Спосіб виготовлення шиберної плити з вогнетривів
Номер патенту: 79918
Опубліковано: 25.07.2007
Автори: Лактіонов Володимир Іванович, Каліберда Лариса Борисівна, Дроздов Георгій Михайлович, Ларюкіна Ніна Олександрівна, Павлова Наталля Миколаївна, Остапенко Ігор Анатолійович
Формула / Реферат
1. Спосіб виготовлення шиберної плити з вогнетривів, що включає її підготовку, мокре шліфування робочої поверхні і сушіння, який відрізняється тим, що сушіння після шліфування робочої поверхні шиберної плити проводять вакуумуванням при розрідженні 0,7-0,8 атм. протягом 1-3 годин.
2. Спосіб за п.1, який відрізняється тим, що після вакуумування вологу з поверхні шиберних плит видаляють потоком стиснутого повітря з температурою 30- 50°С.
3. Спосіб за п.1, який відрізняється тим, що шиберні плити попередньо підігрівають до 40 -50°С і далі вакуумування їх ведуть при підтримці вказаної температури.
Текст
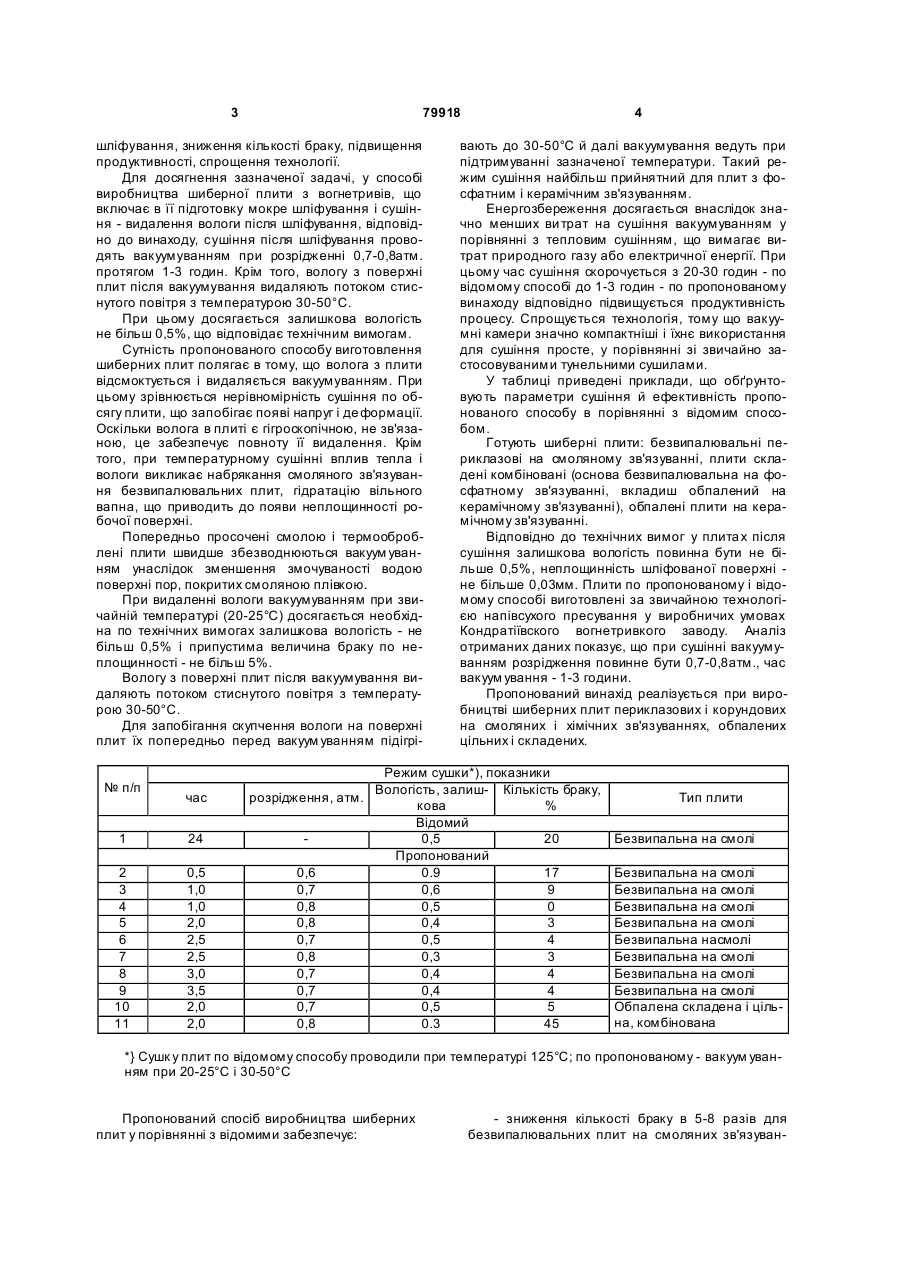
1. Спосіб виготовлення шиберної плити з вогнетривів, що включає її підготовку, мокре шліфування робочої поверхні і сушіння, який відрізняється тим, що сушіння після шліфування робочої поверхні шиберної плити проводять вакуум уванням при розрідженні 0,7-0,8атм. протягом 1-3 годин. 2. Спосіб за п.1, який відрізняється тим, що після вакуум ування вологу з поверхні шиберних плит видаляють потоком стиснутого повітря з температурою 30- 50°С. 3. Спосіб за п.1, який відрізняється тим, що шиберні плити попередньо підігрівають до 40 -50°С і далі вакуумування їх ведуть при підтримці вказаної температури. Винахід належить до промисловості виготовлення вогнетривів а саме - до виготовлення шиберних плит для розливання сталі. Однією з обов'язкових технологічних операцій при виготовленні шиберної плити є шліфування ЇЇ робочої поверхні, що виробляється абразивними колами з використанням води. При цьому неплощинність шліфованої поверхні не повинна перевищува ти 0,03мм. Вологість плит після шліфування складає 5-15%. Для видалення вологи застосовують тепловий спосіб сушіння; процес випару води є енергоємним і тривалим - не менше 20-30 годин при 110-170°С до вологості не більш 0,5%. Відомий спосіб термообробки керамічних плит, що включає сушіння електричним струмом і теплоносієм [Авт.св.СРСР №1110769, С04В33/30, Бюл. 1984, №32]. Недоліком способу є енергоємність процесу сушіння і велика тривалість. Відомий спосіб виготовлення вогнетривів для розливання металу, зокрема, плит шиберних затворів периклазографітового складу [Патент RU №2155730 С04В35/03, 2000г.]. Сушіння роблять термічним способом до вологості не більш 0,5%. Недоліком способу є підвищена енергоємність процесу сушіння випаром вологи. Відомий так само спосіб виготовлення вогнетривів [Патент України, №58962, 2003р.], прийнятий за прототип. Периклазові вуглецевовмісні безвипалювальні шиберні плити готувалися на фенольному зв'язуючому; після мокрого шліфування застосовувалося термічне сушіння. Недоліком способу є підвищена енергоємність і тривалість процесу сушіння, а також поява неплощинності шліфованої поверхні внаслідок набрякання смоляної зв'язки під впливом тепла і вологи, що приводить до високого виходу браку. Задачею дійсного винаходу є економія енергоресурсів на стадії сушіння плит після їхнього (19) UA (11) 79918 (13) (21) a200609723 (22) 11.09.2006 (24) 25.07.2007 (46) 25.07.2007, Бюл. № 11, 2007 р. (72) Остапенко Ігор Анатолійович, Лактіонов Володимир Іванович, Дроздов Георгій Михайлович, Ларюкіна Ніна Олександрівна, Павлова Наталля Миколаївна, Каліберда Лариса Борисівна (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "МАРІУПОЛЬСЬКИЙ МЕТАЛУРГІЙНИЙ КОМБІН АТ ІМ. ІЛЛІЧА" (56) SU, 1 110 769, A, 30.08.1984 UA, 35 866, A, 16.04.2001 UA, 54 527, C2, 17.03.2003 UA, 58 962, A, 15.08.2003 RU, 2 126 371, C1, 20.02.1999 RU, 2 155 730, C2, 10.09.2000 RU, 2 170 642, C1, 20.07.2001 FR, 2 452 343, A1, 24.10.1980 C2 1 3 79918 шліфування, зниження кількості браку, підвищення продуктивності, спрощення технології. Для досягнення зазначеної задачі, у способі виробництва шиберної плити з вогнетривів, що включає в її підготовку мокре шліфування і сушіння - видалення вологи після шліфування, відповідно до винаходу, сушіння після шліфування проводять вакуумуванням при розрідженні 0,7-0,8атм. протягом 1-3 годин. Крім того, вологу з поверхні плит після вакуумування видаляють потоком стиснутого повітря з температурою 30-50°С. При цьому досягається залишкова вологість не більш 0,5%, що відповідає технічним вимогам. Сутність пропонованого способу виготовлення шиберних плит полягає в тому, що волога з плити відсмоктується і видаляється вакуумуванням. При цьому зрівнюється нерівномірність сушіння по обсягу плити, що запобігає появі напруг і де формації. Оскільки волога в плиті є гігроскопічною, не зв'язаною, це забезпечує повноту її видалення. Крім того, при температурному сушінні вплив тепла і вологи викликає набрякання смоляного зв'язування безвипалювальних плит, гідратацію вільного вапна, що приводить до появи неплощинності робочої поверхні. Попередньо просочені смолою і термооброблені плити швидше збезводнюються вакуум уванням унаслідок зменшення змочуваності водою поверхні пор, покритих смоляною плівкою. При видаленні вологи вакуумуванням при звичайній температурі (20-25°С) досягається необхідна по технічних вимогах залишкова вологість - не більш 0,5% і припустима величина браку по неплощинності - не більш 5%. Вологу з поверхні плит після вакуумування видаляють потоком стиснутого повітря з температурою 30-50°С. Для запобігання скупчення вологи на поверхні плит їх попередньо перед вакуум уванням підігрі№ п/п час 1 24 2 3 4 5 6 7 8 9 10 11 0,5 1,0 1,0 2,0 2,5 2,5 3,0 3,5 2,0 2,0 4 вають до 30-50°С й далі вакуумування ведуть при підтримуванні зазначеної температури. Такий режим сушіння найбільш прийнятний для плит з фосфатним і керамічним зв'язуванням. Енергозбереження досягається внаслідок значно менших ви трат на сушіння вакуумуванням у порівнянні з тепловим сушінням, що вимагає витрат природного газу або електричної енергії. При цьому час сушіння скорочується з 20-30 годин - по відомому способі до 1-3 годин - по пропонованому винаходу відповідно підвищується продуктивність процесу. Спрощується технологія, тому що вакуумні камери значно компактніші і їхнє використання для сушіння просте, у порівнянні зі звичайно застосовуваними тунельними сушилами. У таблиці приведені приклади, що обґрунтовують параметри сушіння й ефективність пропонованого способу в порівнянні з відомим способом. Готують шиберні плити: безвипалювальні периклазові на смоляному зв'язуванні, плити складені комбіновані (основа безвипалювальна на фосфатному зв'язуванні, вкладиш обпалений на керамічному зв'язуванні), обпалені плити на керамічному зв'язуванні. Відповідно до технічних вимог у плита х після сушіння залишкова вологість повинна бути не більше 0,5%, неплощинність шліфованої поверхні не більше 0,03мм. Плити по пропонованому і відомому способі виготовлені за звичайною технологією напівсухого пресування у виробничих умовах Кондратіївского вогнетривкого заводу. Аналіз отриманих даних показує, що при сушінні вакуумуванням розрідження повинне бути 0,7-0,8атм., час вакуум ування - 1-3 години. Пропонований винахід реалізується при виробництві шиберних плит периклазових і корундових на смоляних і хімічних зв'язуваннях, обпалених цільних і складених. Режим сушки*), показники Вологість, залиш- Кількість браку, розрідження, атм. кова % Відомий 0,5 20 Пропонований 0,6 0.9 17 0,7 0,6 9 0,8 0,5 0 0,8 0,4 3 0,7 0,5 4 0,8 0,3 3 0,7 0,4 4 0,7 0,4 4 0,7 0,5 5 0,8 0.3 45 Тип плити Безвипальна на смолі Безвипальна на смолі Безвипальна на смолі Безвипальна на смолі Безвипальна на смолі Безвипальна насмолі Безвипальна на смолі Безвипальна на смолі Безвипальна на смолі Обпалена складена і цільна, комбінована *} Сушк у плит по відомому способу проводили при температурі 125°С; по пропонованому - вакуум уванням при 20-25°С і 30-50°С Пропонований спосіб виробництва шиберних плит у порівнянні з відомими забезпечує: - зниження кількості браку в 5-8 разів для безвипалювальних плит на смоляних зв'язуван 5 79918 нях унаслідок збереження припустимої неплощинності: - скорочення часу сушіння плити після шліфування в 8-10 разів: Комп’ютерна в ерстка Л.Литв иненко 6 - зниження енерговитрат для стадії сушіння плит на 30-50% внаслідок економії природного газу й електроенергії; - спрощення процесу сушіння. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing of gate plate from refractory bricks
Автори англійськоюOstapenko Ihor Anatoliiovych, Laktionov Volodymyr Ivanovych, Drozdov Heorhii Mykhailovych, Lariukina Nina Oleksandrivna, Pavlova Natallia Mykolaivna, Kaliberda Larysa Borysivna
Назва патенту російськоюСпособ изготовления шиберной плиты из огнеупоров
Автори російськоюОстапенко Игорь Анатольевич, Лактионов Владимир Иванович, Дроздов Георгий Михайлович, Ларюкина Нина Александровна, Павлова Наталья Николаевна, Калиберда Лариса Борисовна
МПК / Мітки
МПК: C04B 33/30, B22D 41/22, C04B 35/03
Мітки: шиберної, вогнетривів, спосіб, плити, виготовлення
Код посилання
<a href="https://ua.patents.su/3-79918-sposib-vigotovlennya-shiberno-pliti-z-vognetriviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення шиберної плити з вогнетривів</a>
Спосіб виробництва шиберної плити
Номер патенту: 13864
Опубліковано: 17.04.2006
Автори: Лактіонов Володимир Іванович, Павлова Наталья Миколаївна, Остапенко Ігор Анатолійович, Дроздов Георгій Михайлович
МПК: C04B 35/00, B22D 41/22, C04B 41/82
Мітки: плити, виробництва, шиберної, спосіб
Формула / Реферат:
1. Спосіб виробництва шиберної плити, що включає виготовлення безвипалювальної термообробленої основи й обпаленого вкладиша, уклеювання мертелем вкладиша в основу, термообробку зібраної плити для отвердіння мертеля, свердлення зливального каналу, шліфування і сушіння, який відрізняється тим, що плиту після термообробки для отвердіння мертеля просочують вуглецевмісним матеріалом і термооброблюють для полімеризації просочувального...
Спосіб виробництва шиберної плити
Номер патенту: 79694
Опубліковано: 10.07.2007
Автори: Дроздов Георгій Михайлович, Павлова Наталья Миколаївна, Лактіонов Володимир Іванович, Остапенко Ігор Анатолійович
МПК: B22D 41/08, C04B 35/035, B22D 41/22
Мітки: плити, шиберної, спосіб, виробництва
Формула / Реферат:
1. Спосіб виробництва шиберної плити, що включає виготовлення безвипалювальної термообробленої основи й обпаленого вкладиша, вклеювання мертелем вкладиша в основу, термообробку зібраної плити для отвердіння мертелю, свердління зливного каналу, шліфування і сушіння, який відрізняється тим, що плиту після термообробки для отвердіння мертелю просочують вуглецевмісним матеріалом і термооброблюють для полімеризації просочувальним...
Спосіб виготовлення теплошумоізоляційної плити “біотерм”
Номер патенту: 21221
Опубліковано: 15.03.2007
Автор: Корнилюк Юрій Сергійович
Мітки: виготовлення, теплошумоізоляційної, плити, біотерм, спосіб
Формула / Реферат:
Спосіб виготовлення теплошумоізоляційної плити, що включає послідовне укладання ізоляційного та арматурного матеріалу і формування плити, який відрізняється тим, що як ізоляційний матеріал використовують гіпсово-цементне в'яжуче з пороутворюючим наповнювачем та мінеральну вату, арматурний матеріал - скловолокнисту сітку та/або технічну целюлозу, а формують плиту при вібрації одночасно з утворенням монтажних замків.
Спосіб виготовлення багатопорожнинної залізобетонної монолітної плити
Номер патенту: 65670
Опубліковано: 15.04.2004
Автори: Данільченко Олександр Анатолійович, Козін Віктор Петрович, Тонкачеєв Геннадій Миколайович, Артюх Володимир Григорович, Санніков Ігор Валентинович
МПК: E04B 5/02, E04C 2/04, E04G 21/12, E04C 2/06
Мітки: залізобетонної, спосіб, виготовлення, багатопорожнинної, монолітної, плити
Формула / Реферат:
1. Спосіб виготовлення багатопорожнинної залізобетонної монолітної плити, який включає монтаж опалубки, укладання нижньої та верхньої арматури, встановлення між ними незнімних порожниноутворювачів та їх фіксацію, укладання бетонної суміші, який відрізняється тим, що на порожниноутворювачі встановлюють фіксатори, які закріплюють до опалубки, а порожниноутворювачі встановлюють з можливістю вільного переміщення в межах об'єму фіксатора під...
Пристрій для виготовлення плавленолитих вогнетривів
Номер патенту: 41743
Опубліковано: 17.09.2001
Автори: Гойхман Валерій Юрійович, Рябов Аркадій Іванович, Воронцов Павло Миколайович, Полохливець Едуард Кіндратович
МПК: B22C 3/00, C04B 35/622, B28B 1/14
Мітки: вогнетривів, виготовлення, плавленолитих, пристрій
Формула / Реферат:
Пристрій для виготовлення плавленолитих вогнетривів, включаючий металеву ємність з внутрішньою теплоізоляцією, відливну форму з кришкою та дном, прибуткову надставку, установлену на кришці форми, який відрізняється тим, що внутрішня теплоізоляція складається щонайменше з двох шарів, один з яких, прилягаючий до внутрішньої поверхні ємкості, виконаний у вигляді плит з теплоізоляційного матеріалу з теплопровідністю
Попередній патент: Спосіб регенерації активованого вугілля
Наступний патент: Спосіб виробництва коксових брикетів
Випадковий патент: Шпиндель прокатного стана