Високошвидкісна машина для обробки металів тиском
Номер патенту: 69255
Опубліковано: 16.08.2004
Автори: Кривцов Володимир Станіславович, Мазніченко Станіслав Онисимович, Воробйов Юрій Анатолійович, Кирієнко Андрій Петрович, Зайцев Віталій Єгорійович, Морголенко Анатолій Сергійович
Формула / Реферат
Високошвидкісна машина для обробки металів тиском, що містить станину зі змонтованим електромеханічним приводом і установленими співвісно й опозитно ресиверами зі стисненим газом, розміщеними в кожному з них плунжером з бойком, шатуном і колінчастим валом, один із валів муфтою вільного ходу з'єднаний з приводом, а за допомогою механізму синхронізації - з другим колінчастим валом, яка відрізняється тим, що бойки оснащені розміщеними коаксіально пружними притискувачами, установленими так, що їхні притискуючі поверхні виступають над ударними площинами бойків.
Текст
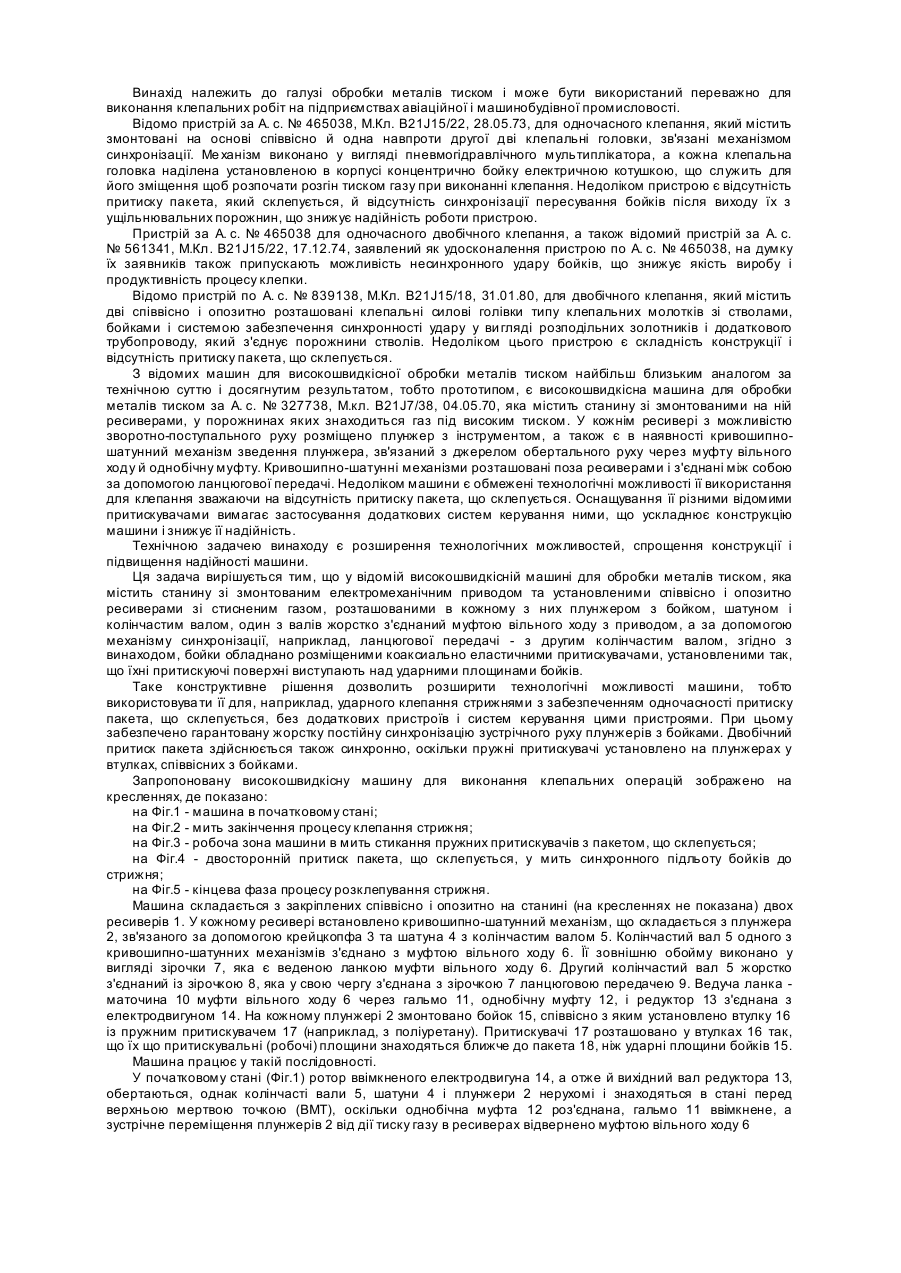
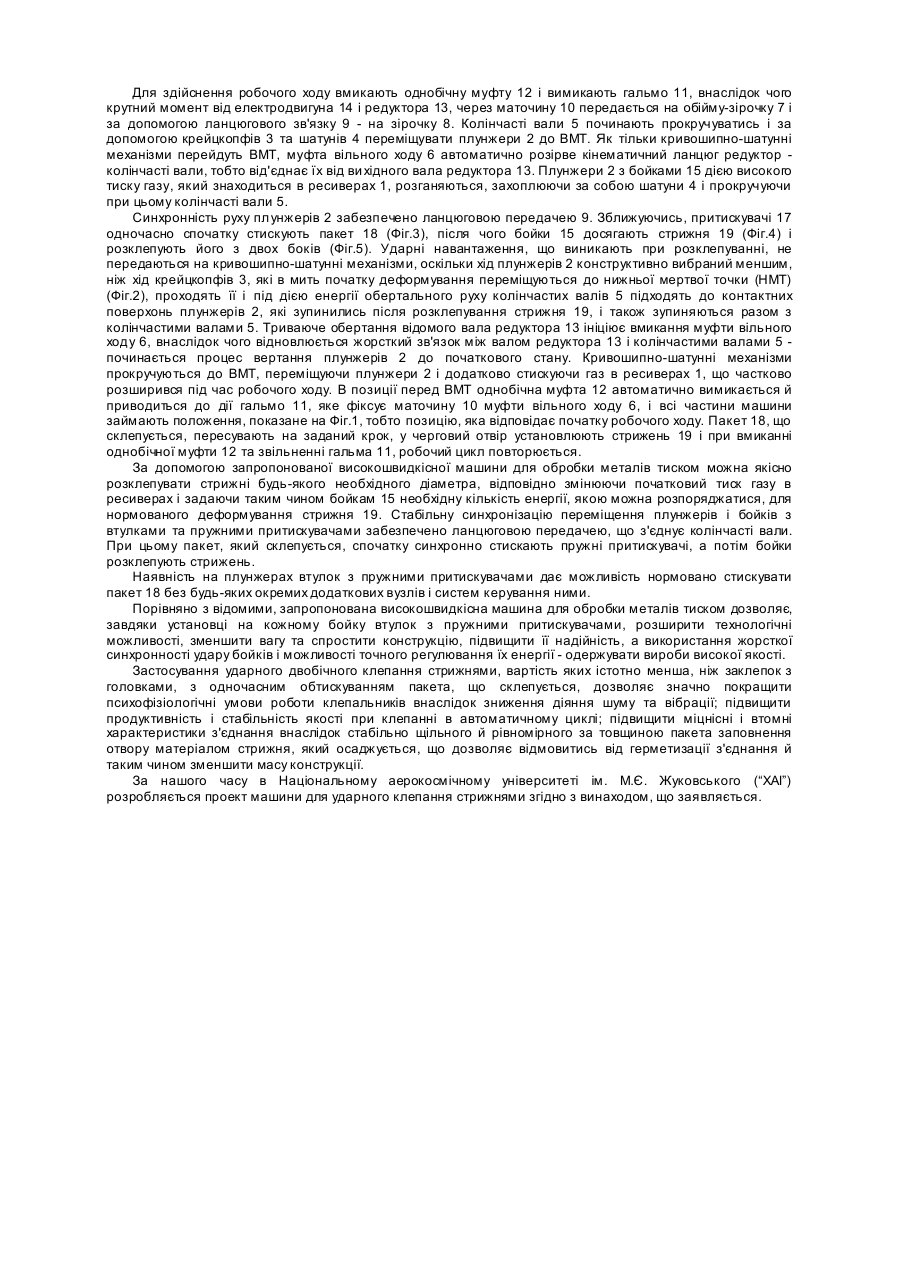
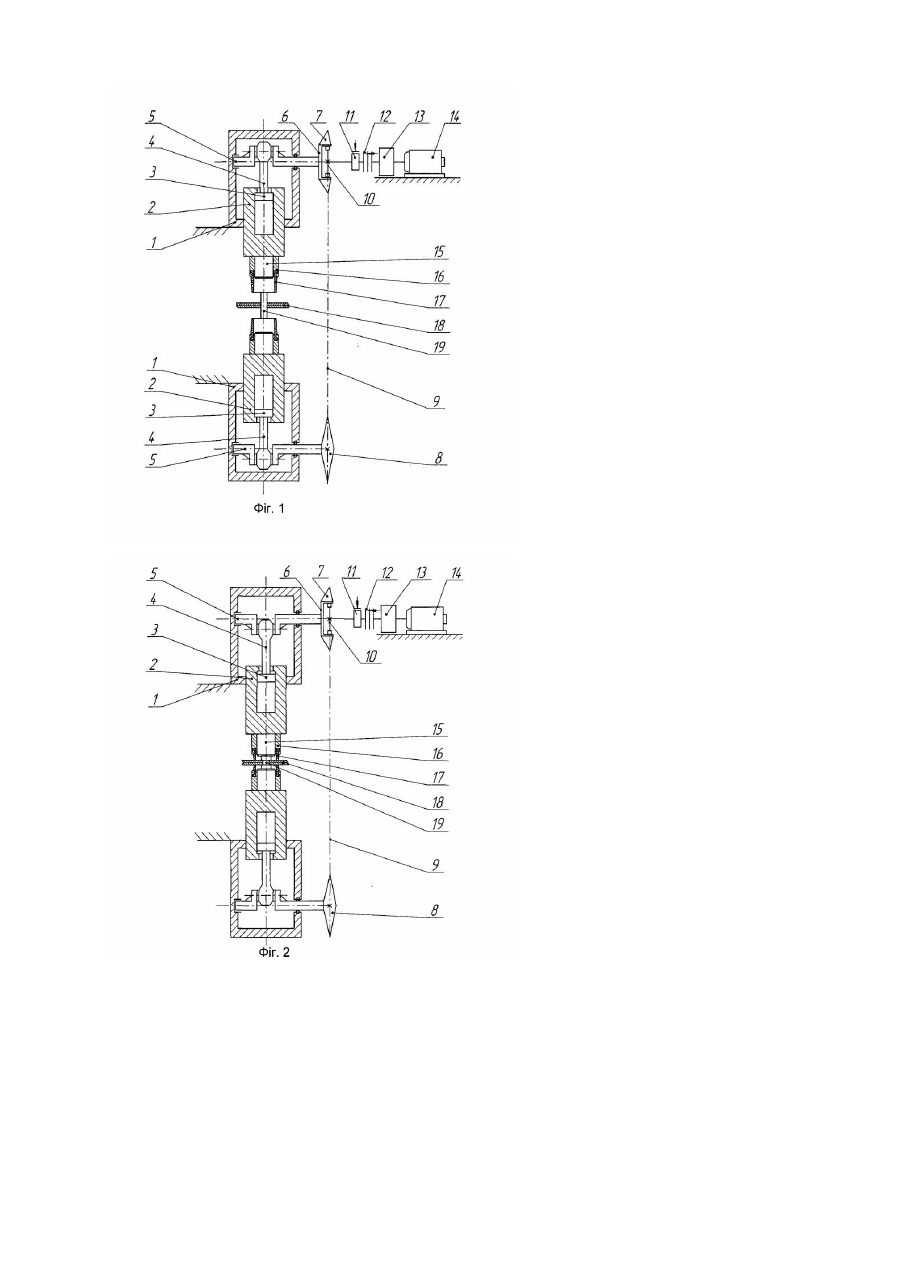
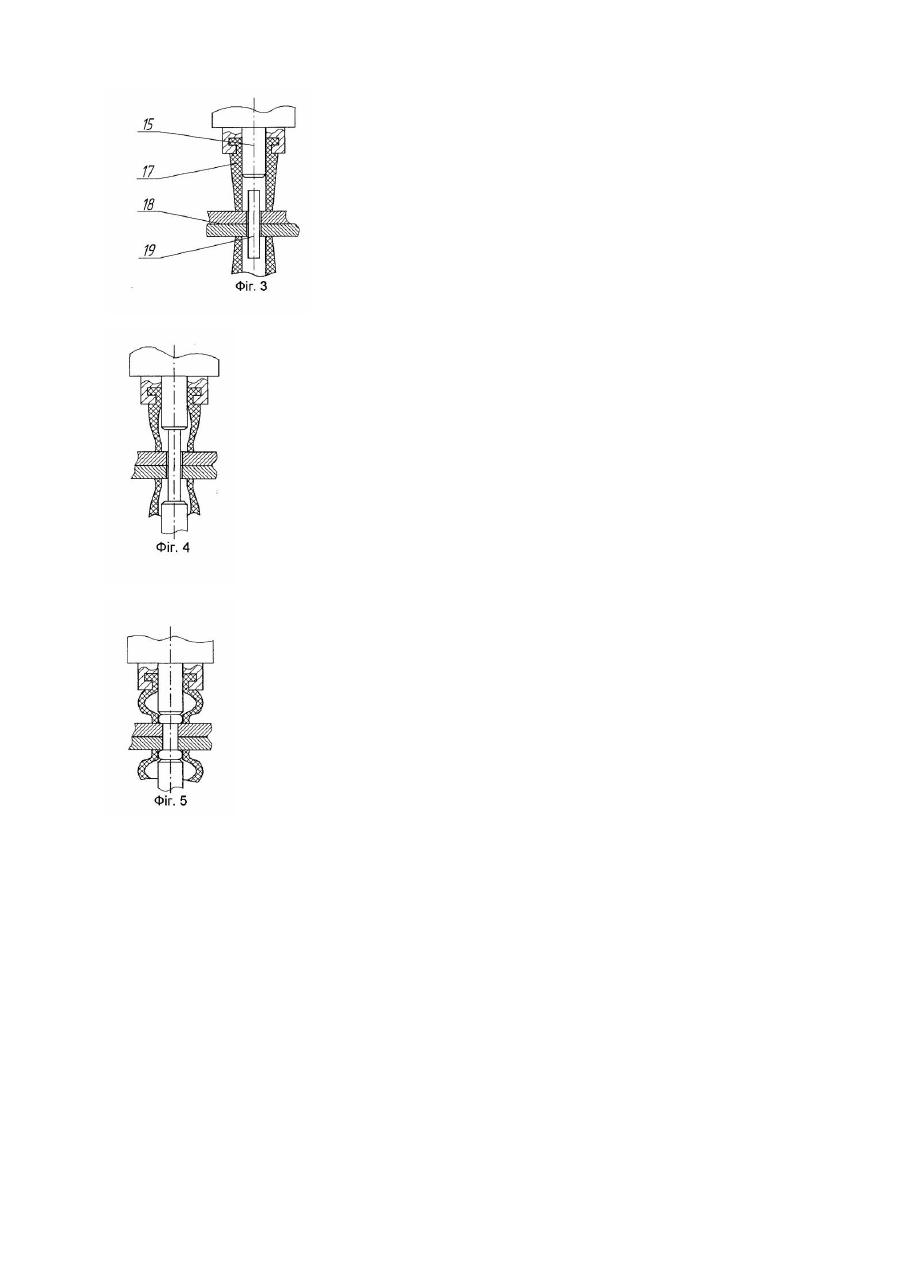
Винахід належить до галузі обробки металів тиском і може бути використаний переважно для виконання клепальних робіт на підприємствах авіаційної і машинобудівної промисловості. Відомо пристрій за А. с. № 465038, М.Кл. B21J15/22, 28.05.73, для одночасного клепання, який містить змонтовані на основі співвісно й одна навпроти другої дві клепальні головки, зв'язані механізмом синхронізації. Ме ханізм виконано у вигляді пневмогідравлічного мультиплікатора, а кожна клепальна головка наділена установленою в корпусі концентрично бойку електричною котушкою, що служить для його зміщення щоб розпочати розгін тиском газу при виконанні клепання. Недоліком пристрою є відсутність притиску пакета, який склепується, й відсутність синхронізації пересування бойків після виходу їх з ущільнювальних порожнин, що знижує надійність роботи пристрою. Пристрій за А. с. № 465038 для одночасного двобічного клепання, а також відомий пристрій за А. с. № 561341, М.Кл. B21J15/22, 17.12.74, заявлений як удосконалення пристрою по А. с. № 465038, на думку їх заявників також припускають можливість несинхронного удару бойків, що знижує якість виробу і продуктивність процесу клепки. Відомо пристрій по А. с. № 839138, М.Кл. B21J15/18, 31.01.80, для двобічного клепання, який містить дві співвісно і опозитно розташовані клепальні силові голівки типу клепальних молотків зі стволами, бойками і системою забезпечення синхронності удару у ви гляді розподільних золотників і додаткового трубопроводу, який з'єднує порожнини стволів. Недоліком цього пристрою є складність конструкції і відсутність притиску пакета, що склепується. З відомих машин для високошвидкісної обробки металів тиском найбільш близьким аналогом за технічною суттю і досягнутим результатом, тобто прототипом, є високошвидкісна машина для обробки металів тиском за А. с. № 327738, М.кл. B21J7/38, 04.05.70, яка містить станину зі змонтованими на ній ресиверами, у порожнинах яких знаходиться газ під високим тиском. У кожнім ресивері з можливістю зворотно-поступального руху розміщено плунжер з інструментом, а також є в наявності кривошипношатунний механізм зведення плунжера, зв'язаний з джерелом обертального руху через муфту вільного ходу й однобічну муфту. Кривошипно-шатунні механізми розташовані поза ресиверами і з'єднані між собою за допомогою ланцюгової передачі. Недоліком машини є обмежені технологічні можливості її використання для клепання зважаючи на відсутність притиску пакета, що склепується. Оснащування її різними відомими притискувачами вимагає застосування додаткових систем керування ними, що ускладнює конструкцію машини і знижує її надійність. Технічною задачею винаходу є розширення технологічних можливостей, спрощення конструкції і підвищення надійності машини. Ця задача вирішується тим, що у відомій високошвидкісній машині для обробки металів тиском, яка містить станину зі змонтованим електромеханічним приводом та установленими співвісно і опозитно ресиверами зі стисненим газом, розташованими в кожному з них плунжером з бойком, шатуном і колінчастим валом, один з валів жорстко з'єднаний муфтою вільного ходу з приводом, а за допомогою механізму синхронізації, наприклад, ланцюгової передачі - з другим колінчастим валом, згідно з винаходом, бойки обладнано розміщеними коаксиально еластичними притискувачами, установленими так, що їхні притискуючі поверхні виступають над ударними площинами бойків. Таке конструктивне рішення дозволить розширити технологічні можливості машини, тобто використовува ти її для, наприклад, ударного клепання стрижнями з забезпеченням одночасності притиску пакета, що склепується, без додаткових пристроїв і систем керування цими пристроями. При цьому забезпечено гарантовану жорстку постійну синхронізацію зустрічного руху плунжерів з бойками. Двобічний притиск пакета здійснюється також синхронно, оскільки пружні притискувачі установлено на плунжерах у втулках, співвісних з бойками. Запропоновану високошвидкісну машину для виконання клепальних операцій зображено на кресленнях, де показано: на Фіг.1 - машина в початковому стані; на Фіг.2 - мить закінчення процесу клепання стрижня; на Фіг.3 - робоча зона машини в мить стикання пружних притискувачів з пакетом, що склепується; на Фіг.4 - двосторонній притиск пакета, що склепується, у мить синхронного підльоту бойків до стрижня; на Фіг.5 - кінцева фаза процесу розклепування стрижня. Машина складається з закріплених співвісно і опозитно на станині (на кресленнях не показана) двох ресиверів 1. У кожному ресивері встановлено кривошипно-шатунний механізм, що складається з плунжера 2, зв'язаного за допомогою крейцкопфа 3 та шатуна 4 з колінчастим валом 5. Колінчастий вал 5 одного з кривошипно-шатунних механізмів з'єднано з муфтою вільного ходу 6. Її зовнішню обойму виконано у вигляді зірочки 7, яка є веденою ланкою муфти вільного ходу 6. Другий колінчастий вал 5 жорстко з'єднаний із зірочкою 8, яка у свою чергу з'єднана з зірочкою 7 ланцюговою передачею 9. Ведуча ланка маточина 10 муфти вільного ходу 6 через гальмо 11, однобічну муфту 12, і редуктор 13 з'єднана з електродвигуном 14. На кожному плунжері 2 змонтовано бойок 15, співвісно з яким установлено втулку 16 із пружним притискувачем 17 (наприклад, з поліуретану). Притискувачі 17 розташовано у втулках 16 так, що їх що притискувальні (робочі) площини знаходяться ближче до пакета 18, ніж ударні площини бойків 15. Машина працює у такій послідовності. У початковому стані (Фіг.1) ротор ввімкненого електродвигуна 14, а отже й вихідний вал редуктора 13, обертаються, однак колінчасті вали 5, шатуни 4 і плунжери 2 нерухомі і знаходяться в стані перед верхньою мертвою точкою (ВМТ), оскільки однобічна муфта 12 роз'єднана, гальмо 11 ввімкнене, а зустрічне переміщення плунжерів 2 від дії тиску газу в ресиверах відвернено муфтою вільного ходу 6 Для здійснення робочого ходу вмикають однобічну муфту 12 і вимикають гальмо 11, внаслідок чого крутний момент від електродвигуна 14 і редуктора 13, через маточину 10 передається на обійму-зірочку 7 і за допомогою ланцюгового зв'язку 9 - на зірочку 8. Колінчасті вали 5 починають прокручуватись і за допомогою крейцкопфів 3 та шатунів 4 переміщувати плунжери 2 до ВМТ. Як тільки кривошипно-шатунні механізми перейдуть ВМТ, муфта вільного ходу 6 автоматично розірве кінематичний ланцюг редуктор колінчасті вали, тобто від'єднає їх від ви хідного вала редуктора 13. Плунжери 2 з бойками 15 дією високого тиску газу, який знаходиться в ресиверах 1, розганяються, захоплюючи за собою шатуни 4 і прокручуючи при цьому колінчасті вали 5. Синхронність руху плунжерів 2 забезпечено ланцюговою передачею 9. Зближуючись, притискувачі 17 одночасно спочатку стискують пакет 18 (Фіг.3), після чого бойки 15 досягають стрижня 19 (Фіг.4) і розклепують його з двох боків (Фіг.5). Ударні навантаження, що виникають при розклепуванні, не передаються на кривошипно-шатунні механізми, оскільки хід плунжерів 2 конструктивно вибраний меншим, ніж хід крейцкопфів 3, які в мить початку деформування переміщуються до нижньої мертвої точки (НМТ) (Фіг.2), проходять її і під дією енергії обертального руху колінчастих валів 5 підходять до контактних поверхонь плунжерів 2, які зупинились після розклепування стрижня 19, і також зупиняються разом з колінчастими валами 5. Триваюче обертання відомого вала редуктора 13 ініціює вмикання муфти вільного ходу 6, внаслідок чого відновлюється жорсткий зв'язок між валом редуктора 13 і колінчастими валами 5 починається процес вертання плунжерів 2 до початкового стану. Кривошипно-шатунні механізми прокручуються до ВМТ, переміщуючи плунжери 2 і додатково стискуючи газ в ресиверах 1, що частково розширився під час робочого ходу. В позиції перед ВМТ однобічна муфта 12 автоматично вимикається й приводиться до дії гальмо 11, яке фіксує маточину 10 муфти вільного ходу 6, і всі частини машини займають положення, показане на Фіг.1, тобто позицію, яка відповідає початку робочого ходу. Пакет 18, що склепується, пересувають на заданий крок, у черговий отвір установлюють стрижень 19 і при вмиканні однобічної муфти 12 та звільненні гальма 11, робочий цикл повторюється. За допомогою запропонованої високошвидкісної машини для обробки металів тиском можна якісно розклепувати стрижні будь-якого необхідного діаметра, відповідно змінюючи початковий тиск газу в ресиверах і задаючи таким чином бойкам 15 необхідну кількість енергії, якою можна розпоряджатися, для нормованого деформування стрижня 19. Стабільну синхронізацію переміщення плунжерів і бойків з втулками та пружними притискувачами забезпечено ланцюговою передачею, що з'єднує колінчасті вали. При цьому пакет, який склепується, спочатку синхронно стискають пружні притискувачі, а потім бойки розклепують стрижень. Наявність на плунжерах втулок з пружними притискувачами дає можливість нормовано стискувати пакет 18 без будь-яких окремих додаткових вузлів і систем керування ними. Порівняно з відомими, запропонована високошвидкісна машина для обробки металів тиском дозволяє, завдяки установці на кожному бойку втулок з пружними притискувачами, розширити технологічні можливості, зменшити вагу та спростити конструкцію, підвищити її надійність, а використання жорсткої синхронності удару бойків і можливості точного регулювання їх енергії - одержувати вироби високої якості. Застосування ударного двобічного клепання стрижнями, вартість яких істотно менша, ніж заклепок з головками, з одночасним обтискуванням пакета, що склепується, дозволяє значно покращити психофізіологічні умови роботи клепальників внаслідок зниження діяння шуму та вібрації; підвищити продуктивність і стабільність якості при клепанні в автоматичному циклі; підвищити міцнісні і втомні характеристики з'єднання внаслідок стабільно щільного й рівномірного за товщиною пакета заповнення отвору матеріалом стрижня, який осаджується, що дозволяє відмовитись від герметизації з'єднання й таким чином зменшити масу конструкції. За нашого часу в Національному аерокосмічному університеті ім. М.Є. Жуковського (“ХАІ”) розробляється проект машини для ударного клепання стрижнями згідно з винаходом, що заявляється.
ДивитисяДодаткова інформація
Назва патенту англійськоюHigh-speed machine for metal working by pressure
Автори англійськоюKryvtsov Volodymyr Stanislavovych, Morholenko Anatolii Serhiiovych, Kyriienko Andrii Petrovych, Maznichenko Stanislav Onysymovych, Zaitsev Vitalii Yehoriiovych, Vorob'iov Yurii Anatoliiovych
Назва патенту російськоюВысокоскоростная машина для обработки металлов давлением
Автори російськоюКривцов Владимир Станиславович, Морголенко Анатолий Сергеевич, Кириенко Андрей Петрович, Мазниченко Станислав Онисимович, Зайцев Виталий Егорович, Воробьев Юрий Анатольевич
МПК / Мітки
МПК: B21J 7/00, B21J 15/00
Мітки: високошвидкісна, машина, тиском, обробки, металів
Код посилання
<a href="https://ua.patents.su/4-69255-visokoshvidkisna-mashina-dlya-obrobki-metaliv-tiskom.html" target="_blank" rel="follow" title="База патентів України">Високошвидкісна машина для обробки металів тиском</a>
Вібронавантажувач для обробки металів тиском
Номер патенту: 61365
Опубліковано: 17.11.2003
Автори: Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович
МПК: B21B 31/00
Мітки: обробки, вібронавантажувач, металів, тиском
Формула / Реферат:
Вібронавантажувач для обробки металів тиском, що виконаний у вигляді пружини, встановленої під робочим інструментом, який відрізняється тим, що вібронавантажувач виконано у вигляді пластинчатої пружини і встановлено під корпусом підшипника ролика прокатного стана, який направляє штабу.
Мастило для холодної обробки металів тиском
Номер патенту: 31456
Опубліковано: 15.12.2000
Автори: Клочкова Віра Євгенівна, Бут Олександр Володимирович, Брескіна Алла Іллівна, Полушкіна Людмила Аркадіївна, Кіріченко Юрій Алімович, Школа Олег Іванович, Кармазіна Тамара Павлівна
МПК: C10M 159/00, C10M 155/00
Мітки: тиском, обробки, холодної, металів, мастило
Текст:
..."кефоля"); - продукт, виділений з рідкої фази розчиненого в ацетоні фосфаті дного концентрату олій (МКФ) за ТУ # 6-О9-Ю-І704-Є5; - присадка борин за ТУ # Э810Ш03-84; - присадка детерсол 140 за ТУ * 38.1011090-68; - концентрат жировий олеїновий за ТУ * 104)4102-34-88. Всі компоненти були введені в базову основу послідовно у порядку від більшого до меншего. В останню чергу була введена присадка детерсол 140. В лабораторних умовах були одержані...
Концентрат мастила для холодної обробки металів тиском
Номер патенту: 61032
Опубліковано: 15.10.2003
Автори: Короткова Надія Петрівна, Цегельнюк Любов Іванівна, Кулик Валентина Яківна
МПК: C10M 159/00
Мітки: холодної, концентрат, тиском, обробки, металів, мастила
Формула / Реферат:
Концентрат мастила для холодної обробки металів тиском, що містить мінеральну оливу, жировий матеріал, гідроксид калію і воду, який відрізняється тим, що додатково містить продукт конденсації при температурі 150-180°С адипінової кислоти і полігліколевих ефірів кислот тваринного жиру з 6 молями окису етилену і/або полігліколевих ефірів кислот олії з 6 молями окису етилену при масовому співвідношенні адипінової кислоти і ефірів 1:5-9, а як...
Спосіб одержання технологічного мастила для холодної обробки металів тиском
Номер патенту: 28814
Опубліковано: 16.10.2000
Автори: Бут Олександр Володимирович, Хаустов Георгій Йосипович, Кіріченко Юрій Алімович, Брескіна Алла Іллівна, Македонов Сергій Іванович, Максименко Анатолій Савелювич, Македонський Олег Олександрович, Пігульська Раїса Іванівна, Школа Олег Іванович, Гречаник Лілія Володимирівна
МПК: C10M 159/00
Мітки: металів, мастила, тиском, спосіб, обробки, холодної, технологічного, одержання
Формула / Реферат:
Спосіб одержання технологічного мастила для холодної обробки металів тиском шляхом етерифікації жирнокислотної основи, який відрізняється тим, що як жирнокислотну основу використовують суміш жирних кислот, виділених із соапстоків світлих олій і гудрону жирового стеаринового в співвідношенні 9:1,а етерифікацію суміші здійснюють пентаеритритом, додаючи його в кількості 6-10% від маси жирнокислотної основи, при цьому процес етерифікації...
Концентрат мастила для холодної обробки металів тиском
Номер патенту: 5246
Опубліковано: 28.12.1994
Автори: Кулик Валентина Яківна, Федоренко Олександр Васильович, Кудряшов Владімір Алєксандровіч, Чередниченко Григорій Іванович, Стахурський Олександр Дмитрович, Шєвалдикіна Людміла Гавріловна, Цегельнюк Любов Іванівна, Ваврик Василь Іванович, Маврина Валентина Миколаївна, Поліщук Віктор Олександрович
МПК: C10N 40/24, C10N 30/06, C10M 159/12, C10M 125/10, C10M 129/16, C10M 135/00, C10M 173/00
Мітки: тиском, мастила, концентрат, обробки, металів, холодної
Формула / Реферат:
Концентрат смазки для холодной обработки металлов давлением, содержащий минеральное масло, полиоксиэтиленгликолевые эфиры первичных жирных спиртов фракции С10-С20 с 8-12 молями окиси этилена и продукт конденсации при температуре 170-180°С на основе полигликолей, отличающийся тем, что концентрат в качестве продукта конденсации при температуре 170-180°С на основе полигликолей содержит продукт конденсации при температуре 170-180°С полигликолей с...
Попередній патент: Пристрій для вивчення комплексного зв’язку психологічної інерції, мислення та дії
Наступний патент: Спосіб часового ущільнення вузькосмугових інформаційних каналів
Випадковий патент: Спосіб завантаження великотоннажного морського судна