Конічна розвертка
Номер патенту: 78783
Опубліковано: 25.04.2007
Формула / Реферат
Конічна розвертка, що має хвостовик та різальну частину з гвинтовим направленням зубців і стружковідвідними канавками, причому зубці розділені додатковими поперечними канавками на окремі нахилені різальні елементи, зміщені один відносно одного на сусідніх зубцях, яка відрізняється тим, що різальні елементи розташовано на двозахідних гвинтових лініях, створених з направленням, що співпадає з гвинтовим направленням зубців, і виконаних з більшим кутом нахилу до осі порівняно з кутом нахилу зубців, які виконано в кількості трьох з шириною, більшою ніж ширина стружковідвідних канавок, причому ширину додаткових поперечних канавок на зубцях виконано меншою за товщини окремих різальних елементів.
Текст
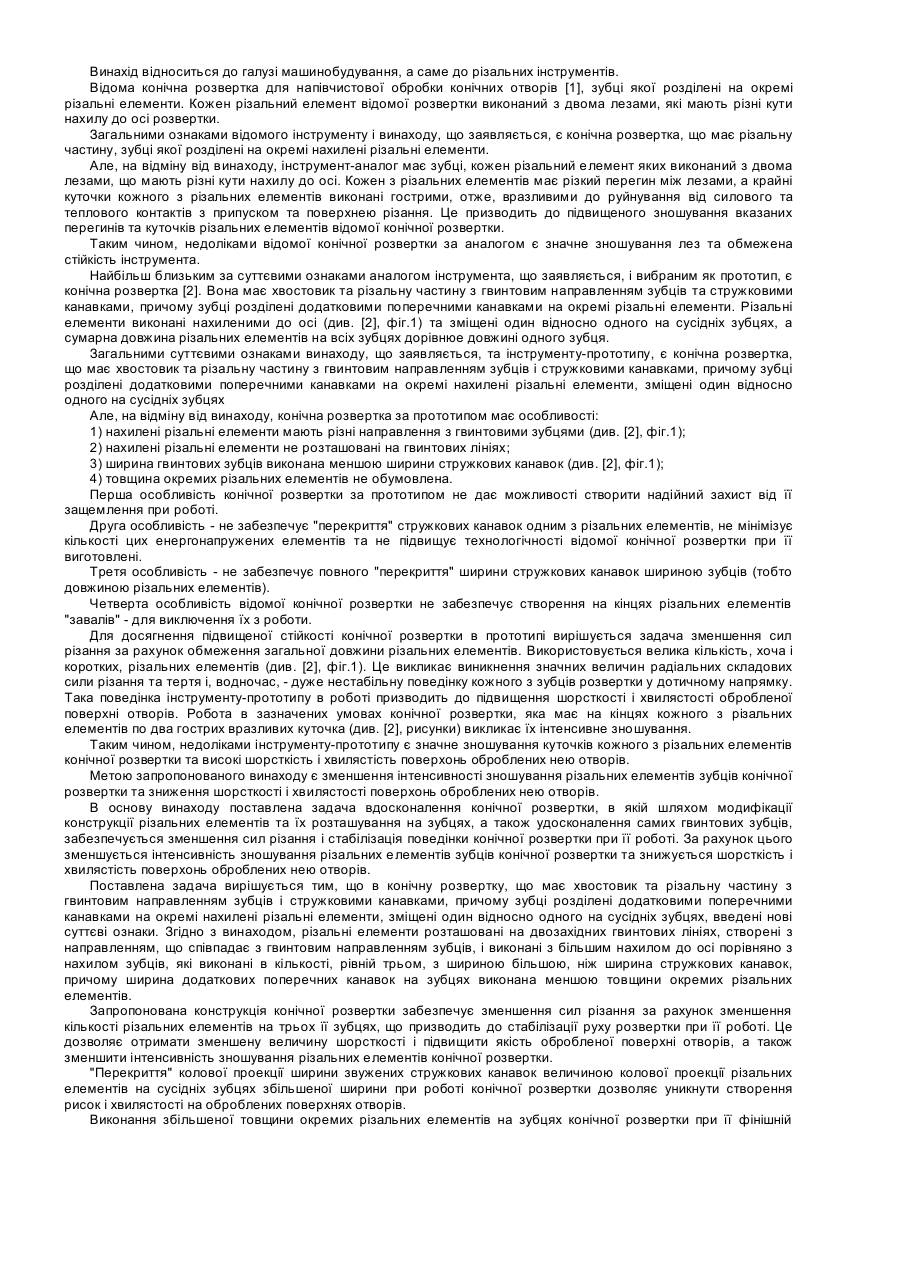
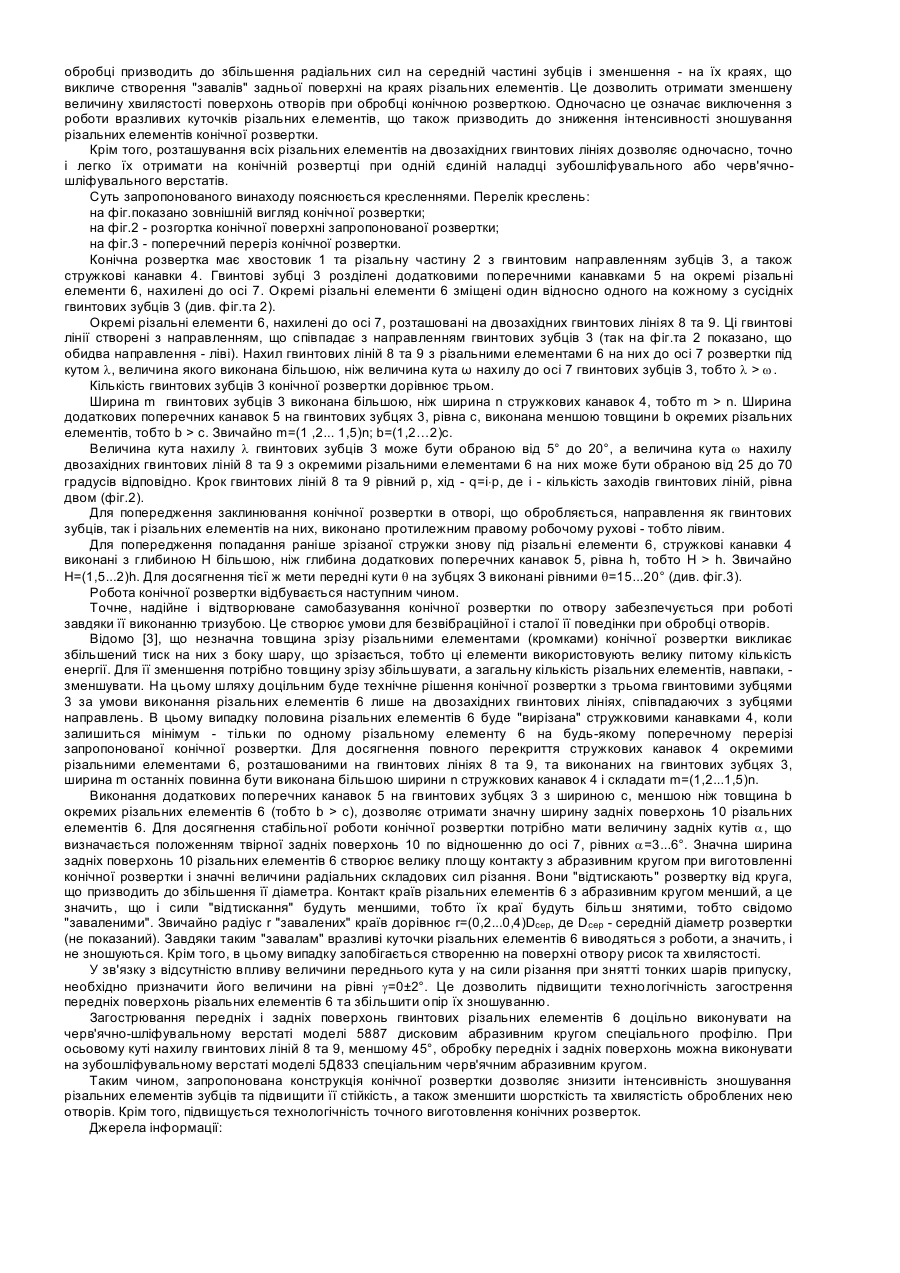
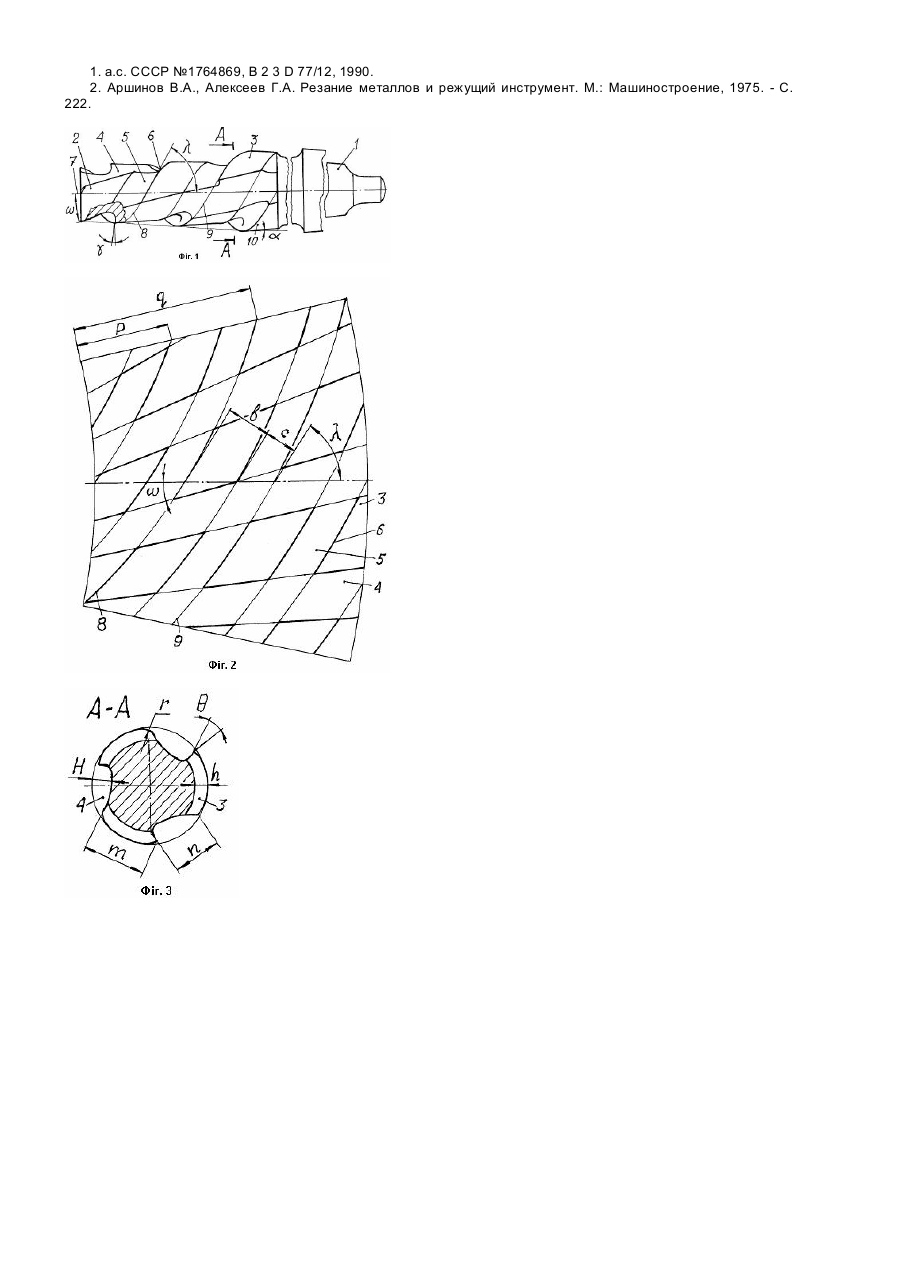
Винахід відноситься до галузі машинобудування, а саме до різальних інструментів. Відома конічна розвертка для напівчистової обробки конічних отворів [1], зубці якої розділені на окремі різальні елементи. Кожен різальний елемент відомої розвертки виконаний з двома лезами, які мають різні кути нахилу до осі розвертки. Загальними ознаками відомого інструменту і винаходу, що заявляється, є конічна розвертка, що має різальну частину, зубці якої розділені на окремі нахилені різальні елементи. Але, на відміну від винаходу, інструмент-аналог має зубці, кожен різальний елемент яких виконаний з двома лезами, що мають різні кути нахилу до осі. Кожен з різальних елементів має різкий перегин між лезами, а крайні куточки кожного з різальних елементів виконані гострими, отже, вразливими до руйнування від силового та теплового контактів з припуском та поверхнею різання. Це призводить до підвищеного зношування вказаних перегинів та куточків різальних елементів відомої конічної розвертки. Таким чином, недоліками відомої конічної розвертки за аналогом є значне зношування лез та обмежена стійкість інструмента. Найбільш близьким за суттєвими ознаками аналогом інструмента, що заявляється, і вибраним як прототип, є конічна розвертка [2]. Вона має хвостовик та різальну частину з гвинтовим направленням зубців та стружковими канавками, причому зубці розділені додатковими поперечними канавками на окремі різальні елементи. Різальні елементи виконані нахиленими до осі (див. [2], фіг.1) та зміщені один відносно одного на сусідніх зубцях, а сумарна довжина різальних елементів на всіх зубцях дорівнюе довжині одного зубця. Загальними суттєвими ознаками винаходу, що заявляється, та інструменту-прототипу, є конічна розвертка, що має хвостовик та різальну частину з гвинтовим направленням зубців і стружковими канавками, причому зубці розділені додатковими поперечними канавками на окремі нахилені різальні елементи, зміщені один відносно одного на сусідніх зубцях Але, на відміну від винаходу, конічна розвертка за прототипом має особливості: 1) нахилені різальні елементи мають різні направлення з гвинтовими зубцями (див. [2], фіг.1); 2) нахилені різальні елементи не розташовані на гвинтових лініях; 3) ширина гвинтових зубців виконана меншою ширини стружкових канавок (див. [2], фіг.1); 4) товщина окремих різальних елементів не обумовлена. Перша особливість конічної розвертки за прототипом не дає можливості створити надійний захист від її защемлення при роботі. Друга особливість - не забезпечує "перекриття" стружкових канавок одним з різальних елементів, не мінімізує кількості цих енергонапружених елементів та не підвищує технологічності відомої конічної розвертки при її виготовлені. Третя особливість - не забезпечує повного "перекриття" ширини стружкових канавок шириною зубців (тобто довжиною різальних елементів). Четверта особливість відомої конічної розвертки не забезпечує створення на кінцях різальних елементів "завалів" - для виключення їх з роботи. Для досягнення підвищеної стійкості конічної розвертки в прототипі вирішується задача зменшення сил різання за рахунок обмеження загальної довжини різальних елементів. Використовується велика кількість, хоча і коротких, різальних елементів (див. [2], фіг.1). Це викликає виникнення значних величин радіальних складових сили різання та тертя і, водночас, - дуже нестабільну поведінку кожного з зубців розвертки у дотичному напрямку. Така поведінка інструменту-прототипу в роботі призводить до підвищення шорсткості і хвилястості обробленої поверхні отворів. Робота в зазначених умовах конічної розвертки, яка має на кінцях кожного з різальних елементів по два гострих вразливих куточка (див. [2], рисунки) викликає їх інтенсивне зношування. Таким чином, недоліками інструменту-прототипу є значне зношування куточків кожного з різальних елементів конічної розвертки та високі шорсткість і хвилястість поверхонь оброблених нею отворів. Метою запропонованого винаходу є зменшення інтенсивності зношування різальних елементів зубців конічної розвертки та зниження шорсткості і хвилястості поверхонь оброблених нею отворів. В основу винаходу поставлена задача вдосконалення конічної розвертки, в якій шляхом модифікації конструкції різальних елементів та їх розташування на зубцях, а також удосконалення самих гвинтових зубців, забезпечується зменшення сил різання і стабілізація поведінки конічної розвертки при її роботі. За рахунок цього зменшується інтенсивність зношування різальних елементів зубців конічної розвертки та знижується шорсткість і хвилястість поверхонь оброблених нею отворів. Поставлена задача вирішується тим, що в конічну розвертку, що має хвостовик та різальну частину з гвинтовим направленням зубців і стружковими канавками, причому зубці розділені додатковими поперечними канавками на окремі нахилені різальні елементи, зміщені один відносно одного на сусідніх зубцях, введені нові суттєві ознаки. Згідно з винаходом, різальні елементи розташовані на двозахідних гвинтових лініях, створені з направленням, що співпадає з гвинтовим направленням зубців, і виконані з більшим нахилом до осі порівняно з нахилом зубців, які виконані в кількості, рівній трьом, з шириною більшою, ніж ширина стружкових канавок, причому ширина додаткових поперечних канавок на зубцях виконана меншою товщини окремих різальних елементів. Запропонована конструкція конічної розвертки забезпечує зменшення сил різання за рахунок зменшення кількості різальних елементів на трьох її зубцях, що призводить до стабілізації руху розвертки при її роботі. Це дозволяє отримати зменшену величину шорсткості і підвищити якість обробленої поверхні отворів, а також зменшити інтенсивність зношування різальних елементів конічної розвертки. "Перекриття" колової проекції ширини звужених стружкових канавок величиною колової проекції різальних елементів на сусідніх зубцях збільшеної ширини при роботі конічної розвертки дозволяє уникнути створення рисок і хвилястості на оброблених поверхнях отворів. Виконання збільшеної товщини окремих різальних елементів на зубцях конічної розвертки при її фінішній обробці призводить до збільшення радіальних сил на середній частині зубців і зменшення - на їх краях, що викличе створення "завалів" задньої поверхні на краях різальних елементів. Це дозволить отримати зменшену величину хвилястості поверхонь отворів при обробці конічною розверткою. Одночасно це означає виключення з роботи вразливих куточків різальних елементів, що також призводить до зниження інтенсивності зношування різальних елементів конічної розвертки. Крім того, розташування всіх різальних елементів на двозахідних гвинтових лініях дозволяє одночасно, точно і легко їх отримати на конічній розвертці при одній єдиній наладці зубошліфувального або черв'ячношліфувального верстатів. Суть запропонованого винаходу пояснюється кресленнями. Перелік креслень: на фіг.показано зовнішній вигляд конічної розвертки; на фіг.2 - розгортка конічної поверхні запропонованої розвертки; на фіг.3 - поперечний переріз конічної розвертки. Конічна розвертка має хвостовик 1 та різальну частину 2 з гвинтовим направленням зубців 3, а також стружкові канавки 4. Гвинтові зубці 3 розділені додатковими поперечними канавками 5 на окремі різальні елементи 6, нахилені до осі 7. Окремі різальні елементи 6 зміщені один відносно одного на кожному з сусідніх гвинтових зубців 3 (див. фіг.та 2). Окремі різальні елементи 6, нахилені до осі 7, розташовані на двозахідних гвинтових лініях 8 та 9. Ці гвинтові лінії створені з направленням, що співпадає з направленням гвинтових зубців 3 (так на фіг.та 2 показано, що обидва направлення - ліві). Нахил гвинтових ліній 8 та 9 з різальними елементами 6 на них до осі 7 розвертки під кутом l, величина якого виконана більшою, ніж величина кута ω нахилу до осі 7 гвинтових зубців 3, тобто l > w . Кількість гвинтових зубців 3 конічної розвертки дорівнює трьом. Ширина m гвинтових зубців 3 виконана більшою, ніж ширина n стружкових канавок 4, тобто m > n. Ширина додаткових поперечних канавок 5 на гвинтових зубцях 3, рівна с, виконана меншою товщини b окремих різальних елементів, тобто b > с. Звичайно m=(1 ,2... 1,5)n; b=(1,2…2)c. Величина кута нахилу l гвинтових зубців 3 може бути обраною від 5° до 20°, а величина кута w нахилу двозахідних гвинтових ліній 8 та 9 з окремими різальними елементами 6 на них може бути обраною від 25 до 70 градусів відповідно. Крок гвинтових ліній 8 та 9 рівний p, хід - q=i×р, де і - кількість заходів гвинтових ліній, рівна двом (фіг.2). Для попередження заклинювання конічної розвертки в отворі, що обробляється, направлення як гвинтових зубців, так і різальних елементів на них, виконано протилежним правому робочому рухові - тобто лівим. Для попередження попадання раніше зрізаної стружки знову під різальні елементи 6, стружкові канавки 4 виконані з глибиною Η більшою, ніж глибина додаткових поперечних канавок 5, рівна h, тобто Η > h. Звичайно H=(1,5...2)h. Для досягнення тієї ж мети передні кути q на зубцях З виконані рівними q=15...20°(див. фіг.3). Робота конічної розвертки відбувається наступним чином. Точне, надійне і відтворюване самобазування конічної розвертки по отвору забезпечується при роботі завдяки її виконанню тризубою. Це створює умови для безвібраційної і сталої її поведінки при обробці отворів. Відомо [3], що незначна товщина зрізу різальними елементами (кромками) конічної розвертки викликає збільшений тиск на них з боку шару, що зрізається, тобто ці елементи використовують велику питому кількість енергії. Для її зменшення потрібно товщину зрізу збільшувати, а загальну кількість різальних елементів, навпаки, зменшувати. На цьому шляху доцільним буде технічне рішення конічної розвертки з трьома гвинтовими зубцями 3 за умови виконання різальних елементів 6 лише на двозахідних гвинтових лініях, співпадаючих з зубцями направлень. В цьому випадку половина різальних елементів 6 буде "вирізана" стружковими канавками 4, коли залишиться мінімум - тільки по одному різальному елементу 6 на будь-якому поперечному перерізі запропонованої конічної розвертки. Для досягнення повного перекриття стружкових канавок 4 окремими різальними елементами 6, розташованими на гвинтових лініях 8 та 9, та виконаних на гвинтових зубцях 3, ширина m останніх повинна бути виконана більшою ширини n стружкових канавок 4 і складати m=(1,2...1,5)n. Виконання додаткових поперечних канавок 5 на гвинтових зубцях 3 з шириною с, меншою ніж товщина b окремих різальних елементів 6 (тобто b > с), дозволяє отримати значну ширину задніх поверхонь 10 різальних елементів 6. Для досягнення стабільної роботи конічної розвертки потрібно мати величину задніх кутів a, що визначається положенням твірної задніх поверхонь 10 по відношенню до осі 7, рівних a=3...6°. Значна ширина задніх поверхонь 10 різальних елементів 6 створює велику площу контакту з абразивним кругом при виготовленні конічної розвертки і значні величини радіальних складових сил різання. Вони "відтискають" розвертку від круга, що призводить до збільшення її діаметра. Контакт країв різальних елементів 6 з абразивним кругом менший, а це значить, що і сили "відтискання" будуть меншими, тобто їх краї будуть більш знятими, тобто свідомо "заваленими". Звичайно радіус r "завалених" країв дорівнює r=(0,2...0,4)Dcер, де Dсep - середній діаметр розвертки (не показаний). Завдяки таким "завалам" вразливі куточки різальних елементів 6 виводяться з роботи, а значить, і не зношуються. Крім того, в цьому випадку запобігається створенню на поверхні отвору рисок та хвилястості. У зв'язку з відсутністю впливу величини переднього кута у на сили різання при знятті тонких шарів припуску, необхідно призначити його величини на рівні g=0±2°. Це дозволить підвищити технологічність загострення передніх поверхонь різальних елементів 6 та збільшити опір їх зношуванню. Загострювання передніх і задніх поверхонь гвинтових різальних елементів 6 доцільно виконувати на черв'ячно-шліфувальному верстаті моделі 5887 дисковим абразивним кругом спеціального профілю. При осьовому куті нахилу гвинтових ліній 8 та 9, меншому 45°, обробку передніх і задніх поверхонь можна виконувати на зубошліфувальному верстаті моделі 5Д833 спеціальним черв'ячним абразивним кругом. Таким чином, запропонована конструкція конічної розвертки дозволяє знизити інтенсивність зношування різальних елементів зубців та підвищити її стійкість, а також зменшити шорсткість та хвилястість оброблених нею отворів. Крім того, підвищується технологічність точного виготовлення конічних розверток. Джерела інформації: 1. а.с. СССР №1764869, В 2 3 D 77/12, 1990. 2. Аршинов Β.Α., Алексеев Γ.Α. Резание металлов и режущий инструмент. М.: Машиностроение, 1975. - С. 222.
ДивитисяДодаткова інформація
Назва патенту англійськоюConical reamer
Автори англійськоюMelnychuk Petro Petrovych, Skochko Yevhen Viktorovych
Назва патенту російськоюКоническая развертка
Автори російськоюМельничук Петр Петрович, Скочко Евгений Викторович
МПК / Мітки
МПК: B23D 77/00
Код посилання
<a href="https://ua.patents.su/3-78783-konichna-rozvertka.html" target="_blank" rel="follow" title="База патентів України">Конічна розвертка</a>
Комбіноване свердло-розвертка
Номер патенту: 14306
Опубліковано: 15.05.2006
Автор: Левкович Михайло Генадійович
МПК: B23B 51/06
Мітки: свердло-розвертка, комбіноване
Формула / Реферат:
Комбіноване свердло-розвертка, яке виконане у вигляді хвостовика, торцевих і поздовжніх різальних кромок, канавок для подрібнення і відведення стружки, яке відрізняється тим, що на торцевих різальних кромках виконані подрібнювальні канавки, а на поздовжніх різальних кромках подрібнювальні канавки виконані в шахматному порядку і закінчуються виконаною гладкою конічною поверхнею, яка є більшою від товщини комбінованого свердла-розвертки, а в...
Спосіб обробки наскрізних отворів інструментом типу зенкер-розвертка
Номер патенту: 5691
Опубліковано: 15.03.2005
Автори: Малишко Іван Олександрович, Мірошниченко Олександр Володимирович
МПК: B23D 77/00
Мітки: наскрізних, спосіб, інструментом, обробки, зенкер-розвертка, типу, отворів
Формула / Реферат:
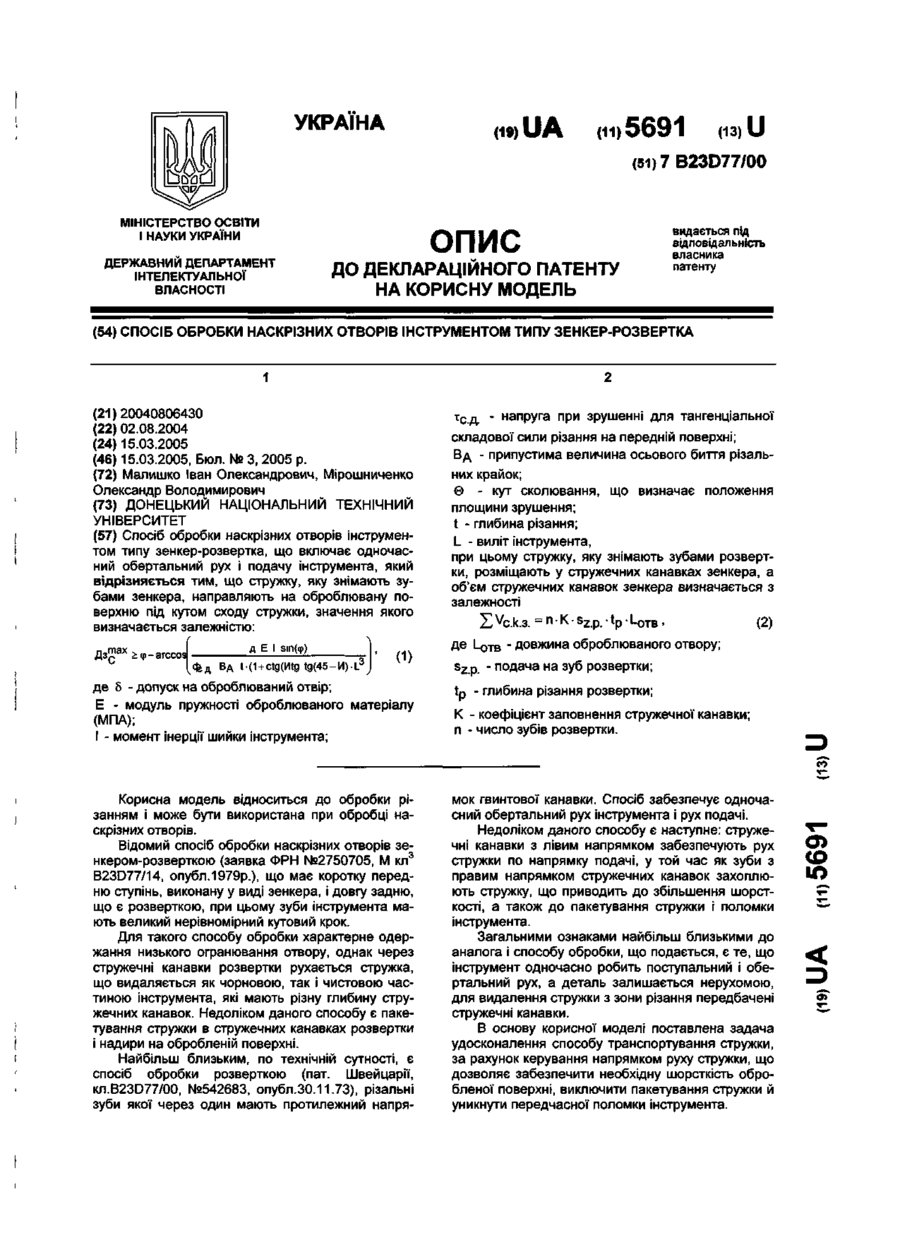
Спосіб обробки наскрізних отворів інструментом типу зенкер-розвертка, що включає одночасний обертальний рух і подачу інструмента, який відрізняється тим, що стружку, яку знімають зубами зенкера, направляють на оброблювану поверхню під кутом сходу стружки, значення якого визначається залежністю:, (1)де
Комбінована розвертка
Номер патенту: 37600
Опубліковано: 15.05.2001
Автори: Придатко Євген Олексійович, Татьянченко Олександр Григорович, Малишко Іван Олександрович, Дядюшек Василь Васильович
МПК: B23D 77/00
Мітки: розвертка, комбінована
Формула / Реферат:
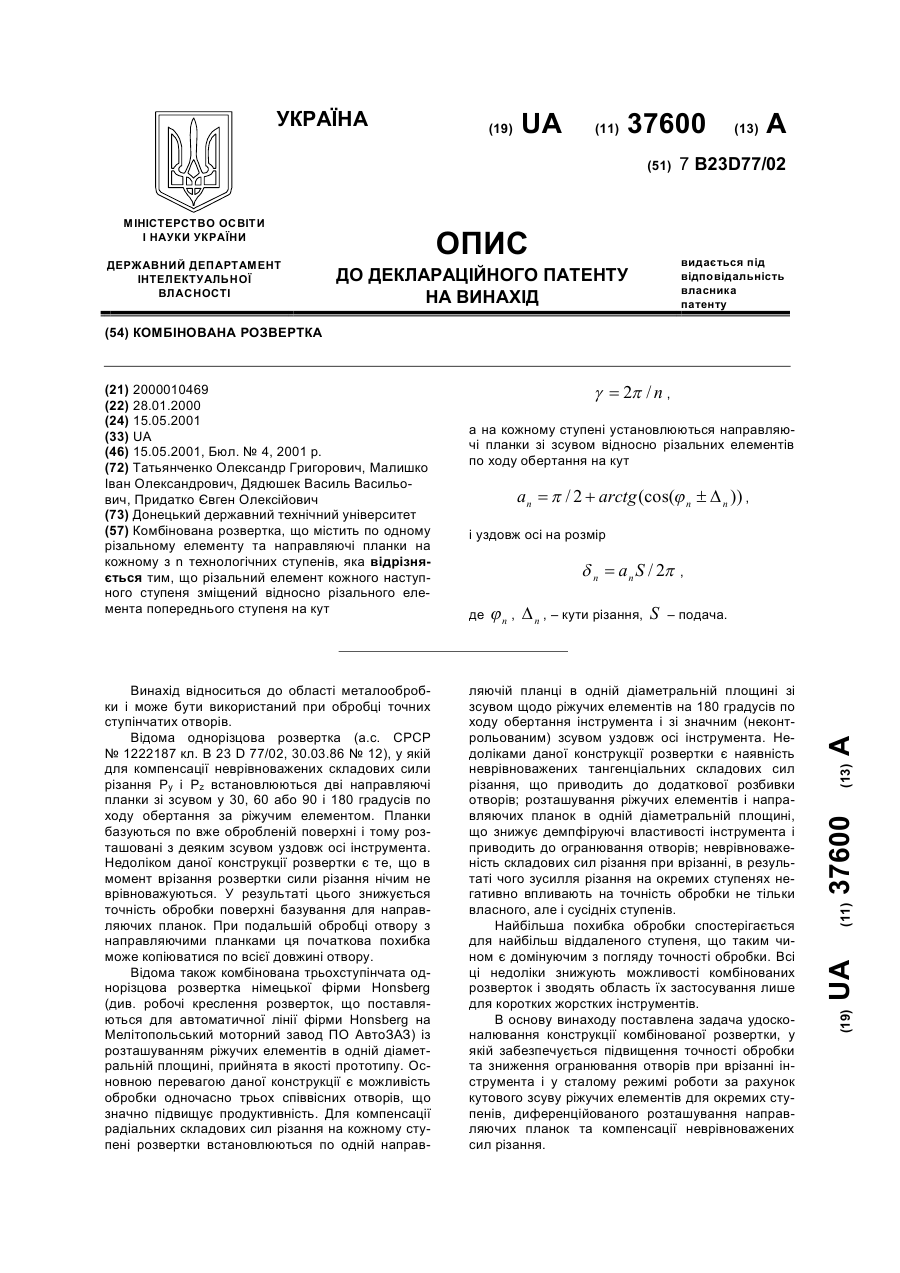
Комбінована розвертка, що містить по одному різальному елементу та направляючі планки на кожному з п технологічних ступенів, яка відрізняється тим, що різальний елемент кожного наступного ступеня зміщений відносно різального елемента попереднього ступеня на кутg=2p/п,а на кожному ступені установлюються направляючі планки зі зсувом відносно різальних елементів по ходу обертання на кутan = p¤2 + arctg (cos (jn ±...
Розвертка

Номер патенту: 37558
Опубліковано: 15.05.2001
Автори: Малишко Іван Олександрович, Дядюшек Василь Васильович, Татьянченко Олександр Григорович
МПК: B23D 77/00
Мітки: розвертка
Формула / Реферат:
Розвертка з нерівномірним розподілом z зубів по окружності з чергуванням зростаючих і спадних кутових кроків, що відрізняється тим, що кожна і-та пара зубів, розташована в одній діаметральній площині, виконана усунутою уздовж осі інструмента щодо пари зубів, що розташовані за мінімальним кутовим кроком Qmin, на розмір
Зенкер-розвертка

Номер патенту: 65259
Опубліковано: 15.06.2006
Автори: Коваленко Валерій Ілліч, Малишко Іван Олександрович
МПК: B23D 77/00
Мітки: зенкер-розвертка
Формула / Реферат:
Зенкер-розвертка, що містить державку і два різальних ступені, перший з яких зв'язаний з державкою жорстко, яка відрізняється тим, що другий ступінь встановлений в державці з можливістю зворотно-поступального переміщення перпендикулярно осі інструмента, причому довжина калібрувальної частини другого ступеня більша від довжини калібрувальної частини першого ступеня.
Попередній патент: Універсальна головка для магнітно-абразивної обробки
Наступний патент: Система та спосіб накладання вантажних полиць на вантажну одиницю
Випадковий патент: Спосіб подачі діоксиду вуглецю на синтез карбаміду і установка для його здійснення