Спосіб виготовлення газових балонів високого тиску
Номер патенту: 39240
Опубліковано: 17.05.2004
Автори: Карп Ігор Миколайович, Сергєєв Віктор Володимирович, Іванов Анатолій Іванович, Янковський Володимир Михайлович, П'ятничко Олександр Іванович, Мельник Віктор Григорович, Юр'єв Михайло Павлович, Літвінський Яків Ісакович

Формула / Реферат
Спосіб виготовлення газових балонів високого тиску шляхом закатки поворотним інструментом попередньо нагрітих кінців безшовної трубчастої заготовки з одержанням днищ та горловин балонів, згідно з яким кутову швидкість поворотного інструмента під час закатки збільшують після досягнення ним кута повороту 0,6 рад, який відрізняється тим, що як трубчасту заготовку використовують трубу, що виготовлена з низьковуглецевої легованої сталі, у якій відношення суми відсоткового складу таких зміцнюючих елементів, як вуглець, хром та ванадій, до складу нікелю у відсотках знаходиться у інтервалі 0,23-0,40, при цьому закатку ведуть до досягнення кута повороту інструмента 0,6 рад з кутовою швидкістю (9-11)10-3 рад/об., після цього - з кутовою швидкістю (17-19)10-3 рад/об., а після закатки днищ та горловин здійснюють зміцнюючу термічну обробку балонів, що включає загартування у воді та відпуск, причому відпуск балонів проводять при температурі tвід, що залежить від відношення складу у сталі зміцнюючих елементів, температури загартування і визначається за виразом:
![]()
tвід, - температура відпуску, °С;
![]() - відношення суми відсоткового складу у сталі таких зміцнюючих елементів, як вуглець, хром та ванадій, до складу нікелю у відсотках, відповідно;
- відношення суми відсоткового складу у сталі таких зміцнюючих елементів, як вуглець, хром та ванадій, до складу нікелю у відсотках, відповідно;
tз - температура загартування, °С.
Текст
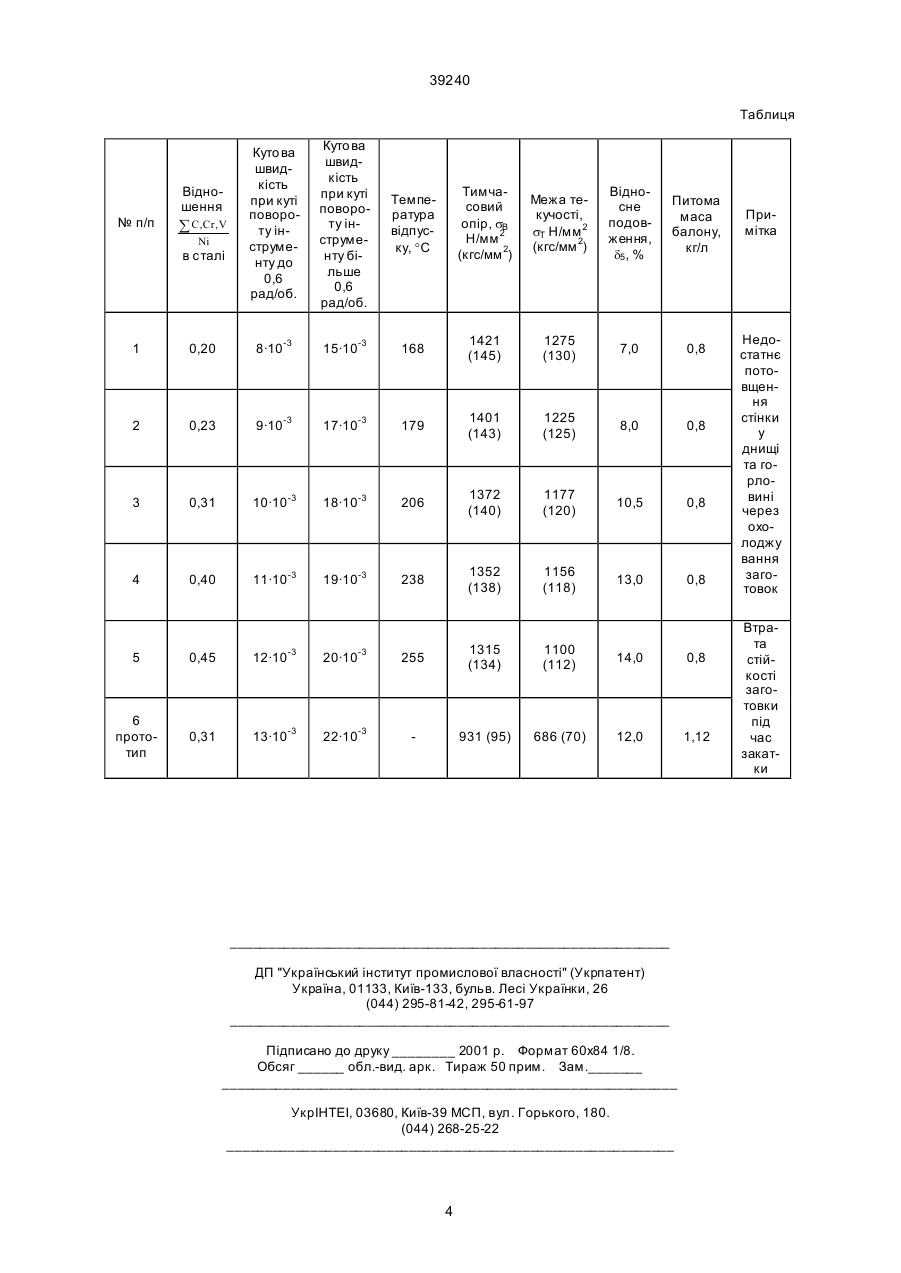
Спосіб виготовлення газових балонів високого тиску шляхом закатки поворотним інструментом попередньо нагрітих кінців безшовної трубної заготовки з одержанням днищ та горловин балонів, згідно з яким кутову швидкість поворотного інструмента під час закатки збільшують після досягнення ним кута повороту 0,6 рад, який відрізняється тим, що як трубну заготовку використовують трубу, що виготовлена з низьковуглецевої легованої сталі, у якої відношення cyми відсоткового 39240 трубних заготовок із відношенням діаметра до товщини стінки D/S до 35. При деформації більш тонкостінних трубних заготовок з D/S більше 35 з швидкісними параметрами закатки, передбаченими цим способом, відбувається втрата стійкості заготовки у зоні деформації з утворенням гофрів та ужимів, що є остаточним браком. Останнє не дає можливості використати більш тонкостінну заготовку для зниження маси балону. В основі даного винаходу лежить рішення задачі по удосконаленню способу виготовлення газових балонів високого тиску шляхом вибору матеріалу заготовки, зміни параметрів провадження процесу закатки i здійсненням додаткової операції зміцнення балонів, у результаті підвищується їх міцність при одночасному зниженні маси балону, внаслідок чого забезпечена можливість використання трубних заготовок, у яких відношення діаметра до товщини стінки перевищує 40. Поставлена задача вирішена тим, що у способі виготовлення газових балонів високого тиску шляхом закатки поворотним інструментом попередньо нагрітих кінців трубної заготовки з одержанням днищ та горловин балонів, згідно з яким кутову швидкість повороту інструменту під час закатки збільшують після досягнення ним кута повороту 0,6 рад, згідно з винаходом, як трубну заготовку використовують тр убу, що вигото влена з низьковуглецевої легованої сталі, у якої відношення суми відсоткового складу таких зміцнюючих елементів, як вуглець, хром та ванадій, до складу нікелю у відсотках знаходиться у інтервалі 0,23-0,40, при цьому закатку ведуть до досягнення кута повороту інстр ументу 0,6 рад з кутовою швидкістю (9-11)10-3 рад/об., після чого з кутовою швидкістю (17-19)10-3 рад/об., а після закатки днищ та горловин здійснюють зміцнюючу термічну обробку балонів, що включає загартування у воді та відпуск, причому відпуск балонів проводять при температурі tвід, що залежить від відношення складу у сталі зміцнюючих елементів, температури загартування і визначається за виразом: æ å C, Cr, V öt , ÷ 3 t від = 0,11ç 1+ 3,5 ç ÷ Ni è ø де: tвід – температура відпуску, °С; заготовок з відношенням діаметру до товщини стінки більше 40. Це пов'язано з тим, що використання низьковуглецевої легованої сталі, що пропонується, із вказаним відношенням зміцнюючих елементів у сполученні з режимом зміцнюючої термічної обробки, що пропонується, дозволяє зменшити товщину стінки заготовки, отже, дозволяє застосувати заготовку з відношенням діаметра до товщини стінки більше 40 і, таким чином, значно зменшити масу балона. При цьому знайдені дослідним шляхом параметри кутової швидкості повороту інструменту під час закатки кінців трубної заготовки із вказаної сталі виключають можливість втрати її стійкості у зоні деформації, оскільки у даному випадку для більш тонкостінних труб застосовані менші величини часткових обтисків (деформації за один оберт заготовки), що досягається зниженням величин кутових швидкостей порівняно з прототипом. Спосіб, що пропонується, здійснюється таким чином. Трубну заготовку - безшовну тр убу з низьковуглецевої легованої сталі з відношенням суми відсоткового складу таких зміцнюючих елементів, як вуглець, хром та ванадій, до складу нікелю у відсотках у інтервалі 0,23-0,40, установлюють у шпиндель спеціальної закатної машини, яка має супорт iз установленим на ньому формуючим інструментом. Шпиндель приводять у обертання з частотою обертання, наприклад 550-700 хв-1, і за допомогою індуктора струмів високої частоти, що установлений на закатній машині, нагрівають кінець заготовки на довжині, що дорівнює, наприклад, 0,8-1,0 її діаметра, до температури 11501200°C. Потім здійснюють деформацію кінця заготовки інструментом, який повертають до досягнення кута повороту 0,6 рад з кутовою швидкістю (911)10-3 рад/об., після чого величину швидкості збільшують до (17-19)10-3 рад/об., на якій і завершують закатку. На одному кінці трубної заготовки формують днище, а на другому - горловину поворотним інструментом, що має різну форму. Після закатки днищ та горловин здійснюють зміцнюючу термічну обробку, що включає загартування у воді та відпуск. Нагрів балона під загартування та відпуск проводять, наприклад, у печах шахтного типу. Декілька балонів (4-6 шт.) установлюють у спеціальний пристрій (касету), який краном завантажують у піч для нагріву під загартування. Нагрів проводять залежно від сталі, що застосовується, до температури 870-930°С з витримуванням після нагріву 20-30 хв (відповідно до загальноприйнятих режимів нагріву під загартування для даної сталі). Після чого пристрій з балонами краном перекосять до загартувального баку з водою i занурюють в нього. Охолодження балону роблять при інтенсивному перемішуванні охолоджуючої рідини. Після охолодження до температурного інтервалу 50-100°С пристрій з балонами завантажують у піч для проведення операції відпуску. Температур у відпуску установлюють для конкретного хімічного складу металу заготовки за емпіричною формулою, що зв'язує відношення складу в сталі зміцнюючих елементів до складу нікелю i температуру загартування: åC, Cr, V - відNi ношення суми відсоткового складу у сталі таких зміцнюючих елементів, як вуглець, хром та ванадій, до складу нікелю у відсотках, відповідно; t3 температура загартування, °С. Слід відзначити, що термін низьковуглецева легована сталь широко відомий (наприклад, див.: Металловедение и термическая обработка стали: Справ. - Изд. 3-е. - Т. 11. Основы термической обработки. - М.: Ме таллургия, 1983. - С. 266). Відміною способу, що пропонується, від прототипу є використання трубної заготовки із сталі з вказаним відношенням зміцнюючих елементів, величини кутової швидкості поворотного інструменту під час закатки, згідно з винаходом, а також здійснення режиму зміцнюючої термічної обробки, що пропонується. Технічним результатом використання способу, що пропонується, є підвищення міцності балонів при одночасному зниженні маси балону за рахунок забезпечення можливості використання трубних 2 39240 зокрема, для сталі, в якій відношення зміцнюючих 0,19; 0,88; 0,15 елементів склало å = 0,31 , темпе3,9 ратура відпуску t від = 0,11(1 + 3,5 × 0,31) 900 = 206°С. æ å C, Cr, V öt , ÷ 3 t від = 0,11ç 1+ 3,5 ç ÷ Ni è ø Tвід - температура відпуску, °С; åC, Cr, V Ni відношення суми відсоткового складу у сталі зміцнюючих елементів, таких як вуглець, хром та ванадій, до складу нікелю у відсотках, відповідно; t3 температура загартування, °С. При даній температурі балони витримують в печі, наприклад протягом двох годин. Після чого здійснюють традиційні операції обробки та випробування балонів. Конкретний приклад Способом, що пропонується, були ви готовлені балони об'ємом 24 л. Для їх виготовлення була використана заготовка діаметром 219 мм з товщиною стінки 4,7 мм, довжиною 900 мм із сталі з складом зміцнюючих елементів в інтервалі С=0,15-0,26%; Сr=0,601,22%; V=0,08-0,2% та Ni=3,60-4,3%. Відношення діаметра до товщини стінки даної заготовки складало 47. Нагрів кінців заготовок під закатку здійснювався індуктором струмів високої частоти на довжині біля 200 мм до температури 1180°C. Далі здійснили деформацію кінця заготовки поворотним інструментом, кутову швидкість повороту якого варіювали до 0,6 рад в інтервалі від 8·10-3 рад/об. до 12·10-3 рад/об., після чого її збільшували до інтервалу від 15·10-3 рад/об. до 20·10-3 рад/об. Закатку днищ робили поворотним інструментом у формі паралелепіпеду, а закатку горловин - спеціально скаліброваним інструментом, який забезпечував послідовне одержання конфігурації кінця заготовки у вигляді конусу та напівсфери з горловиною, діаметр якої поступово зменшувався у процесі закатки. Після закатки днища та горловини здійснювали зміцнюючу термічну обробку, що включає загартування з температури 900°С у воді та відпуск, температуру якого визначили за виразом: æ å C, Cr, V öt , ÷ 3 t від = 0,11ç 1+ 3,5 ç ÷ Ni è ø Балони були виготовлені за різними режимами закатки та зміцнюючої термічної обробки, основні параметри та результати яких наведені в таблиці. Там також наведені результати здійснених випробувань. Аналіз одержаних даних показав, що при використанні способу, що пропонується (див. поз. 2-4 таблиці), забезпечуються стабільні умови процесу закатки та механічні властивості металу балонів в інтервалі значень, що вимагаються (тимчасовий опір ³1334 H/мм 2; межа текучості ³1079 Н/мм 2; відносне подовження d5³8%). При виході за пропоновані межі (див. поз. 1 і 5 таблиці) механічні властивості готови х балонів нижче значень відносного подовження (поз. 1 таблиці) і тимчасового опору (поз. 5 таблиці). При цьому під час закатки з кутовою швидкістю, що відповідає поз. 1, сталося охолодження заготовки, що не дозволило одержати необхідне потовщення стінки у днищі та горловині, а під час закатки з кутовою швидкістю, що відповідає поз. 5, сталася втрата стійкості заготовки. Одержати за прототипом балон із вказаної заготовки з відношенням D/S=47 виявилося неможливим через втрату стійкості заготовки в зоні деформації під час закатки. Але навіть при використанні більш товстостінної заготовки для виготовлення балонів за прототипом, спосіб, що пропонується, порівняно з прототипом (поз. 6 таблиці), забезпечує одержання тонкостінних високоміцних балонів з відношенням D/S=47-50 зі зменшеною на 30% масою. Таким чином, використання способу, що пропонується, забезпечує можливість виготовлення в Україні полегшених автомобільних балонів для стисненого природного газу, який використовується замість рідкого моторного палива. Високий запас міцності балонів (2,6) забезпечує їх високу експлуатаційну надійність. Виробництво таких балонів в Україні буде сприяти вирішенню актуальної проблеми економії бензину і поліпшення екологічних умов у великих промислових центрах. 3 39240 Таблиця Відношення № п/п å C,Cr ,V Ni в сталі Кутова швидкість при куті повороту інструменту до 0,6 рад/об. Кутова швидкість при куті повороту інструменту більше 0,6 рад/об. Температура відпуску, °С Тимчасовий опір, sВ Н/мм 2 (кгс/мм 2) Межа текучості, sТ Н/мм 2 (кгс/мм 2) Відносне подовження, d5 , % Питома маса балону, кг/л 1 0,20 8·10-3 15·10-3 168 1421 (145) 1275 (130) 7,0 0,8 2 0,23 9·10-3 17·10-3 179 1401 (143) 1225 (125) 8,0 0,8 3 0,31 10·10-3 18·10-3 206 1372 (140) 1177 (120) 10,5 0,8 4 0,40 11·10-3 19·10-3 238 1352 (138) 1156 (118) 13,0 0,8 5 0,45 12·10-3 20·10-3 255 1315 (134) 1100 (112) 14,0 0,8 6 прототип 0,31 13·10-3 22·10-3 931 (95) 686 (70) 12,0 1,12 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4 Примітка Недостатнє потовщення стінки у днищі та горловині через охолоджу вання заготовок Втрата стійкості заготовки під час закатки
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of high-pressure cylinders
Автори англійськоюSerhieiev Viktor Volodymyrovych, Ivanov Anatolii Ivanovych, Yankovskyi Volodymyr Mykhailovych, Yuriev Mykhailo Pavlovych, Melnyk Viktor Hryhorovych, Karp Ihor Mykolaiovych, Piatnychko Oleksandr Ivanovych
Назва патенту російськоюСпособ изготовления газовых баллонов высокого давления
Автори російськоюСергеев Виктор Владимирович, Иванов Анатолий Иванович, Янковский Владимир Михайлович, Юрьев Михаил Павлович, Мельник Виктор Григорьевич, Карп Игорь Николаевич, Пятничко Александр Иванович
МПК / Мітки
МПК: B21D 22/16, B21D 51/16
Мітки: тиску, газових, високого, балонів, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/4-39240-sposib-vigotovlennya-gazovikh-baloniv-visokogo-tisku.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення газових балонів високого тиску</a>
Спосіб виготовлення корпусів балонів з вуглецевої сталі
Номер патенту: 52488
Опубліковано: 16.12.2002
Автори: Юр'єв Михайло Павлович, Сергєєв Віктор Володимирович, Макатьора Володимир Сергійович, Мельник Віктор Григорович, Іванов Анатолій Іванович
МПК: B21D 51/16
Мітки: корпусів, вуглецевої, балонів, виготовлення, сталі, спосіб
Формула / Реферат:
Спосіб виготовлення корпусів балонів з вуглецевої сталі, що включає почергове нагрівання кожного з кінців обертової циліндричної заготовки до температури 1180-1220°С, наступну закатку нагрітого кінця за допомогою поворотного інструмента тертя ковзання до формоутворення на одному з кінців днища, а на іншому - горловини, який відрізняється тим, що в процесі закатки днища температуру кінця циліндричної заготовки, на якій його формоутворюють,...
Спосіб виготовлення балонів і сосудів із алюмінію та його сплавів
Номер патенту: 13781
Опубліковано: 25.04.1997
Автори: Близнюков Євгеній Олександрович, Іванов Анатолій Іванович, Літвінський Яків Ісаакович, Острін Григорій Якович, Атаманенко Олена Євгенівна, Сергєєв Віктор Володимирович, Сирота Олександр Володимирович, Щіпіцин Вадим Михайлович
МПК: B21D 51/16
Мітки: виготовлення, спосіб, сплавів, балонів, алюмінію, сосудів
Формула / Реферат:
Способ изготовления баллонов и сосудов из алюминия и его сплавов обкаткой вращающейся трубчатой заготовки, отличающийся тем, что формообразование элементов профиля осуществляют путем закатки концевого участка инструментом трения скольжения или качения, при этом перед закаткой формоизменяемый участок заготовки охлаждают в жидком азоте, а закатку ведут таким образом, что конечный радиус торца деформируемой заготовки после одного ее оборота...
Матеріал контейнера апарата високого тиску і температури та наповнювач шихти для виготовлення контейнера апарата високого тиску
Номер патенту: 55213
Опубліковано: 17.03.2003
Автори: Сороченко Тетяна Антонівна, Нагорний Петро Арсенійович, Боримський Олександр Іванович
МПК: B01J 3/06, C04B 35/00, C04B 35/03
Мітки: високого, матеріал, температури, шихти, наповнювач, тиску, контейнера, виготовлення, апарата
Формула / Реферат:
Запобіжний затвор для пляшок та подібних ємностей, які мають на горлі елементи поздовжньої і кутової фіксації затвора, відноситься до засобів з полімерного матеріалу для герметичного закривання рідких середовищ в пляшках і подібній тарі. Затвор містить розливальну частину і ковпачок, забезпечений відривною ділянкою і елементами зчеплення з розливальною частиною.
Інструмент для закатки горловин балонів
Номер патенту: 30609
Опубліковано: 15.04.2003
Автори: Хаустов Георгій Йосипович, Іванов Анатолій Іванович, Ігнатенко Генадій Анатолійович, Макатьора Володимир Сергійович, Щіпіцин Вадим Михайлович
МПК: B21D 41/00, B21D 51/16
Мітки: балонів, закатки, інструмент, горловин
Формула / Реферат:
Інструмент для закатки горловин балонів у вигляді поворотної основи, на робочій поверхні якої розташовані формувальна частина та калібрувальна частина, що має циліндричну поверхню, який відрізняється тим, що формувальна частина виконана у вигляді частини увігнутої кульової поверхні з радіусом, який дорівнює 1,3-1,4 радіуса заготовки, обмеженої спряженими лініями переходу, які утворені перерізом кульової поверхні площиною, паралельною основі ,...
Спосіб виготовлення ламп високого тиску
Номер патенту: 10605
Опубліковано: 25.12.1996
Автори: Соломатін Алєксандр Івановіч, Горбатова Таміла Ілларіонівна, Саламатін Станіслав Іванович, Власов Володимир Миколайович, Бичєнко Валєнтіна Дмітрієвна, Берчун Валерій Петрович, Авербух Валерій Йосипович, Ковітова Ніна Іванівна, Литвин Анатолій Павлович, Сергеєв Володимир Іванович
МПК: H01J 9/38
Мітки: тиску, спосіб, виготовлення, ламп, високого
Формула / Реферат:
1. Способ изготовления ламп высокого давления, включающий предварительную откачку баллона лампы, высоковакуумную откачку, обезгаживание лампы путем термической обработки, охлаждение и отпай лампы, отличающийся тем, что перед предварительной откачкой осуществляют термическую обработку до 60-100°С газовой атмосферы лампы путем зажигания горелки лампы, а высоковакуумную откачку осуществляют путем нагрева нераспыляемых высокопористых...
Попередній патент: Прилад для імітації явища магнітного дуття
Наступний патент: Спосіб одержання препарату трипсин-подібних протеолітичних ферментів для внутрішньосудинного введення
Випадковий патент: Спосіб доведення на концентраційному столі промпродуктів від попередніх концентрацій елементів брухту радіоелектронної апаратури