Комбінована розвертка
Номер патенту: 37600
Опубліковано: 15.05.2001
Автори: Татьянченко Олександр Григорович, Дядюшек Василь Васильович, Малишко Іван Олександрович, Придатко Євген Олексійович

Формула / Реферат
Комбінована розвертка, що містить по одному різальному елементу та направляючі планки на кожному з п технологічних ступенів, яка відрізняється тим, що різальний елемент кожного наступного ступеня зміщений відносно різального елемента попереднього ступеня на кут
g=2p/п,
а на кожному ступені установлюються направляючі планки зі зсувом відносно різальних елементів по ходу обертання на кут
an = p¤2 + arctg (cos (jn ± Dn))
і уздовж осі на розмір
dn = anS¤2p,
де jn, Dn - кути різання, S - подача.
Текст
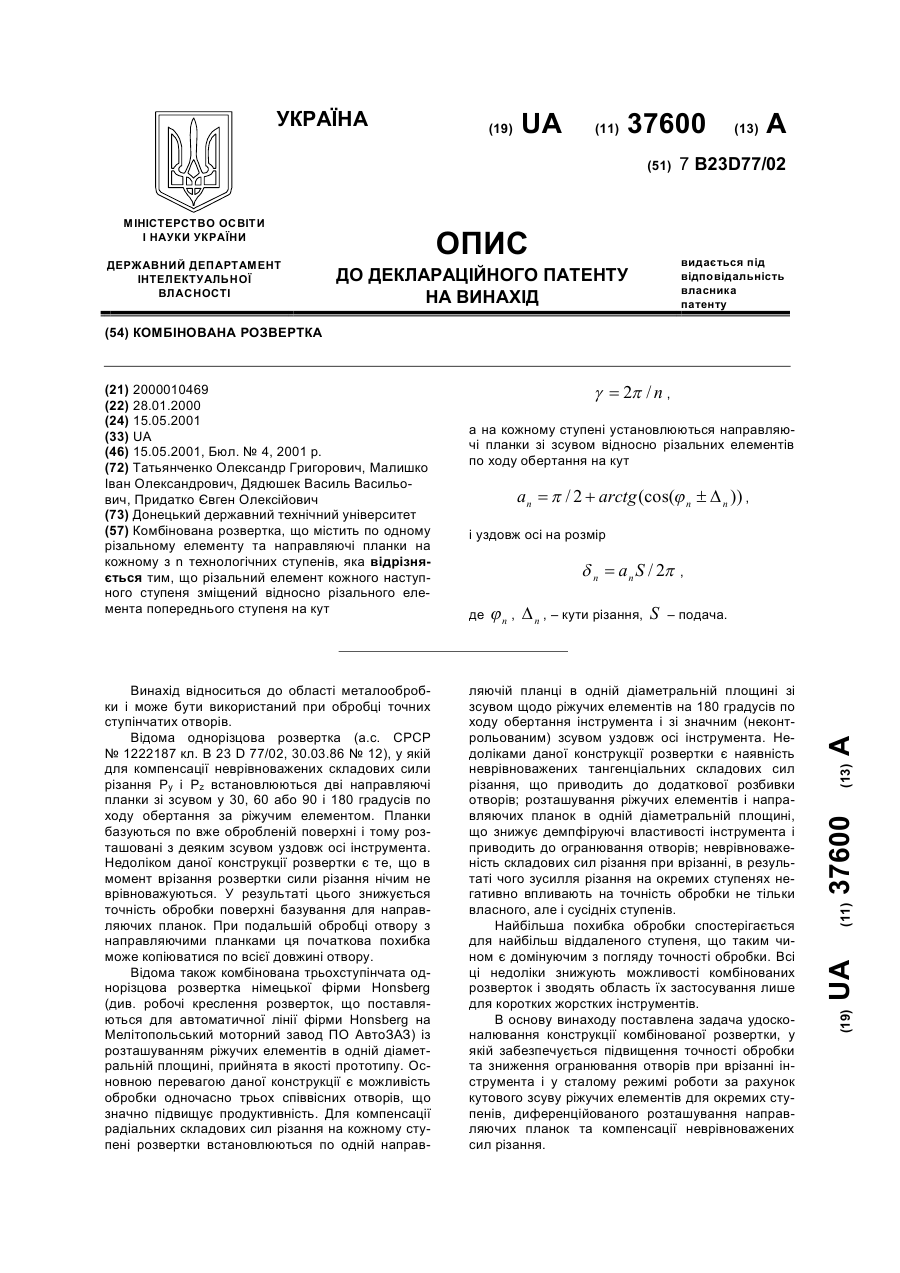
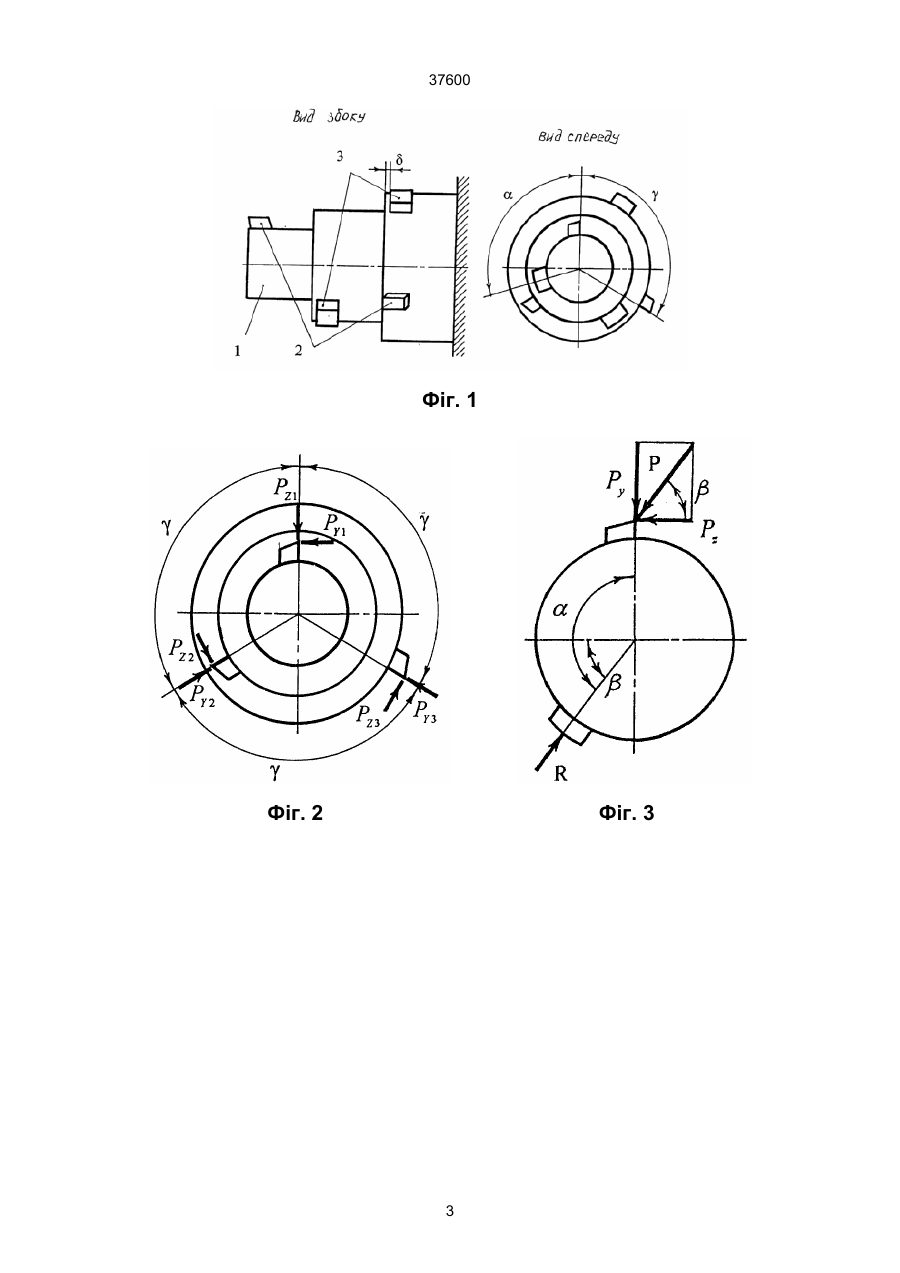
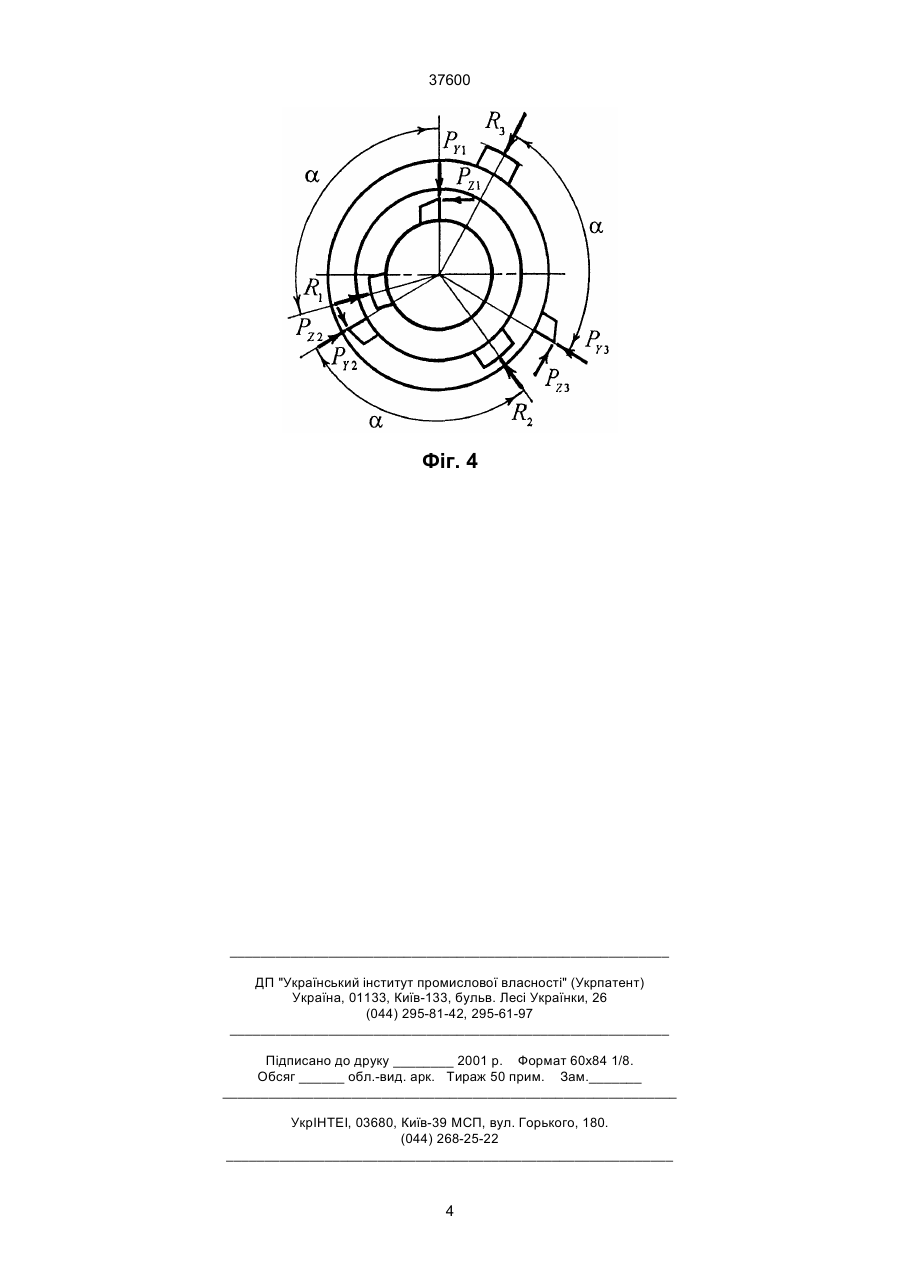
Комбінована розвертка, що містить по одному різальному елементу та направляючі планки на кожному з n технологічних ступенів, яка відрізняється тим, що різальний елемент кожного наступного ступеня зміщений відносно різального елемента попереднього ступеня на кут де Винахід відноситься до області металообробки і може бути використаний при обробці точних ступінчатих отворів. Відома однорізцова розвертка (а.с. СРСР № 1222187 кл. В 23 D 77/02, 30.03.86 № 12), у якій для компенсації неврівноважених складових сили різання Рy і Рz встановлюються дві направляючі планки зі зсувом у 30, 60 або 90 і 180 градусів по ходу обертання за ріжучим елементом. Планки базуються по вже обробленій поверхні і тому розташовані з деяким зсувом уздовж осі інструмента. Недоліком даної конструкції розвертки є те, що в момент врізання розвертки сили різання нічим не врівноважуються. У результаті цього знижується точність обробки поверхні базування для направляючих планок. При подальшій обробці отвору з направляючими планками ця початкова похибка може копіюватися по всієї довжині отвору. Відома також комбінована трьохступінчата однорізцова розвертка німецької фірми Honsberg (див. робочі креслення розверток, що поставляються для автоматичної лінії фірми Honsberg на Мелітопольський моторний завод ПО АвтоЗАЗ) із розташуванням ріжучих елементів в одній діаметральній площині, прийнята в якості прототипу. Основною перевагою даної конструкції є можливість обробки одночасно трьох співвісних отворів, що значно підвищує продуктивність. Для компенсації радіальних складових сил різання на кожному ступені розвертки встановлюються по одній направ ляючій планці в одній діаметральній площині зі зсувом щодо ріжучих елементів на 180 градусів по ходу обертання інструмента і зі значним (неконтрольованим) зсувом уздовж осі інструмента. Недоліками даної конструкції розвертки є наявність неврівноважених тангенціальних складових сил різання, що приводить до додаткової розбивки отворів; розташування ріжучих елементів і направляючих планок в одній діаметральній площині, що знижує демпфіруючі властивості інструмента і приводить до огранювання отворів; неврівноваженість складових сил різання при врізанні, в результаті чого зусилля різання на окремих ступенях негативно впливають на точність обробки не тільки власного, але і сусідніх ступенів. Найбільша похибка обробки спостерігається для найбільш віддаленого ступеня, що таким чином є домінуючим з погляду точності обробки. Всі ці недоліки знижують можливості комбінованих розверток і зводять область їх застосування лише для коротких жорстких інструментів. В основу винаходу поставлена задача удосконалювання конструкції комбінованої розвертки, у якій забезпечується підвищення точності обробки та зниження огранювання отворів при врізанні інструмента і у сталому режимі роботи за рахунок кутового зсуву ріжучих елементів для окремих ступенів, диференційованого розташування направляючих планок та компенсації неврівноважених сил різання. а на кожному ступені установлюються направляючі планки зі зсувом відносно різальних елементів по ходу обертання на кут an = p / 2 + arctg (cos(j n ± D n )) , і уздовж осі на розмір d n = a n S / 2p UA (11) 37600 (13) A – подача. (19) j n , D n , – кути різання, S , 37600 дорівнювати g = 2p / n . При такому розташуванні в момент врізання ріжучі елементи будуть виконувати друг для друга роль направляючих планок або додаткових опор. Подібне розташування ріжучих елементів дозволяє в значній мірі врівноважити сили різання при врізанні інструмента. На Фіг. 2 показана схема розташування сил різання для трьохступінчатої розвертки. Однак повної компенсації сил різання з урахуванням консольного закріплення розвертки досягти неможливо. Найбільше відведення осі буде для домінуючого з погляду точності найбільш віддаленого ступеня. Тому при сталому режимі для стабілізації поздовжньої осі інструмента і підвищення точності обробки необхідно використовувати направляючі планки. На Фіг. 3 показана схема визначення положення направляючої планки, що запобігає відведенню осі інструмента від радіальної і тангенціальної складової сили різання, що діють на даному ступені. Оскільки крупний момент не робить серйозного впливу на розмір відведення осі, положення направляючої планки визначається в точці Поставлена задача вирішується за рахунок того, що в комбінованій розвертці, відповідно до винаходу, ріжучій елемент кожного наступного ступеня зміщений відносно ріжучого елемента попереднього ступеня на кут g = 2p / n , а на кожному ступені установлюються направляючі планки зі зсувом відносно ріжучих елементів по ходу обертання на кут an = p / 2 + arctg (cos(j n ± D n )) уздовж осі на розмір ; d n = a n S / 2p , де і jn , Dn – кути різання. Сутність винаходу пояснюється кресленнями, де: - на фіг. 1 показана конструкція запропонованої розвертки; на фіг. 2 показана схема компенсації неврівноважених сил при врізанні інструмента; на фіг. 3 – схема визначення положення направляючої планки; на фіг. 4 – схема компенсації неврівноважених сил при стійкій роботі. Найбільш відповідальним при обробці отворів однорізцовими розвертками є момент врізання інструмента, коли неможливо використовувати направляючі планки для запобігання відведення осі інструмента під дією сил різання. У ступінчатій однорізцовій розвертці можна значно зменшити відведення осі інструмента за рахунок раціонального розташування ріжучих елементів для окремих ступенів. Для цього необхідно забезпечити одночасний вступ усіх ступенів у роботу і розташувати ріжучі елементи по окружності таким чином, щоб, по-перше, взаємно компенсувати дії радіальних і тангенціальних складових сил різання для окремих ступенів і домогтися мінімального відведення осі, по-друге, поліпшити динамічні характеристики інструмента для запобігання огранювання. На фіг. 1 показана оптимальна схема розташування ріжучих елементів трьохступінчатої розвертки при однакових умовах роботи кожного ступеня, де 1 – корпус розвертки, 2 – ріжучі елементи, 3 – направляючі планки. При такому розташуванні ріжучих елементів у момент врізання відведення осі, в порівнянні з прототипом, зменшується до 70%. Ще більшого ефекту можна домогтися при зсуві ріжучих елементів на другому і третьому ступені на 180 градусів відносно першого ступеня. У цьому випадку за рахунок варіювання режимів різання можна домогтися повної стабілізації поздовжньої осі інструмента, однак при цьому в порівнянні з обраною оптимальною схемою значно знижуються динамічні властивості і збільшується огранювання отворів. Тому оптимальний кут зсуву ріжучих елементів для наступних ступенів буде контакту рівнодіючої сили різання P = Pz2 + Py2 з оброблюваною поверхнею. Кут нахилу рівнодіючої сили b = arctg(Py / Pz ) = arct (cos(j ± D)) , де j та D – кути різання. Тоді кутовий зсув направляючої планки для n-го ступеня буде дорівнювати an = p / 2 + arctg (cos(j n ± D n )) , а зсув довж осі – d n = a n S / 2p , де S – подача. уз На Фіг. 4 показана схема компенсації тангенціальних і радіальних складових сил різання при сталій роботі інструмента. Таким чином, запропонована конструкція комбінованої багатоступінчатої розвертки дозволяє зберегти основну перевагу прототипу, що полягає у високій продуктивності, усунути огранювання отворів і забезпечити високу точність обробки по всієї довжині отвору починаючи з моменту врізання за рахунок компенсації тангенціальних і радіальних складових сил різання. Обробка ступінчатих отворів спробною розверткою запропонованої конструкції показало зменшення відведення осі інструмента до 70% при врізанні і до 90% при сталому режимі роботи. При сталому режимі значно зменшився вплив довжини інструмента на розмір відведення осі, що дозволяє поширити застосування комбінованих розверток на більш широкий клас оброблюваних отворів. 2 37600 Фіг. 1 Фіг. 2 Фіг. 3 3 37600 Фіг. 4 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюCombined reamer
Автори англійськоюTat'ianchenko Oleksandr Hryhorovych, Malyshko Ivan Oleksandrovych, Diadiushek Vasyl Vasyliovych, Prydatko Yevhen Oleksiiovych
Назва патенту російськоюКомбинированная развертка
Автори російськоюТатьянченко Александр Григорьевич, Малышко Иван Александрович, Дядюшек Василий Васильевич, Придатко Евгений Алексеевич
МПК / Мітки
МПК: B23D 77/00
Мітки: комбінована, розвертка
Код посилання
<a href="https://ua.patents.su/4-37600-kombinovana-rozvertka.html" target="_blank" rel="follow" title="База патентів України">Комбінована розвертка</a>
Комбінована тканина

Номер патенту: 10939
Опубліковано: 25.12.1996
Автори: Рассадін Юрій Михайлович, Васюк Галина Григорівна, Торопіна Лариса Володимирівна, Дяглєв Віктор Михайлович
МПК: D03D 15/00
Мітки: комбінована, тканина
Формула / Реферат:
Комбинированная ткань, образованная переплетением основных и уточных нитей, выполненных из базальтового волокна, отличающаяся тем, что в систему основных нитей дополнительно введены стеклянные крученые комплексные нити при следующем соотношении нитей основы, мас. %:нити из базальтового волокна 99,4-19,7стеклянные крученые комплексные нити 0,6-80,3,при этом нити из...
Муфта з’єднувальна комбінована
Номер патенту: 19363
Опубліковано: 25.12.1997
Автори: Голота Сергій Вікторович, Голота Віктор Опанасович
МПК: F16D 3/02
Мітки: комбінована, муфта, з'єднувальна
Формула / Реферат:
Муфта соединительная комбинированная, выполненная в виде втулки, содержащей радиусные выступы, связанные с хвостовиками ведущего и ведомого валов соответствующими радиусными впадинами, с образованием шлицевого соединения трефной формы, отличающаяся тем, что трефное соединение сцентрированно по наибольшему диаметру выступов, при вершинах выступов выполнен диаметральный подрез, часть муфты соединяемая с цилиндрическим хвостовиком ведомого вала,...
Комбінована енергетична установка
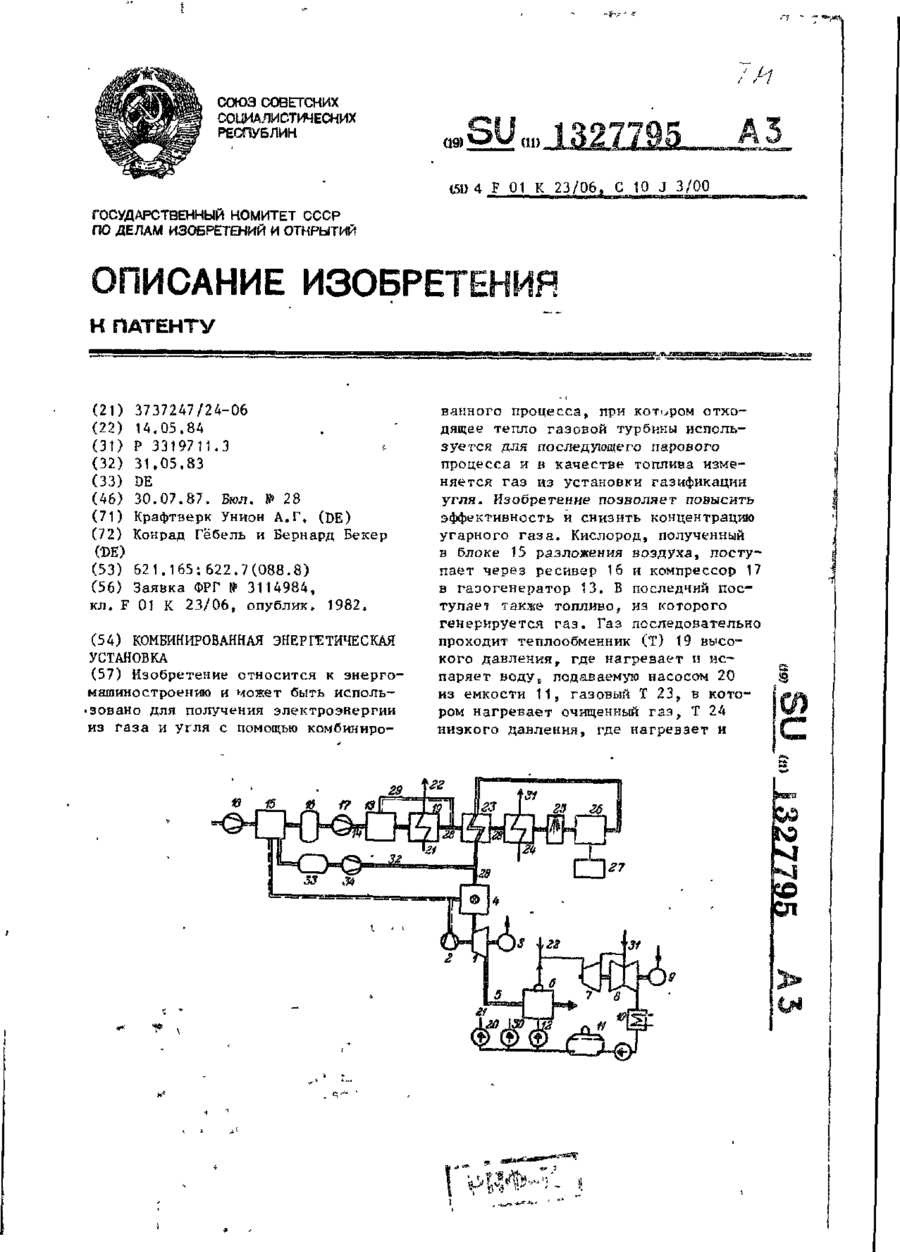
Номер патенту: 7137
Опубліковано: 30.06.1995
Автори: Бернард Бекер, Конрад Гьобель
МПК: F01K 23/06, C10J 3/00
Мітки: установка, комбінована, енергетична
Формула / Реферат:
1. Комбинированная энергетическая установка с газотурбинным и паротурбинным энергоблоками и установкой газификации топлива, в которой газотурбинный энергоблок, содержащий воздушный компрессор, камеру сгорания с горелочными устройствами, газовую турбину с электрогенератором, подключен выпуском выхлопных газов газовой турбины к парогенератору паротурбинного энергоблока, имеющего паровые турбины высокого и низкого давления с...
Комбінована парогазова установка

Номер патенту: 12663
Опубліковано: 28.02.1997
Автор: Левицький Валерій Михайлович
МПК: F01K 23/02, F01K 25/00
Мітки: установка, парогазова, комбінована
Формула / Реферат:
(57) Комбинированная парогазовая установка для получения электроэнергии, содержащая размещенные в газовом контуре компрессор, газовую турбину, парогенератор, экономайзер, сепаратор, турбодетандер и замкнутый паросиловой контур, включающий паровую турбину с конденсатором и подсоединенный к газовому контуру через экономайзер и парогенератор, отличающаяся тем, что она снабжена дополнительным замкнутым паросиловым контуром с низкокипящим рабочим...
Комбінована бленда для об’єктива

Номер патенту: 15598
Опубліковано: 30.06.1997
Автори: Ієвлєв Іван Іванович, Балибердін Владіслав Васильович, Агеєв Володимир Андрійович, Маркачьов Ніколай Ніколаєвіч, Камишков Алєксєй Сємьоновіч
МПК: G03B 11/00, G01N 21/15
Мітки: об'єктива, комбінована, бленда
Формула / Реферат:
Комбинированная бленда для объектива, содержащая выполненный в виде трубки корпус, в котором размещено устройство защиты от микрочастиц, выполненное в виде полосовых электродов с диэлектрическим покрытием, подключенных попарно к клеммам различной полярности источника питания, отличающаяся тем, что она снабжена установленной с одной стороны корпуса системой продувки, выполненной в виде соединенных коллектора, редуктора и баллона с газом, при...
Попередній патент: Пояс для підвищення рухомості і витяжиння хребта
Наступний патент: Диктофон “донець”
Випадковий патент: Багатоциліндрова кулісна машина