Спосіб виконання антифрикційного покриття на підшипнику ковзання
Номер патенту: 75153
Опубліковано: 15.03.2006
Автори: Пейрон Бенжамен Артюр Марі, Бутаров Алєксандр, Федорченко Дмітрій, Фомін Міхаіл, Беккерелль Самюель Раймон Жермен, Віль Даніель Віктор Марсель
Формула / Реферат
1. Спосіб виконання антифрикційного покриття на підшипнику ковзання з високими робочими характеристиками, який відрізняється тим, що включає наступні етапи:
(a) спікання шару бронзового порошку на металевій основі у відновлювальній атмосфері, за допомогою обладнання зі зносостійким покриттям, що не пристає;
(b) іонне очищення у вакуумі для активації поверхні шару спеченої бронзи без підвищення нерівності шару;
(c) нанесення шару фторопластичної пасти типу PTFE, насиченої бісульфатом молібдену, на поверхню спеченої бронзи і встановлення підкладки з нанесеним шаром спеченої бронзи у фільєру;
(d) перепускання деталі, яка складається з металевої основи з нанесеним покриттям, через фільєру з додаванням зносостійкого покриття, що не пристає, для запресування пасти, нанесеної на етапі (с), в пори шару спеченої бронзи;
(e) сушіння пасти;
(f) друге перепускання деталі через фільєру з додаванням зносостійкого покриття, що не пристає;
(g) спікання пасти в умовах визначеної тривалості і температури, з наступним зануренням у воду;
(h) остаточне перепускання деталі підшипника, для отримання остаточних розмірів, через фільєру з покриттям, що не пристає.
2. Спосіб виконання антифрикційного покриття на підшипнику ковзання за пунктом 1, який відрізняється тим, що зносостійке покриття, що не пристає, яке використовують на етапах (а), (d), (f) і (h), виготовляють на основі нітриду титану або нітриду з еквівалентними властивостями, наприклад нітриду цирконію, хрому або алюмінію.
3. Спосіб виконання антифрикційного покриття на підшипнику ковзання за пунктом 1 або 2, який відрізняється тим, що на етапі (е) сушіння пасти здійснюється при 90°С протягом двох годин, і на етапі (g) спікання пасти здійснюється при 375°С протягом 40 хвилин.
4. Спосіб виконання антифрикційного покриття на підшипнику ковзання за будь-яким з пунктів 1-3, який відрізняється тим, що до нанесення бронзового порошку на підкладку здійснюють попередній етап, який включає:
- (а1) електролітичне осадження міді на металеву основу, при відомих умовах, з наступним лудінням.
Текст
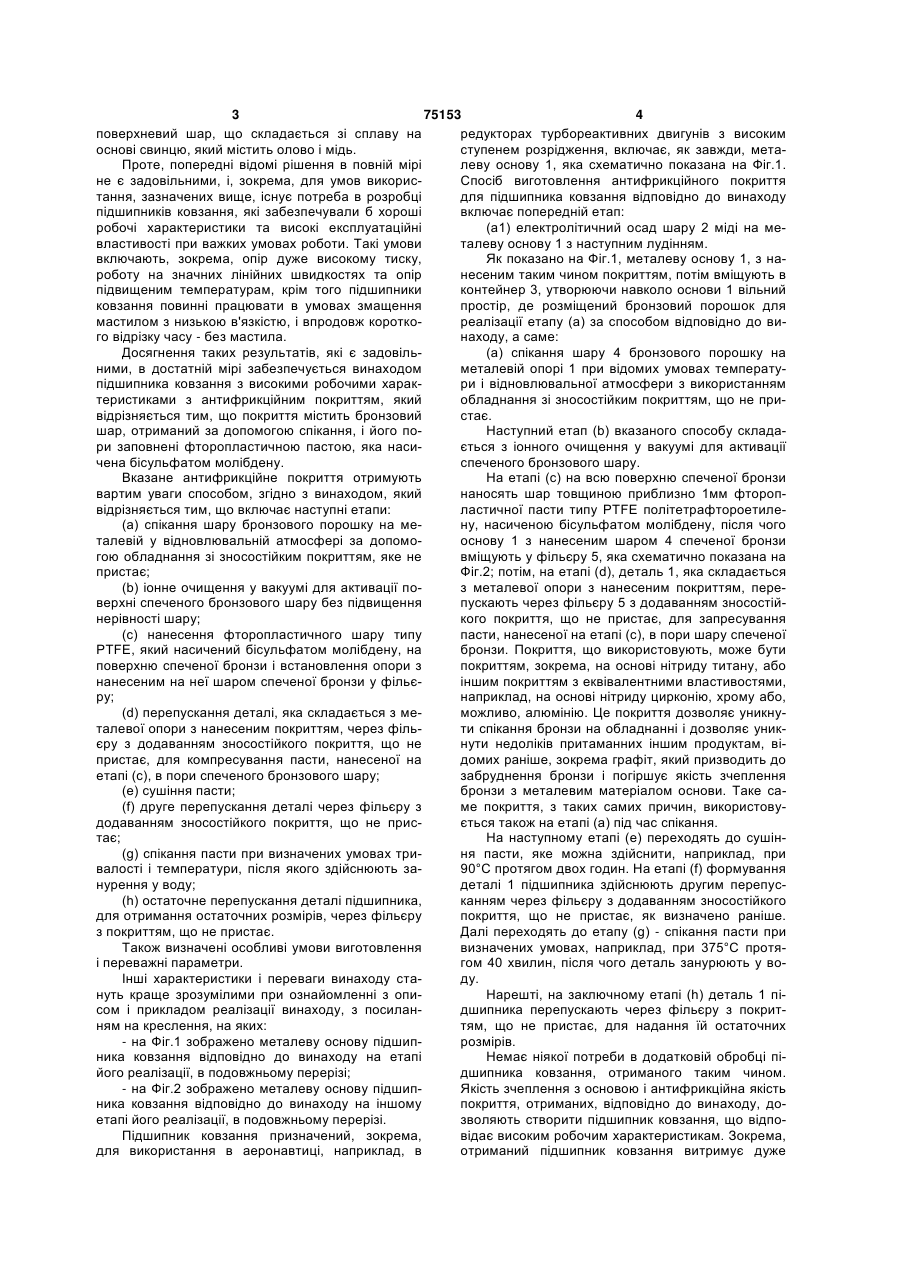
1. Спосіб виконання антифрикційного покриття на підшипнику ковзання з високими робочими характеристиками, який відрізняється тим, що включає наступні етапи: (a) спікання шару бронзового порошку на металевій основі у відновлювальній атмосфері, за допомогою обладнання зі зносостійким покриттям, що не пристає; (b) іонне очищення у вакуумі для активації поверхні шару спеченої бронзи без підвищення нерівності шару; (c) нанесення шару фторопластичної пасти типу PTFE, насиченої бісульфатом молібдену, на поверхню спеченої бронзи і встановлення підкладки з нанесеним шаром спеченої бронзи у фільєру; C2 2 (11) 1 3 75153 4 поверхневий шар, що складається зі сплаву на редукторах турбореактивних двигунів з високим основі свинцю, який містить олово і мідь. ступенем розрідження, включає, як завжди, метаПроте, попередні відомі рішення в повній мірі леву основу 1, яка схематично показана на Фіг.1. не є задовільними, і, зокрема, для умов викорисСпосіб виготовлення антифрикційного покриття тання, зазначених вище, існує потреба в розробці для підшипника ковзання відповідно до винаходу підшипників ковзання, які забезпечували б хороші включає попередній етап: робочі характеристики та високі експлуатаційні (а1) електролітичний осад шару 2 міді на мевластивості при важких умовах роботи. Такі умови талеву основу 1 з наступним лудінням. включають, зокрема, опір дуже високому тиску, Як показано на Фіг.1, металеву основу 1, з нароботу на значних лінійних швидкостях та опір несеним таким чином покриттям, потім вміщують в підвищеним температурам, крім того підшипники контейнер 3, утворюючи навколо основи 1 вільний ковзання повинні працювати в умовах змащення простір, де розміщений бронзовий порошок для мастилом з низькою в'язкістю, і впродовж короткореалізації етапу (а) за способом відповідно до виго відрізку часу - без мастила. находу, а саме: Досягнення таких результатів, які є задовіль(а) спікання шару 4 бронзового порошку на ними, в достатній мірі забезпечується винаходом металевій опорі 1 при відомих умовах температупідшипника ковзання з високими робочими харакри і відновлювальної атмосфери з використанням теристиками з антифрикційним покриттям, який обладнання зі зносостійким покриттям, що не привідрізняється тим, що покриття містить бронзовий стає. шар, отриманий за допомогою спікання, і його поНаступний етап (b) вказаного способу складари заповнені фторопластичною пастою, яка насиється з іонного очищення у вакуумі для активації чена бісульфатом молібдену. спеченого бронзового шару. Вказане антифрикційне покриття отримують На етапі (с) на всю поверхню спеченої бронзи вартим уваги способом, згідно з винаходом, який наносять шар товщиною приблизно 1мм фторопвідрізняється тим, що включає наступні етапи: ластичної пасти типу PTFE політетрафтороетиле(а) спікання шару бронзового порошку на мену, насиченою бісульфатом молібдену, після чого талевій у відновлювальній атмосфері за допомооснову 1 з нанесеним шаром 4 спеченої бронзи гою обладнання зі зносостійким покриттям, яке не вміщують у фільєру 5, яка схематично показана на пристає; Фіг.2; потім, на етапі (d), деталь 1, яка складається (b) іонне очищення у вакуумі для активації поз металевої опори з нанесеним покриттям, переверхні спеченого бронзового шару без підвищення пускають через фільєру 5 з додаванням зносостійнерівності шару; кого покриття, що не пристає, для запресування (c) нанесення фторопластичного шару типу пасти, нанесеної на етапі (с), в пори шару спеченої PTFE, який насичений бісульфатом молібдену, на бронзи. Покриття, що використовують, може бути поверхню спеченої бронзи і встановлення опори з покриттям, зокрема, на основі нітриду титану, або нанесеним на неї шаром спеченої бронзи у фільєіншим покриттям з еквівалентними властивостями, ру; наприклад, на основі нітриду цирконію, хрому або, (d) перепускання деталі, яка складається з меможливо, алюмінію. Це покриття дозволяє уникнуталевої опори з нанесеним покриттям, через фільти спікання бронзи на обладнанні і дозволяє уникєру з додаванням зносостійкого покриття, що не нути недоліків притаманних іншим продуктам, віпристає, для компресування пасти, нанесеної на домих раніше, зокрема графіт, який призводить до етапі (с), в пори спеченого бронзового шару; забруднення бронзи і погіршує якість зчеплення (e) сушіння пасти; бронзи з металевим матеріалом основи. Таке са(f) друге перепускання деталі через фільєру з ме покриття, з таких самих причин, використовудодаванням зносостійкого покриття, що не присється також на етапі (а) під час спікання. тає; На наступному етапі (e) переходять до сушін(g) спікання пасти при визначених умовах триня пасти, яке можна здійснити, наприклад, при валості і температури, після якого здійснюють за90°С протягом двох годин. На етапі (f) формування нурення у воду; деталі 1 підшипника здійснюють другим перепус(h) остаточне перепускання деталі підшипника, канням через фільєру з додаванням зносостійкого для отримання остаточних розмірів, через фільєру покриття, що не пристає, як визначено раніше. з покриттям, що не пристає. Далі переходять до етапу (g) - спікання пасти при Також визначені особливі умови виготовлення визначених умовах, наприклад, при 375°С протяі переважні параметри. гом 40 хвилин, після чого деталь занурюють у воІнші характеристики і переваги винаходу стаду. нуть краще зрозумілими при ознайомленні з опиНарешті, на заключному етапі (h) деталь 1 пісом і прикладом реалізації винаходу, з посиландшипника перепускають через фільєру з покритням на креслення, на яких: тям, що не пристає, для надання їй остаточних - на Фіг.1 зображено металеву основу підшипрозмірів. ника ковзання відповідно до винаходу на етапі Немає ніякої потреби в додатковій обробці пійого реалізації, в подовжньому перерізі; дшипника ковзання, отриманого таким чином. - на Фіг.2 зображено металеву основу підшипЯкість зчеплення з основою і антифрикційна якість ника ковзання відповідно до винаходу на іншому покриття, отриманих, відповідно до винаходу, доетапі його реалізації, в подовжньому перерізі. зволяють створити підшипник ковзання, що відпоПідшипник ковзання призначений, зокрема, відає високим робочим характеристикам. Зокрема, для використання в аеронавтиці, наприклад, в отриманий підшипник ковзання витримує дуже 5 сильний тиск, який може плівці мастила. Він може лінійних швидкостях і при Він працює з мастилом перевищувати 50Мпа в працювати при значних температурах до 120°С. з низькою в'язкістю до Комп’ютерна верстка Л. Купенко 75153 6 5х10-6 m2/s при 100°С, а також здатний працювати без мастила протягом коротких відрізків часу при зниженому навантаженні. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for arrangement of anti-friction coating on slide bearing
Назва патенту російськоюСпособ выполнения антифрикционного покрытия на подшипнике скольжения
МПК / Мітки
МПК: F16C 33/20, F16C 33/14
Мітки: покриття, антифрикційного, ковзання, підшипнику, виконання, спосіб
Код посилання
<a href="https://ua.patents.su/3-75153-sposib-vikonannya-antifrikcijjnogo-pokrittya-na-pidshipniku-kovzannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виконання антифрикційного покриття на підшипнику ковзання</a>
Спосіб виготовлення двошарового антифрикційного підшипника ковзання
Номер патенту: 61232
Опубліковано: 17.11.2003
Автор: Дудчак Віталій Петрович
МПК: B29C 51/00
Мітки: спосіб, підшипника, виготовлення, двошарового, антифрикційного, ковзання
Формула / Реферат:
1. Спосіб виготовлення двошарового підшипника ковзання, який відрізняється тим, що з метою підвищення адгезійної міцності підшипник виготовляється шляхом опресування фторопластової втулки, яка має профільні канавки і виступи, жорстким конструкційним матеріалом АГ-4В.2. Спосіб за п. 1, який відрізняється тим, що з метою одержання однакової товщини фторопластової втулки її попередньо нагрівають до температури 200...250°С і деформують на...
Спосіб нанесення антифрикційного покриття на основі дисульфіду молібдену
Номер патенту: 59897
Опубліковано: 15.03.2005
Автори: Хассельманн Ганна Євгеновна, Котіков Георгій Іванович
МПК: F16N 15/00
Мітки: молібдену, нанесення, спосіб, дисульфіду, покриття, антифрикційного, основі
Формула / Реферат:
Спосіб нанесення антифрикційного покриття на основі дисульфіду молібдену, що полягає в знежиренні поверхні, її сушінні і нанесенні покриття, який відрізняється тим, що додатково включає операції травлення поверхні та нейтралізації продуктів травлення, що послідовно виконують після знежирення поверхні.
Спосіб виконання полімерного гідроізоляційного покриття
Номер патенту: 37513
Опубліковано: 15.05.2001
Автори: Озеров Ілля Федорович, Пащенко Олександр Володимирович, Канін Володимир Олексійович, Пащенко Лідія Володимирівна
МПК: E04D 5/00
Мітки: полімерного, гідроізоляційного, покриття, спосіб, виконання
Формула / Реферат:
1.Спосіб виконання полімерного гідроізоляційного покриття, що включає укладення на основу грунтувального шару клеючої мастики, рулонного пористого матеріалу, клеючої мастики та гідроізоляційного вирівнюючого шару, з наступним прикочуванням, який відрізняється тим, що перед укладенням рулонний пористий матеріал обробляють клеючою мастикою методом напилення, вводять проміжне прикочування рулонного пористого матеріалу до основи.2....
Спосіб з’єднання антифрикційного покриття з гумовим виробом і пристрій для його здійснення
Номер патенту: 19332
Опубліковано: 25.12.1997
Автори: Саворський Петро Костантинович, Козирєв Сергій Миколайович, Береславець Микола Єфремович, Каварма Ігор Іванович, Северенчук Володимир Миколайович, Зайцева Алевтина Дмитрівна
МПК: B29C 35/02, B29C 43/02
Мітки: здійснення, з'єднання, спосіб, виробом, покриття, пристрій, антифрикційного, гумовим
Формула / Реферат:
1. Способ соединения антифрикционного покрытия с резиновым изделием путем размещения антифрикционного покрытия на поверхности предварительно изготовленного резинового изделия с последующей обработкой покрытия с изделием, отличающийся тем, что антифрикционное покрытие прижимают к поверхности резинового изделия с обеспечением деформирования изделия и осуществляют вибрирование покрытия относительно резинового изделия по контактной поверхности с...
Спосіб виготовлення антифрикційного матеріалу
Номер патенту: 50371
Опубліковано: 15.10.2004
Автори: Романов Сергій Михайлович, Романов Дмитро Сергійович
Мітки: матеріалу, антифрикційного, спосіб, виготовлення
Формула / Реферат:
Спосіб утеплення чавуна в чавуновізних ковшах, що включає введення в ківш відходів виробництва вторинного алюмінію, який відрізняється тим, що введення відходів починають при наповненні ковша на 1/5-1/3 його висоти, а закінчують при наповненні ковша на 1/2-3/4 його висоти, причому введення відходів здійснюють окремими порціями по 0,2-0,7 кг на тонну чавуна в контейнерах з матеріалу, що має температуру плавлення рівну 0,06-0,18 від температури...
Попередній патент: Багатоканальний вимірювальний апаратно-програмний комплекс для обробки радіолокаційної інформації
Наступний патент: Комплексний флюс для металургійного виробництва
Випадковий патент: Пластинчатий теплообмінний апарат