Високошвидкісна клепальна установка
Номер патенту: 78815
Опубліковано: 25.04.2007
Автори: Науменко Павло Олегович, Кирієнко Андрій Петрович, Кривцов Володимир Станіславович, Мазніченко Станіслав Онисимович, Морголенко Анатолій Сергійович
Формула / Реферат
Високошвидкісна клепальна установка, яка містить станину з установленим на ній вертикальним ресивером, в якому розміщено плунжер з бойком, кривошипно-шатунний механізм зведення плунжера, що складається з колінчастого вала та шатуна, зв'язаних з пристроєм обертального руху через механізм вільного ходу і однобічну муфту, та обладнана джерелом гідравлічного тиску з регулятором тиску, яка відрізняється тим, що в нижній частині ресивера співвісно з плунжером змонтовано трубчастий поршень з притискачем, який розподіляє об'єм ресивера на пневматичну та рідинну порожнини, при цьому рідинну порожнину з'єднано з джерелом гідравлічного тиску через регулятор тиску.
Текст
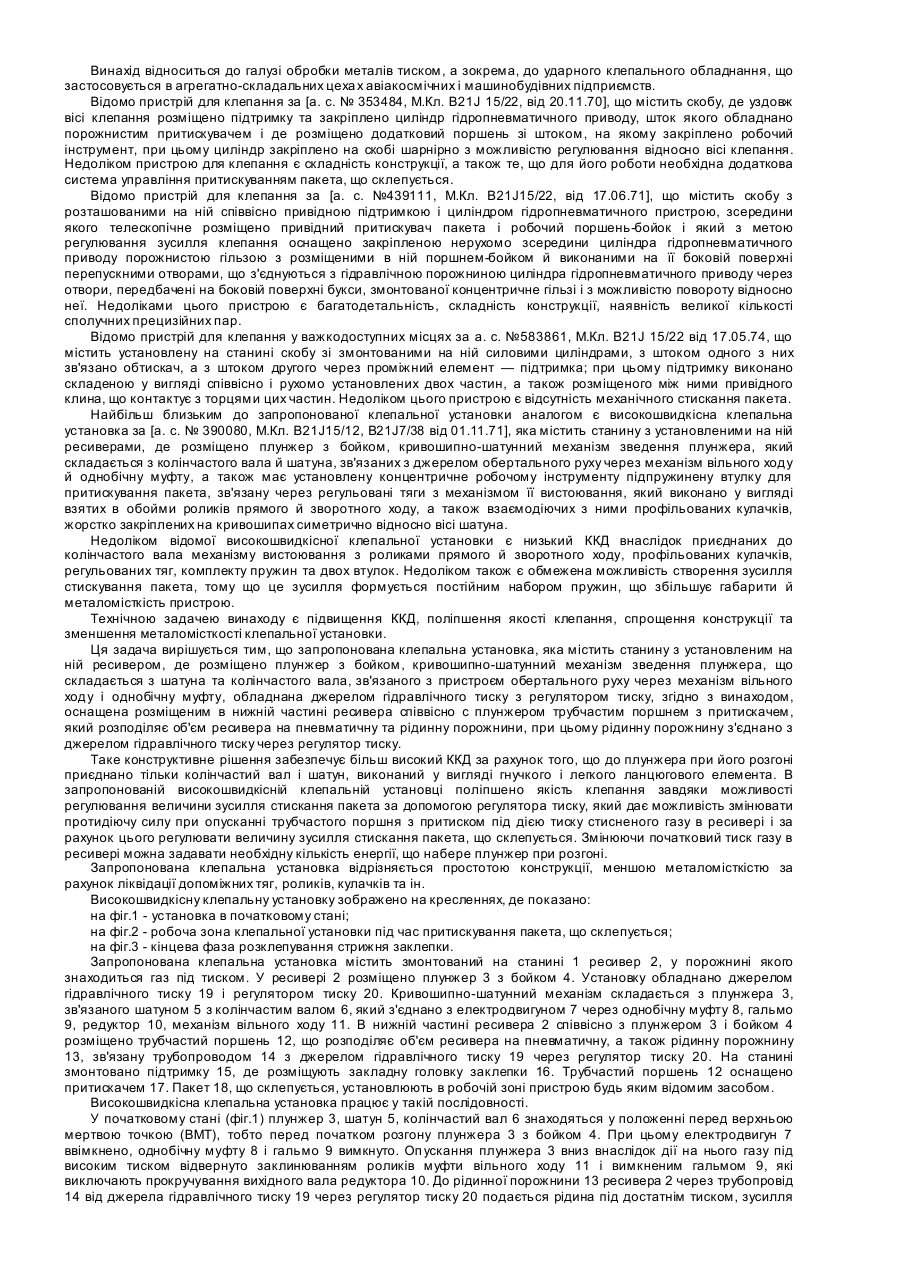
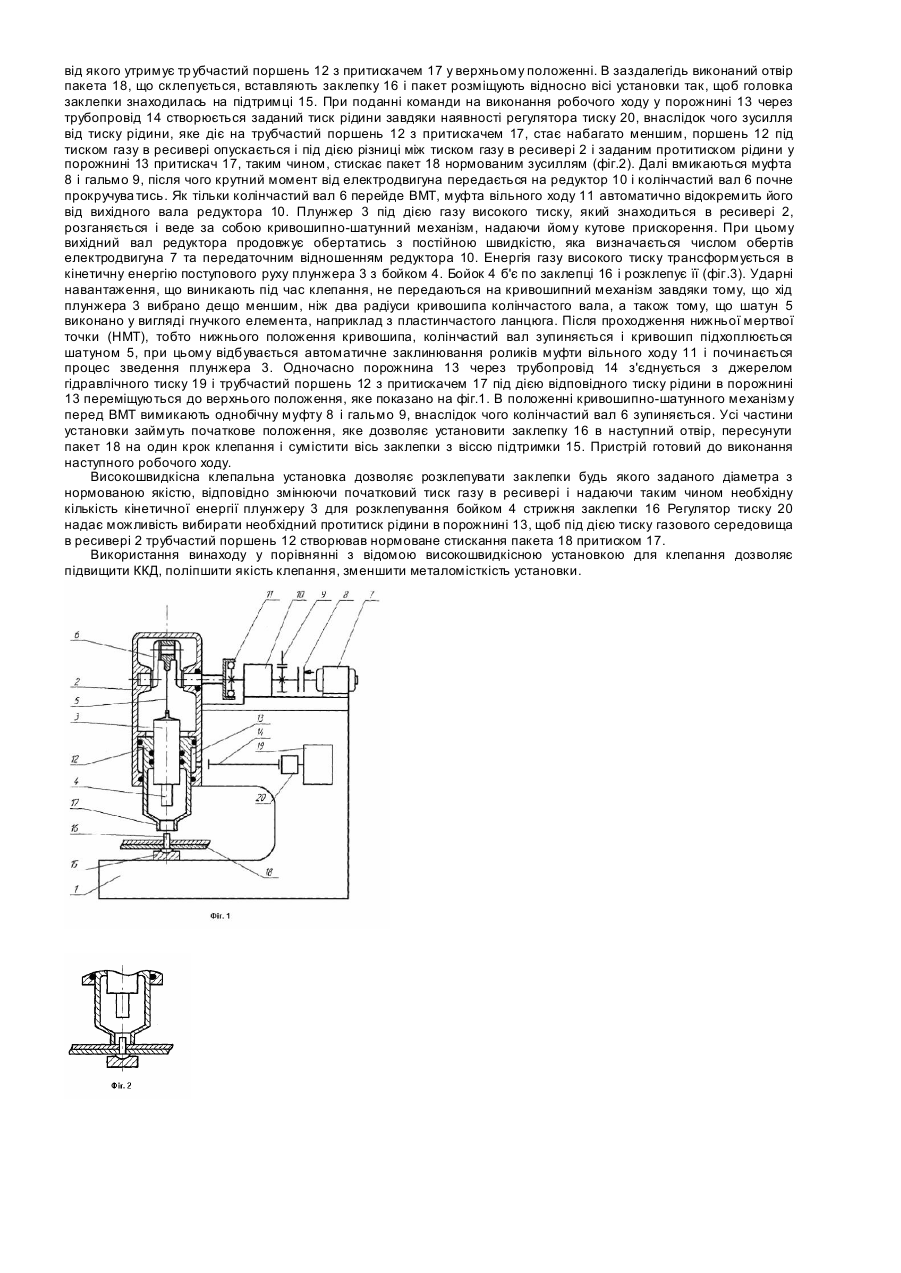
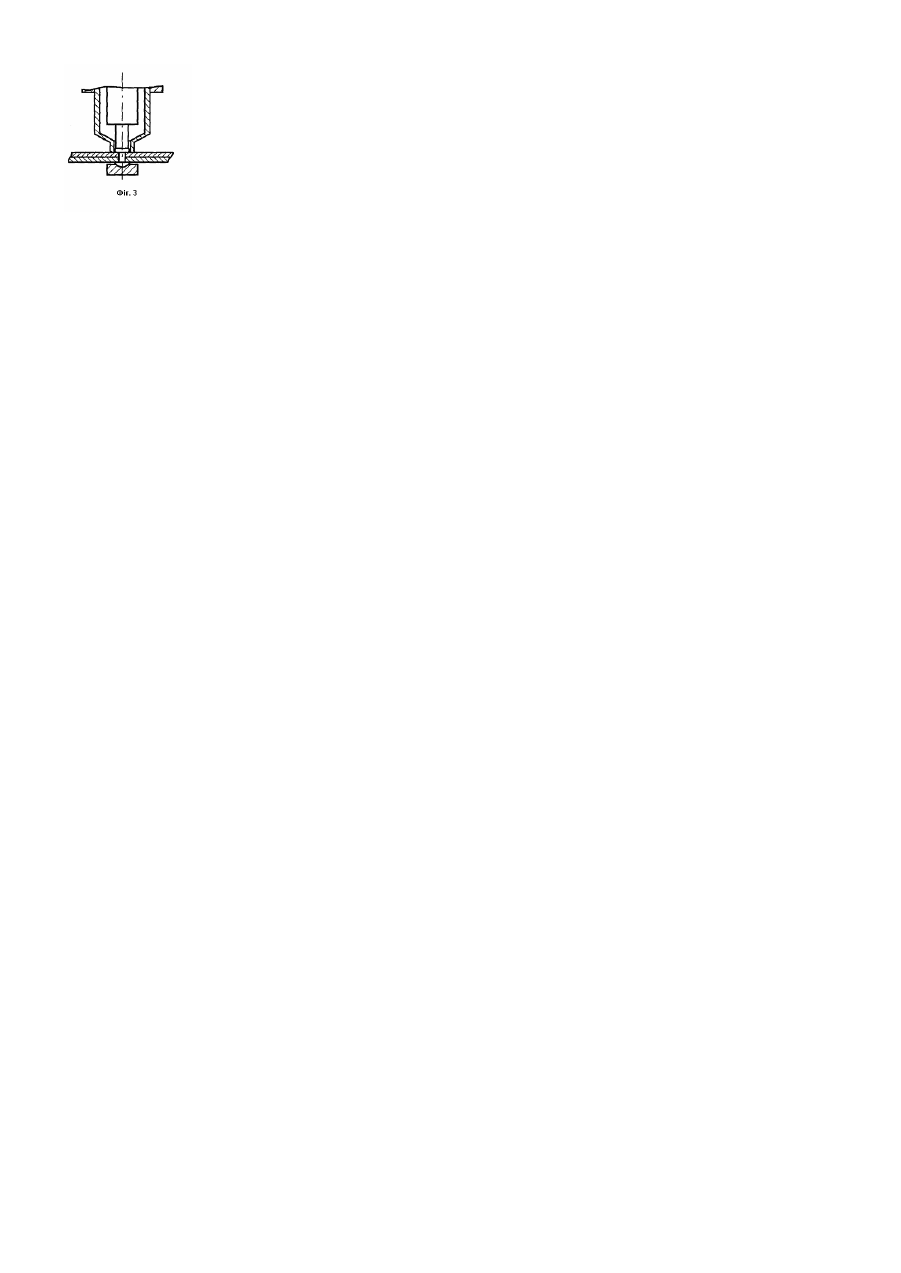
Винахід відноситься до галузі обробки металів тиском, а зокрема, до ударного клепального обладнання, що застосовується в агрегатно-складальних цеха х авіакосмічних і машинобудівних підприємств. Відомо пристрій для клепання за [а. с. № 353484, М.Кл. B21J 15/22, від 20.11.70], що містить скобу, де уздовж вісі клепання розміщено підтримку та закріплено циліндр гідропневматичного приводу, шток якого обладнано порожнистим притискувачем і де розміщено додатковий поршень зі штоком, на якому закріплено робочий інструмент, при цьому циліндр закріплено на скобі шарнірно з можливістю регулювання відносно вісі клепання. Недоліком пристрою для клепання є складність конструкції, а також те, що для його роботи необхідна додаткова система управління притискуванням пакета, що склепується. Відомо пристрій для клепання за [а. с. №439111, М.Кл. B21J15/22, від 17.06.71], що містить скобу з розташованими на ній співвісно привідною підтримкою і циліндром гідропневматичного пристрою, зсередини якого телескопічне розміщено привідний притискувач пакета і робочий поршень-бойок і який з метою регулювання зусилля клепання оснащено закріпленою нерухомо зсередини циліндра гідропневматичного приводу порожнистою гільзою з розміщеними в ній поршнем-бойком й виконаними на її боковій поверхні перепускними отворами, що з'єднуються з гідравлічною порожниною циліндра гідропневматичного приводу через отвори, передбачені на боковій поверхні букси, змонтованої концентричне гільзі і з можливістю повороту відносно неї. Недоліками цього пристрою є багатодетальність, складність конструкції, наявність великої кількості сполучних прецизійних пар. Відомо пристрій для клепання у важкодоступних місцях за а. с. №583861, М.Кл. B21J 15/22 від 17.05.74, що містить установлену на станині скобу зі змонтованими на ній силовими циліндрами, з штоком одного з них зв'язано обтискач, а з штоком другого через проміжний елемент — підтримка; при цьому підтримку виконано складеною у вигляді співвісно і рухомо установлених двох частин, а також розміщеного між ними привідного клина, що контактує з торцями цих частин. Недоліком цього пристрою є відсутність механічного стискання пакета. Найбільш близьким до запропонованої клепальної установки аналогом є високошвидкісна клепальна установка за [а. с. № 390080, М.Кл. B21J15/12, B21J7/38 від 01.11.71], яка містить станину з установленими на ній ресиверами, де розміщено плунжер з бойком, кривошипно-шатунний механізм зведення плунжера, який складається з колінчастого вала й шатуна, зв'язаних з джерелом обертального руху через механізм вільного ходу й однобічну муфту, а також має установлену концентричне робочому інструменту підпружинену втулку для притискування пакета, зв'язану через регульовані тяги з механізмом її вистоювання, який виконано у вигляді взятих в обойми роликів прямого й зворотного ходу, а також взаємодіючих з ними профільованих кулачків, жорстко закріплених на кривошипах симетрично відносно вісі шатуна. Недоліком відомої високошвидкісної клепальної установки є низький ККД внаслідок приєднаних до колінчастого вала механізму вистоювання з роликами прямого й зворотного ходу, профільованих кулачків, регульованих тяг, комплекту пружин та двох втулок. Недоліком також є обмежена можливість створення зусилля стискування пакета, тому що це зусилля формується постійним набором пружин, що збільшує габарити й металомісткість пристрою. Технічною задачею винаходу є підвищення ККД, поліпшення якості клепання, спрощення конструкції та зменшення металомісткості клепальної установки. Ця задача вирішується тим, що запропонована клепальна установка, яка містить станину з установленим на ній ресивером, де розміщено плунжер з бойком, кривошипно-шатунний механізм зведення плунжера, що складається з шатуна та колінчастого вала, зв'язаного з пристроєм обертального руху через механізм вільного ходу і однобічну муфту, обладнана джерелом гідравлічного тиску з регулятором тиску, згідно з винаходом, оснащена розміщеним в нижній частині ресивера співвісно с плунжером трубчастим поршнем з притискачем, який розподіляє об'єм ресивера на пневматичну та рідинну порожнини, при цьому рідинну порожнину з'єднано з джерелом гідравлічного тиску через регулятор тиску. Таке конструктивне рішення забезпечує більш високий ККД за рахунок того, що до плунжера при його розгоні приєднано тільки колінчастий вал і шатун, виконаний у вигляді гнучкого і легкого ланцюгового елемента. В запропонованій високошвидкісній клепальній установці поліпшено якість клепання завдяки можливості регулювання величини зусилля стискання пакета за допомогою регулятора тиску, який дає можливість змінювати протидіючу силу при опусканні трубчастого поршня з притиском під дією тиску стисненого газу в ресивері і за рахунок цього регулювати величину зусилля стискання пакета, що склепується. Змінюючи початковий тиск газу в ресивері можна задавати необхідну кількість енергії, що набере плунжер при розгоні. Запропонована клепальна установка відрізняється простотою конструкції, меншою металомісткістю за рахунок ліквідації допоміжних тяг, роликів, кулачків та ін. Високошвидкісну клепальну установку зображено на кресленнях, де показано: на фіг.1 - установка в початковому стані; на фіг.2 - робоча зона клепальної установки під час притискування пакета, що склепується; на фіг.3 - кінцева фаза розклепування стрижня заклепки. Запропонована клепальна установка містить змонтований на станині 1 ресивер 2, у порожнині якого знаходиться газ під тиском. У ресивері 2 розміщено плунжер 3 з бойком 4. Установку обладнано джерелом гідравлічного тиску 19 і регулятором тиску 20. Кривошипно-шатунний механізм складається з плунжера 3, зв'язаного шатуном 5 з колінчастим валом 6, який з'єднано з електродвигуном 7 через однобічну муфту 8, гальмо 9, редуктор 10, механізм вільного ходу 11. В нижній частині ресивера 2 співвісно з плунжером 3 і бойком 4 розміщено трубчастий поршень 12, що розподіляє об'єм ресивера на пневматичну, а також рідинну порожнину 13, зв'язану трубопроводом 14 з джерелом гідравлічного тиску 19 через регулятор тиску 20. На станині змонтовано підтримку 15, де розміщують закладну головку заклепки 16. Трубчастий поршень 12 оснащено притискачем 17. Пакет 18, що склепується, установлюють в робочій зоні пристрою будь яким відомим засобом. Високошвидкісна клепальна установка працює у такій послідовності. У початковому стані (фіг.1) плунжер 3, шатун 5, колінчастий вал 6 знаходяться у положенні перед верхньою мертвою точкою (ВМТ), тобто перед початком розгону плунжера 3 з бойком 4. При цьому електродвигун 7 ввімкнено, однобічну муфту 8 і гальмо 9 вимкнуто. Оп ускання плунжера 3 вниз внаслідок дії на нього газу під високим тиском відвернуто заклинюванням роликів муфти вільного ходу 11 і вимкненим гальмом 9, які виключають прокручування вихідного вала редуктора 10. До рідинної порожнини 13 ресивера 2 через трубопровід 14 від джерела гідравлічного тиску 19 через регулятор тиску 20 подається рідина під достатнім тиском, зусилля від якого утримує тр убчастий поршень 12 з притискачем 17 у верхньому положенні. В заздалегідь виконаний отвір пакета 18, що склепується, вставляють заклепку 16 і пакет розміщують відносно вісі установки так, щоб головка заклепки знаходилась на підтримці 15. При поданні команди на виконання робочого ходу у порожнині 13 через трубопровід 14 створюється заданий тиск рідини завдяки наявності регулятора тиску 20, внаслідок чого зусилля від тиску рідини, яке діє на трубчастий поршень 12 з притискачем 17, стає набагато меншим, поршень 12 під тиском газу в ресивері опускається і під дією різниці між тиском газу в ресивері 2 і заданим протитиском рідини у порожнині 13 притискач 17, таким чином, стискає пакет 18 нормованим зусиллям (фіг.2). Далі вмикаються муфта 8 і гальмо 9, після чого крутний момент від електродвигуна передається на редуктор 10 і колінчастий вал 6 почне прокручува тись. Як тільки колінчастий вал 6 перейде ВМТ, муфта вільного ходу 11 автоматично відокремить його від вихідного вала редуктора 10. Плунжер 3 під дією газу високого тиску, який знаходиться в ресивері 2, розганяється і веде за собою кривошипно-шатунний механізм, надаючи йому кутове прискорення. При цьому вихідний вал редуктора продовжує обертатись з постійною швидкістю, яка визначається числом обертів електродвигуна 7 та передаточним відношенням редуктора 10. Енергія газу високого тиску трансформується в кінетичну енергію поступового руху плунжера 3 з бойком 4. Бойок 4 б'є по заклепці 16 і розклепує її (фіг.3). Ударні навантаження, що виникають під час клепання, не передаються на кривошипний механізм завдяки тому, що хід плунжера 3 вибрано дещо меншим, ніж два радіуси кривошипа колінчастого вала, а також тому, що шатун 5 виконано у вигляді гнучкого елемента, наприклад з пластинчастого ланцюга. Після проходження нижньої мертвої точки (НМТ), тобто нижнього положення кривошипа, колінчастий вал зупиняється і кривошип підхоплюється шатуном 5, при цьому відбувається автоматичне заклинювання роликів муфти вільного ходу 11 і починається процес зведення плунжера 3. Одночасно порожнина 13 через трубопровід 14 з'єднується з джерелом гідравлічного тиску 19 і трубчастий поршень 12 з притискачем 17 під дією відповідного тиску рідини в порожнині 13 переміщуються до верхнього положення, яке показано на фіг.1. В положенні кривошипно-шатунного механізму перед ВМТ вимикають однобічну муфту 8 і гальмо 9, внаслідок чого колінчастий вал 6 зупиняється. Усі частини установки займуть початкове положення, яке дозволяє установити заклепку 16 в наступний отвір, пересунути пакет 18 на один крок клепання і сумістити вісь заклепки з віссю підтримки 15. Пристрій готовий до виконання наступного робочого ходу. Високошвидкісна клепальна установка дозволяє розклепувати заклепки будь якого заданого діаметра з нормованою якістю, відповідно змінюючи початковий тиск газу в ресивері і надаючи таким чином необхідну кількість кінетичної енергії плунжеру 3 для розклепування бойком 4 стрижня заклепки 16 Регулятор тиску 20 надає можливість вибирати необхідний протитиск рідини в порожнині 13, щоб під дією тиску газового середовища в ресивері 2 трубчастий поршень 12 створював нормоване стискання пакета 18 притиском 17. Використання винаходу у порівнянні з відомою високошвидкісною установкою для клепання дозволяє підвищити ККД, поліпшити якість клепання, зменшити металомісткість установки.
ДивитисяДодаткова інформація
Назва патенту англійськоюHigh-speed riveting installation
Автори англійськоюKryvtsov Volodymyr Stanislavovych, Morholenko Anatolii Serhiiovych, Maznichenko Stanislav Onysymovych, Naumenko Pavlo Olehovych, Kyriienko Andrii Petrovych
Назва патенту російськоюВысокоскоростная клепальная установка
Автори російськоюКривцов Владимир Станиславович, Морголенко Анатолий Сергеевич, Мазниченко Станислав Онисимович, Науменко Павел Олегович, Кириенко Андрей Петрович
МПК / Мітки
МПК: B21J 7/00, B21J 15/00
Мітки: клепальна, установка, високошвидкісна
Код посилання
<a href="https://ua.patents.su/3-78815-visokoshvidkisna-klepalna-ustanovka.html" target="_blank" rel="follow" title="База патентів України">Високошвидкісна клепальна установка</a>
Високошвидкісна машина для обробки металів тиском
Номер патенту: 69255
Опубліковано: 16.08.2004
Автори: Воробйов Юрій Анатолійович, Морголенко Анатолій Сергійович, Кривцов Володимир Станіславович, Мазніченко Станіслав Онисимович, Зайцев Віталій Єгорійович, Кирієнко Андрій Петрович
МПК: B21J 7/00, B21J 15/00
Мітки: обробки, машина, високошвидкісна, тиском, металів
Формула / Реферат:
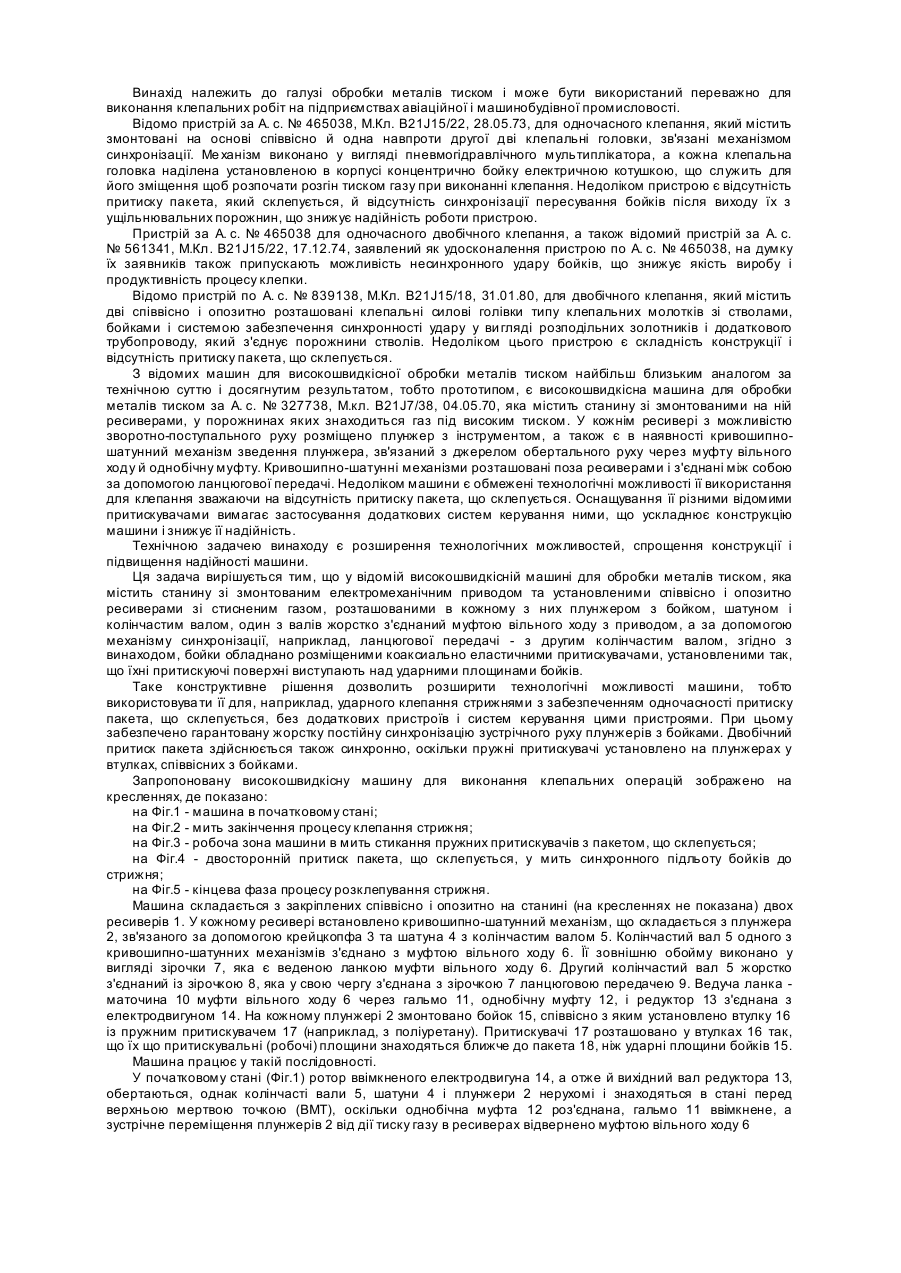
Високошвидкісна машина для обробки металів тиском, що містить станину зі змонтованим електромеханічним приводом і установленими співвісно й опозитно ресиверами зі стисненим газом, розміщеними в кожному з них плунжером з бойком, шатуном і колінчастим валом, один із валів муфтою вільного ходу з'єднаний з приводом, а за допомогою механізму синхронізації - з другим колінчастим валом, яка відрізняється тим, що бойки оснащені розміщеними...
Високошвидкісна машина для обробки металів тиском
Номер патенту: 77091
Опубліковано: 16.10.2006
Автори: Кирієнко Андрій Петрович, Морголенко Анатолій Сергійович, Науменко Павло Олегович, Мазніченко Станіслав Онисимович, Кривцов Володимир Станіславович
МПК: B21J 15/00, B21J 7/00
Мітки: високошвидкісна, тиском, машина, обробки, металів
Формула / Реферат:
Високошвидкісна машина для обробки металів тиском, яка містить станину зі змонтованим електромеханічним приводом і установленими співвісно і опозитно ресиверами зі стисненим газом, розміщеними в кожному з них притискачем, колінчастим валом, плунжером з бойком і з'єднувачем плунжера з кривошипом колінчастого вала, а один з валів муфтою вільного ходу сполучено з приводом і за допомогою механізму синхронізації - з другим колінчастим валом, яка...
Автоматична клепальна машина

Номер патенту: 26260
Опубліковано: 19.07.1999
Автори: Гроссхайм Курт, Бота Рюдігер, Шнайдер Бернд
МПК: B21J 15/00
Мітки: клепальна, машина, автоматична
Формула / Реферат:
1. Автоматическая клепальная машина с автоматическим поиском отдельных мест клепки, содержащая унифицированную сверлильную головку, узел передачи заклепок, клепальный пресс, связанную с ними систему управления и установочный кронштейн с универсальной муфтой для соединения клепальной машины с механизмом позиционирования и направленными в зону клепки направляющими, в которых с возможностью возвратно-поступательного перемещения установлены...
Високошвидкісна широкосмугова система радіозв’язку
Номер патенту: 4611
Опубліковано: 17.01.2005
Автори: Корнієнко Ігор Валентинович, Катков Юрій Ігоревич, Глуцький Володимир Іванович
МПК: H04B 7/26
Мітки: система, широкосмугова, радіозв'язку, високошвидкісна
Формула / Реферат:
Високошвидкісна широкосмугова система радіозв'язку, що містить одну або декілька базових станцій та одну або декілька рухомих станцій, розташованих навколо базової станції, при цьому радіозв'язок здійснюється між базовою та рухомими станціями за допомогою антен із коловою діаграмою спрямованості, яка відрізняється тим, що антени базових та рухомих станцій компонуються із вузькоспрямованих антен, сума діаграм спрямованості яких у...
Конденсаційна установка
Номер патенту: 5093
Опубліковано: 15.02.2005
Автори: Ніщик Олександр Павлович, Письменний Євген Миколайович, Гершуні Олександр Наумович
МПК: F28B 1/00
Мітки: установка, конденсаційна
Формула / Реферат:
1. Конденсаційна установка, що містить камеру підведення відпрацьованої пари, всередині якої розміщено випаровувальні ділянки пакета теплових труб, а зовні в навколишньому повітрі - оснащені ребрами конденсаційні ділянки цього пакета теплових труб та вентилятор, яка відрізняється тим, що пакет теплових труб укладений у формі прямого кругового циліндра, вісь якого паралельна осям теплових труб, конденсаційні ділянки теплових труб розміщено в...
Попередній патент: Шнековідцентровий ступінь насоса
Наступний патент: Мийний засіб для дезактивації
Випадковий патент: Відцентрова пружна канатна муфта з радіальними пружними елементами