Спосіб підрівнювання сортового прокату на холодильнику
Номер патенту: 41588
Опубліковано: 17.09.2001
Автори: Дубина Олег Вікторович, Шеремет Володимир Олександрович, Худик Валеріан Тарасович, Костюченко Михайло Іванович
Формула / Реферат
Спосіб підрівнювання сортового прокату на холодильнику, що включає поштучне вкладання штанг, що передаються рейками холодильника на підрівнюючий рольганг з холостими і приводними роликами, введення в зчеплення штанг з приводними роликами, поздовжнє переміщення штанг у напрямку кінця рейкового поля, припинення зцеплення штанг з приводними роликами пси досягненні передніми кінцями штанг заданої відстані до кінця совкового поля і зупинку штанг за рахунок їх гальмування силами тертя в процесі переміщення прокату під дією сили інерції, відрізняється тим, що відстань між передніми кінцями штанг до і після їх підрівнювання видержують більшою за сумарну довжину шляху повного прискорення і сповільнення штанг в процесі їх поздовжнього переміщення, а швидкість рівномірного руху штанг видержують меншою за 2 м/с.
Текст
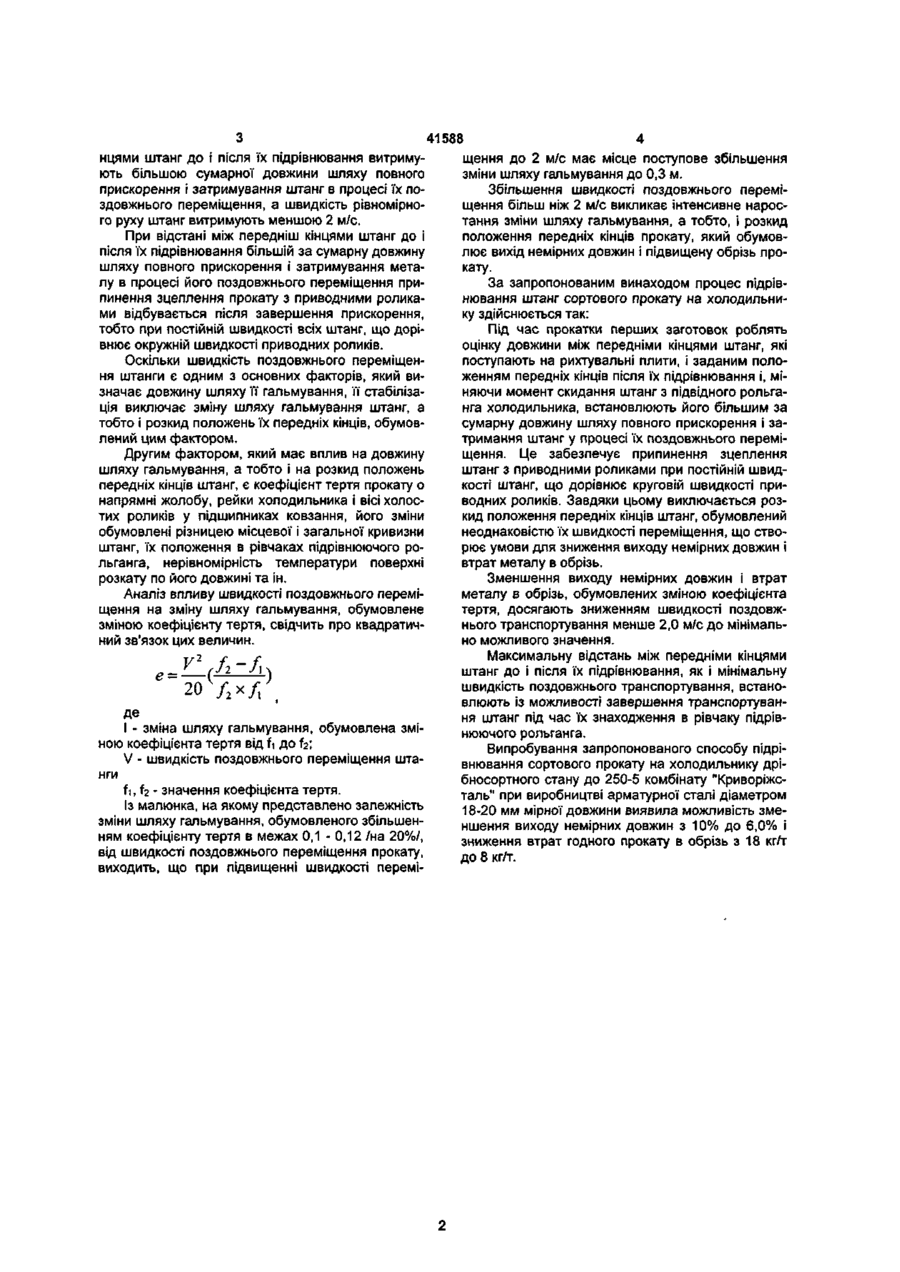
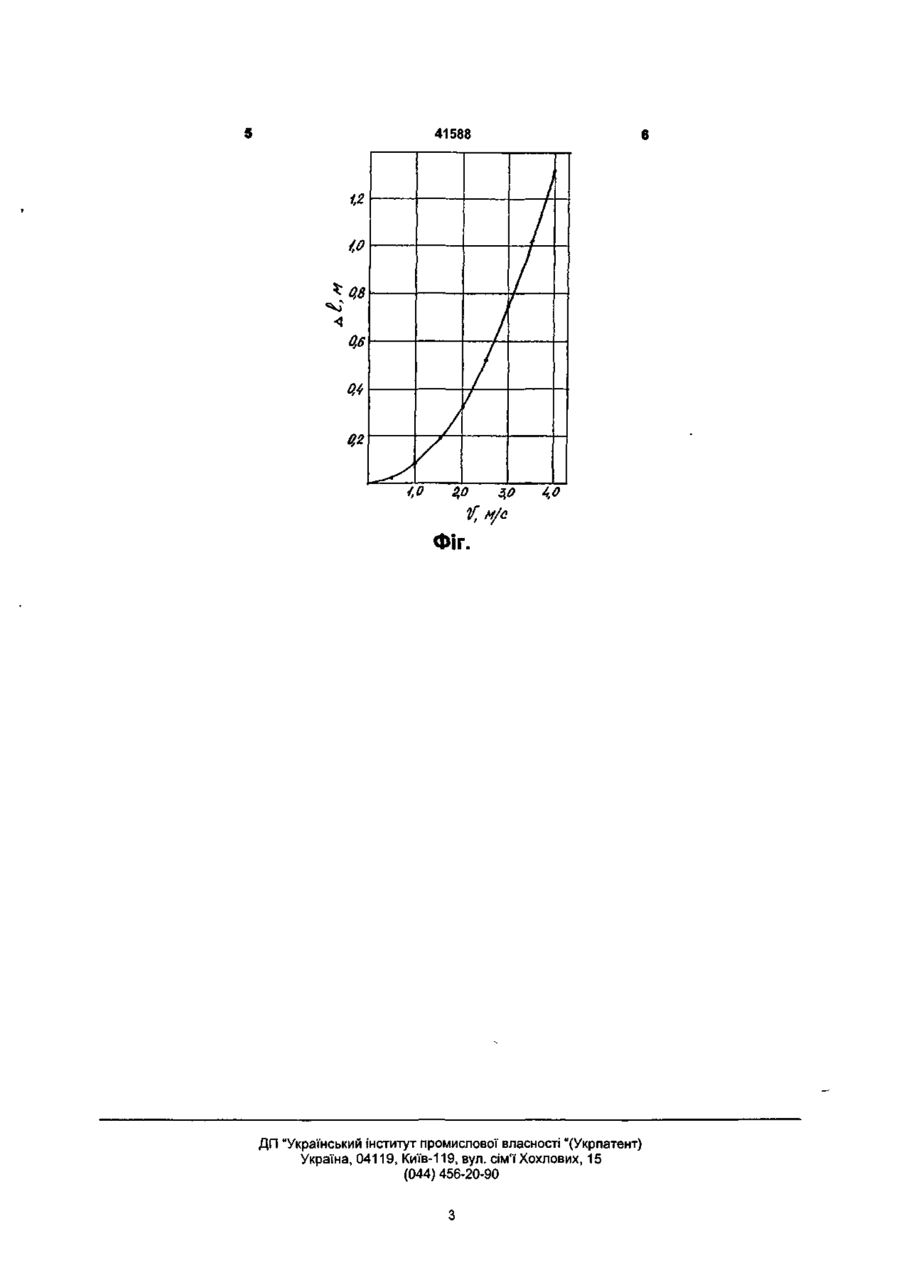
Спосіб підрівнювання сортового прокату на холодильнику, що включає поштучне вкладання штанг, що передаються рейками холодильника на підрівнюючий рольганг з холостими і приводними роликами, введення в зчеплення штанг з привод Винахід відноситься до технології виробництва сортового прокату мірної довжини Відомий спосіб підрівнювання сортового прокату на холодильника, що включає поштучне укладання штанг /штаб/, що передаються рейками холодильника на підрівнюючий рольганг, з холостими і приводними електромагнітними роликами, введення у зцеплення штанг з приводними роликами, поздовжнє переміщення штанг у напрямку висувних упорів, припинення зцеплення штанг з приводними роликами у момент підходу металу до упору і зупинку штанг з його допомогою у необхідному положенні /1 Кузьменко А Г , Гвачев В Г , Солодовников Ф С , Электромагнитные механизмы металлургических машин, М "Металлургия" 1996 г, с 277278/ Недоліками цього способу є одержання немірних довжин, підвищена обрізь і простої стану, обумовлені пружним і пластичним поздовжнім вигином передньої частини штанг у результаті їх ударів у висувний упор Найбільш близьким по технічній суті і досягаемому результату до запропонованого є спосіб підрівнювання сортового прокату, що включає поштучне укладання штанг, що передаються рейками холодильника, на підрівнюючий рольганг з холостими і приводними роликами, введення в зцеплення штанг з приводними поликами, поздовжнє примусове переміщення штанг у напрямку кінця рейкового поля, припинення зцеплення штанг з ними роликами, поздовжнє переміщення штанг у напрямку кінця рейкового поля, припинення зцеплення штанг з приводними роликами пси досягненні передніми кінцями штанг заданої відстані до кінця совкового поля і зупинку штанг за рахунок їх гальмування силами тертя в процесі переміщення прокату під дією сили інерції, відрізняється тим, що відстань між передніми кінцями штанг до і після їх підрівнювання видержують більшою за сумарну довжину шляху повного прискорення і сповільнення штанг в процесі їх поздовжнього переміщення, а швидкість рівномірного руху штанг видержують меншою за 2 м/с приводними роликами при досягненні передніми кінцями штанг заданої відстані до кінця підрівнюючого рольганга і наступну зупинку штанг за рахунок їх гальмування силами тестя в процесі переміщення прокату під дією сили інерції /Заявка на винахід "Спосіб підрівнювання сортового прокату" від 31 08 2000р / Недоліком прототипу є одержання немірних довжин і втрати годного металу в обрізь із-за розкиду положення передніх КІНЦІВ штанг, обумовленого різницею швидкості в момент припинення їх зцеплення з приводними воликами, а також змінами коефіцієнту тестя, спричиненими різницею кривизни і положення 0 штанг в рівчаках підрівнюючого рольганга Цілью запропонованого способу є зниження виходу немірних довжин прокату і втрат годного металу в обрізь Поставлена ціль досягається тим, що у відомому способі підрівнювання сортового прокату, що включає поштучне укладання штанг, які передаються рейками холодильника на підрівнюючий рольганг з холостими і приводними роликами, поздовжнє переміщення штанг у напрямку кінця рейкового поля, припинення зцеплення штанг з приводними роликами при досягненні передніми кінцями штанг заданої відстані до кінця підрівнюючого рольгангу і наступну зупинку штанг за рахунок їх гальмування силами тертя в процесі переміщення прокату під дією інерції, відстань між передніми кі 00 оо in 41588 щення до 2 м/с має місце поступове збільшення зміни шляху гальмування до 0,3 м. Збільшення швидкості поздовжнього переміщення більш ніж 2 м/с викликає інтенсивне наростання зміни шляху гальмування, а тобто, і розкид положення передніх кінців прокату, який обумовлює вихід немірних довжин і підвищену обрізь прокату. За запропонованим винаходом процес підрівнювання штанг сортового прокату на холодильнику здійснюється так: Під час прокатки перших заготовок роблять оцінку довжини між передніми кінцями штанг, які поступають на рихтувальні плити, і заданим положенням передніх кінців після їх підрівнювання і, міняючи момент скидання штанг з підвідного рольганга холодильника, встановлюють його більшим за сумарну довжину шляху повного прискорення і затримання штанг у процесі їх поздовжнього переміщення. Це забезпечує припинення зцеплення штанг з приводними роликами при постійній швидкості штанг, що дорівнює круговій швидкості приводних роликів. Завдяки цьому виключається розкид положення передніх кінців штанг, обумовлений неоднаковістю їх швидкості переміщення, що створює умови для зниження виходу немірних довжин і втрат металу в обрізь. Зменшення виходу немірних довжин і втрат металу в обрізь, обумовлених зміною коефіцієнта тертя, досягають зниженням швидкості поздовжнього транспортування менше 2,0 м/с до мінімально можливого значення. Максимальну відстань між передніми кінцями штанг до і після їх підрівнювання, як і мінімальну швидкість поздовжнього транспортування, встано20Y2X/1 влюють із можливості завершення транспортуванДЄ ня штанг під час їх знаходження в рівчаку підрівІ - зміна шляху гальмування, обумовлена змінюючого рольганга. ною коефіцієнта тертя від U до Ь; Випробування запропонованого способу підріV - швидкість поздовжнього переміщення штавнювання сортового прокату на холодильнику дрінги бносортного стану до 250-5 комбінату "Криворіжсfі, f2 - значення коефіцієнта тертя. таль" при виробництві арматурної сталі діаметром Із малюнка, на якому представлено залежність 18-20 мм мірної довжини виявила можливість змезміни шляху гальмування, обумовленого збільшенншення виходу немірних довжин з 10% до 6,0% і ням коефіцієнту тертя в межах 0,1 - 0,12 /на 20%/, зниження втрат годного прокату в обрізь з 18 кг/т від швидкості поздовжнього переміщення прокату, до 8 кг/т. виходить, що при підвищенні швидкості перемінцями штанг до і після їх підрівнювання витримують більшою сумарної довжини шляху повного прискорення і затримування штанг в процесі їх поздовжнього переміщення, а швидкість рівномірного руху штанг витримують меншою 2 м/с. При відстані між передніш кінцями штанг до і після їх підрівнювання більшій за сумарну довжину шляху повного прискорення і затримування металу в процесі його поздовжнього переміщення припинення зцеплення прокату з приводними роликами відбувається після завершення прискорення, тобто при постійній швидкості всіх штанг, що дорівнює окружній швидкості приводних роликів. Оскільки швидкість поздовжнього переміщення штанги є одним з основних факторів, який визначає довжину шляху її гальмування, її стабілізація виключає зміну шляху гальмування штанг, а тобто і розкид положень їх передніх кінців, обумовлений цим фактором. Другим фактором, який має вплив на довжину шляху гальмування, а тобто і на розкид положень передніх кінців штанг, є коефіцієнт тертя прокату о напрямні жолобу, рейки холодильника і вісі холостих роликів у підшипниках ковзання, його зміни обумовлені різницею місцевої і загальної кривизни штанг, їх положення в рівчаках підрівнюючого рольганга, нерівномірність температури поверхні розкату по його довжині та ін. Аналіз впливу швидкості поздовжнього переміщення на зміну шляху гальмування, обумовлене зміною коефіцієнту тертя, свідчить про квадратичний зв'язок цих величин. 41588 / / J 1 0,8 0,6 OA / ^У 4,0 2,0 3,0 4,0 ФІГ. ДП "Український інститут промислової власності "(Укрпатент) Україна, 04119, Київ-119, вул. сім'ї Хохлових, 15 (044) 456-20-90
ДивитисяДодаткова інформація
Автори англійськоюKostiuchenko Mykhailo Ivanovych, Dubina Oleh Viktorovych, Sheremet Volodymyr Oleksandrovych, Khudik Valerian Tarasovych
Автори російськоюКостюченко Михаил Иванович, Дубина Олег Викторович, Шеремет Владимир Александрович, Худик Валерьян Тарасович
МПК / Мітки
МПК: B21B 37/72
Мітки: холодильнику, спосіб, прокату, підрівнювання, сортового
Код посилання
<a href="https://ua.patents.su/6-41588-sposib-pidrivnyuvannya-sortovogo-prokatu-na-kholodilniku.html" target="_blank" rel="follow" title="База патентів України">Спосіб підрівнювання сортового прокату на холодильнику</a>
Спосіб підрівнювання сортового прокату
Номер патенту: 41587
Опубліковано: 17.09.2001
Автори: Шеремет Володимир Олександрович, Дубина Олег Вікторович, Костюченко Михайло Іванович, Худик Валеріан Тарасович
МПК: B21B 39/00
Мітки: сортового, спосіб, прокату, підрівнювання
Формула / Реферат:
Спосіб підрівнювання сортового прокату, який включає поштучне укладання штанг, котрі передаються рейками холодильника на рольганг, що підрівнює, з холостими і приводними роликами, поздовжнє переміщення штанг у напрямку кінця рейкового поля, припинення зчеплення штанг з приводними роликами і зупинка штанг у необхідному положенні, який відрізняється тим, що зчеплення штанг з приводними роликами припиняють при досягненні передніми...
Спосіб підрівнювання передніх кінців сортового прокату
Номер патенту: 41647
Опубліковано: 17.09.2001
Автори: Блохін Дмитро Порфирович, Худик Валеріан Тарасович, Дубина Олег Вікторович, Шеремет Володимир Олександрович, Квашин Валерій Миколайович, Костюченко Михайло Іванович
МПК: B21B 39/00
Мітки: кінців, підрівнювання, прокату, спосіб, передніх, сортового
Формула / Реферат:
Спосіб підрівнювання передніх кінців сортового прокату, який включає поштучне укладання передаваних рейками холодильника штанг прокату на підрівнюючий рольганг, введення в зчеплення штанг с привідними роликами підрівнюючого рольганга, поздовжнє переміщення штанг в напрямку кінця рейкового поля холодильника, припинення зчеплення штанг з привідними роликами і зупинку штанг в потрібному положенні в процесі поздовжнього їх переміщення під дією...
Пристрій для підрівнювання сортового прокату на холодильниках дрібносортних станів
Номер патенту: 38750
Опубліковано: 15.05.2001
Автори: Нечепоренко Володимир Андрійович, Блохін Дмитро Порфирович, Костюченко Михайло Іванович, Хандусенко Леонід Павлович, Кокшаров Олександр Миколайович, Квашин Валерій Миколайович, Шрамко Микола Єгорович, Крускаль Леонід Маркусович, Довгаль Петро Григорович, Бабенко Михайло Антонович, Худик Валеріан Тарасович, Хиноцький Анатолій Климентійович
МПК: B21B 39/00
Мітки: прокату, підрівнювання, сортового, дрібносортних, станів, холодильниках, пристрій
Формула / Реферат:
(21) 2000095343(54) (57) Дата прийняття рішення 28 лютого 2001р.Пристрій ддя підрівнювання сортового прокату на холодильниках дрібносортних станів, який складається із приводних роликів, встановлених у...
Пристрій для підрівнювання штаб прокату на холодильнику дрібносортового стану
Номер патенту: 31045
Опубліковано: 15.12.2000
Автори: Севернюк Володимир Васильович, Шеремет Володимир Олександрович, Нечепоренко Володимир Андрійович, Педь Валерій Вікторович
МПК: B21B 43/00
Мітки: штаб, пристрій, дрібносортового, стану, підрівнювання, холодильнику, прокату
Текст:
...підрівнювання штаб та забезпечує збільшення виходу прокату. Наявність кінематичного зв'язку МІРНОГО ПРИВОДОМ РУХОМОЇ ПРИСТРОЮ З рейкової системи забезпечує надійну синхронізацію з роботою холодильника, усуває необхідність застосування додаткових електроприводів, підвищує надійність роботи ПРИСТРОЮ в цілому. На приведенному кресленні на Фіг і зображена загальна схема . пристрою для підрівнювання штаб прокату, на Фіг.2 - кінематична схема...
Рейковий холодильник для прокату

Номер патенту: 38371
Опубліковано: 15.05.2001
Автори: Лєжнін Ніколай Івановіч, Дубина Олег Вікторович, Кузьмєнко Анатолій Грігорьєвіч, Кузьмєнко Філіпп Анатольєвіч, Шеремет Володимир Олександрович, Сміяненко Ігор Миколайович
МПК: B21B 43/00
Мітки: рейковий, прокату, холодильник
Текст:
...4, стаціонарно розміщені між рейками на рамі 5, шляхові вимикачі 6, змонтовані між зубчатими рейками в кінці холодильника в кожному струмку рольганга з можливістю взаємодії з підрівнювальним прокатом і гальмові електромагніти 7, змонтовані в струмках підрівнювального рольгангу між зубчатими ройками під прокатом, кожний з яких з’єднано електричним зв'язком (електричний зв’язок на фіг. не показано) з шляховим вимикачем, змонтованим в тім...
Попередній патент: Спосіб підрівнювання сортового прокату
Наступний патент: Нейтралізатор відпрацьованих газів двигуна внутрішнього згорання
Випадковий патент: Спосіб діагностики ранових ускладнень після герніоалопластики у хворих з надлишковою жировою клітковиною передньої черевної стінки