Спосіб виробництва шиберної плити
Номер патенту: 13864
Опубліковано: 17.04.2006
Автори: Остапенко Ігор Анатолійович, Павлова Наталья Миколаївна, Дроздов Георгій Михайлович, Лактіонов Володимир Іванович
Формула / Реферат
1. Спосіб виробництва шиберної плити, що включає виготовлення безвипалювальної термообробленої основи й обпаленого вкладиша, уклеювання мертелем вкладиша в основу, термообробку зібраної плити для отвердіння мертеля, свердлення зливального каналу, шліфування і сушіння, який відрізняється тим, що плиту після термообробки для отвердіння мертеля просочують вуглецевмісним матеріалом і термооброблюють для полімеризації просочувального матеріалу.
2. Спосіб за п. 1, який відрізняється тим, що в основу вклеюють непросочений вкладиш.
3. Спосіб за пп. 1, 2, який відрізняється тим, що просочення проводять при попередньому вакуумуванні з розрідженням не менш 0,7 атм.
Текст
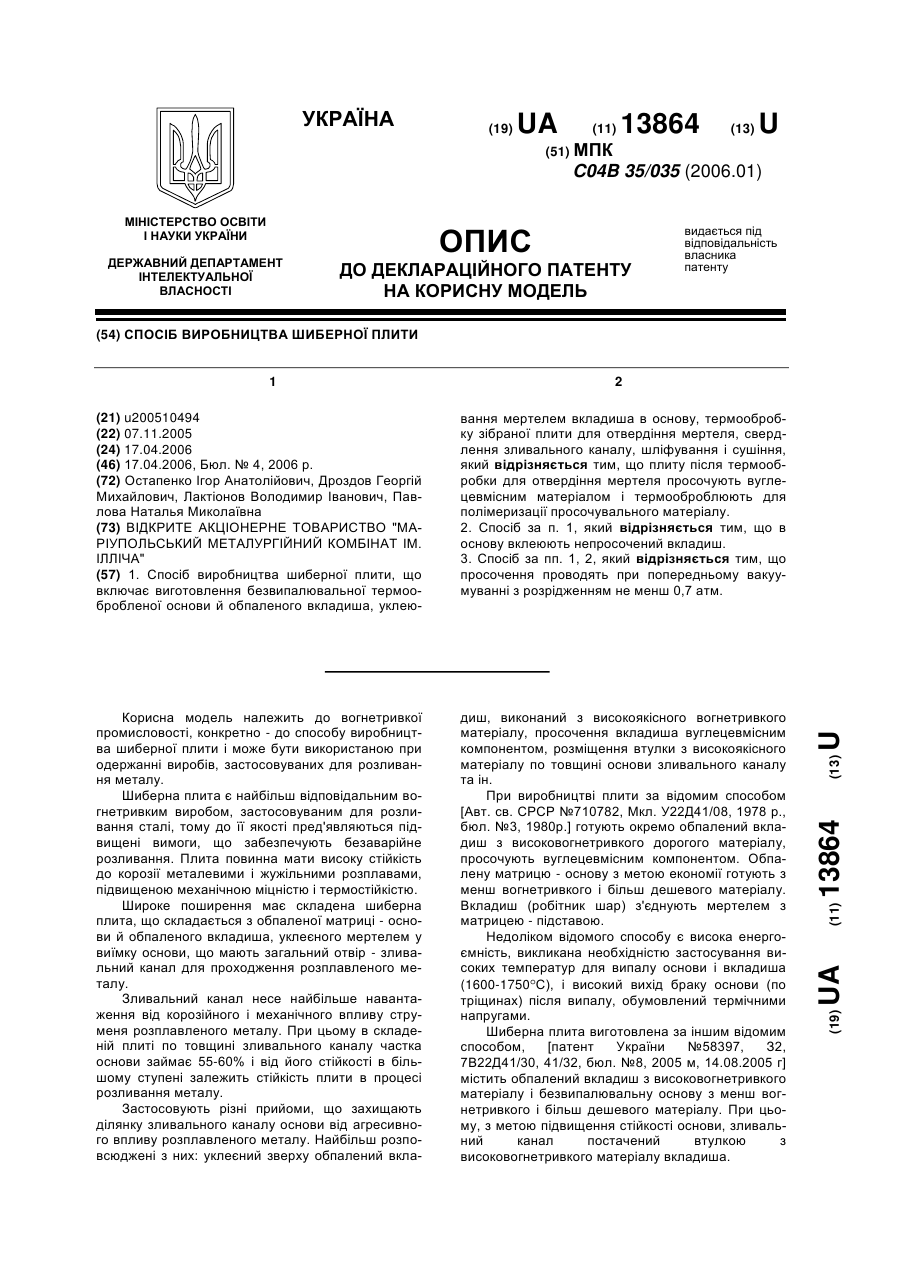
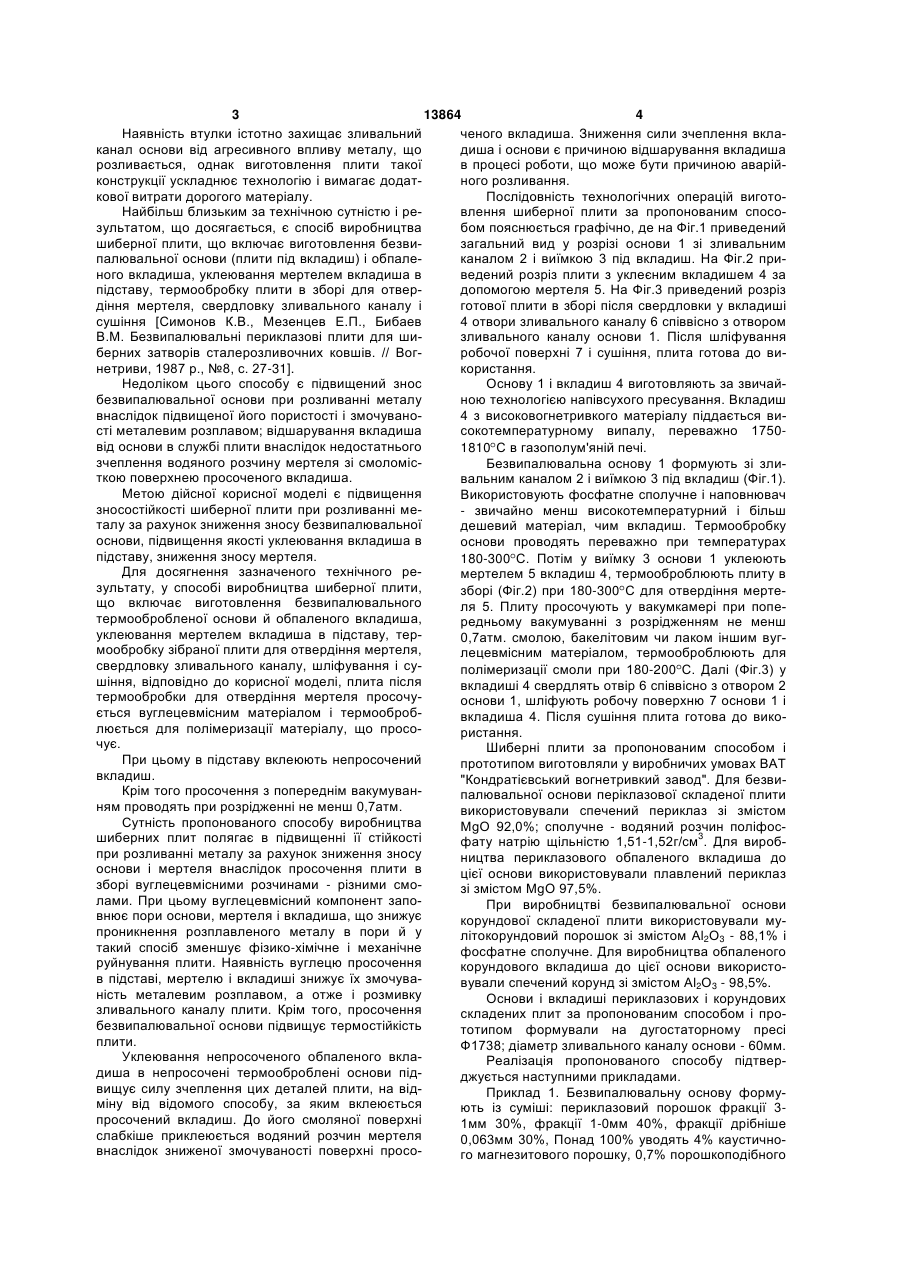
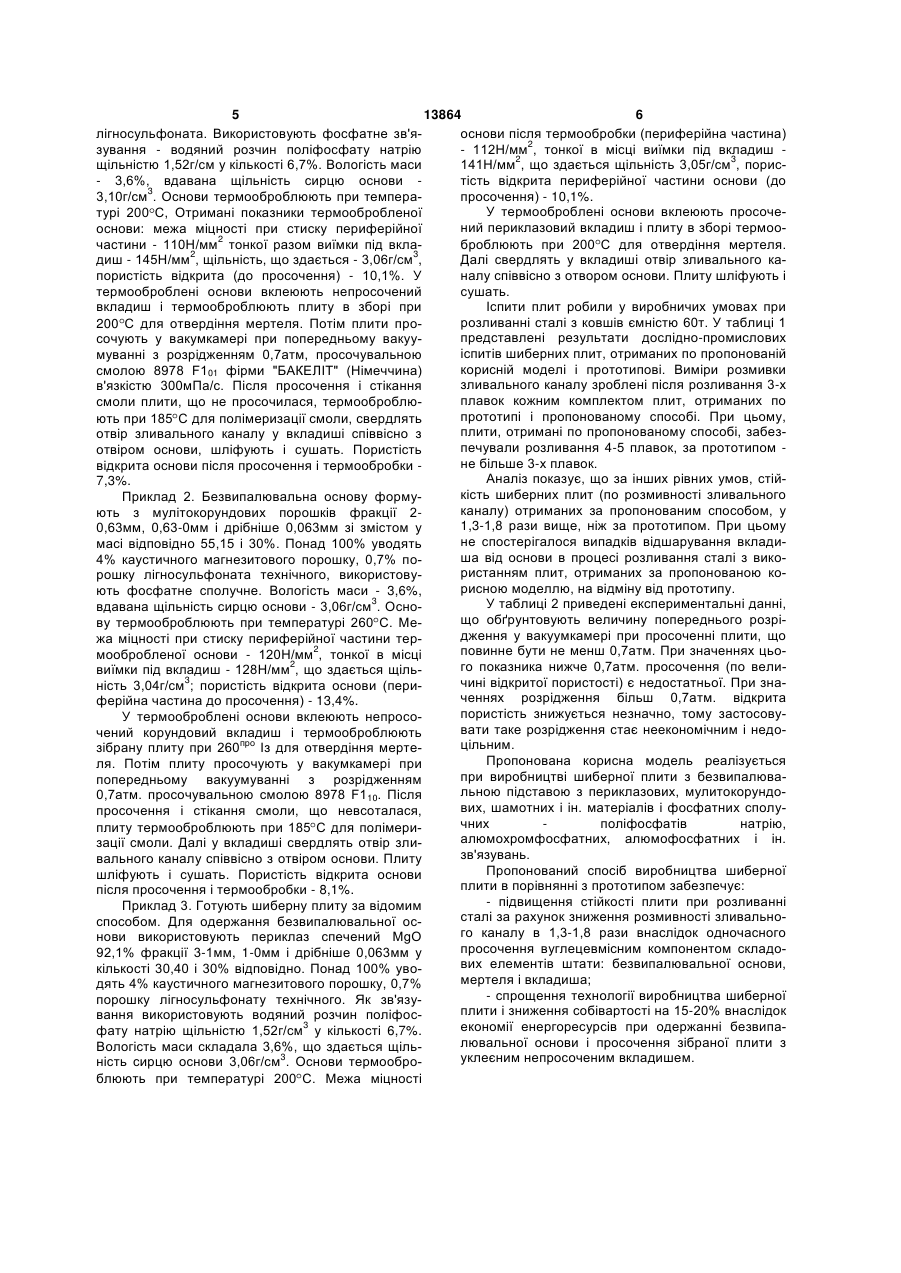
1. Спосіб виробництва шиберної плити, що включає виготовлення безвипалювальної термообробленої основи й обпаленого вкладиша, уклею 3 13864 4 Наявність втулки істотно захищає зливальний ченого вкладиша. Зниження сили зчеплення вклаканал основи від агресивного впливу металу, що диша і основи є причиною відшарування вкладиша розливається, однак виготовлення плити такої в процесі роботи, що може бути причиною аварійконструкції ускладнює технологію і вимагає додатного розливання. кової витрати дорогого матеріалу. Послідовність технологічних операцій виготоНайбільш близьким за технічною сутністю і ревлення шиберної плити за пропонованим спосозультатом, що досягається, є спосіб виробництва бом пояснюється графічно, де на Фіг.1 приведений шиберної плити, що включає виготовлення безвизагальний вид у розрізі основи 1 зі зливальним палювальної основи (плити під вкладиш) і обпалеканалом 2 і виїмкою 3 під вкладиш. На Фіг.2 приного вкладиша, уклеювання мертелем вкладиша в ведений розріз плити з уклеєним вкладишем 4 за підставу, термообробку плити в зборі для отвердопомогою мертеля 5. На Фіг.3 приведений розріз діння мертеля, свердловку зливального каналу і готової плити в зборі після свердловки у вкладиші сушіння [Симонов К.В., Мезенцев Е.П., Бибаев 4 отвори зливального каналу 6 співвісно з отвором В.М. Безвипалювальні периклазові плити для шизливального каналу основи 1. Після шліфування берних затворів сталерозливочних ковшів. // Вогробочої поверхні 7 і сушіння, плита готова до винетриви, 1987 р., №8, с. 27-31]. користання. Недоліком цього способу є підвищений знос Основу 1 і вкладиш 4 виготовляють за звичайбезвипалювальної основи при розливанні металу ною технологією напівсухого пресування. Вкладиш внаслідок підвищеної його пористості і змочувано4 з високовогнетривкого матеріалу піддається висті металевим розплавом; відшарування вкладиша сокотемпературному випалу, переважно 1750від основи в службі плити внаслідок недостатнього 1810 С в газополум'яній печі. зчеплення водяного розчину мертеля зі смоломісБезвипалювальна основу 1 формують зі злиткою поверхнею просоченого вкладиша. вальним каналом 2 і виїмкою 3 під вкладиш (Фіг.1). Метою дійсної корисної моделі є підвищення Використовують фосфатне сполучне і наповнювач зносостійкості шиберної плити при розливанні ме- звичайно менш високотемпературний і більш талу за рахунок зниження зносу безвипалювальної дешевий матеріал, чим вкладиш. Термообробку основи, підвищення якості уклеювання вкладиша в основи проводять переважно при температурах підставу, зниження зносу мертеля. 180-300 С. Потім у виїмку 3 основи 1 уклеюють Для досягнення зазначеного технічного ремертелем 5 вкладиш 4, термооброблюють плиту в зультату, у способі виробництва шиберної плити, зборі (Фіг.2) при 180-300 С для отвердіння мертещо включає виготовлення безвипалювального ля 5. Плиту просочують у вакумкамері при попетермообробленої основи й обпаленого вкладиша, редньому вакумуванні з розрідженням не менш уклеювання мертелем вкладиша в підставу, тер0,7атм. смолою, бакелітовим чи лаком іншим вугмообробку зібраної плити для отвердіння мертеля, лецевмісним матеріалом, термооброблюють для свердловку зливального каналу, шліфування і суполімеризації смоли при 180-200 С. Далі (Фіг.3) у шіння, відповідно до корисної моделі, плита після вкладиші 4 свердлять отвір 6 співвісно з отвором 2 термообробки для отвердіння мертеля просочуоснови 1, шліфують робочу поверхню 7 основи 1 і ється вуглецевмісним матеріалом і термообробвкладиша 4. Після сушіння плита готова до виколюється для полімеризації матеріалу, що просористання. чує. Шиберні плити за пропонованим способом і При цьому в підставу вклеюють непросочений прототипом виготовляли у виробничих умовах ВАТ вкладиш. "Кондратієвський вогнетривкий завод". Для безвиКрім того просочення з попереднім вакумуванпалювальної основи періклазової складеної плити ням проводять при розрідженні не менш 0,7атм. використовували спечений периклаз зі змістом Сутність пропонованого способу виробництва MgO 92,0%; сполучне - водяний розчин поліфосшиберних плит полягає в підвищенні її стійкості фату натрію щільністю 1,51-1,52г/см3. Для виробпри розливанні металу за рахунок зниження зносу ництва периклазового обпаленого вкладиша до основи і мертеля внаслідок просочення плити в цієї основи використовували плавлений периклаз зборі вуглецевмісними розчинами - різними смозі змістом MgO 97,5%. лами. При цьому вуглецевмісний компонент запоПри виробництві безвипалювальної основи внює пори основи, мертеля і вкладиша, що знижує корундової складеної плити використовували мупроникнення розплавленого металу в пори й у літокорундовий порошок зі змістом Аl2О3 - 88,1% і такий спосіб зменшує фізико-хімічне і механічне фосфатне сполучне. Для виробництва обпаленого руйнування плити. Наявність вуглецю просочення корундового вкладиша до цієї основи використов підставі, мертелю і вкладиші знижує їх змочувавували спечений корунд зі змістом Аl2О3 - 98,5%. ність металевим розплавом, а отже і розмивку Основи і вкладиші периклазових і корундових зливального каналу плити. Крім того, просочення складених плит за пропонованим способом і пробезвипалювальної основи підвищує термостійкість тотипом формували на дугостаторному пресі плити. Ф1738; діаметр зливального каналу основи - 60мм. Уклеювання непросоченого обпаленого вклаРеалізація пропонованого способу підтвердиша в непросочені термооброблені основи підджується наступними прикладами. вищує силу зчеплення цих деталей плити, на відПриклад 1. Безвипалювальну основу формуміну від відомого способу, за яким вклеюється ють із суміші: периклазовий порошок фракції 3просочений вкладиш. До його смоляної поверхні 1мм 30%, фракції 1-0мм 40%, фракції дрібніше слабкіше приклеюється водяний розчин мертеля 0,063мм 30%, Понад 100% уводять 4% каустичновнаслідок зниженої змочуваності поверхні просого магнезитового порошку, 0,7% порошкоподібного 5 13864 6 лігносульфоната. Використовують фосфатне зв'яоснови після термообробки (периферійна частина) зування - водяний розчин поліфосфату натрію - 112Н/мм2, тонкої в місці виїмки під вкладиш щільністю 1,52г/см у кількості 6,7%. Вологість маси 141Н/мм2, що здається щільність 3,05г/см3, порис- 3,6%, вдавана щільність сирцю основи тість відкрита периферійної частини основи (до 3,10г/см3. Основи термооброблюють при темперапросочення) - 10,1%. У термооброблені основи вклеюють просочетурі 200 С, Отримані показники термообробленої ний периклазовий вкладиш і плиту в зборі термоооснови: межа міцності при стиску периферійної частини - 110Н/мм2 тонкої разом виїмки під вклаброблюють при 200 С для отвердіння мертеля. диш - 145Н/мм2, щільність, що здається - 3,06г/см3, Далі свердлять у вкладиші отвір зливального капористість відкрита (до просочення) - 10,1%. У налу співвісно з отвором основи. Плиту шліфують і термооброблені основи вклеюють непросочений сушать. вкладиш і термооброблюють плиту в зборі при Іспити плит робили у виробничих умовах при розливанні сталі з ковшів ємністю 60т. У таблиці 1 200 С для отвердіння мертеля. Потім плити пропредставлені результати дослідно-промислових сочують у вакумкамері при попередньому вакууіспитів шиберних плит, отриманих по пропонованій муванні з розрідженням 0,7атм, просочувальною корисній моделі і прототипові. Виміри розмивки смолою 8978 F101 фірми "БАКЕЛІТ" (Німеччина) зливального каналу зроблені після розливання 3-х в'язкістю 300мПа/с. Після просочення і стікання плавок кожним комплектом плит, отриманих по смоли плити, що не просочилася, термооброблюпрототипі і пропонованому способі. При цьому, ють при 185 С для полімеризації смоли, свердлять плити, отримані по пропонованому способі, забезотвір зливального каналу у вкладиші співвісно з печували розливання 4-5 плавок, за прототипом отвіром основи, шліфують і сушать. Пористість не більше 3-х плавок. відкрита основи після просочення і термообробки Аналіз показує, що за інших рівних умов, стій7,3%. кість шиберних плит (по розмивності зливального Приклад 2. Безвипалювальна основу формуканалу) отриманих за пропонованим способом, у ють з мулітокорундових порошків фракції 21,3-1,8 рази вище, ніж за прототипом. При цьому 0,63мм, 0,63-0мм і дрібніше 0,063мм зі змістом у не спостерігалося випадків відшарування вкладимасі відповідно 55,15 і 30%. Понад 100% уводять ша від основи в процесі розливання сталі з вико4% каустичного магнезитового порошку, 0,7% пористанням плит, отриманих за пропонованою корошку лігносульфоната технічного, використовурисною моделлю, на відміну від прототипу. ють фосфатне сполучне. Вологість маси - 3,6%, У таблиці 2 приведені експериментальні данні, вдавана щільність сирцю основи - 3,06г/см3. Оснощо обґрунтовують величину попереднього розріву термооброблюють при температурі 260 С. Медження у вакуумкамері при просоченні плити, що жа міцності при стиску периферійної частини терповинне бути не менш 0,7атм. При значеннях цьомообробленої основи - 120Н/мм2, тонкої в місці го показника нижче 0,7атм. просочення (по веливиїмки під вкладиш - 128Н/мм2, що здається щільчині відкритої пористості) є недостатньої. При знаність 3,04г/см3; пористість відкрита основи (периченнях розрідження більш 0,7атм. відкрита ферійна частина до просочення) - 13,4%. пористість знижується незначно, тому застосовуУ термооброблені основи вклеюють непросовати таке розрідження стає неекономічним і недочений корундовий вкладиш і термооброблюють цільним. зібрану плиту при 260про Із для отвердіння мертеПропонована корисна модель реалізується ля. Потім плиту просочують у вакумкамері при при виробництві шиберної плити з безвипалювапопередньому вакуумуванні з розрідженням льною підставою з периклазових, мулитокорундо0,7атм. просочувальною смолою 8978 F110. Після вих, шамотних і ін. матеріалів і фосфатних сполупросочення і стікання смоли, що невсоталася, чних поліфосфатів натрію, плиту термооброблюють при 185 С для полімериалюмохромфосфатних, алюмофосфатних і ін. зації смоли. Далі у вкладиші свердлять отвір злизв'язувань. вального каналу співвісно з отвіром основи. Плиту Пропонований спосіб виробництва шиберної шліфують і сушать. Пористість відкрита основи плити в порівнянні з прототипом забезпечує: після просочення і термообробки - 8,1%. - підвищення стійкості плити при розливанні Приклад 3. Готують шиберну плиту за відомим сталі за рахунок зниження розмивності зливальноспособом. Для одержання безвипалювальної осго каналу в 1,3-1,8 рази внаслідок одночасного нови використовують периклаз спечений MgO просочення вуглецевмісним компонентом складо92,1% фракції 3-1мм, 1-0мм і дрібніше 0,063мм у вих елементів штати: безвипалювальної основи, кількості 30,40 і 30% відповідно. Понад 100% увомертеля і вкладиша; дять 4% каустичного магнезитового порошку, 0,7% - спрощення технології виробництва шиберної порошку лігносульфонату технічного. Як зв'язуплити і зниження собівартості на 15-20% внаслідок вання використовують водяний розчин поліфосекономії енергоресурсів при одержанні безвипафату натрію щільністю 1,52г/см3 у кількості 6,7%. лювальної основи і просочення зібраної плити з Вологість маси складала 3,6%, що здається щіль3 уклеєним непросоченим вкладишем. ність сирцю основи 3,06г/см . Основи термооброблюють при температурі 200 С. Межа міцності 7 13864 8 Таблиця 1 Основний наповнювач № п/п 1 2 Основа Вкладиш Периклаз спеченний, MgO 92,0% Муллітокорунд, Аl2О3 88, % Периклаз плавлений, MgO 97,5% Корунд, Аl2O3 98,5% Периклаз спеченний, MgO 92,0% Периклаз спеченний, MgO 97,5% Пористість відкрита, % Основа Вкладиш По пропонованому способу Розмивка (збільшення) діаметра зливального каналу, мм**) Основа Вкладиш 10,1/7,3*) 11,6/7,1 5,9 6,4 13,4/8,1 11,2/8,2 7,7 7,3 10,6 10,4 По прототипу 3. 10,0/ 11,4/7,2 Примітка. Приведені для кожного № п/п середні результати вимірів по 20 плитам (10 комплектам). *) У чисельнику - пористість відкрита до просочення, у знаменнику - після просочення і термообробки. **) Виміри після розливання кожним комплектом трьох плавок, ківш 60 т. Таблиця 2 № п/п Розрядження, атм. 1 2 3 4 5 0,5 0,6 0,7 0,8 0,9 Зміна відкритої пористості після просочення і термообробки, % Основа Вкладиш 9,9 11 8,5 9,4 7,3 7,8 7 7,4 6,9 7 Примітка. Початкова пористість відкрита: основа - 10,1 %, вкладиша - 11,6 %. Приведені для кожного № п/п середні результати вимірів по 10 основам і вкладишам . Комп’ютерна верстка А. Крижанівський Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for producing shutter plate
Автори англійськоюOstapenko Ihor Anatoliiovych, Drozdov Heorhii Mykhailovych, Laktionov Volodymyr Ivanovych, Pavlova Nataliia Mykolaivna
Назва патенту російськоюСпособ производства шиберной плиты
Автори російськоюОстапенко Игорь Анатольевич, Дроздов Георгий Михайлович, Лактионов Владимир Иванович, Павлова Наталья Николаевна
МПК / Мітки
МПК: C04B 41/82, B22D 41/22, C04B 35/00
Мітки: спосіб, плити, шиберної, виробництва
Код посилання
<a href="https://ua.patents.su/4-13864-sposib-virobnictva-shiberno-pliti.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва шиберної плити</a>
Запірний орган засувки шиберної

Номер патенту: 1584
Опубліковано: 15.01.2003
Автори: Болгарін Олег Юрійович, Ташкінов Валентин Олексійович, Діденко Олександр Валерійович, Скріпка Олександр Миколайович
МПК: F16K 3/00
Мітки: засувки, запірний, шиберної, орган
Формула / Реферат:
1. Запірний орган засувки шиберної, що складається з шибера, встановленого між двома сідлами з ущільнювальними кільцями та тарілчастими пружинами, який відрізняється тим, що тарілчасті пружини встановлені в порожнині корпусу засувки шиберної.2. Запірний орган засувки шиберної за п. 1, який відрізняється тим, що додатково в сідлі встановлено ущільнювальне кільце.
Спосіб виробництва фіброгіпсової плити
Номер патенту: 27041
Опубліковано: 28.02.2000
Автори: Ейссес Джеймс, Бхагват Суда Г., Мельцер Герхард М., Скріба Йорг, Шафер Карл К.
МПК: B28B 17/00, C04B 28/14, B28B 5/00, C04B 41/45, B32B 13/00, C04B 40/00, B28B 1/52
Мітки: плити, виробництва, фіброгіпсової, спосіб
Формула / Реферат:
1. Способ производства фиброгипсовой плиты, включающий приготовление формовочной смеси путем предварительного смешивания волокон и воды, окончательного введения сухого обожженного гипса в полученную смесь, введения присадки ускорителя в процессе формирования смеси, выкладывания мата из смешенной композиции, прессования и высушивания плиты для получения готовой плиты,отличающийся тем, что используют воду в количестве 80 - 150вес.% от веса...
Спосіб виготовлення декоративної плити
Номер патенту: 8767
Опубліковано: 15.08.2005
Автор: Сулак Валерій Юрійович
МПК: B32B 7/10, E04F 13/18, E04F 13/14, E04F 15/08, B32B 3/14, B32B 7/02, E04F 15/10, B32B 5/20
Мітки: виготовлення, спосіб, плити, декоративної
Формула / Реферат:
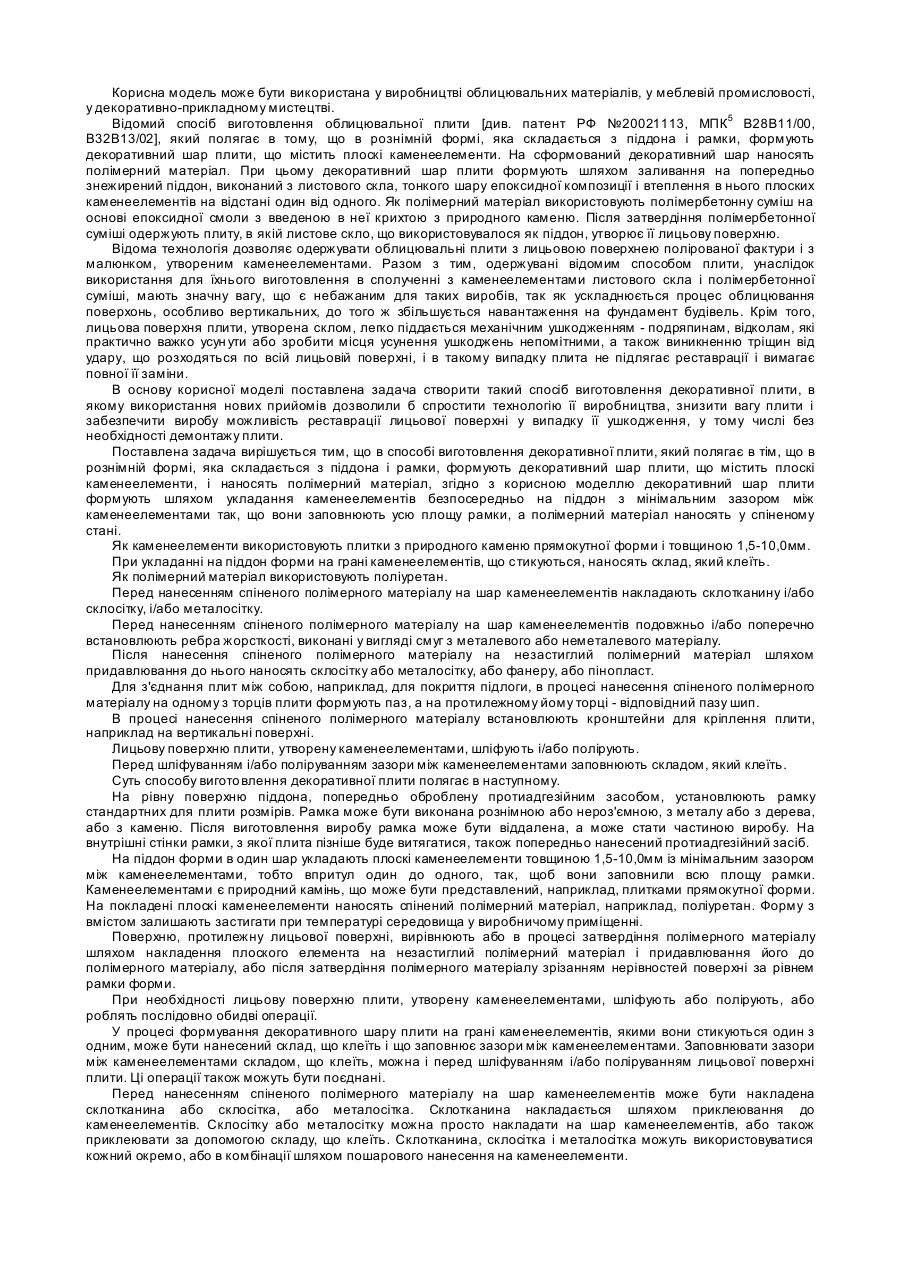
1. Спосіб виготовлення декоративної плити, який полягає в тому, що в рознімній формі, яка складається з піддона і рамки, формують декоративний шар плити, що містить плоскі каменеелементи, і наносять полімерний матеріал, який відрізняється тим, що декоративний шар плити формують шляхом укладання каменеелементів безпосередньо на піддон з мінімальним зазором між каменеелементами так, що вони заповнюють усю площу рамки, а полімерний матеріал...
Спосіб виготовлення багатопорожнинної залізобетонної монолітної плити
Номер патенту: 65670
Опубліковано: 15.04.2004
Автори: Козін Віктор Петрович, Тонкачеєв Геннадій Миколайович, Артюх Володимир Григорович, Данільченко Олександр Анатолійович, Санніков Ігор Валентинович
МПК: E04C 2/06, E04C 2/04, E04G 21/12, E04B 5/02
Мітки: монолітної, спосіб, залізобетонної, плити, багатопорожнинної, виготовлення
Формула / Реферат:
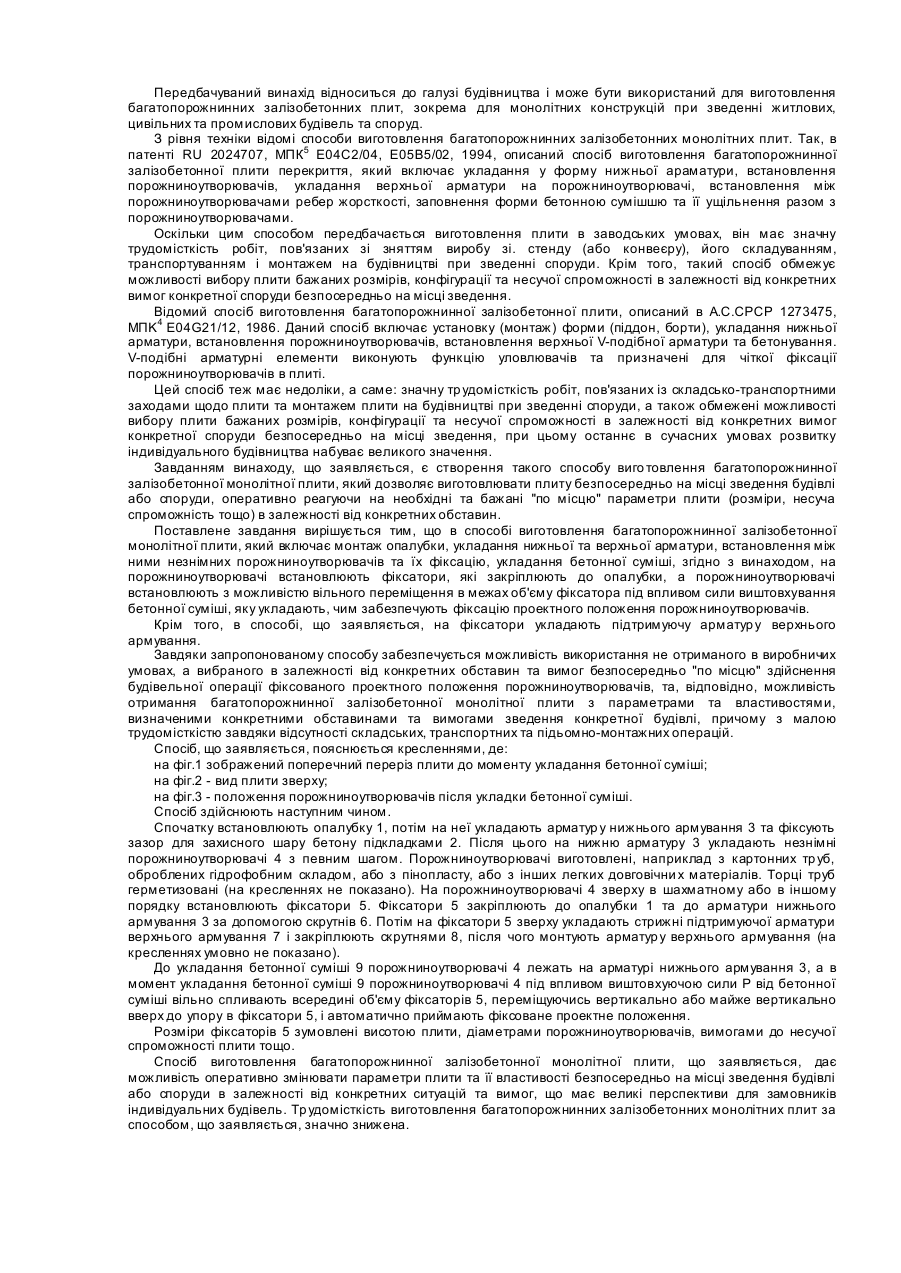
1. Спосіб виготовлення багатопорожнинної залізобетонної монолітної плити, який включає монтаж опалубки, укладання нижньої та верхньої арматури, встановлення між ними незнімних порожниноутворювачів та їх фіксацію, укладання бетонної суміші, який відрізняється тим, що на порожниноутворювачі встановлюють фіксатори, які закріплюють до опалубки, а порожниноутворювачі встановлюють з можливістю вільного переміщення в межах об'єму фіксатора під...
Гідропривід ущільнюючої плити сміттєвоза
Номер патенту: 61580
Опубліковано: 17.11.2003
Автори: Савуляк Валерій Іванович, Березюк Олег Володимирович
МПК: B65F 3/00
Мітки: плити, гідропривід, сміттєвоза, ущільнюючої
Формула / Реферат:
Гідропривід ущільнюючої плити сміттєвоза, що містить гідронасос, який через живильну магістраль з'єднаний з баком через фільтр, запобіжний клапан, встановлений на напірній магістралі, гідроциліндр ущільнюючої плити, що зв'язаний з гідророзподільником магістралями, який відрізняється тим, що в нього введено клапан-пульсатор, який з'єднаний з напірною магістраллю гідроциліндра.
Попередній патент: Пристрій для контролю ресурсу групи комутаційних апаратів
Наступний патент: Спосіб лікування післягеморагічної анемії
Випадковий патент: Спосіб одержання метаболітів з поверхнево-активними і емульгувальними властивостями