Спосіб виготовлення ливарної форми
Номер патенту: 37896
Опубліковано: 15.05.2001
Автори: Козак Володимир Володимирович, Стеценко Іван Дмитрович, Смирнов Борис Миколайович
Текст
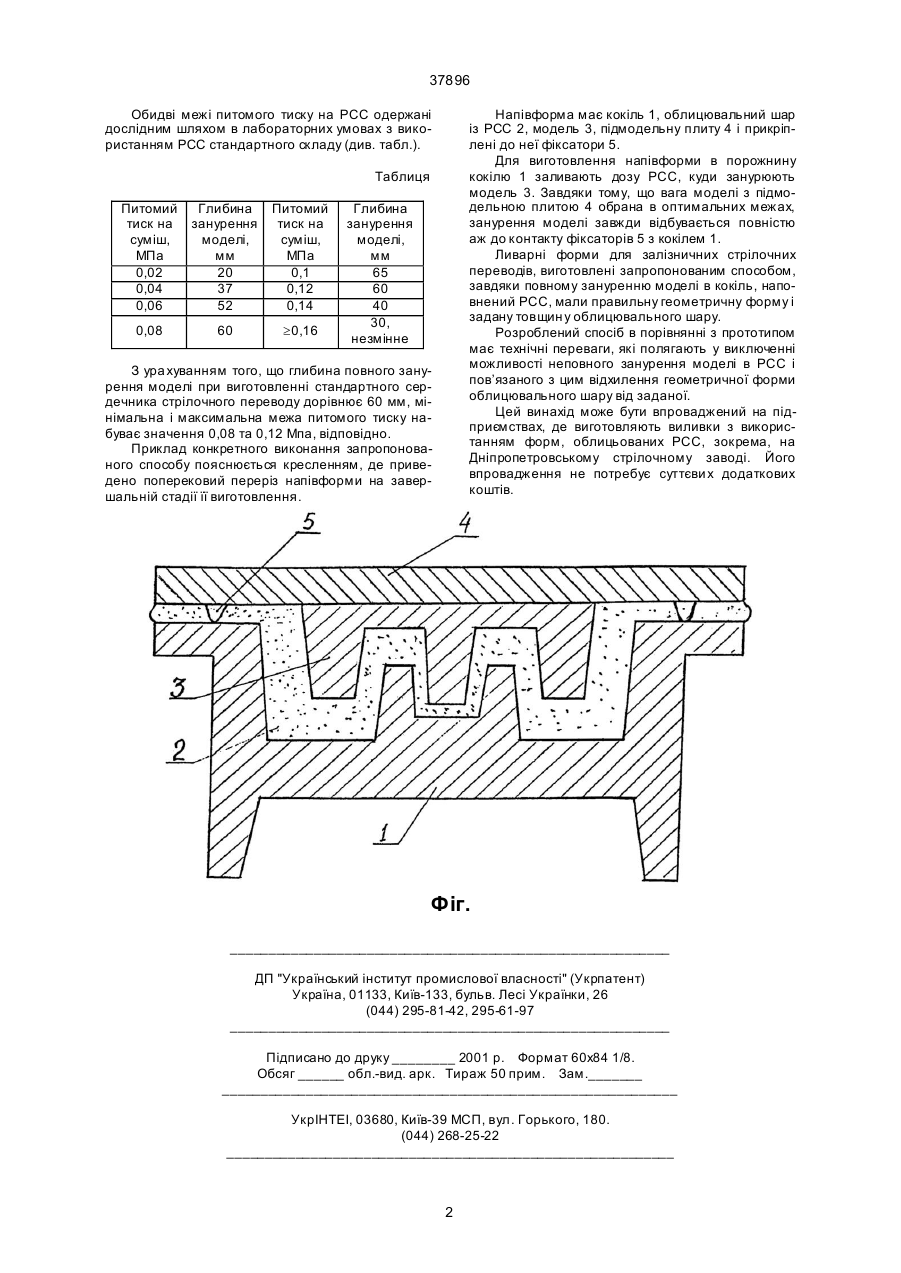
Спосіб виготовлення ливарної форми, що включає занурення моделі під дією власної ваги та ваги підмодельної плити в рідку самотвердіючу суміш, залиту в кокіль, який відрізняється тим, що вагу моделі з підмодельною плитою визначають за формулою: Винахід відноситься до ливарного виробництва і, зокрема, може бути використаний при одержанні виливків у формах, облицьованих рідкою самотвердіючою сумішшю (РСС). Використовувана для облицювання кокілів РСС, яка має псевдотекучість завдяки наявності пухирків піни, потребує строго визначеного навантаження на неї з боку моделі. Це пов’язане з тим, що при досить великих тисках на формовочну суміш відбувається схлопування пухирків і втрата сумішшю текучості, без чого стає неможливим подальше формування. При недостатньому тискові на суміш модель також не занурюється повністю. Неповне занурення моделі порушує правильність геометричної форми облицювального шару, що знижує якість ливарних форм і призводить до браку виливків. Відомий спосіб виготовлення ливарної форми (див.: Н.Д.Ти тов, Ю.А.Степанов. Технология литейного производства. - М.: Ма шиностроение, 1985. - С.112), що включає занурення моделі в формовочну суміш за допомогою пресової машини. Недоліком цього способу є те, що занурення моделі відбувається з великими і нерегульованими зусиллями, внаслідок чого РСС втрачає рідкотекучість і здатність набувати під тиском моделі необхідну геометричну форму. Найбільш близьким аналогом (прототипом) рішенню, що пропонується, є спосіб виготовлення ливарної форди (а. п. СРСР № 566672 М.Кл.В22С 9/12, опубл. в Б. 1. 30.07.77), що включає заповнення кокілю РСС і занурення в неї моделі під дією власної ваги та ваги підмодельної плити. На відміну від попереднього аналога, використаний спосіб з зануренням моделі під дією її власної ваги та ваги підмодельної плити, зменшує зусилля моделі на формовочну суміш. Але ж і в цьому випадку залишаються неузгодженими між собою тиск моделі на формовочну суміш та рідкотекучість останньої. Як свідчить досвід роботи на Дніпропетровському стрілочному заводі, невизначеність ваги моделі з підмодельною плитою приводить до двох крайніх випадків втрати формовочною сумішшю рідкотекучості внаслідок надмірного тиску, який створюється на останній стадії формовки, коли надлишок формовочної суміші не встигає видалитись у вузьку щілину між підмодельною плитою та кокілем, або ж нездатності повного занурення моделі під дією власної ваги. В обох випадках доводилось або ж забракувати форми, або ж використовувати не передбачені технологією заходи для їх виправлення. В цілому ці недоліки знижують продуктивність і порушують якість форм та виливків. Технічною задачею, яка вирішується винаходом, що пропонується, є вибір оптимального питомого тиску моделі на формовочну суміш, що забезпечує суттєве покращення якості ливарних форм та виливків. Суть запропонованого технічного рішення полягає в тому, що вагу моделі разом з підмодельною плитою встановлюють в строго визначених межах. Верхня межа запобігає створенню надмірних питомих тисків на РСС (вище 0,12 МПа), здатних ліквідувати її рідкотекучість. Нижня межа (0,08 МПа) обумовлена здатністю моделі повністю занурюватись в РСС. Р = (0,08...0,12)S, (19) UA (11) 37896 (13) A де: Р - загальна вага моделі з підмодельною плитою - 0,08 і 0,12, відповідно, мінімальний та максимальний питомий тиск моделі на самотвердіючу суміш, a S - горизонтальна складова формуючої поверхні моделі. 37896 Обидві межі питомого тиску на РСС одержані дослідним шляхом в лабораторних умовах з використанням РСС стандартного складу (див. табл.). Напівформа має кокіль 1, облицювальний шар із РСС 2, модель 3, підмодельну плиту 4 і прикріплені до неї фіксатори 5. Для виготовлення напівформи в порожнину кокілю 1 заливають дозу РСС, куди занурюють модель 3. Завдяки тому, що вага моделі з підмодельною плитою 4 обрана в оптимальних межах, занурення моделі завжди відбувається повністю аж до контакту фіксаторів 5 з кокілем 1. Ливарні форми для залізничних стрілочних переводів, виготовлені запропонованим способом, завдяки повному зануренню моделі в кокіль, наповнений РСС, мали правильну геометричну форму і задану товщин у облицювального шару. Розроблений спосіб в порівнянні з прототипом має технічні переваги, які полягають у виключенні можливості неповного занурення моделі в РСС і пов’язаного з цим відхилення геометричної форми облицювального шару від заданої. Цей винахід може бути впроваджений на підприємствах, де виготовляють виливки з використанням форм, облицьованихРСС, зокрема, на Дніпропетровському стрілочному заводі. Його впровадження не потребує суттєви х додаткових коштів. Таблиця Питомий тиск на суміш, МПа 0,02 0,04 0,06 Глибина занурення моделі, мм 20 37 52 Питомий тиск на суміш, МПа 0,1 0,12 0,14 0,08 60 ³0,16 Глибина занурення моделі, мм 65 60 40 30, незмінне З ура хуванням того, що глибина повного занурення моделі при виготовленні стандартного сердечника стрілочного переводу дорівнює 60 мм, мінімальна і максимальна межа питомого тиску набуває значення 0,08 та 0,12 Мпа, відповідно. Приклад конкретного виконання запропонованого способу пояснюється кресленням, де приведено поперековий переріз напівформи на завершальній стадії її виготовлення. Фіг. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing casting mould
Автори англійськоюSmyrnov Borys Mykolaiovych, Kozak Volodymyr Volodymyrovych, Stetsenko Ivan Dmytrovych
Назва патенту російськоюСпособ изготовления литейной формы
Автори російськоюСмирнов Борис Николаевич, Козак Владимир Владимирович, Стеценко Иван Дмитриевич
МПК / Мітки
МПК: B22C 9/00
Мітки: спосіб, ливарної, форми, виготовлення
Код посилання
<a href="https://ua.patents.su/2-37896-sposib-vigotovlennya-livarno-formi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення ливарної форми</a>
Спосіб виготовлення двошарової ливарної форми
Номер патенту: 33474
Опубліковано: 15.02.2001
Автори: Соценко Олександр Васильович, Козак Володимир Володимирович, Смирнов Борис Миколайович, Стеценко Іван Дмитрович
МПК: B22C 9/00
Мітки: виготовлення, форми, ливарної, двошарової, спосіб
Текст:
...шляхом напилення сухого лротипригарного матеріалу в момент паузи на попередньо сформований облицювальний шар з наступним вдавлюванням цього матеріалу в поверхню форми під час другого этапу занурення моделі. При цьому протипригарний матеріал проникає в облицювальний шар,заповнюючи пори, що виникли в РСС після спадання піни. При затвердінні суміші утворюється надійний зв"язок між протипригарними матеріалами та облицювальним шаром. Таким...
Пристрій для виготовлення частин ливарної форми з горизонтальною площою розняття
Номер патенту: 6328
Опубліковано: 29.12.1994
Автори: Йорн Е.Йохансен, Клаус Торбен Єнсен, Хокон Каусеруд
МПК: B22C 15/00
Мітки: горизонтальною, частин, ливарної, форми, пристрій, виготовлення, розняття, площою
Формула / Реферат:
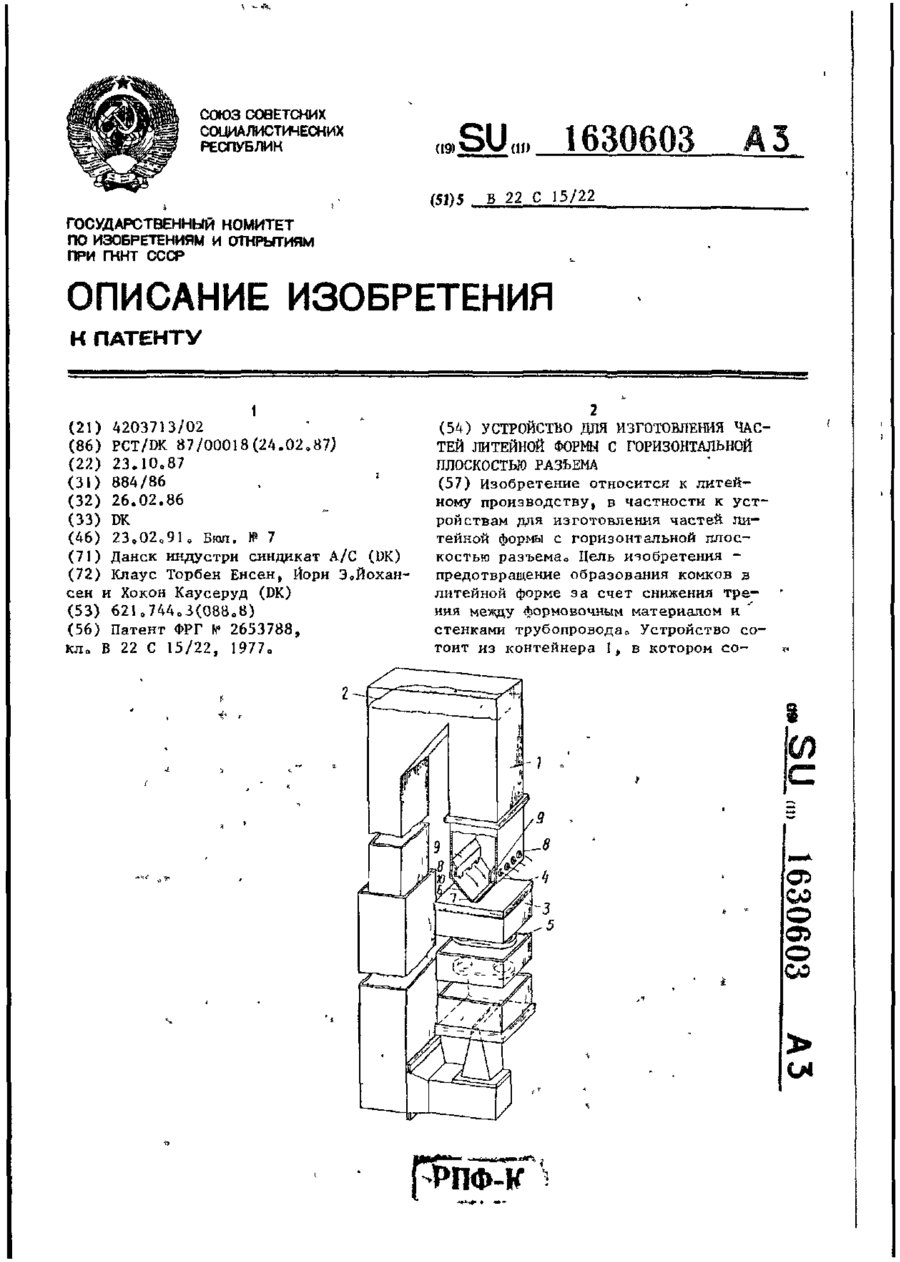
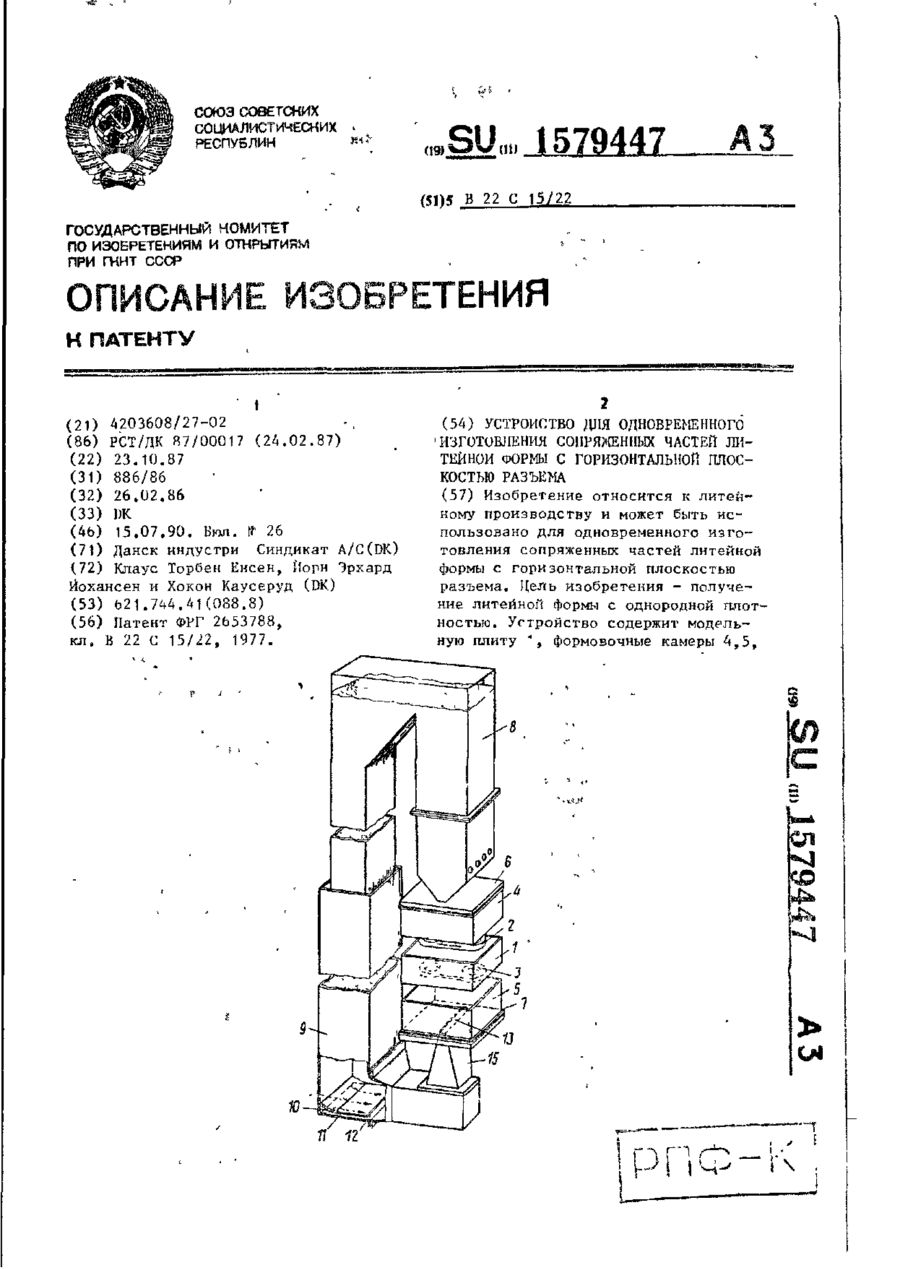
Устройство для изготовления частей литейной формы с горизонтальной плоскостью разъема, содержащее модельную плиту, формовочную камеру, полость которой сообщена с вакуумной системой, трубопровод для подачи смеси, расположенный вертикально над формовочной камерой и имеющий воздухозаборные отверстия с защитными пластинами, отличающееся тем, что, с целью предотвращения образования комков в литейной форме за счет снижения трения между...
Пристрій для одночасного виготовлення сполучених частин ливарної форми з горизонтальною площею розняття
Номер патенту: 6029
Опубліковано: 29.12.1994
Автори: Йорн Ерхард Йохансен, Клаус Торбен Єнсен, Хокон Каусеруд
МПК: B22C 15/00
Мітки: виготовлення, площею, одночасного, частин, ливарної, пристрій, горизонтальною, форми, розняття, сполучених
Формула / Реферат:
Устройство для одновременного изготовления сопряженных частей литейной формы с горизонтальной плоскостью разъема, содержащее двухстороннюю модельную плиту, расположенную между верхней и нижней формовочными камерами, полость которых сообщена с вакуумной системой, трубу L-образной формы для подачи смеси, верхняя часть которой соединена с бункером, расположенным над формовочными камерами, а нижняя соединена с нижней формовочной камерой и...
Спосіб визначення оптимальної товщини стінки ливарної форми
Номер патенту: 12852
Опубліковано: 28.02.1997
Автори: Абрамов Віктор Валеріанович, Родякін Сергій Володимирович, Андрієнко Анатолій Георгієвич, Кузнєцов Сергій Вікторович
МПК: B22D 11/049
Мітки: оптимальної, визначення, ливарної, товщини, стінки, спосіб, форми
Формула / Реферат:
(57) Способ определения оптимальной толщины стенки литейной формы по отсутствию горячих трещин в отливке, включающий изготовление, по крайней мере,, трех моделей литейных форм с различной толщиной стенки, заливку расплава металла с упомянутые модели-формы и измерение температуры по усредненной толщине стенки модели-формы, температуры в фиксированных точках, вычисление толщины стенки, отличающийся тем, что дополнительно фиксируют время...
Спосіб визначення оптимальної товщини стінки циліндричної ливарної форми
Номер патенту: 12853
Опубліковано: 28.02.1997
Автори: Абрамов Віктор Валеріанович, Кузнєцов Сергій Вікторович
МПК: B22D 11/049, B22D 7/06
Мітки: спосіб, циліндричної, форми, стінки, ливарної, оптимальної, товщини, визначення
Формула / Реферат:
(57) Способ определения оптимальной толщины стенки цилиндрической литейной формы, включающий изготовление формы-модели с непрерывно изменяющейся переменной по ее периметру толщиной стенки и заданными размерами и формой поперечного сечения полости, заливку расплава, выдержку его в форме-модели по заданному технологическому режиму и определение оптимальной толщины стенки литейной формы, отличающийся тем, что определение оптимальной толщины...
Попередній патент: Засіб для профілактики і лікування діабетичних мікроангіопатій
Наступний патент: Щліфувальний круг і спосіб формування і підтримки його подовжнього профілю
Випадковий патент: Тренажер для відпрацювання ударів "тву-1"