Спосіб виготовлення товстостінних труб високого тиску з внутрішньою рифленою поверхнею
Номер патенту: 75932
Опубліковано: 15.06.2006
Автори: Олексієнко Ігор Михайлович, Ващенко Василь Пилипович, Топчев Михайло Дмитрович
Формула / Реферат
1. Спосіб виготовлення товстостінних труб високого тиску з внутрішньою рифленою поверхнею, за яким заготовку з'єднують з профільованою оправкою, покритою мастилом, піддають пластичній деформації шляхом обтиску в отворі деформуючого елемента з прикладанням до неї сили з західної сторони деформуючого елемента і роз'єднують з профільованою оправкою, який відрізняється тим, що заготовку піддають холодній пластичній деформації на рухомій або нерухомій фільєрі при застосуванні змащувально-охолоджуючої рідини з формуванням внутрішнього нагартованого поверхневого шару заготовки.
2. Спосіб за п. 1, який відрізняється тим, що заготовку насаджують на профільовану оправку тугою посадкою з попереднім охолодженням профільованої оправки.
Текст
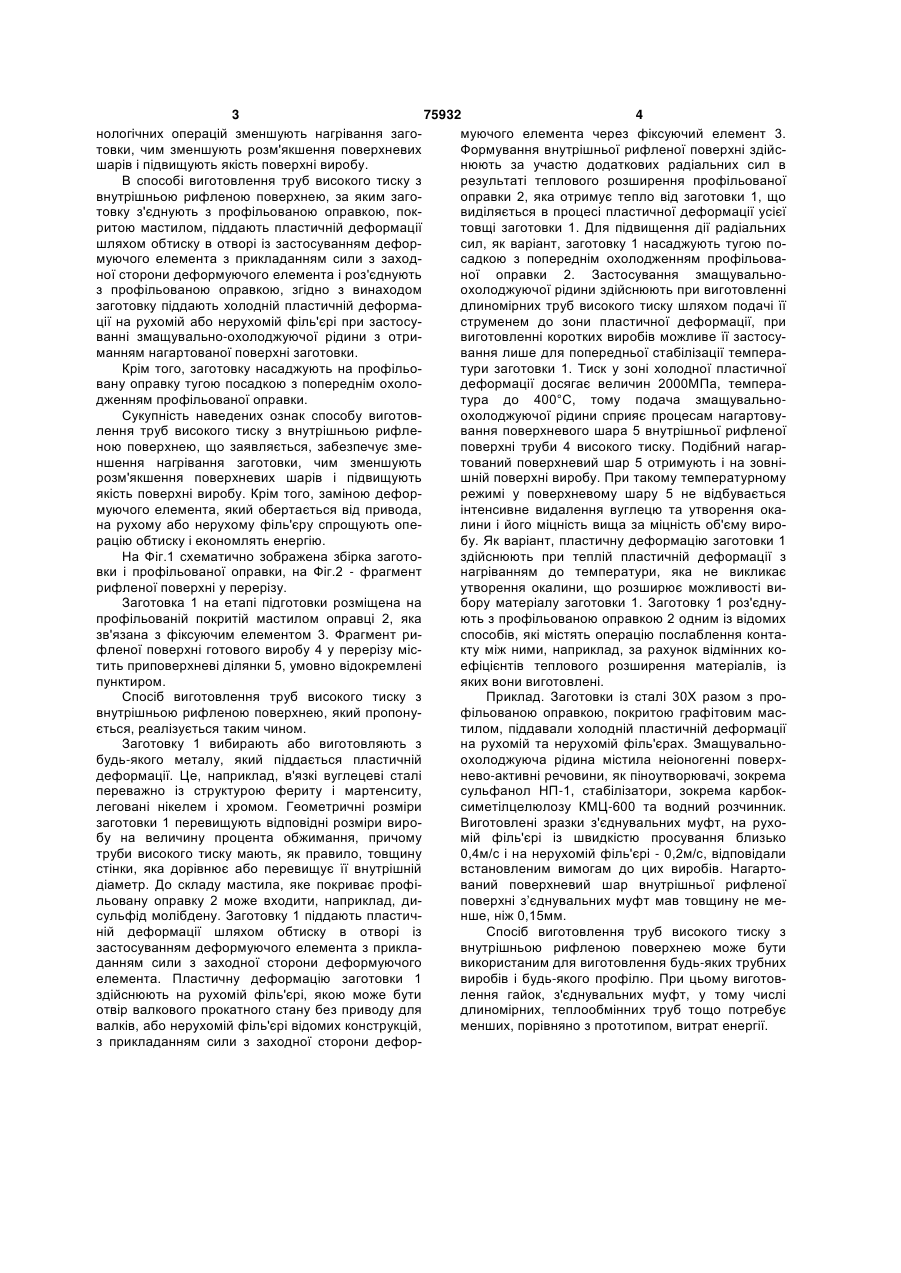
1. Спосіб виготовлення товстостінних труб високого тиску з внутрішньою рифленою поверхнею, за яким заготовку з'єднують з профільованою оправкою, покритою мастилом, піддають пластичній деформації шляхом обтиску в отворі деформуючого елемента з прикладанням до неї сили з західної сторони деформуючого елемента і роз'єднують з профільованою оправкою, який відрізняється тим, що заготовку піддають холодній пластичній деформації на рухомій або нерухомій фільєрі при застосуванні змащувальноохолоджуючої рідини з формуванням внутрішнього нагартованого поверхневого шару заготовки. 2. Спосіб за п.1, який відрізняється тим, що заготовку насаджують на профільовану оправку тугою посадкою з попереднім охолодженням профільованої оправки. UA (21) 2004010497 (22) 22.01.2004 (24) 15.06.2006 (46) 15.06.2006, Бюл. №6, 2006р. (72) Олексієнко Ігор Михайлович, Ващенко Василь Пилипович, Топчев Михайло Дмитрович (73) НАУКОВО-ДОСЛІДНЕ ПІДПРИЄМСТВО УКРАЇНСЬКОЇ АКАДЕМІЇ НАУК "ІНСТИТУТ АВТОМАТИЗОВАНИХ СИСТЕМ" (56) SU 1479190 A1, 15.05.1989 SU 888382, 15.07.1982 RU 2172223 C2, 20.08.2001 JP 61060213, 27.03.1986 JP 4028402, 31.01.1992 US 4854148 A, 08.08.1989 GB 1337195, 14.11.1973 C2 2 (19) 1 3 75932 4 нологічних операцій зменшують нагрівання загомуючого елемента через фіксуючий елемент 3. товки, чим зменшують розм'якшення поверхневих Формування внутрішньої рифленої поверхні здійсшарів і підвищують якість поверхні виробу. нюють за участю додаткових радіальних сил в В способі виготовлення труб високого тиску з результаті теплового розширення профільованої внутрішньою рифленою поверхнею, за яким загооправки 2, яка отримує тепло від заготовки 1, що товку з'єднують з профільованою оправкою, поквиділяється в процесі пластичної деформації усієї ритою мастилом, піддають пластичній деформації товщі заготовки 1. Для підвищення дії радіальних шляхом обтиску в отворі із застосуванням дефорсил, як варіант, заготовку 1 насаджують тугою помуючого елемента з прикладанням сили з заходсадкою з попереднім охолодженням профільованої сторони деформуючого елемента і роз'єднують ної оправки 2. Застосування змащувальноз профільованою оправкою, згідно з винаходом охолоджуючої рідини здійснюють при виготовленні заготовку піддають холодній пластичній деформадлиномірних труб високого тиску шляхом подачі її ції на рухомій або нерухомій філь'єрі при застосуструменем до зони пластичної деформації, при ванні змащувально-охолоджуючої рідини з отривиготовленні коротких виробів можливе її застосуманням нагартованої поверхні заготовки. вання лише для попередньої стабілізації темпераКрім того, заготовку насаджують на профільотури заготовки 1. Тиск у зоні холодної пластичної вану оправку тугою посадкою з попереднім охолодеформації досягає величин 2000МПа, темперадженням профільованої оправки. тура до 400°С, тому подача змащувальноСукупність наведених ознак способу виготовохолоджуючої рідини сприяє процесам нагартовулення труб високого тиску з внутрішньою рифлевання поверхневого шара 5 внутрішньої рифленої ною поверхнею, що заявляється, забезпечує змеповерхні труби 4 високого тиску. Подібний нагарншення нагрівання заготовки, чим зменшують тований поверхневий шар 5 отримують і на зовнірозм'якшення поверхневих шарів і підвищують шній поверхні виробу. При такому температурному якість поверхні виробу. Крім того, заміною дефоррежимі у поверхневому шару 5 не відбувається муючого елемента, який обертається від привода, інтенсивне видалення вуглецю та утворення окана рухому або нерухому філь'єру спрощують опелини і його міцність вища за міцність об'єму вирорацію обтиску і економлять енергію. бу. Як варіант, пластичну деформацію заготовки 1 На Фіг.1 схематично зображена збірка заготоздійснюють при теплій пластичній деформації з вки і профільованої оправки, на Фіг.2 - фрагмент нагріванням до температури, яка не викликає рифленої поверхні у перерізу. утворення окалини, що розширює можливості виЗаготовка 1 на етапі підготовки розміщена на бору матеріалу заготовки 1. Заготовку 1 роз'єднупрофільованій покритій мастилом оправці 2, яка ють з профільованою оправкою 2 одним із відомих зв'язана з фіксуючим елементом 3. Фрагмент риспособів, які містять операцію послаблення контафленої поверхні готового виробу 4 у перерізу міскту між ними, наприклад, за рахунок відмінних котить приповерхневі ділянки 5, умовно відокремлені ефіцієнтів теплового розширення матеріалів, із пунктиром. яких вони виготовлені. Спосіб виготовлення труб високого тиску з Приклад. Заготовки із сталі 30Х разом з провнутрішньою рифленою поверхнею, який пропонуфільованою оправкою, покритою графітовим масється, реалізується таким чином. тилом, піддавали холодній пластичній деформації Заготовку 1 вибирають або виготовляють з на рухомій та нерухомій філь'єрах. Змащувальнобудь-якого металу, який піддається пластичній охолоджуюча рідина містила неіоногенні поверхдеформації. Це, наприклад, в'язкі вуглецеві сталі нево-активні речовини, як піноутворювачі, зокрема переважно із структурою фериту і мартенситу, сульфанол НП-1, стабілізатори, зокрема карбоклеговані нікелем і хромом. Геометричні розміри симетілцелюлозу КМЦ-600 та водний розчинник. заготовки 1 перевищують відповідні розміри вироВиготовлені зразки з'єднувальних муфт, на рухобу на величину процента обжимання, причому мій філь'єрі із швидкістю просування близько труби високого тиску мають, як правило, товщину 0,4м/с і на нерухомій філь'єрі - 0,2м/с, відповідали стінки, яка дорівнює або перевищує її внутрішній встановленим вимогам до цих виробів. Нагартодіаметр. До складу мастила, яке покриває профіваний поверхневий шар внутрішньої рифленої льовану оправку 2 може входити, наприклад, диповерхні з’єднувальних муфт мав товщину не месульфід молібдену. Заготовку 1 піддають пластичнше, ніж 0,15мм. ній деформації шляхом обтиску в отворі із Спосіб виготовлення труб високого тиску з застосуванням деформуючого елемента з приклавнутрішньою рифленою поверхнею може бути данням сили з заходної сторони деформуючого використаним для виготовлення будь-яких трубних елемента. Пластичну деформацію заготовки 1 виробів і будь-якого профілю. При цьому виготовздійснюють на рухомій філь'єрі, якою може бути лення гайок, з'єднувальних муфт, у тому числі отвір валкового прокатного стану без приводу для длиномірних, теплообмінних труб тощо потребує валків, або нерухомій філь'єрі відомих конструкцій, менших, порівняно з прототипом, витрат енергії. з прикладанням сили з заходної сторони дефор 5 Комп’ютерна верстка М. Ломалова 75932 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of preparing the thick-walled pipes of high pressure with internal corrugated surface
Автори англійськоюOleksienko Ihor Mykhailovych, Vaschenko Vasyl Pylypovych, Topchev Mykhailo Dmytrovych
Назва патенту російськоюСпособ изготовления толстостенных труб высокого давления с внутренней рифленой поверхностью
Автори російськоюАлексеенко Игорь Михайлович, Ващенко Василий Филиппович, Топчев Михаил Дмитриевич
МПК / Мітки
МПК: B21D 15/00, B21C 1/16, B21H 3/00
Мітки: труб, високого, внутрішньою, рифленою, товстостінних, спосіб, виготовлення, поверхнею, тиску
Код посилання
<a href="https://ua.patents.su/3-75932-sposib-vigotovlennya-tovstostinnikh-trub-visokogo-tisku-z-vnutrishnoyu-riflenoyu-poverkhneyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення товстостінних труб високого тиску з внутрішньою рифленою поверхнею</a>
Спосіб виготовлення корпусів балонів високого тиску
Номер патенту: 8581
Опубліковано: 15.08.2005
Автори: Юр'єв Михайло Павлович, Жарко Валентин Пантелеймонович, Мельник Віктор Григорович, Сергєєв Віктор Володимирович, Іванов Анатолій Іванович, Літвінський Яків Ісакович, Соломадіна Єлизавета Андріївна, Янковський Володимир Михайлович
МПК: B21D 51/16
Мітки: тиску, спосіб, балонів, корпусів, високого, виготовлення
Формула / Реферат:
Спосіб виготовлення корпусів балонів високого тиску шляхом закатки поворотним інструментом нагрітих кінців сталевої трубної заготовки, який відрізняється тим, що нагрів кінцевої ділянки заготовки під закатку здійснюють таким чином, щоб його температура послідовно зменшувалася від торця заготовки по її довжині в інтервалі від максимальної до мінімальної температур деформації матеріалу заготовки під закатку, при цьому величину температур...
Спосіб виготовлення газових балонів високого тиску
Номер патенту: 39240
Опубліковано: 17.05.2004
Автори: П'ятничко Олександр Іванович, Юр'єв Михайло Павлович, Літвінський Яків Ісакович, Мельник Віктор Григорович, Янковський Володимир Михайлович, Карп Ігор Миколайович, Сергєєв Віктор Володимирович, Іванов Анатолій Іванович
МПК: B21D 22/16, B21D 51/16
Мітки: спосіб, балонів, тиску, виготовлення, газових, високого
Формула / Реферат:
Спосіб виготовлення газових балонів високого тиску шляхом закатки поворотним інструментом попередньо нагрітих кінців безшовної трубчастої заготовки з одержанням днищ та горловин балонів, згідно з яким кутову швидкість поворотного інструмента під час закатки збільшують після досягнення ним кута повороту 0,6 рад, який відрізняється тим, що як трубчасту заготовку використовують трубу, що виготовлена з низьковуглецевої легованої сталі, у якій...
Матеріал контейнера апарата високого тиску і температури та наповнювач шихти для виготовлення контейнера апарата високого тиску
Номер патенту: 55213
Опубліковано: 17.03.2003
Автори: Сороченко Тетяна Антонівна, Нагорний Петро Арсенійович, Боримський Олександр Іванович
МПК: B01J 3/06, C04B 35/03, C04B 35/00
Мітки: високого, виготовлення, тиску, шихти, апарата, наповнювач, температури, контейнера, матеріал
Формула / Реферат:
Запобіжний затвор для пляшок та подібних ємностей, які мають на горлі елементи поздовжньої і кутової фіксації затвора, відноситься до засобів з полімерного матеріалу для герметичного закривання рідких середовищ в пляшках і подібній тарі. Затвор містить розливальну частину і ковпачок, забезпечений відривною ділянкою і елементами зчеплення з розливальною частиною.
Газорозрядна лампа високого тиску і спосіб її виготовлення (варіанти)
Номер патенту: 53797
Опубліковано: 17.02.2003
Автори: Шутовський Владіслав Володимирович, Осауленко Микола Федорович
МПК: H01J 17/00, H01J 1/13, H05B 33/00, H01J 61/06, H01J 61/00
Мітки: тиску, високого, газорозрядна, виготовлення, спосіб, лампа, варіанти
Формула / Реферат:
1. Газорозрядна лампа високого тиску, що містить герметичну колбу, заповнену інертним газом і парами металів, два вварених в її протилежні торці дугові електроди, кожний з яких виконано у вигляді вольфрамового стрижня, на герметичній частині якого розміщений активатор дугового розряду у вигляді спіралі, просоченої емісійноактивним оксидом, яка відрізняється тим, що між герметичною частиною вольфрамового стрижня і активатором дугового розряду...
Гідропристрій для зміцнення товстостінних труб
Номер патенту: 67891
Опубліковано: 15.07.2004
Автори: Адамович Віталій Віталійович, Боженар Віктор Вікторович, Адамович Віталій Миколайович, Боженар Віктор Якимович
МПК: B21J 5/00
Мітки: товстостінних, зміцнення, гідропристрій, труб
Формула / Реферат:
Гідропристрій для зміцнення товстостінних труб, що містить посудину високого тиску, верхню кришку з розміщеним на ній механізмами кріплення та осьового підведення з певним технологічним просвітом над посудиною, який відрізняється тим, що з метою вилучення оброблених труб великої довжини верхня кришка з усіма механізмами кріплення її до посудини та підведення кришки, закріплена на колонах до вилки-столу, який переміщується зворотно-поступово в...
Попередній патент: Горизонтальний барабанний вузол з автобалансирами для відцентрових машин
Наступний патент: Профілактично-лікувальний ветеринарний препарат
Випадковий патент: Біологічно активний засіб у вигляді спиртового екстракту, одержаний із бобрової струмини