставлена задача створення способу для виготовлення заготівок із дрібнозернистих матеріалів, в якому за рахунок зміни режимів та їх послідовності досягається видалення повітря з дрібнозернистого матеріалу, частинки матеріалу щільніше розміщуються між собою, що призводить до підвищення якості готових виробів. Поставлена задача вирішується тим, що відповідно запропонованого способу статичне навантаження змінюється ступеневе від 0 до Рmах, де Рmах - величина максимального статичного навантаження, при якому досягається необхідна середня щільність заготівки, при цьому збільшення наступного статичного навантаження здійснюється після зменшення попереднього статичного навантаження на 0-100% за період, менший часу прикладання попереднього періодичного навантаження, а періодична навантажувальнорозвантажувальна дія відбувається при розвантажувальних зусиллях, рівних 0¸1 величини статичного навантаження. На Фіг.1 схематично зображено пристрій для реалізації запропонованого способу; на Фіг.2 і Фіг.3 - епюри навантажень запропонованим способом для виготовлення заготівок з сухих і напівсухих дрібнозернистих матеріалів та крупногабаритних заготівок із дрібнозернистих матеріалів вологістю більше 10% з вмістом в'яжучих матеріалів до 40% відповідно. Виготовлення фасонних і пустотілих виробів з дрібнозернистих матеріалів, наприклад, керамічних згідно з запропонованим способом виконується на вібростолі 1 в прес-формі 2 між нижнім пуансоном 3 і верхнім пуансоном 4. На верхньому пуансоні 4 встановлено інерційний вантаж 5, прикладено безінерційне статичне зусилля Рс. Спосіб реалізовується наступним чином. Для виготовлення заготівок з сухих і напівсухих дрібнозернистих матеріалів в прес-форму 2 (Фіг.2) засипають дрібнозернистий матеріал і вводять верхній пуансон 4. На пуансон 4 встановлюється інерційний вантаж 5 вагою G і прикладають безінерційне статичне зусилля Рс. При імпульсному ході вібростола 1 вверх (ділянка І, Фіг.2) дрібнозернистий матеріал навантажується пікоподібним зусиллям Nb яке більше зусилля статичного навантаження Р 1, де Ρ1 = Рс1 + G, Pс1 - величина статичного безінерційного зусилля на ділянці 1. Після завершення ходу вібростола вверх, останній рухається вниз, а інерційний вантаж 5 під дією сил інерції рухається вверх і розвантажує заготівку до зусилля Νр1. Величина зусилля Nр1 менша за величину Р1, але більше повного розвантаження заготівки (Р1 > Nр1 > 0). Обумовлено це силами тертя в прес-формі і рухом вібростола. При поверненні вантажу 5 у вихідне положення відбувається повторне навантаження заготівки до величини N2 в результаті удару вантажу 5 по верхньому пуансону 4. Через період Τ при ході вібростолу вверх відбувається повторна навантажувально-розвантажувальна дія на заготівку з пікоподібними зусиллями Ν1' і N2' і розвантаженням до зусилля Nр2'. При невеликих статичних навантаженнях Ρ 1 (ділянка 1, Фіг.2) відбувається інтенсивне видалення повітря із зазорів між дрібнозернистими частинами і попереднє формування виробу. Для підвищення середньої щільності матеріалу підвищується статичне навантаження до величини Р2 (ділянка 2, Фіг.2) за рахунок збільшення статичного безінерційного зусилля Р с2. Безперервна навантажувально-розвантажувальна дія на дрібнозернистий матеріал у поєднанні зі ступеневим збільшенням статичного навантаження не припиняється до максимальної величини Р mах і дозволяє отримати необхідну середню щільність виробу з максимальною рівнощільністю по об'єму. Кількість ділянок ступінчатого навантаження визначається складністю конфігурації і необхідною рівнощільністю виробу. При збільшенні кількості ділянок зміни статичного навантаження поліпшується якість виробу за рахунок полегшення виходу повітря при менших статичних навантаженнях і поліпшенню переорієнтації частинок дрібнозернистого матеріалу. Для сухих і напівсухих матеріалів небажане повне розвантаження заготівки. Тому мінімальна зміна величини наступного ступеневого навантаження здійснюється без зменшення величини попереднього статичного навантаження (Фіг.2). Із збільшенням вологості дрібнозернистих матеріалів більше 10% і особливо при введенні в'яжучих матеріалів зчеплення між частинками шихти зростає, ускладнюється вихід повітря із заготівки в процесі її деформації. Для таких матеріалів необхідно поєднання ступеневого збільшення статичного навантаження, періодичної навантажувально-розвантажувальної дії і повного розвантаження заготівки. Навантаження крупногабаритних заготівок із дрібнозернистих матеріалів вологістю більше 10% з вмістом в'яжучих матеріалів до 40% відбувається наступним чином (Фіг.3). Після засипання дрібнозернистого матеріалу вібростіл 1 рухається вверх і навантажує заготівку пікоподібним зусиллям N1, після якого йде повне розвантаження (ділянка 1, Фіг.3). Статичне навантаження відсутнє (Рс = 0), а заготівка ущільнюється під дією прискореного ходу вібростола вверх і власної ваги дрібнозернистого матеріалу. Із заготівки інтенсивно видаляється повітря і частинки займають оптимальні положення по об'єму. На наступному етапі (ділянка 2, Фіг.3), при зворотно-поступальних рухах вібростола, в прес-форму 2 вводиться пуансон 4, який навантажують вагою вантажу 5 (G). Статичне навантаження Р2 фактично дорівнює вазі вантажу 2 (Р2 = G). Після пікоподібного навантаження Ν1' (ділянка 2, Фіг.3) йде повне розвантаження заготівки при ході вібростола 1 вниз і відриві вантажу 5 від пуансона 4. Пікоподібне навантаження N2' відбувається при досягненні вантажем 5 вихідного нижнього положення і ударом його по верхньому пуансону 4. Періодичні навантажувальнорозвантажувальні дії на заготівку з повним розвантаженням сприяють додатковому виходу попередньо затисненого в об'ємі заготівки повітря. Затиснене повітря активно видаляється із заготівки при повних розвантаженнях на ділянці 3 (Фіг.3), коли статичне навантаження зменшено на 100%. Така періодична навантажувально-розвантажувальна дія без статичного навантаження ефективна перед наступним збільшенням статичного навантаження до величини Р mах = Рc max+ G, коли досягається необхідна середня щільність заготівки. При цьому відсутнє повне розвантаження заготівки (Рmах > Np > 0, ділянка 4, Фіг.3). Час навантаження t3 при зменшенні статичного навантаження на 100% повинен бути меншим за час t2 попередньої навантажувально-розвантажувальної дії. Обумовлено це можливістю руйнування структурних зв'язків між частинками попередньо сформованого в заготівку дрібнозернистого матеріалу і обумовлену цим необхідністю подальшого збільшення часу t4 наступного етапу навантажувально-розвантажувальної дії. Ступінчате збільшення статичного навантаження і повне розвантаження заготівки як в процесі навантажувально-розвантажувальної дії, так і між ступеневою зміною статичного навантаження сприяє поліпшенню виходу затисненого повітря із заготівки, покращує укладку частинок дрібнозернистого матеріалу по об'єму, що сприяє покращенню якості заготівки в цілому. Збільшення вологості дрібнозернистих матеріалів і введення в'яжучих добавок підвищують зчеплення між частинками, при цьому ускладнюється вихід повітря із заготовки. Для поліпшення виходу повітря необхідно поєднання періодичної навантажувально-розвантажувальної дії на заготівку зі ступінчатою зміною статичного навантаження і забезпеченням розвантаження заготівки менше статичного навантаження. При вологості матеріалів більше 10% і вмісту в'яжучих добавок близько 40% необхідно забезпечити повне розвантаження заготівки при навантажувально-розвантажувальних діях, а також забезпечення повного розвантаження при ступінчатій зміні статичного навантаження. При зміні вологості і вмісту в'яжучих добавок можливі проміжні епюри навантажень заготівки у межах запропонованого способу. Відносна рівнощільність керамічних шамотних виробів типу "кадушка" виготовлених за запропонованим способом підвищилась на 10% у порівнянні з прототипом, а для напівсухих керамічних матеріалів відносна щільність збільшилася на 7%.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of billets of fined-grained materials
Автори англійськоюPentiuk Borys Mykolaiovych, Nazarenko Ivan Ivanovych
Назва патенту російськоюСпособ изготовления заготовок из мелкозернистых материалов
Автори російськоюПентюк Борис Николаевич, Назаренко Иван Иванович
МПК / Мітки
Мітки: дрібнозернистих, спосіб, виготовлення, матеріалів, заготівок
Код посилання
<a href="https://ua.patents.su/3-73840-sposib-vigotovlennya-zagotivok-z-dribnozernistikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення заготівок з дрібнозернистих матеріалів</a>
Спосіб виготовлення заготівок з композиційних матеріалів
Номер патенту: 4306
Опубліковано: 17.01.2005
Автори: Дарда Юрій Антонович, Слугин Олексій Георгійович, Михайленко Григорій Павлович, Алексєєв Володимир Павлович, Рябініна Тетяна Вікторівна
МПК: B22F 3/00
Мітки: матеріалів, заготівок, композиційних, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення заготівок з композиційних матеріалів, при якому готують шихту шляхом подрібнення і змішування порошків сталі і тугоплавкої сполуки, компактують її в заготівку методом пресування, здійснюють попереднє і остаточне спікання у вакуумі при залишковому тиску із ступінчастим режимом нагрівання і контрольованою швидкістю між окремими ступенями, відпалюють, який відрізняється тим, що подрібнення проводять поетапно, спочатку...
Спосіб виготовлення заготовок з порошкових матеріалів
Номер патенту: 7159
Опубліковано: 15.06.2005
Автори: Назаренко Іван Іванович, Пентюк Борис Миколайович
МПК: B28B 3/00
Мітки: заготовок, матеріалів, виготовлення, порошкових, спосіб
Формула / Реферат:
Спосіб виготовлення заготовок з порошкових матеріалів шляхом прикладання періодичної силової дії, яку здійснюють пікоподібні навантаження з розвантаженнями, і зусилля статичного притискання, який відрізняється тим, що періодичну силову дію здійснюють три пікоподібні навантаження, які чергуються з розвантаженнями, при цьому величина пікоподібних навантажень більша зусилля статичного притискання, а величина розвантажень складає 0
Спосіб класифікації дрібнозернистих матеріалів та пристрій для його реалізації
Номер патенту: 28224
Опубліковано: 16.10.2000
Автори: Сергєєв Андрій Михайлович, Афанас'єв Віталій Валентинович
МПК: B07B 13/10, B07B 15/00
Мітки: класифікації, спосіб, реалізації, дрібнозернистих, пристрій, матеріалів
Формула / Реферат:
1. Спосіб класифікації дрібнозернистих матеріалів, який включає подання матеріалу на роторний метальник у верхню його частину, вплив на матеріал розташованими на роторі ударними пластинами та вивід отриманих фракцій по ходу обертання ротора, який відрізняється тим, що швидкість ротора задають 15-105 рад/с, здійснюють подання шару, матеріала під кутом до горизонталі в...
Установка для розділення дрібнозернистих матеріалів (варіанти) та спосіб сухої класифікації цих матеріалів
Номер патенту: 42697
Опубліковано: 15.11.2001
Автори: Мюллер Крістіан, Будерат Йозеф-Фрідхельм, Мейєр Філліппус Якобус, Пітерзе Дірк Петрус
МПК: B07B 1/10, B07B 13/04
Мітки: спосіб, класифікації, дрібнозернистих, варіанти, сухої, установка, матеріалів, розділення, цих
Формула / Реферат:
1. Установка для разделения мелкозернистых материалов, в частности, мелкого угля, с ленточным конвейером, наклоненным по отношению к структуре подвеса, покрытие ленты конвейера которой снабжено продольными зазубринами, которые проходят в продольном направлении ленты конвейера, с питателем, расположенным с приподнятой продольной стороны возвратного шкива со стороны питателя, со сбрасывателем мелкого материала, расположенным перед возвратным...
Грохот для класифікації та обезводнювання дрібнозернистих матеріалів
Номер патенту: 13277
Опубліковано: 28.02.1997
Автори: Лещинер Лейб Шайович, Берінберг Зіновій Шлемович, Полулях Олександр Данилович, Мехальчишин Володимир Степанович, Факанов Микола Олександрович
МПК: B07B 1/06
Мітки: грохот, обезводнювання, дрібнозернистих, класифікації, матеріалів
Формула / Реферат:
(57) 1. Грохот для классификации и обезвоживания мелкозернистого материала, включающий верхнее коническое сито, закрепленное к опоре, установленное соосно верхнему и обращенное большим основанием вверх нижнее коническое сито с цилиндрической стенкой в верхней части, с поддоном и с патрубком для отвода надрешетного продукта, вибропровод, связанный с нижним ситом, загрузочное приспособление, отличающийся тем, что верхнее сито расположено...
Попередній патент: Спосіб визначення кута орієнтації плоскої фігури
Наступний патент: Вільнопоршневий двотактний двигун внутрішнього згоряння “квант-3″
Випадковий патент: Спосіб дезактивації циліндричних заготовок, поверхнево забруднених радіонуклідами