Спосіб з’єднання антифрикційного покриття з гумовим виробом і пристрій для його здійснення
Номер патенту: 19332
Опубліковано: 25.12.1997
Автори: Каварма Ігор Іванович, Зайцева Алевтина Дмитрівна, Козирєв Сергій Миколайович, Береславець Микола Єфремович, Северенчук Володимир Миколайович, Саворський Петро Костантинович
Формула / Реферат
1. Способ соединения антифрикционного покрытия с резиновым изделием путем размещения антифрикционного покрытия на поверхности предварительно изготовленного резинового изделия с последующей обработкой покрытия с изделием, отличающийся тем, что антифрикционное покрытие прижимают к поверхности резинового изделия с обеспечением деформирования изделия и осуществляют вибрирование покрытия относительно резинового изделия по контактной поверхности с изделием с амплитудой
где Ρ = С · dсж - усиление прижатия, Н;
С - жесткость резинового изделия, Н/м;
dсж - предварительная деформация сжатия резинового изделия, м;
m - масса колеблющихся частей устройства, кг;
w - угловая скорость колебаний, с-1;
Ктр - коэффициент сухого трения антифрикционного покрытия по резине и с частотой (10-30) Гц посредством вибровозбудителя
2. Устройство для соединения антифрикционного покрытия с резиновым изделием, содержащее пресс-форму, состоящую из верхней и нижней частей, нажимной элемент, отличающееся тем, что оно снабжено вибровозбудителем, шарнирно соединенным с верхней частью пресс-формы, нажимной элемент подвижно соединен с верхней частью пресс-формы, при этом верхняя полуформа выполнена с полостью для размещения антифрикционного покрытия, а нижняя полуформа выполнена с полостью для размещения резинового изделия.
Текст
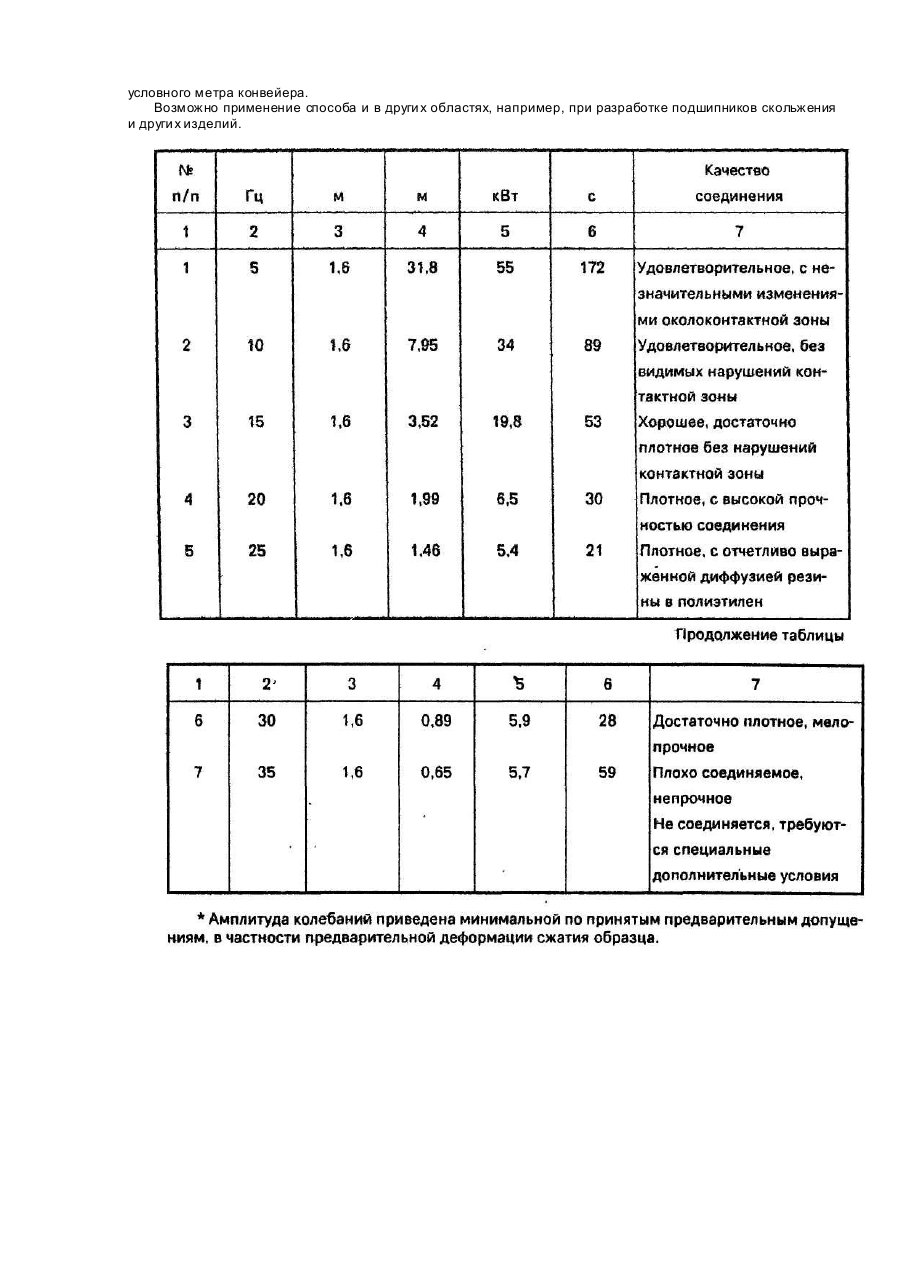
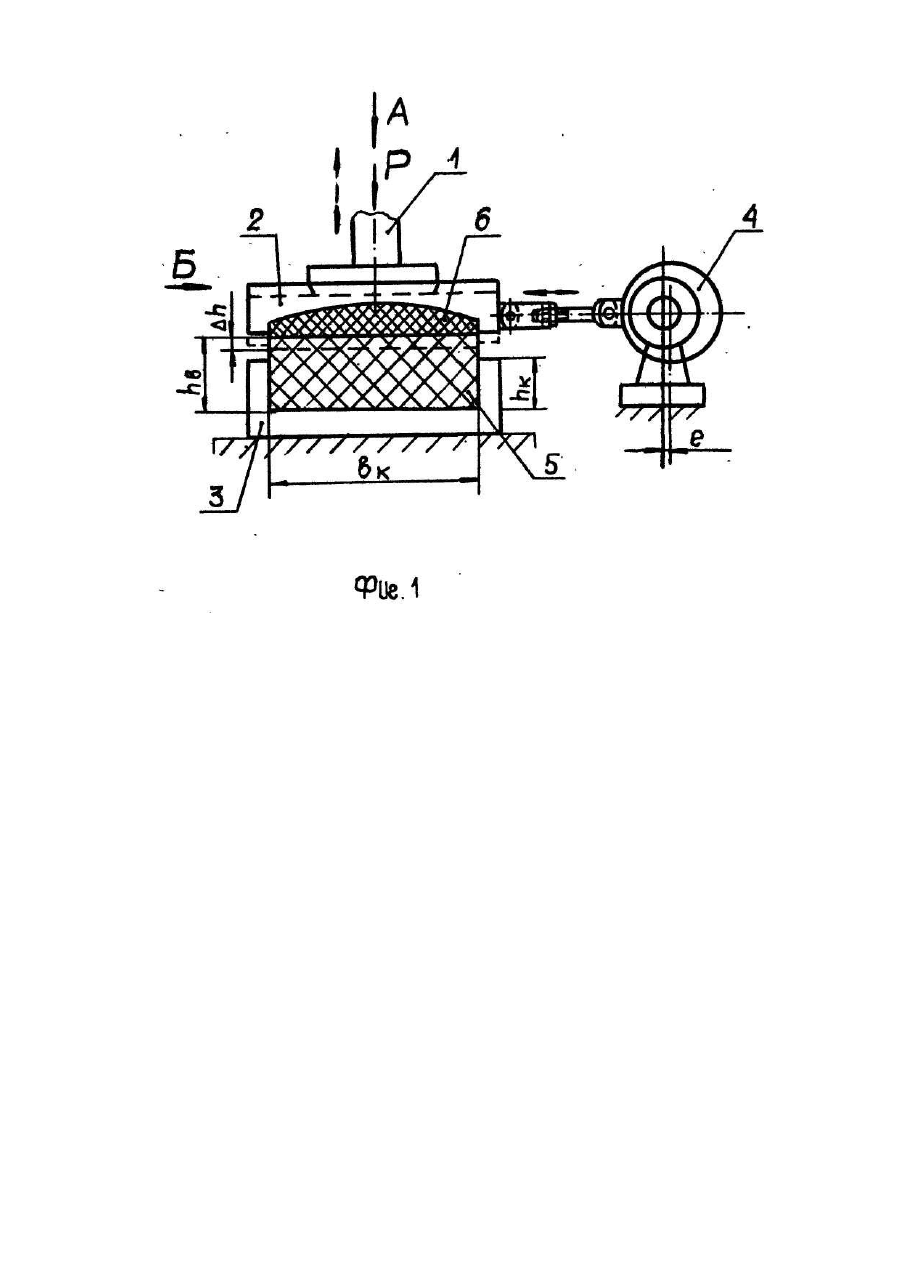
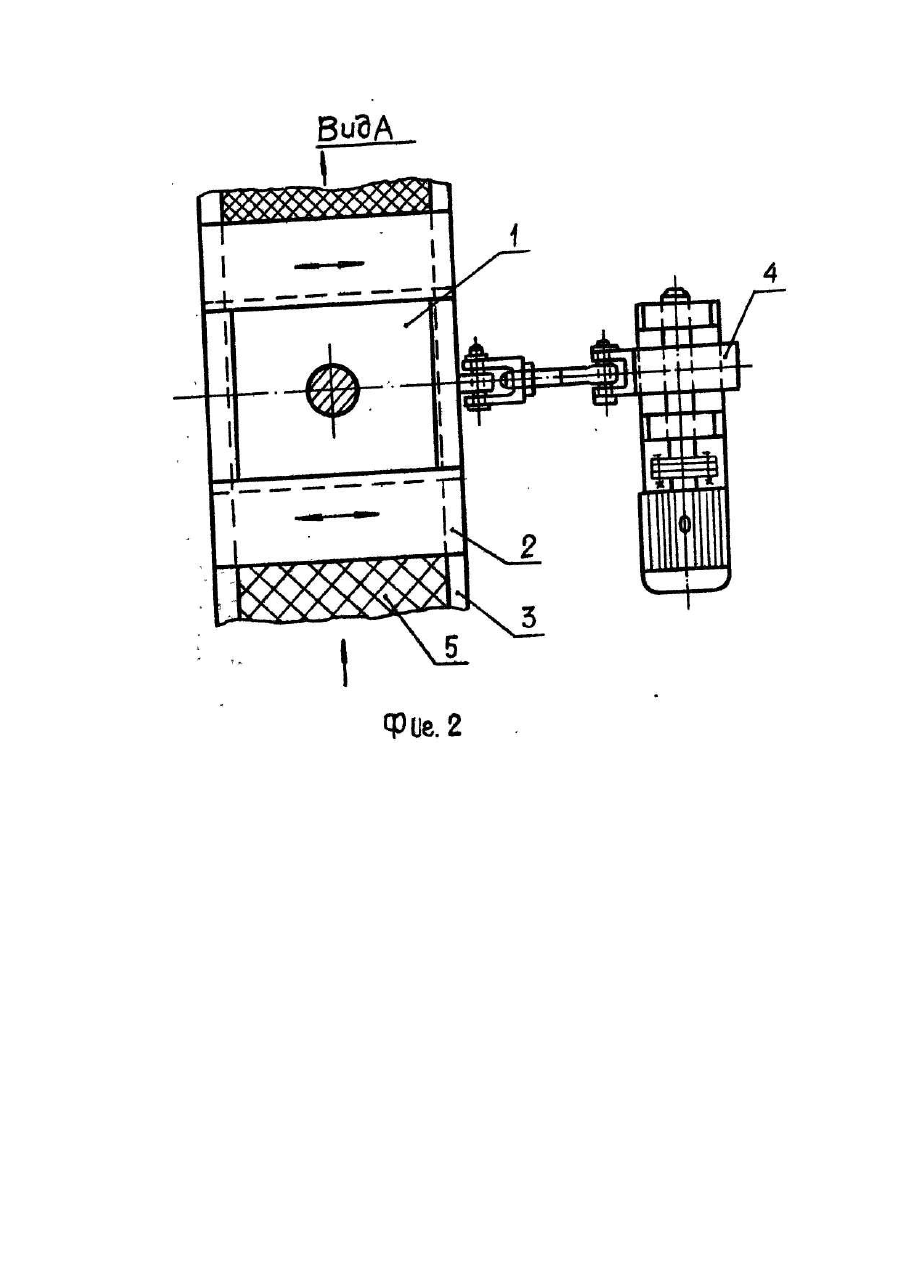
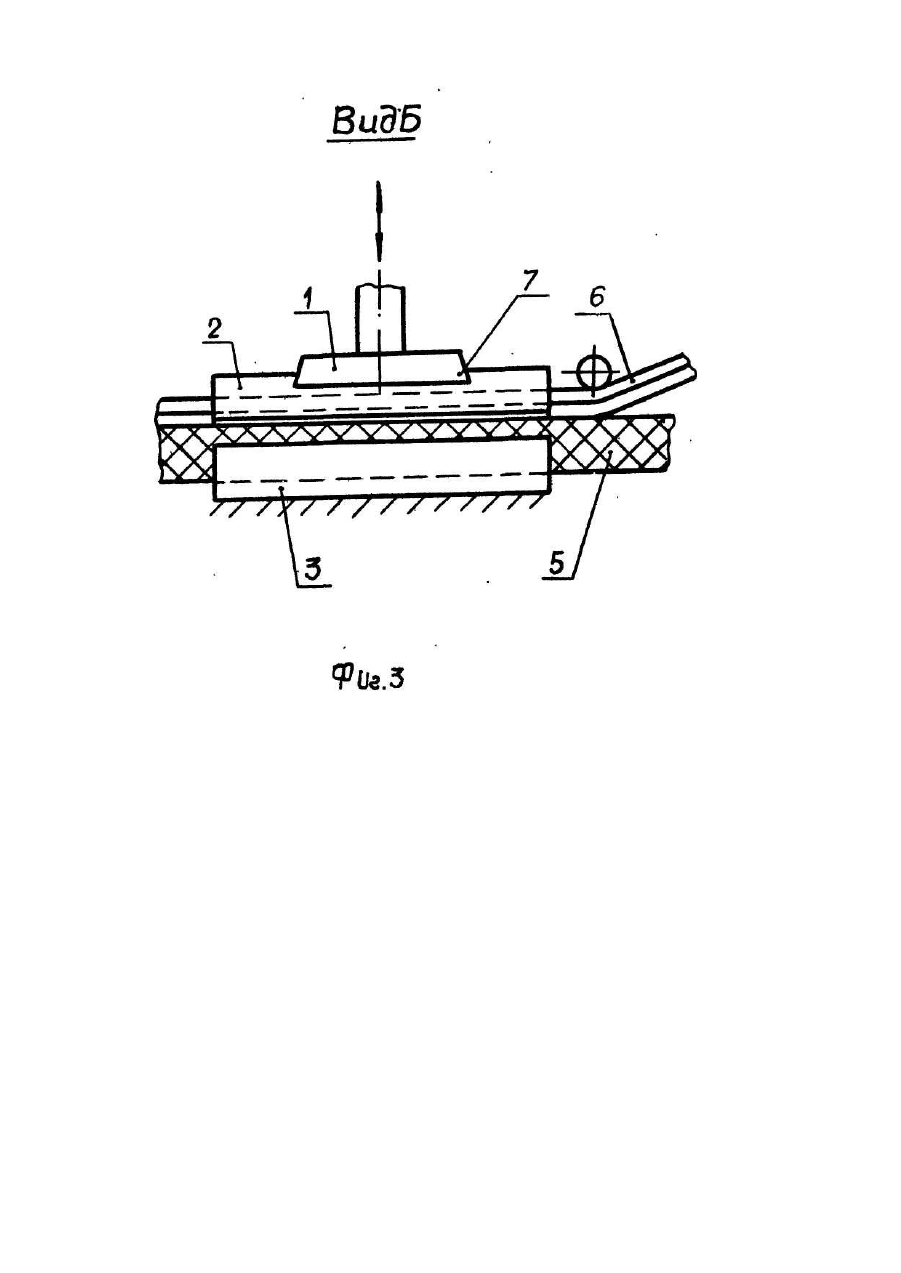
Изобретение относится к способам нанесения антифрикционных покрытий на резинотехнические изделия и может быть использовано в производстве резинотехнических изделий, для машиностроительной и других отраслей, в частности, для производства опор скольжения ленточных конвейеров. Известен способ нанесения фторопластовых покрытий на резиновые изделия путем формования фторопластовой оболочки, заполнения ее резиновой смесью и последующей вулканизацией в пресс-форме [1]. Такое покрытие, нанесенное путем обычного прессования, обладает очень низкой прочностью сцепления к резине и недолговечно. Оно легко отслаивается от резины и деталь выходит из строя. Наиболее близким по технической сущности к изобретению является способ соединения антифрикционного покрытия с резиновым изделием путем размещения антифрикционного покрытия на поверхности предварительно изготовленного резинового изделия с последующей обработкой покрытия с изделием [2]. Данный способ нанесения покрытий дает более высокое качество соединения, по отношению к первому. Однако не для любого антифрикционного покрытия такой способ приемлем. Например, в тех случаях, когда предельная рабочая температура антифрикционного покрытия значительно ниже температуры, требуемой в процессе вулканизации или отверждения, точнее, температурно-временный режим процесса вулканизации может привести к расплавлению антифрикционного покрытия, и оно по своим свойствам не будет соответствова ть своему назначению, в частности, при использовании в качестве опоры скольжения. Этот способ не позволяет использовать в качестве покрытий такой материал, как высокомолекулярный полиэтилен низкого давления ГОСТ 16338-85, допустимая температура нагрева которого не должна превышать +125°С. Для опор скольжения широко используются материалы с наименьшим коэффициентом трения. К ним прежде всего необходимо отнести класс полимеров; фторопласт, полиэтилен низкого давления, капролон, винипласт. и другие, а также композиционные материалы на их основе, например, эдпан и другие. Анализ результатов исследований позволил выявить наиболее приемлемый материал для опор скольжения - полиэтилен низкого давления, который по своим свойствам соответствует требованиям, предъявляемым к опорам скольжения [3]. Химическая инертность полиэтилена затрудняет его склеивание. Невысокая температура плавления (+125°С) не позволяет его соединить методом вулканизации к резиновому изделию. Последние характеристики полиэтилена низкого давления, касающиеся возможности его термообработки и химической инертности вызывают большие трудности при соединении его с резиновыми изделиями. Известно устройство для соединения антифрикционного покрытия с резиновым изделием, содержащее прессформу, состоящую из верхней и нижней частей, нажимной элемент [4]. Данное устройство не обеспечивает осуществление предлагаемого способа, так как крышка и загрузочная камера прессформы жестко соединяются между собой и не могут быть смещены относительно друг др уга. Кроме того, известное техническое решение не позволяет производить покрытия из малотемпературных антифрикционных материалов на резиновом изделии из-за большой разности между температурновременным режимом вулканизации резины и температурой плавления антифрикционных материалов, в частности, полиэтилена низкого давления, допустимая температура нагрева которого не должна превышать +125°С. Цель изобретения - повысить качество соединения за счет сохранения антифрикционных свойств покрытия, интенсификации способа соединения и снизить его энергетические затраты. Поставленная цель достигается тем, что в способе соединения антифрикционного покрытия с резиновым изделием антифрикционное покрытие прижимают к поверхности резинового изделия с обеспечением деформирования резинового изделия по контактной поверхности с изделием с амплитудой где Ρ = С · dсж - усилие сжатия резинового изделия. Н: С - жесткость резинового изделия, Н/м; dсж - предварительная деформация сжатия резинового изделия, м; Ктр - коэффициент сухого трения антифрикционного покрытия по резине; m - масса колеблющихся частей устройства, кг: ω - угловая скорость колебаний вибровозбудителя, с-1 и с частотой (10-30) Гц, посредством вибровозбудителя. Поставленная цель достигается также тем, что устройство для соединения антифрикционного покрытия с резиновым изделием, содержащее прессформу, состоящую из верхней и нижней частей, нажимной элемент, снабжено вибровозбудителем, шарнирно соединенным с верхней частью прессформы, при этом верхняя полуформа выполнена с полостью для размещения антифрикционного покрытия, а нижняя полуформа выполнена с полостью для размещения резинового изделия. Предлагаемый способ соединения антифрикционного покрытия с резиновым изделием не зависит от предельной температуры покрытия, так как их соединение производится без внешнего нагрева соединяемых изделий и основан на использовании энергии сил трения, возникающих в контактной зоне соединения. Важную роль в предложенном процессе соединения играют различные показатели теплоемкости соединяемых изделий. Предложенное устройство обеспечит быстрое соединение антифрикционного покрытия с резиновым изделием, практически, любой формы, в частности, для покрытия длинномерных полос. Кроме того, устройство обеспечит соединение таких антифрикционных покрытий с резиновым изделием, которые не могут быть соединены с ним другим способом, например, из-за невысокой предельной рабочей температуры. Предлагаемый способ соединения антифрикционного покрытия с резиновым изделием может быть реализован следующим образом. Пример. В качестве покрытия был взят образец из полиэтилена низкого давления сечением (100 x 25) мм, которое необходимо соединить с отрезком резино-тканевой пятипрокладочной транспортной ленты толщиной 16 мм, имеющей резиновую обкладку толщиной 6 мм. Транспортерную ленту фиксируют в полости нижней части прессформы, а полиэтиленовое покрытие в полости верхней части прессформы. При этом полиэтиленовое покрытие прижимают к резиновой обкладке ленты, деформируя ее на 1,5-1,6 мм (10% от толщины ленты). Затем в сжатом состоянии подвергают вибрации полиэтиленовое покрытие в направлении контактной поверхности с амплитудой 5 мм и частотой 23 Гц. Амплитуда колебаний покрытия относительно изделия подбирается такой, чтобы достигнуть проскальзывания покрытия по резиновому изделию. В связи с тем, что резина нагревается быстрее, чем полиэтилен, последний плавится только в контактной зоне и, частично, диффундирует в резину. Благодаря интенсивному режиму колебаний происходит быстрый нагрев резинового изделия в контактной зоне за счет сил трения, возникающих при относительном сдвиге соединяемых материалов. В результате чего, через 20-22 секунды достигается прочное соединение. После чего изделие извлекают из пресс-формы и подвергают испытаниям на прочность. Прочность соединения проверялась ударными нагрузками в направлении контактной поверхности. Результаты испытаний подтвердили высокое качество соединения полиэтилена с резиновым изделием согласно изобретению. При этом следует отметить, что превышение предела частоты колебаний свыше 30 Гц приводит с сверхдопустимому нагреву и увеличению околоконтактной зоны с последующим ее разрушением и ухудшением антифрикционных свойств покрытия. Уменьшение частоты колебаний ниже 10 Гц приводит к значительному увеличению времени соединения и снижению его качества. Параметры режима, заявляемого в способе, установлены экспериментально. По результатам экспериментов установлено, что воздействие вибраций на предварительно сдеформированное изделие с частотой (10-30) Гц позволило достигнуть высокого качества соединения, с наименьшими затратами энергии, времени и сохранить при этом антифрикционные свойства покрытия. Результаты экспериментальных испытаний соединения полиэтилена низкого давления с резиновым изделием представлены в таблице. На фиг. 1 изображено устройство для соединения антифрикционного покрытия с резиновым изделием; на фиг. 2 - вид А на фиг. 1 (свер ху); на фмг. 3 - вид Б на фиг. 1 (сбоку). Устройство для осуществления способа соединения антифрикционного покрытия с резиновым изделием содержит нажимной элемент 1, прессформу, состоящую из верхней и нижней частей 2.3 и вибровозбудитель 4. Верхняя часть 2 прессформы выполнена с полостью для размещения антифрикционного покрытия. Нижняя часть 3 прессформы выполнена с полостью для размещения резинового изделия. Верхняя часть прессформы 2 шарнирно связана с вибровозбудителем 4 и подвижно соединена с нажимным элементом 1. Резиновое изделие выступает за пределы прессформы. Анти фрикционное покрытие также выступает за пределы пресс-формы. Таким образом, контактная поверхность соединяемых изделий находится в свободной зоне и имеет возможность поверхностного смещения. Нажимной элемент 1 соединен с верхней частью прессформы 2 с возможностью перемещения в плоскости, параллельной контактной поверхности, например, с помощью соединения типа "ласточкин хвост" 5. При таком соединении нажимной элемент 1 может прижимать и поднимать верхнюю часть прессформы 2, которая в свою очередь приводится в движение с помощью вибровозбудителя 4. Устройство работает следующим образом. Резиновое изделие 6 размещают в нижней части 3 прессформы. Затем накладывают на резиновое изделие 6 антифрикционное покрытие 7 и прижимают его с помощью нажимного элемента 1 через верхнюю часть 2 прессформы. При этом резиновое изделие 6 сжимается на заданную в пределах 2,5-1,6мм величину и антифрикционное покрытие 7 фиксируется верхней частью 2 прессформы, чем исключается проскальзывание покрытия 7 относительно верхней части 2 прессформы. После этого включают вибровозбудитель 4 с заданным режимом колебаний. Через короткий промежуток времени (10-20) с включают вибровозбудитель 4 и поднимают нажимной элемент 1 с верхней частью 2 прессформы. Вынимают резиновое изделие 6 с покрытием 7 из нижней части 3 прессформы, В процессе вибрации антифрикционное покрытие 7 смещается совместно с верхней частью 2 прессформы в направлении колебаний по контактной поверхности покрытия 7 и резинового изделия 6. При этом амплитуда колебаний антифрикционного покрытия должна быть не меньше отношения силы трения к возбуждаемой силе вибровозбудителя. Таким образом создается проскальзывание антифрикционного покрытия по резине. Последняя, нагреваясь быстрее, чем покрытие 6, подплавляет сопрягаемый с ней слой, который частично диффундирует в резиновое изделие 6. Поэтому процесс соединения антифрикционного покрытия 6 с резиновым изделием 5 происходит достаточно быстро и эффективно. Таким образом, предложенный способ соединения антифрикционных покрытий с резиновым изделием позволяет решить вопрос быстрого, качественного и безотходного метода соединения двух противоположных по антифрикционным свойствам материалов. Предложенный способ соединения и его устройство не требуют высокоэнергоемких установок для осуществления вулканизации, что позволяет значительно снизить их энергоемкость. Предложенный способ соединения несложен и может быть осуществлен с помощью известных элементов, практически, в любых мастерских. Наиболее эффективно его применение для создания длинномерных опор скольжения несущих ставов ленточных конвейеров, внедрение которых, взамен роликоопор, дает 25-30 рублей экономии с каждого условного метра конвейера. Возможно применение способа и в други х областях, например, при разработке подшипников скольжения и други х изделий.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for connecting antifriction coating with rubber article
Автори англійськоюKozyriev Serhii Mykolaiovych, Savorskyi Petro Kostantynovych, Zaitseva Alevtyna Dmytrivna, Severenchuk Volodymyr Mykolaiovych, Kavarma Ihor Ivanovych, Bereslavets Mykola Yefremovych
Назва патенту російськоюСпособ соединения антифрикционного покрытия с резиновым изделием устройство для его осуществления
Автори російськоюКозырев Сергей Николаевич, Саворский Петр Константинович, Зайцева Алевтина Дмитриевна, Северенчук Владимир Николаевич, Каварма Игорь Иванович, Береславец Николай Ефремович
МПК / Мітки
МПК: B29C 35/02, B29C 43/02
Мітки: гумовим, виробом, з'єднання, покриття, пристрій, спосіб, антифрикційного, здійснення
Код посилання
<a href="https://ua.patents.su/6-19332-sposib-zehdnannya-antifrikcijjnogo-pokrittya-z-gumovim-virobom-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання антифрикційного покриття з гумовим виробом і пристрій для його здійснення</a>
Спосіб нанесення покриття багатокомпонентних сполук із плазми магнетронного розряду і пристрій для його здійснення
Номер патенту: 13770
Опубліковано: 25.04.1997
Автори: Владимиров Вадим Володимирович, Панченко Олег Антонович, Чорногорський Валерій Павлович, Стеценко Борис Володимирович, Голома Віталій Володимирович
МПК: C23C 14/38
Мітки: розряду, спосіб, плазми, нанесення, багатокомпонентних, магнетронного, покриття, здійснення, сполук, пристрій
Формула / Реферат:
1. Способ нанесения покрытия многокомпонентных соединений из плазмы магнетронного разряда, включающий напуск реагирующего газа в напылительную камеру и последующую его откачку, а также управление потоком газа, отличающийся тем, что скорость откачки газа устанавливают равной критическому значению, а отношение скоростей откачки и натекания реагирующего газа устанавливают постоянным в течение процесса напыления.2. Способ по п.1,...
Пристрій для нанесення покриття на зовнішню та внутрішню поверхню труби
Номер патенту: 12955
Опубліковано: 28.02.1997
Автор: Борченко Дмитро Миколайович
МПК: B05C 19/00
Мітки: внутрішню, покриття, пристрій, зовнішню, трубі, поверхню, нанесення
Формула / Реферат:
(57) 1. Устройство для нанесения покрытия на наружную и внутреннюю поверхность трубы, содержащее трубчатую камеру нанесения с опорами для изделия, присоединительный патрубок конфузорного типа, заслонку и вентилятор, отличающееся тем, что оно снабжено установленным в присоединительном патрубке распылителем, а вентилятор установлен перед распылителем и снабжен нагревателем.2. Устройство по п.1,отличающеес я тем, что оно снабжено...
Пристрій для нанесення полімерного покриття довгомірного матеріалу
Номер патенту: 848
Опубліковано: 15.12.1993
Автори: Смирнова Віра Олександрівна, Вагін Микола Іванович, Носов Михайло Павлович
МПК: B05C 3/02
Мітки: нанесення, пристрій, полімерного, довгомірного, матеріалу, покриття
Формула / Реферат:
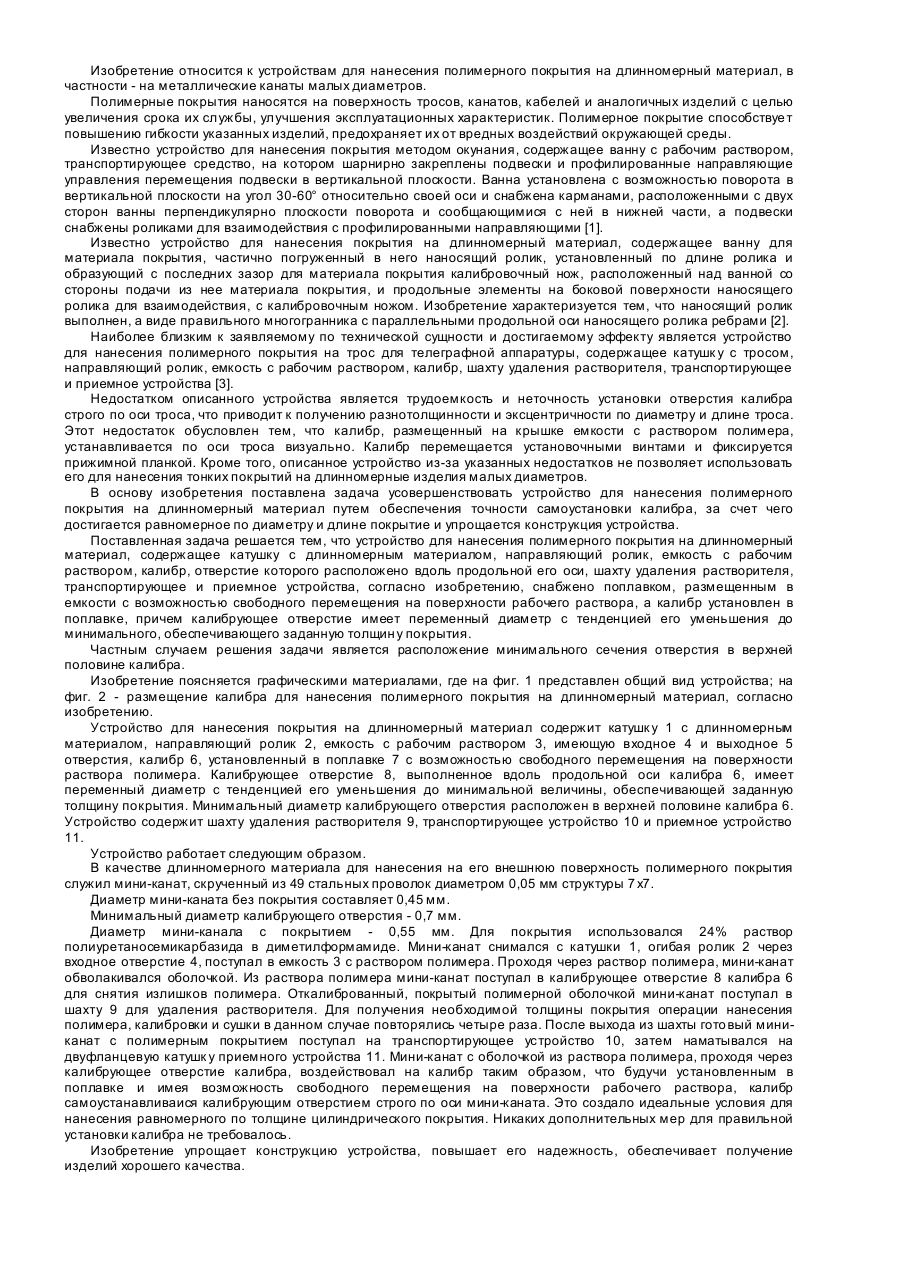
1. Устройство для нанесения полимерного покрытия на длинномерный материал, содержащее катушку с длинномерным материалом, направляющий ролик, емкость с рабочим раствором, калибр, отверстие которого расположено вдоль продольной его оси, шахту удаления растворителя, транспортирующее и приемное устройства, отличающееся тем, что оно снабжено поплавком, размещенным в емкости с возможностью свободного перемещения на поверхности рабочего раствора, а...
Спосіб масажу рефлексогенних зон та пристрій для його здійснення

Номер патенту: 19143
Опубліковано: 25.12.1997
Автори: Бакай Едуард Аполінарійович, Титор Павло Павлович, Камчатний Юрій Григорович, Петрик Лідія Іванівна
МПК: A61H 39/00, A61H 11/00, A61H 7/00
Мітки: масажу, рефлексогенних, здійснення, спосіб, зон, пристрій
Формула / Реферат:
Изобретение относится к медицинской технике, а именно к физиотерапевтическим способам и устройствам и может быть использовано для проведения лечебного и оздоровительного массажа рефлексогенных зон поверхности тела человека.,Целью изобретения является расширение функциональных возможностей и повышение эффективности лечебного воздействия.На фиг. 1 представлен общий вид устройства для массажа рефлексогенных зон; на фиг. 2 - вид...
Спосіб охолодження сталевих злитків при безперервному розливі та пристрій для його здійснення
Номер патенту: 15737
Опубліковано: 30.06.1997
Автори: Жан-Марк Жоліве, Манюель Бобаділла, Мішель Мартіно
МПК: B22D 11/124
Мітки: здійснення, пристрій, спосіб, безперервному, охолодження, злитків, сталевих, розливі
Текст:
...согласно изобретению. Отличие между двумя конструкциями заключается в добавлении к обычной машине дополнительных средств охлаждения с форсунками 11, размещенных в зоне Z машины, в которой заканчивается затвердевание изделия. На фиг. 3 показаны варианты скорости изменения температуры металла на поверхности и в середине по мере продвижения слитка в зоне Z машины, в которой заканчивается затвердевание. Это продвижение выражается...
Попередній патент: Пристрій для різання струменем рідини надвисокого тиску
Наступний патент: Спосіб ущільнення гальванічних хромових покриттів
Випадковий патент: Пристрій захисту асинхронного електродвигуна з живленням від перетворювача частоти