Спосіб виготовлення керамічної форми
Номер патенту: 74257
Опубліковано: 15.11.2005
Автори: Чернишов Сергій Іванович, Триньова Тетяна Леонідівна, Вітязєв Юрій Борисович, Триньов Олег Петрович, Антипенко Володимир Федорович, Конотопов Віктор Степанович
Формула / Реферат
Спосіб виготовлення керамічної форми за моделями, одержаними за технологією Quick Cast, що включає нанесення і сушіння керамічних покрить і випалювання моделей, який відрізняється тим, що форму завантажують в піч при температурі 700-800°С, відразу ж після завантаження до печі подають воду чи водяну пару на період випалювання моделей, процес випалювання проводять при температурі 850-900°С, а саму форму виготовляють з термостійких вогнетривких матеріалів, зокрема дистен-силіманіту, електрокорунду, високо-глиноземистого шамоту.
Текст
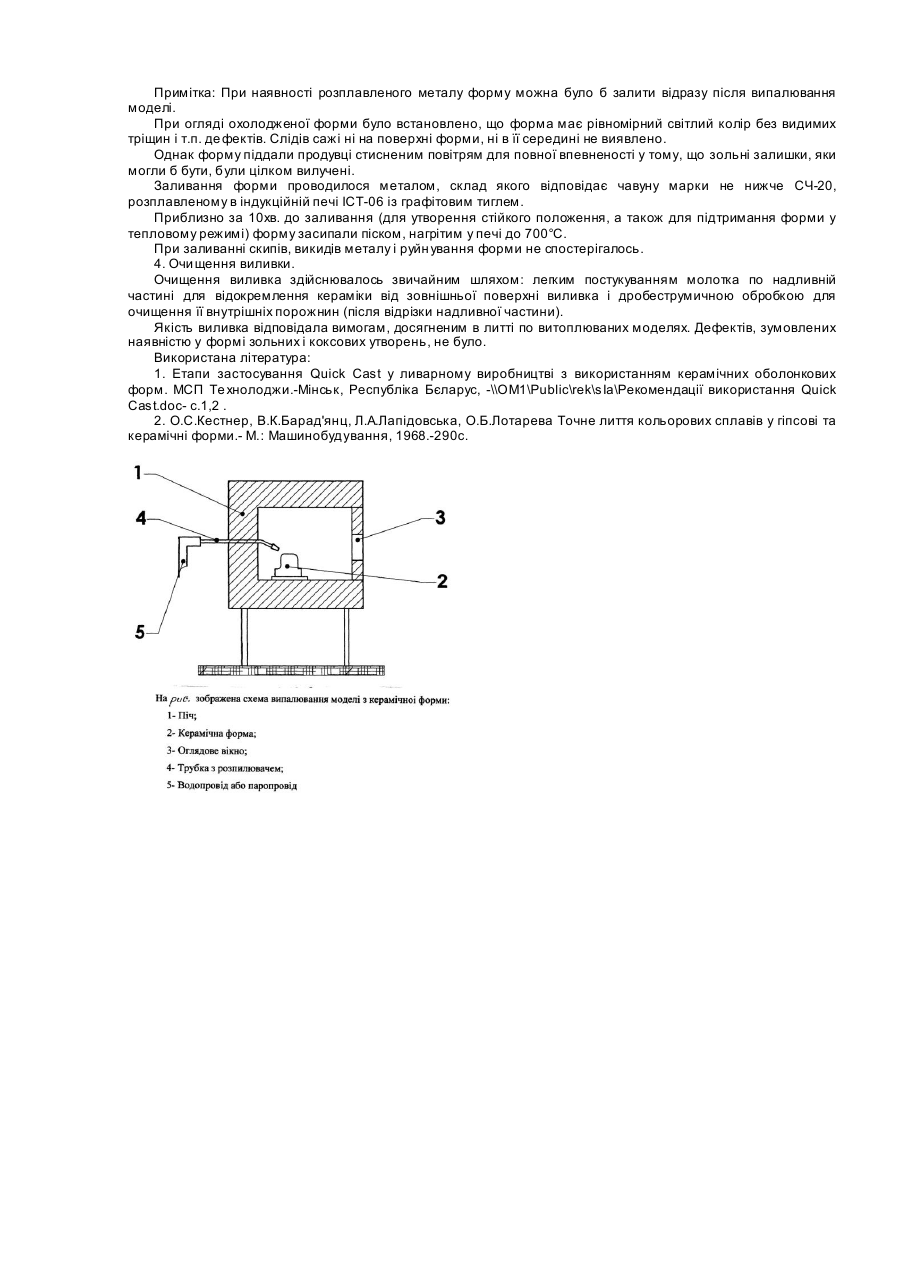
Спосіб виготовлення керамічних форм по моделях Quick Cast, надалі іменоване - «Стерео-процес», можна застосовувати у ливарному виробництві, а також у процесі виготовлення точних виливок в умовах сучасного дрібносерійного, а також дослідного виробництва, він має ряд переваг у порівнянні з газифікованими і з витоплюваними моделями перш за все у тому, що для виготовлення самої моделі не потрібно проектування, виготовлення технологічного оснащення та його доведення, на що витрачається багато часу. Виливки виготовляються за дуже короткий термін, зі стійкими по точності розмірами, поверхня має шорсткість, як при виготовленні виливок методом лиття по витоплюваних або по газифікованих моделях. Аналогом запропонованого рішення є технологія Quick Cast, з використуванням керамічних форм [1]. Згідно з аналогом операції по виготовленню керамічної форми виконуються таким чином: спочатку складається модельний блок шляхом припаювання до моделі, яку одержали методом лазерної стереолітографії, елементів литниково-живильної системи, потім на блок наносять необхідну кількість керамічного покриття із спеціальних алюмінієво-цирконових матеріалів із сушінням кожного шару. Ці операції можуть виконуватися аналогічно прийнятих в ли тті по витоплюваних моделях. Для витоплювання литниково-живильної системи форму кладуть у піч, нагріту до 850°С і витримують форму при цій температурі 10хв. Потім температуру у печі підіймають до 1100°С і витримують форму при цій температурі 20хв., після чого її о холоджують разом із піччю до 850°С і нижче. При випалюванні моделей із форми в печі створюють атмосферу з високим (біля 10%) вмістом кисню. При випалюванні моделей при нижчих температурах без подачі кисню модель повністю не вигорає, залишаючи в порожнині форми коксовий залишок, який не дозволяє одержувати якісний виливок. Це обумовлено тим, що моделі Quick Cast виготовляються з композиції на основі епоксидної смоли, що має велику схильність до коксоутворювання і велике термічне розширення при нагріванні. Недоліком аналогу є необхідність застосування високотемпературних печей (Т=1100°С) і подачі в них кисню. Для ливарного виробництва України це неприйнятно через відсутність у цеха х лиття по витоплюваних моделях подібних печей і небезпеки процесу у зв'язку з необхідністю застосування кисню, а також застосування матеріалів, що на Україні не виробляються. Метою винаходу є удосконалення даного процесу, в т. ч. адаптація його до умов цехів і дільниць лиття по витоплюваних моделях України, включаючи зниження температури випалу форм і випалювання моделей до Т=850-900°С без застосування кисню і запобігання можливості утворення в порожнині форми коксових залишків і руйнування їх при випалюванні моделей. Пропоноване технічне рішення - «Стерео-процес» дозволяє досягти вказаної мети завдяки: - виготовленню форми із застосуванням високовогнетривких та термостійких матеріалів: дистенсиліманіту, електрокорунду, високоглиноземистого шамоту та т.п., виробництва підприємств України; - завантаженню форм у піч при температурі 700-800°C; - подачі у піч відразу після завантаження форми пожежобезпечного, нетоксичного, недорогого, безпечного реагента-води або водяної пари на період горіння моделі; - підійманню температури на період горіння моделі та наступного випалу форми при 850-900°С. За рахунок використання вказаного типу матеріалів форма здобуває необхідну вогнетривкість та високу термостійкість, що дозволяє завантажувати форму у піч при 700-800°С. У свою чергу це зумовлено необхідністю запобігти руйнуванню форми через теплове розширення моделей, яке при повільному нагріванні має місце. Створюване реагентом пароповітряне середовище в печі сприяє конверсії вуглеводів, утворюваних при деструкції матеріалів моделей у вуглекислий газ, котрий перешкоджає утворенню сажистого графіту за такими реакціями: (1) CmHn+mН2О=mСО+(0,5n+m)´Н2 (2) CmHn+2mCO=mCO2+(0,5n+2m)´H2 При використанні пароповітряної суміші створюються умови протікання вищевказаних реакцій, при цьому значно покращуються санітарно-гігієнічні умови процесу за рахунок зменшення кількості сажі та інших шкідливих сумішей, прискорюється процес випалювання моделі та ліквідується можливість утворення коксових залишків. Приклад здійснення способу - «Стерео-процесу». 1. Підготовка моделі до роботи, формування модельного блоку. Модель по Quick Cast технології для виливка вагою 1,9кг була створена стереолітографічним методом на SLA-5000 по 3D моделі. З метою усунення пористості верхнього шару моделі на її поверхню було нанесено два шари насиченого розчину парафіну в уайт-спіриті з проміжною сушкою поміж ними протягом 12-15хв. Для складання модельного блоку, що включає до себе саму модель, були виготовлені з витоплюваного модельного складу РЗ модель литникової чаші, що є також надливом та випором. Складання блоку було здійснено припаюванням елементів один до одного. 2. Виготовлення форми. 2.1. Характеристика моделі та вибір матеріалів для виготовлення форми. Попередніми дослідженнями було встановлено, що модель має густин у 0,60г/см 3; в інтервалі температур 15-100°С матеріал моделі має теплове розширення до 2%, що створює небезпеку руйнування форми при випалюванні моделі; - при нагріванні більш ніж 70°С матеріал здобуває еластичність, після нагрівання вище 120°С матеріал моделі починає кришитися, після 170°С змінює колір на коричневий. При вказаній температурі має місце термоокисна деструкція полімеру, що стає особливо сильною, з великим газовиділенням, при температурі вище 250°С; - у всьому дослідженому інтервалі 15-300°C плавлення матеріалу не спостерігалося, що зумовлює небезпеку коксоутворення при випалюванні моделі; - насичення моделі в'яжучим розчином може досягати 10-12%, що визначає можливість утворення зольних залишків у порожнині форми після випалювання моделі і зумовлює необхідність її обробки розчином парафіну в уайт-спиріті. З огляду на таку поведінку моделі при нагріванні було запропоновано проводити випалювання моделі та випал форми із застосуванням термоудару, що передбачає завантаження форми у піч при температурі 700800°С для того, щоб процес термодеструкції моделі випереджав її термічне розширення. Тому для виготовлення форми був обраний матеріал з високими вогнетривкістю та термостійкістю, тобто: - концентрат дистен-силіманіту пилоподібний (КДСП) як наповнювач суспензії; - шамот зерновий високоглиноземистий із зернистістю 0,2 та 0,4мм для обсипання покриття (шарів форми). В'яжучим суспензії був обраний гідролізований розчин етилсиліту (ГРЕТС) типу ОРГ-1 (за класифікацією, прийнятою у литті по витоплюваних моделях). [2] Усі матеріали, обрані для виготовлення форми, не дифіцитні і виробляються в достатній кількості на підприємствах України. 2.2. Виготовлення гідролізованого розчину етил сил і кату. Для виготовлення ГРЕТС використовували етилсилікат 40, суміш ефіроальдегідної фракції (ЕАФ) (побічний продукт виробництва спирту) та ацетону і воду, підкислену соляною кислотою. Рецептура ГРЕТС наведена в таблиці. Таблиця Рецептура гідролізованого розчину етил силікату Назва компонентів Етилсилікат 40 Ефіроальдегідна фракція Ацетон Вода Соляна кислота Усього: Кількість, см 3. 650 550 200 90 10 1500см 3 ГРЕТС готували шля хом перемішування компонентів у Пет-тарі ємністю 2л ручним методом протягом 10хв. щоб довести його температур у до максимального значення (~28-30°С!), з наступним охолодженням ємності під струменем води. ГРЕТС використовували через добу після приготування. Усього було виготовлено 3л ГРЕТС. 2.3. Готування суспензії. Суспензію готували шляхом змішування у лабораторній мішалці порошку дистен-силіманіту в ГРЕТС до умовної в'язкості 45-50с по віскозиметру ВЗ-4. 2.4. Нанесення і сушіння вогнетривких шарів форми. Нанесення покриття здійснювали шляхом занурення моделі в ємність із суспензією, потім - обсипання кожного шару зерновим шамотом Ш3-02 для перших 5-ти шарів і Ш3-04 для наступних 3-х шарів. Покриття сушили за таким режимом: - повітряне сушіння при 25-27°C -2 години; - обробка парами аміаку -10хв.; - вивітрювання аміаку -10хв. Після сушіння кожного шару наносили черговий шар. Усього таким чином було нанесено 8 шарів. Примітка 1. Зазначена кількість шарів форми була зумовлена необхідністю мати визначений запас її міцності у зв'язку з високою густиною моделі (більш ніж 0,60г/см 3). Примітка 2. У зв'язку з ускладненням умов сушіння покриття у порожнині моделі, розташованого під надливною частиною модельного блоку, час сушіння був свідомо в 2 рази більшим, ніж прийнято в умовах автоматизованого виробництва по витоплюваних моделях. Примітка 3. При використанні вакуумно-аміачної установки (документація розроблена в УкрНДІливмаш) час сушіння кожного шару складає не більш 30хв. при забезпеченні якісного і рівномірного висихання покриття. 2.5. Витоплювання надливної частини модельного блоку. Витоплювання надливної частини модельного блоку здійснювали шляхом її занурення в киплячу воду на 5-7хв.. За цей час зовнішній шар моделі надливної частини оплавився і вона випала з форми. 3. Випалювання моделі та випал форми. Враховуючи викладені в розділі 2 особливості поведінки матеріалу моделей при нагріванні, і, щоб уникнути руйнування форми та утворення коксового залишку, а також для забезпечення нормальних санітарно-гігієнічних умов праці на робочому місці (за органолептичною оцінкою), форма була завантажена у піч при температурі Т=820°С. У момент завантаження температура знизилася до Т=780°С. Відразу ж після завантаження у піч через оглядовий отвір у заслінці подавали безперервно в розпиленому стані, нетоксичний, недорогий і недефіцитний реагент (воду) через трубку діаметром 2мм. Горіння моделі почалося відразу ж після завантаження її у піч і зачинення заслінки. Продукти деструкції моделі горіли при подачі реагенту рівним жовтим полум'ям без видимого сажоутворювання. При цьому будь-який специфічний запах безпосередньо поруч з піччю не відчувався. Процес випалювання моделі тривав 30хв., за цей час температура у печі піднялася до 900°С, див. рисунок. Після припинення горіння моделі піч виключили, а форму залишили охолоджуватися у печі. Примітка: При наявності розплавленого металу форму можна було б залити відразу після випалювання моделі. При огляді охолодженої форми було встановлено, що форма має рівномірний світлий колір без видимих тріщин і т.п. де фектів. Слідів сажі ні на поверхні форми, ні в її середині не виявлено. Однак форму піддали продувці стисненим повітрям для повної впевненості у тому, що зольні залишки, яки могли б бути, були цілком вилучені. Заливання форми проводилося металом, склад якого відповідає чавуну марки не нижче СЧ-20, розплавленому в індукційній печі ІСТ-06 із графітовим тиглем. Приблизно за 10хв. до заливання (для утворення стійкого положення, а також для підтримання форми у тепловому режимі) форму засипали піском, нагрітим у печі до 700°С. При заливанні скипів, викидів металу і руйн ування форми не спостерігалось. 4. Очи щення виливки. Очищення виливка здійснювалось звичайним шляхом: легким постукуванням молотка по надливній частині для відокремлення кераміки від зовнішньої поверхні виливка і дробеструмичною обробкою для очищення її внутрішніх порожнин (після відрізки надливної частини). Якість виливка відповідала вимогам, досягненим в литті по витоплюваних моделях. Дефектів, зумовлених наявністю у формі зольних і коксових утворень, не було. Використана література: 1. Етапи застосування Quick Cast у ливарному виробництві з використанням керамічних оболонкових форм. МСП Те хнолоджи.-Мінськ, Республіка Бєларус, -\\ОМ1\Рublic\rеk\sІа\Рекомендації використання Quick Cast.doc- c.1,2 . 2. О.С.Кестнер, В.К.Барад'янц, Л.А.Лапідовська, О.Б.Лотарева Точне лиття кольорових сплавів у гіпсові та керамічні форми.- М.: Машинобудування, 1968.-290с.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of ceramic mold
Автори англійськоюChernyshov Sergii Ivanovych, Chernyshov Serhii Ivanovych, Vitiaziev Yurii Borysovych
Назва патенту російськоюСпособ изготовления керамической формы
Автори російськоюЧернышов Сергей Иванович, Чернышев Сергей Иванович, Витязев Юрий Борисович
МПК / Мітки
МПК: B22C 9/00, B32B 18/00, B28B 11/00
Мітки: спосіб, форми, виготовлення, керамічної
Код посилання
<a href="https://ua.patents.su/3-74257-sposib-vigotovlennya-keramichno-formi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення керамічної форми</a>
Спосіб виготовлення керамічної цегли-сирцю
Номер патенту: 58698
Опубліковано: 15.08.2003
Автори: Щербаков Олександр Володимирович, Зайченко Микола Михайлович, Губарь Віктор Миколайович
МПК: C04B 33/02, B28C 1/00
Мітки: керамічної, спосіб, цегли-сирцю, виготовлення
Формула / Реферат:
Спосіб виготовлення керамічної цегли-сирцю, що включає приготування прес-порошку, активацію в електростатичному високовольтному полі і формування способом напівсухого пресування, який відрізняється тим, що перед формуванням виробів прес-порошок оброблюється в електричному полі протягом 2,5...3 хвилин з наступними параметрами: напруженість електричного поля 5...7,5 кВ/см сила струму ...
Спосіб виготовлення термочутливої муфти із сплаву з ефектом пам’яті форми
Номер патенту: 9093
Опубліковано: 15.09.2005
Автори: Шпак Анатолій Петрович, Коваль Юрій Миколайович, Неганов Леонід Михайлович
МПК: C22F 1/00
Мітки: термочутливої, пам'яті, спосіб, форми, сплаву, виготовлення, муфти, ефектом
Формула / Реферат:
Спосіб виготовлення термочутливих муфт із сплавів з ефектом пам'яті форми, що включає виплавку сплаву при температурі плавлення сплаву (Тпл), гартування із високотемпературної β-області (Тг), деформацію (ε) заготовки при температурі, що знаходиться у інтервалі від точки початку (Мп) до точки кінця (Мк) інтервалу температур прямого мартенситного перетворення (Мп-Мк), у напрямку зміни форми муфти при охолодженні, фіксацію...
Пристрій для виготовлення візерункової керамічної плитки
Номер патенту: 41087
Опубліковано: 15.08.2001
Автор: Устянич Євген Петрович
МПК: B30B 15/30, B28B 13/00
Мітки: виготовлення, візерункової, керамічної, плитки, пристрій
Формула / Реферат:
Пристрій для виготовлення візерункової керамічної плитки, який містить стіл з матрицею, верхній і нижній штампи, каретку, що включає вікно для засипки преспорошку, розділене у горизонтальній площині шибером, перегородки, які розділяють вікно каретки на сектори, що відповідають візерунку плитки, бункер з дозатором для основного /базового/ преспорошку і бункер для кольорових преспорошків з дозатором, розділеним перегородками у відповідності до...
Спосіб виготовлення ливарної форми
Номер патенту: 37896
Опубліковано: 15.05.2001
Автори: Стеценко Іван Дмитрович, Смирнов Борис Миколайович, Козак Володимир Володимирович
МПК: B22C 9/00
Мітки: спосіб, форми, ливарної, виготовлення
Текст:
...винаходом, що пропонується, є вибір оптимального питомого тиску моделі на формовочну суміш, що забезпечує суттєве покращення якості ливарних форм та виливків. Суть запропонованого технічного рішення полягає в тому, що вагу моделі разом з підмодельною плитою встановлюють в строго визначених межах. Верхня межа запобігає створенню надмірних питомих тисків на РСС (вище 0,12 МПа), здатних ліквідувати її рідкотекучість. Нижня межа (0,08 МПа)...
Спосіб виготовлення термочутливих градієнтних елементів із сплавів з пам’яттю форми
Номер патенту: 8529
Опубліковано: 15.08.2005
Автори: Кудрявцев Юрій Васильович, Коваль Юрій Миколайович, Шпак Анатолій Петрович, Неганов Леонід Михайлович
МПК: C22F 1/00
Мітки: термочутливих, сплавів, пам'яттю, елементів, градієнтних, форми, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення термочутливих градієнтних елементів із сплавів з пам'яттю форми, який включає плавлення сплаву при температурі плавлення (Тпл), гартування із β-області, деформацію у напрямку зміни форми елемента при охолодженні при температурі, що знаходиться у інтервалі від точки початку (Мп) до точки кінця (Мк) прямого мартенситного перетворення (Мп-Мк), фіксацію геометричної форми, нагрів до температури відпалу Тв = 350-600°С,...
Попередній патент: Пристрій для вимірювання деформації криволінійної поверхні
Наступний патент: Інструментальна сталь високої міцності, спосіб виготовлення деталей з такої сталі та готові деталі
Випадковий патент: Робоче обладнання скрепера