Спосіб одержання сортового прокату
Номер патенту: 81209
Опубліковано: 10.12.2007
Автори: Шенфельд Гліб Глібович, Туник Олег Анатолійович, Трухін Микола Олексійович, Северенчук Андрій Станіславович
Формула / Реферат
1. Спосіб одержання сортового прокату, що включає одержання готового профілю шляхом пластичної деформації металу у системах калібрів при температурі не нижче температури нижньої критичної точки фазових перетворень, причому хоча б один раз у парі калібрів один із яких є пластовим, а наступний за ним - ребровим, у вказаному пластовому калібрі одержують прямокутний або близький до прямокутного переріз, із частковою або сумарною відносною деформацією до зміни її напрямку не менше 0,25, охолоджування готового профілю здійснюють у будь-якому із охолоджуваних середовищ зі швидкістю не менше 1,5 °С/хв до температури кінця структурних перетворень, який відрізняється тим, що при прокатуванні у вказаному ребровому калібрі на розкаті формують одну або дві повздовжні западини, розташовані симетрично відносно повздовжньої осі розкату, у межах кута 10-30° від напрямку переважної деформації, із шириною не менше 0,05 ширини поперечного перерізу розкату й не більше ширини, обмеженої сектором між кутами 10° і 30°, і глибиною 0,005-0,025 ширини поперечного перерізу розкату.
2. Спосіб за п. 1, який відрізняється тим, щоблизький до прямокутного переріз, який одержують у пластовому калібрі, має стрілу прогину по описаному прямокутнику, яка не перевищує 0,25 розміру по меншій осі і 0,15 розміру по більшій осі прямокутника, а закруглення прямокутника по кутах не перевищують 0,4 його розміру по меншій осі.
Текст
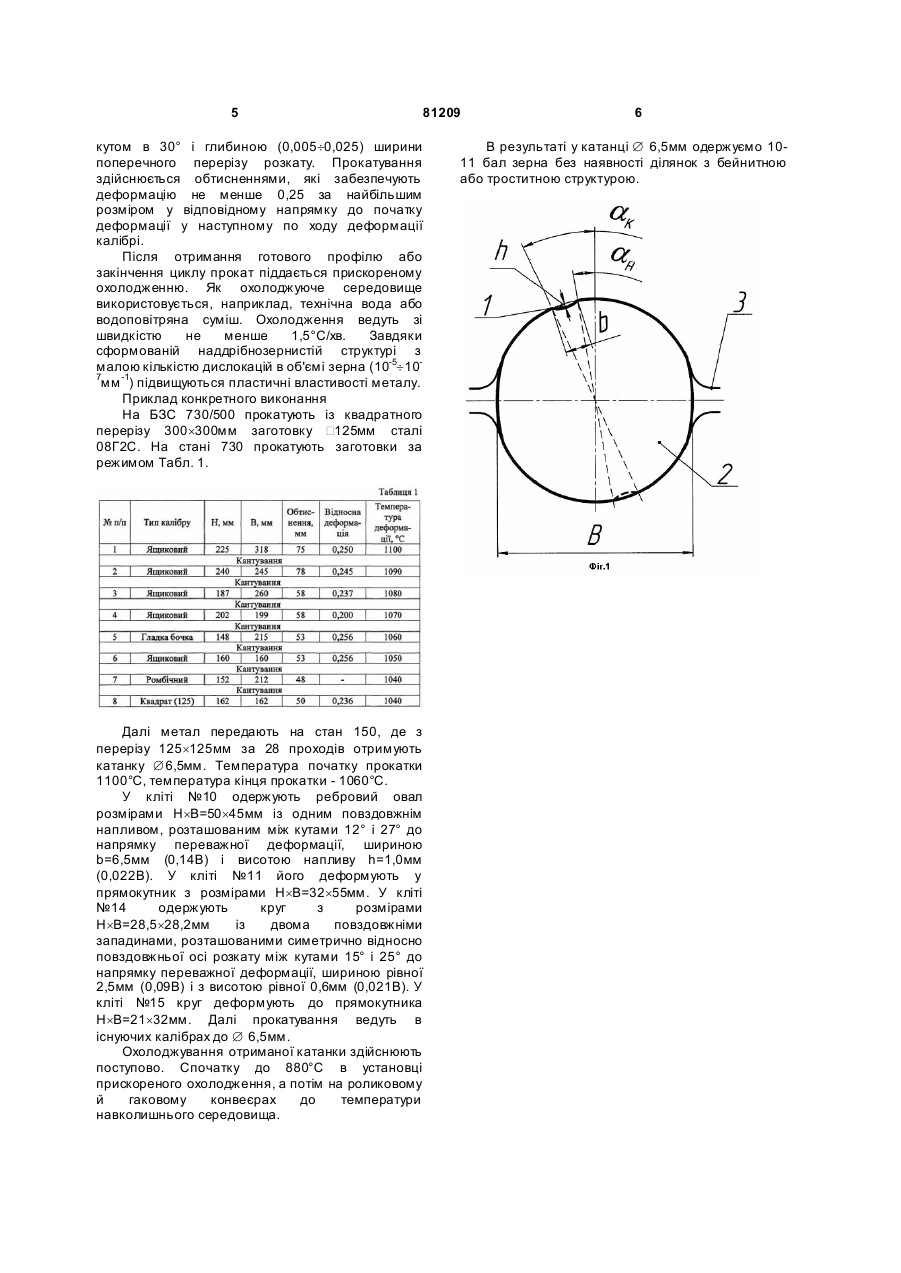
1. Спосіб одержання сортового прокату, що включає одержання готового профілю шляхом пластичної деформації металу у системах калібрів при температурі не нижче температури нижньої критичної точки фазових перетворень, причому хоча б один раз у парі калібрів один із яких є пластовим, а наступний за ним - ребровим, у вказаному пластовому калібрі одержують C2 2 (19) 1 3 81209 попередніх і подальших схем і режимів під час зазначеної деформації розкату, його де формацію здійснюють у калібрах, один із яких є пластовим, а наступний за ним - ребровим, причому у вказаному пластовому калібрі отримують прямокутний або близький до прямокутного переріз із стрілою прогину по описаному прямокутнику, яка не перевищує 0,25 розміру по меншій осі і 0,15 розміру по більшій осі прямокутника, а закруглення прямокутника по кутах не перевищують 0,4 його розміру по меншій осі, з частковою або сумарною відносною деформацією до зміни її напрямку не менше 0,25, а охолоджування здійснюють у будь-якому з охолоджуючих середовищ зі швидкістю не менш 1,5°С/хв до температури кінця структурних перетворень, при цьому прокатування у вказаних ребрових калібрах здійснюють при зміщенні струмків калібру відносно один одного вподовж осі валків на відстань 0,05¸0,20 ширини струмка. Недоліком даного способу при виробництві прокату є складність контролю зміщення струмків валків, особливо в процесі прокатки. Це є причиною або відсутністю ефекту або появи поверхневих дефектів на розкаті. Внаслідок цього не вдається забезпечити стійкість ведення процесу. В основу винаходу поставлено задачу удосконалення способу одержання сортового прокату, у якому за рахунок додаткового стійкого створення зміщувальних деформацій у ребрових калібрах забезпечується отримання наддрібнозернистої структури (зерно 9¸11 балів) з малою кількістю дислокацій в об'ємі зерна при стійкому протіканні процесу прокатування. Задача, що ставиться вирішується тим, що у способі одержання сортового прокату, за яким одержують готовий профіль шляхом пластичної деформації металу у системах калібрів при температурі не нижче температури нижньої критичної точки фазових перетворень, причому хоча б один раз у парі калібрів один із яких є пластовим, а наступний за ним - ребровим, у вказаному пластовому калібрі одержують прямокутний або близький до прямокутного переріз, із частковою або сумарною відносною деформацією до зміни її напрямку не менше 0,25, охолоджування готового профілю здійснюють у будь-якому із охолоджуваних середовищ зі швидкістю не менше 1,5°С/хв до температури кінця структурних перетворень, додатково, при прокатуванні у вказаному ребровому калібрі на розкаті формують одну або дві повздовжні западини, розташовані симетрично відносно повздовжньої осі розкату, у межах кута 10°¸30° від напрямку переважної деформації, із шириною не менше 0,05 ширини поперечного перерізу розкату й не більше ширини, обмеженої сектором між кутами 10° і 30°, і глибиною 0,005¸0,025 ширини поперечного перерізу розкату. У кращому варіанті виконання близький до прямокутного переріз, який отримують у вказаному пластовому калібрі має стрілу прогину по описаному прямокутнику, яка не перевищує 0,25 розміру по меншій осі і 0,15 розміру по більшій осі 4 прямокутника, а закруглення прямокутника по кутах не перевищують 0,4 його розміру по меншій осі. На Фіг.1 представлено формування западин 1 на розкаті 2 калібром 3 під кутом a до напрямку переважної деформації (a п - початковий кут, a к кінцевий кут). У пропонованому способі за рахунок первісного формування однієї або двох западин розташованих симетрично відносно повздовжньої осі розкату в межах кута 10°-30° вдається створити момент сил, що забезпечують скручування розкату навколо його повздовжньої осі при попаданні в калібр. У міру проходження осередку деформації й заповнення калібру 3 виникають сили, які перешкоджають скручуванню й тим самим створюють зсувні де формації по перерізу розкату. Це дозволяє сформувати структур у, яка забезпечує при послідуючому охолоджуванні прокату протікання структурних перетворень із формуванням дрібнозернистих структур із зерном 9-11 балів з високими пластичними характеристиками при стійкому протіканні процесу прокатування. Кількість западин більше двох не є доцільною, тому що не створює додаткового скручування розкату навколо його повздовжньої осі. При куті a=10°, ширині западини b=0,05В і її глибині h=0,005В при формуванні двох западин створюється мінімальна величина зсувних деформацій, які забезпечують появу дрібнозернистої структури. При куті a=30°, ширині западини, рівній довжині дути між кутами 10° і 30° і глибині h=0,025В забезпечується одержання зсувних деформацій на межі збереження стійкої прокатки без звалювання розкату в калібрі й без виникнення поверхневих дефектів у наступних проходах при наявності однієї западини. Вихід за вказані межі приводить із одного боку до відсутності дрібнозернистої структури по всьому перерізу розкату, а з іншого боку - до неможливості одержання прокату без дефектів і неможливості стійкої прокатки у вказаних ребрових калібрах. Спосіб здійснюється таким чином. Початкову заготовку прокатують до кінцевого профілю у валках. При цьому деформація може здійснюватися на одному стані з одного нагріву, на двох або більше станах (наприклад: безперервнозаготовочний стан (БЗС), сортовий або дротовий стан) з одного нагріву, із проміжним підігрівом, з охолодженням після певних циклів і наступним нагрівом під послідуюче прокатування. Протягом цієї деформації хоча б один раз розкат деформують у парі калібрів, один із яких є пластовим, а наступний за ним - ребровим. У пластовому калібрі переріз розкату виконується прямокутним або близьким до прямокутного. У ребровому калібрах формують одну або дві повздовжні западини, розташовані симетрично відносно повздовжньої осі розкату, у межах кута 10°¸30° від напрямку переважної деформації, з шириною не менш 0,05 ширини поперечного перерізу розкату й не більше ширини, обмеженої 5 81209 кутом в 30° і глибиною (0,005¸0,025) ширини поперечного перерізу розкату. Прокатування здійснюється обтисненнями, які забезпечують деформацію не менше 0,25 за найбільшим розміром у відповідному напрямку до початку деформації у наступному по ходу деформації калібрі. Після отримання готового профілю або закінчення циклу прокат піддається прискореному охолодженню. Як охолоджуюче середовище використовується, наприклад, технічна вода або водоповітряна суміш. Охолодження ведуть зі швидкістю не менше 1,5°С/хв. Завдяки сформованій наддрібнозернистій структурі з малою кількістю дислокацій в об'ємі зерна (10-5¸107 мм -1) підвищуються пластичні властивості металу. Приклад конкретного виконання На БЗС 730/500 прокатують із квадратного перерізу 300´300мм заготовку 125мм сталі 08Г2С. На стані 730 прокатують заготовки за режимом Табл. 1. Далі метал передають на стан 150, де з перерізу 125´125мм за 28 проходів отримують катанку Æ6,5мм. Температура початку прокатки 1100°С, температура кінця прокатки - 1060°С. У кліті №10 одержують ребровий овал розмірами Н´В=50´45мм із одним повздовжнім напливом, розташованим між кутами 12° і 27° до напрямку переважної деформації, шириною b=6,5мм (0,14В) і висотою напливу h=1,0мм (0,022В). У кліті №11 його деформують у прямокутник з розмірами Н´В=32´55мм. У кліті №14 одержують круг з розмірами Н´В=28,5´28,2мм із двома повздовжніми западинами, розташованими симетрично відносно повздовжньої осі розкату між кутами 15° і 25° до напрямку переважної деформації, шириною рівної 2,5мм (0,09В) і з висотою рівної 0,6мм (0,021В). У кліті №15 круг деформують до прямокутника Н´В=21´32мм. Далі прокатування ведуть в існуючих калібрах до Æ 6,5мм. Охолоджування отриманої катанки здійснюють поступово. Спочатку до 880°С в установці прискореного охолодження, а потім на роликовому й гаковому конвеєрах до температури навколишнього середовища. 6 В результаті у катанці Æ 6,5мм одержуємо 1011 бал зерна без наявності ділянок з бейнитною або троститною структурою.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of obtaining rolled section
Автори англійськоюTunyk Oleh Anatoliiovych, Trukhin Mukola Oleksiiovych, Trukhin Mykola Oleksiiovych, Shenfeld Hlib Hlibovych, Severenchuk Andrii Stanislavovych
Назва патенту російськоюСпособ получения сортового проката
Автори російськоюТуник Олег Анатольевич, Трухин Николай Алексеевич, Шенфельд Глеб Глебович, Северенчук Андрей Станиславович
МПК / Мітки
МПК: B21B 1/00
Мітки: одержання, прокату, спосіб, сортового
Код посилання
<a href="https://ua.patents.su/3-81209-sposib-oderzhannya-sortovogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання сортового прокату</a>
Спосіб одержання сортового прокату
Номер патенту: 80084
Опубліковано: 10.08.2007
Автор: Нечепоренко Володимир Андрійович
Мітки: прокату, сортового, спосіб, одержання
Формула / Реферат:
Спосіб одержання сортового прокату, що включає пластичну деформацію металу при температурі не нижче температури нижньої критичної точки фазових перетворень, в якому деформацію металу здійснюють не менше двох разів у калібрах, один із яких є пластовим, при цьому в пластових калібрах отримують прямокутний або близький до прямокутного переріз, зі стрілою прогину по описаному прямокутнику, яка не перевищує 0,25 розміру по меншій осі та 0,15...
Спосіб отримання сортового прокату
Номер патенту: 13768
Опубліковано: 17.04.2006
Автори: Рябкіна Людмила Іванівна, Маншилін Олександр Гейнійович, Пашинська Олена Генріхівна, Максаков Анатолій Іванович, ШУЛЬГІНА ІРИНА ПРОКОПІВНА, Феофілактов Андрій Вікторович, Кукуй Давид Пенхусович, Корінь Андрій Олександрович
МПК: B21B 1/00
Мітки: сортового, отримання, прокату, спосіб
Формула / Реферат:
Спосіб отримання сортового прокату, при якому пластичну деформацію металу здійснюють не менше двох разів при температурі не нижче за температуру нижньої критичної точки фазових перетворень, з частковим обтисненням не менше 0,10 в парах калібрів, де перший є пластовим, а другий - ребровим калібром простої форми, причому в пластових калібрах отримують прямокутний або близький до прямокутного переріз із стрілою прогину по описаному прямокутнику,...
Спосіб розкрою сортового прокату
Номер патенту: 43217
Опубліковано: 15.11.2001
Автори: Шеремет Володимир Олександрович, Худик Валеріан Тарасович, Дубина Олег Вікторович, Костюченко Михайло Іванович
МПК: B23D 31/00
Мітки: прокату, сортового, розкрою, спосіб
Формула / Реферат:
1. Спосіб розкрою сортового прокату, то включає розрізання летучими ножицями розкату профілю на штаби, що відповідають довжині холодильника, підрівнювання передніх кінців штаб і розрізання їх пакетів на мірні прутки, який відрізняється тим, що до розрізання розкату на летючих ножицях прогнозують кількість одержаних з нього мірних прутків, по якій визначають оптимальну кратність довжин штаб, після чого усі штаби, окрім останньої, вирізають...
Спосіб виробництва сортового прокату на безперервному стані
Номер патенту: 75995
Опубліковано: 15.06.2006
Автори: Тряпічкін Михайло Георгійович, Жучков Сергій Михайлович, Паламар Дмитро Григорович, Лохматов Олександр Павлович, Кулаков Леонід Васильович, Шеремет Володимир Олександрович, Сокуренко Анатолій Валентинович, Кекух Анатолій Володимирович, Костюченко Михайло Іванович, Горбаньов Аркадій Олексійович
МПК: B21B 1/22
Мітки: безперервному, стані, виробництва, спосіб, сортового, прокату
Формула / Реферат:
Спосіб виробництва сортового прокату на безперервному стані, що включає нагрів заготовки перед прокаткою в нагрівальній печі з температурою нагріву, яка змінюється по довжині заготовки від її переднього кінця до заднього кінця по ходу технологічного процесу, і прокатку на безперервному стані з заданими деформаційно-швидкісними умовами прокатки, який відрізняється тим, що нагрів заготовок у нагрівальній печі перед прокаткою здійснюють з...
Спосіб підрівнювання сортового прокату на холодильнику
Номер патенту: 41588
Опубліковано: 17.09.2001
Автори: Костюченко Михайло Іванович, Шеремет Володимир Олександрович, Дубина Олег Вікторович, Худик Валеріан Тарасович
МПК: B21B 37/72
Мітки: підрівнювання, сортового, спосіб, холодильнику, прокату
Формула / Реферат:
Спосіб підрівнювання сортового прокату на холодильнику, що включає поштучне вкладання штанг, що передаються рейками холодильника на підрівнюючий рольганг з холостими і приводними роликами, введення в зчеплення штанг з приводними роликами, поздовжнє переміщення штанг у напрямку кінця рейкового поля, припинення зцеплення штанг з приводними роликами пси досягненні передніми кінцями штанг заданої відстані до кінця совкового поля і зупинку штанг...
Попередній патент: Просторовий пристрій для обробки інформації і спосіб обробки інформації
Наступний патент: Спосіб нагрівання виливків із рідкою серцевиною
Випадковий патент: Спосіб оцінки стану хворих на вертебро-базилярну недостатність з нестабільністю шийного відділу хребта