Спосіб виробництва сортового прокату на безперервному стані
Номер патенту: 75995
Опубліковано: 15.06.2006
Автори: Кулаков Леонід Васильович, Кекух Анатолій Володимирович, Лохматов Олександр Павлович, Костюченко Михайло Іванович, Шеремет Володимир Олександрович, Сокуренко Анатолій Валентинович, Горбаньов Аркадій Олексійович, Тряпічкін Михайло Георгійович, Паламар Дмитро Григорович, Жучков Сергій Михайлович
Формула / Реферат
Спосіб виробництва сортового прокату на безперервному стані, що включає нагрів заготовки перед прокаткою в нагрівальній печі з температурою нагріву, яка змінюється по довжині заготовки від її переднього кінця до заднього кінця по ходу технологічного процесу, і прокатку на безперервному стані з заданими деформаційно-швидкісними умовами прокатки, який відрізняється тим, що нагрів заготовок у нагрівальній печі перед прокаткою здійснюють з температурним клином при збільшенні температури від переднього до заднього кінця заготовок, причому перепад температури нагріву заготовок від переднього до заднього кінця ![]() визначають із співвідношення:
визначають із співвідношення:
![]()
де ![]()
![]()
![]()
![]() - температура нагріву переднього кінця заготовок, °С;
- температура нагріву переднього кінця заготовок, °С;
![]() - площа поперечного перерізу заготовки, мм2;
- площа поперечного перерізу заготовки, мм2;
![]() - периметр заготовки, мм;
- периметр заготовки, мм;
![]() - довжина заготовки, м;
- довжина заготовки, м;
![]() - швидкість заготовки на вході в стан, м/с.
- швидкість заготовки на вході в стан, м/с.
Текст
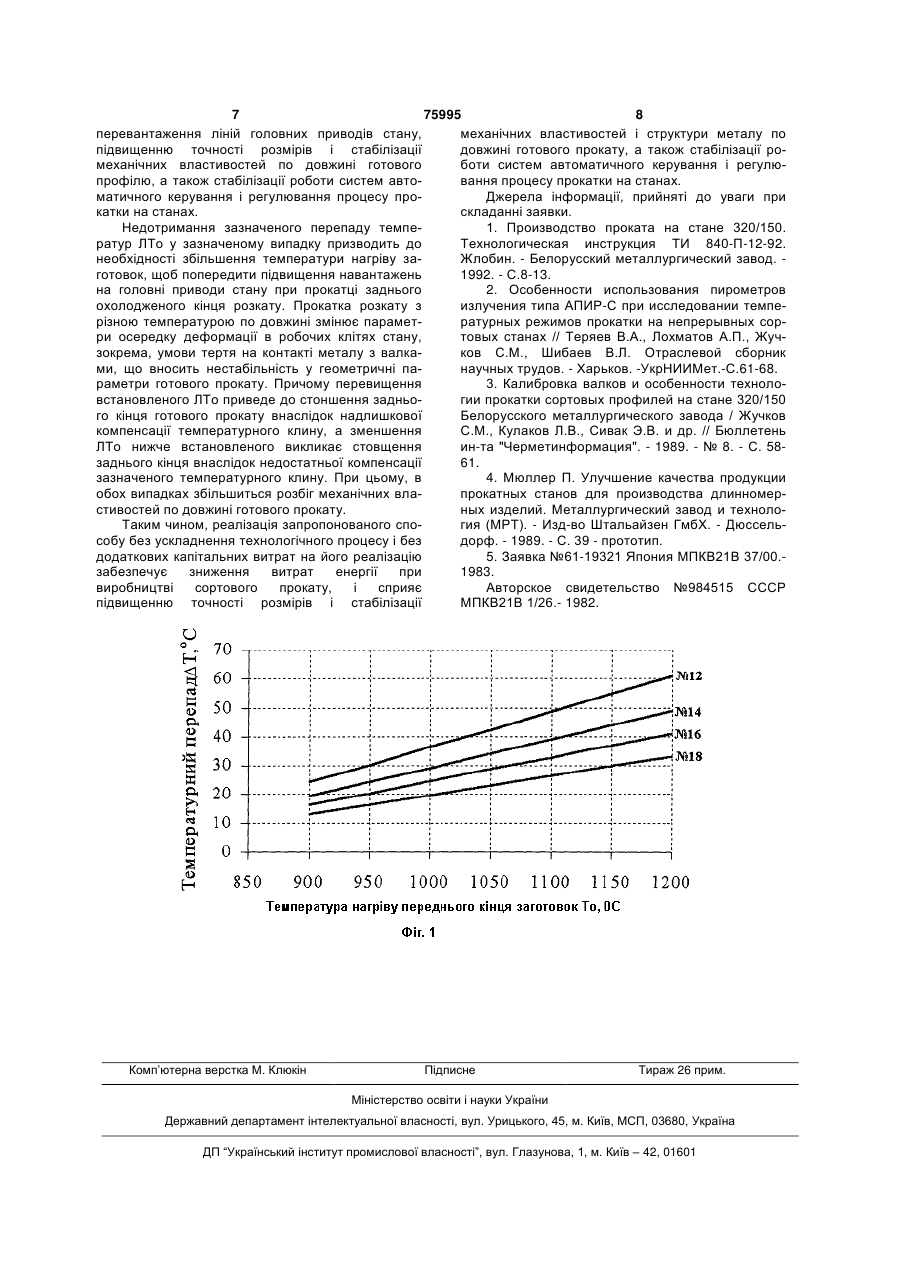
Спосіб виробництва сортового прокату на безперервному стані, що включає нагрів заготовки перед прокаткою в нагрівальній печі з температурою нагріву, яка змінюється по довжині заготовки від її переднього кінця до заднього кінця по ходу технологічного процесу, і прокатку на безперервному стані з заданими деформаційно-швидкісними умовами прокатки, який відрізняється тим, що нагрів заготовок у нагрівальній печі перед прокаткою здійснюють з температурним клином при збільшенні температури від переднього до заднього кінця заготовок, причому перепад температури нагріву заготовок від переднього до заднього кінця Т визначають із співвідношення: Винахід відноситься до прокатного виробництва, а саме, до способів виробництва сортового прокату на безперервних дрібносортних станах. Відомі способи виробництва сортового прокату на безперервних станах, що включають нагрівання заготовок перед прокаткою в нагрівальній печі і прокатку на безперервному стані з заданими деформаційно-швидкісними умовами прокатки [1]. Недоліком відомих способів є зниження точності прокатки, обумовлене зниженням температури прокатки від передньої до задньої частини заготовки внаслідок різного часу охолодження заготовки по її довжині при задачі в першу кліть стану, і підвищена витрата енергії на нагрів заготовок, обумовлена необхідністю підвищення тем ператури нагріву заготовок через утворення температурного клину - зниження температури металу від передньої до задньої частини заготовки. Видана з печі заготовка на високій швидкості по рольгангу подається до першої кліті стану. Після захоплення переднього кінця першою кліттю стану швидкість заготовки різко знижується і стає рівною швидкості металу на вході в стан. В міру проходження заготовкою першої кліті, задній її кінець охолоджується. Утворена нерівномірність температури прокатки залежить від температури нагріву металу в печі і часу прокатки заготовки в першій кліті, обумовленого сумарною витяжкою, швидкістю прокатки і довжиною заготовки. Температурний клин, що утворюється, зі зниженням температури до задньої частини заготовки Т А В F П С F2 l0 , П2 V0 де B 158 10 , 4 3 T0 3,6491 ; T0 0,07193; C 13158 10 , 6 T0 3,158 10 4; T0 - температура нагріву переднього кінця заготовок, °С; F - площа поперечного перерізу заготовки, мм2; П - периметр заготовки, мм; l0 - довжина заготовки, м; (19) UA (11) 75995 V0 - швидкість заготовки на вході в стан, м/с. C2 5,965 10 (13) A 3 75995 4 збільшує зазор між валками при прокатці металу зі по ходу технологічного процесу, і прокатку на беззниженою температурою, що призводить до зміни перервному стані з заданими деформаційноміжклітьових зусиль і розмірів розкату по довжині. швидкісними умовами прокатки, нагріву заготовок Спільний вплив зміни міжклітьових зусиль і темпеу нагрівальній печі перед прокаткою здійснюють з ратури прокатки по довжині розкату знижує температурним клином при збільшенні температуточність розмірів по довжині готового профілю. ри від переднього до заднього кінця заготовок, Різна температура кінця прокатки, крім іншого, причому перепад температури нагріву заготовок призводить до зміни властивостей і структури по від переднього до заднього кінця T визначають довжині готового прокату при постійних параметвиходячи із співвідношення: рах охолодження після стану. Нарешті, зниження F F2 l температури металу від передньої до задньої часT A B C 2 0 П П v0 тини заготовки вимагає підвищення температури -3 нагріву заготовки для запобігання перевантаження де A = 5,965 10 T0 - 3,6491; В = 1,58 10-4 Т0 – ліній головних приводів стану. - 0,07193; С = 1,3158 10-6 Т0 - 3,158 10-4; Дослідженнями також встановлено, що Т0 - температура нагріву переднього кінця занерівномірний характер зміни температури по готовок, °С; довжині заготовки зберігається протягом усього F - площа поперечного перерізу заготовки, процесу прокатки на стані і збігається з характемм2; ром зміни величини струму двигунів приводних П - периметр заготовки, мм; клітей стану, що створює труднощі в налагодженні l0 - довжина заготовки, м; і підтримці режиму мінімального натягу при V0 - швидкість заготовки на вході в стан, м/с. прокатці на стані [2, 3]. Порівняння з прототипом показує, що у В якості прототипу прийнятий спосіб виробспособі, який заявляється, нагрів заготовок у ництва сортового прокату на безперервному стані, нагрівальній печі перед прокаткою здійснюють з який включає нагрів заготовок перед прокаткою в температурним клином при збільшенні температунагрівальній печі, з температурою нагріву яка ри від переднього до заднього кінця заготовки, змінюється по довжині заготовки, від її переднього причому перепад температури нагріву заготовок кінця до заднього кінця по ходу технологічного від переднього до заднього кінця T визначають процесу, і прокатку на безперервному стані із завиходячи із співвідношення: даними деформаційно-швидкісними умовами проF F2 l катки [4]. T A B С 2 0 , Відповідно до цього способу останню третину П П v0 заготовки (хвостову частину) нагрівають перед -3 де А = 5,965 10 Т0 - 3,6491; У = 1,58 10-4 Т0 прокаткою до більш високої температури, чим пе0,07193; З = 1,3158 10-6 Т0 - 3,158 10-4; редню частину. Т0 - температура нагріву переднього кінця заНедоліками прототипу є: готовок, 0С; - підвищене нагрівання тільки останньої треF - площа поперечного перерізу заготовки, мм; тини заготовки не компенсує температурну П - периметр заготовки, мм; нерівномірність, що виникає по довжині всієї загоl0 - довжина заготовки, м; товки; V0 - швидкість заготовки на вході в стан, м/с. - відсутній регламент утвореної температурної Отже спосіб, що заявляється, відповідає нерівномірності в залежності від деформаційнокритерію "новизна". швидкісних параметрів прокатки і температурних Порівняння з іншими технічними рішеннями в умов нагріву заготовок; даній галузі техніки показало, що відомі способи - ускладнюється робота системи автоматичновиробництва сортового прокату на безперервному го регулювання швидкісного режиму прокатки по стані, у яких зроблено спробу компенсувати темклітям стану, що забезпечує стабільність пературний клин, що утворюється при подачі загоміжклітьових зусиль. товки в першу кліть безперервного стану, який Зазначені недоліки знижують точність готового призводить до збільшення витрат енергії на нагрів профілю, як по його довжині, так і в партії металу, заготовок, знижує точність геометричних розмірів збільшують діапазон змін показників механічних готового прокату по його довжині, збільшує характеристик і структури готового прокату. розбіжність властивостей і структури та Крім того, підвищений нагрів тільки останньої дестабілізує роботу систем автоматичного керутретини заготовки не компенсує температурну вання і регулювання процесу прокатки на стані. нерівномірність, яка виникає по довжині всієї загоВідповідно до одного з них температурний товки, що пов'язано із необхідністю загального клин, що утворюється компенсують корекцією обпідвищення температури нагрівання заготовок для тиску металу під час прокатки [5]. Реалізація цього запобігання перевантаження ліній головних способу вимагає спеціальних систем автоматичноприводів стану, що викликає підвищену витрату го регулювання режиму обтисків на стані, що енергії на нагрів заготовок. ускладнює його застосування. Рішення поставленої задачі забезпечується Відповідно до іншого способу, для попередтим, що в способі виробництва сортового прокату ження утворення температурного клина при на безперервному стані, що включає нагрів загоподаванні заготовки в першу кліть стана швидкість товок перед прокаткою в нагрівальній печі з темвидачі заготовок з печі встановлюють рівною пературою нагріву ,яка змінюється по довжині зашвидкості її подавання в першу кліть [6]. готовки від її переднього кінця до заднього кінця 5 75995 6 Реалізація цього способу, через збільшений час ператур по довжині заготовок, що нагріваються. перебування заготовки перед станом збільшує Так, як час проходження заготовки після захозагальні втрати тепла, що спричиняє збільшення плення першою кліттю визначається, як витрат енергії при нагріві заготовок у печі та під l0 відношення C , то в процесі досліджень час прокатки їх на стані. v0 Зазначені обставини відповідають технічному нагрівали заготовки з вбудованими по перерізу рішенню, що заявляється, "винахідницький термопарами, потім заготовки витримували перед рівень". станом і визначали спад температури Т в Винахід пояснюється рисунком, на якому залежності від часу для різних перерізів (F/П). представлена номограма для визначення умов На підставі статистичної обробки результатів реалізації способу на типовому безперервному експериментів одержали залежність температурдрібносортному стані 250. ного градієнта, що заявляється, як функції зазнаСпосіб здійснюється таким чином. чених параметрів (Т=Ф (F/П, То, .). Заготовку квадратного перерізу, призначену Діапазон досліджень охоплює практично весь для прокатки деякого профілю з регламентованирозмірний сортамент вихідної заготовки і готової ми деформаційно-швидкісними умовами, продукції сучасних дрібносортних станів, тому нагрівають у нагрівальній печі. Нагрів заготовок умови практичного застосування зазначеної ведуть таким чином, щоб при видачі заготовки з залежності практично не мають обмежень. У шипечі мав місце температурний клин, що рокому діапазоні варіювалися також температура характеризується збільшеною температурою заднагріву заготовок (850-1250°С) і швидкість прокатнього кінця заготовки стосовно її переднього кінця. ки (10-20 м/с). Це дозволяє використовувати заПри цьому температурний градієнт при нагріві запропонований спосіб на різних станах, причому готовки встановлюють виходячи із співвідношення: особливо ефективно його використання при 2 F F l0 освоєнні нових профілерозмірів сортаменту стану, T A B С 2 П реконструкції станів, що передбачає, наприклад, П v0 зміну температури нагріву заготовок під прокатку, де А = 5,965 10-3 Т0 - 3,6491; В = 1,58 10-4 Т0 -6 -4 швидкості прокатки і розмірів перерізу вихідних 0,07193; С = 1,3158 10 Т0 - 3,158 10 ; заготовок. Зазначені обставини забезпечують Т0 - температура нагріву переднього кінця затехнічному рішенню, що заявляється, відповідність готовок, °С; критерію "промислова застосовність". F - площа поперечного перерізу заготовки, мм Спосіб, що заявляється, був випробуваний на ; дрібносортному стані 250 при прокатці арматурних П - периметр заготовки, мм; профілів № 12, № 14, № 16 і № 18. Для виробницl0 - довжина заготовки, м; тва арматурних профілів на цьому стані V0 - швидкість заготовки на вході в стан, м/с. використовується заготовка перерізом 80х80 мм і Це співвідношення отримано в результаті довжиною 12 м. Як приклад представлені дані для статистичної обробки експериментальних даних арматурного профілю №14. Умови прокатки цього при виробництві сортового прокату широкого профілю на стані 250 характеризуються сумарною розмірного сортаменту з заготовок квадратного витяжкою = 40,506, швидкістю Vпp = 16,5 м/с. перерізу розмірами 80х80, 100х100, 125х125 і 150х150 мм на безперервних дрібносортних і Температуру нагріву заготовки під прокатку То дрібносортно - дротових станах. варіювали в діапазоні від 900°С до 1200°С із кроУ зазначеному співвідношенні, що визначає ком 50°С. Перепад температур між зонами величину температурного перепаду при нагріві нагрівальної печі, що визначає температурний заготовок: А = 5,965 10-3Т0 - 3,6491; В = 1,58 10-4 Т0 клин по довжині заготовки від її переднього до - 0,07193; С = 1,3158 10-6 T0 - 3,158 10-4; де Т0 заднього кінця, для умов прокатки арматурного температура нагріву заготовок, обумовлена умопрофілю №14 при То = 900°С складає T0 = вами прокатки і маркою сталі (по суті температура 19,5°С; при Т0= 950°С - T0 - 24,4°С; при То = переднього кінця заготовки), °С; F - площа попе2 речного перерізу заготовки, мм ; П - периметр за1000°С - T0 = 29,4°С при Т0 = 1050°С - T0 = готовки, мм; l0 - довжина використовуваної на да33,6°С; при Т0 = 1150°3 - T0 = 44,1°Із при Т0 = ному стані заготовки, м; V0 - швидкість прокатки в чистовій кліті безпе1200° - T0 = 49,7°С. Умови реалізації способу, рервного стану, м/с. що заявляється, при прокатці арматурного У процесі проведення досліджень по визнапрофілю №14 на дрібносортному стані 250 описученню умов реалізації способу температура ються номограмою, представленою на фіг. 1. нагріву заготовок варіювалася у межах 850Дотримання зазначеного регламенту нагріву 1250°С. Варіювання деформаційно-швидкісними вихідних заготовок на стані 250 типової конструкції умовами прокатки і Vo забезпечувалося викодозволяє компенсувати температурний клин, який утворюється при подачі заготовок у першу кліть ристанням різних перерізів і довжин /о вихідних стану, зворотним температурним клином, створюзаготовок при прокатці різних профілерозмірів в ваним при нагріві заготовок у печі, що дозволяє умовах зазначених безперервних станів. Це дало стабілізувати температуру прокатки в кожній кліті можливість за допомогою статистичної обробки безперервного дрібносортного стану. Це сприяє результатів установити вплив різних технологічних зменшенню витрат енергії на нагрів заготовок без факторів на величину необхідного перепаду тем 7 75995 8 перевантаження ліній головних приводів стану, механічних властивостей і структури металу по підвищенню точності розмірів і стабілізації довжині готового прокату, а також стабілізації ромеханічних властивостей по довжині готового боти систем автоматичного керування і регулюпрофілю, а також стабілізації роботи систем автовання процесу прокатки на станах. матичного керування і регулювання процесу проДжерела інформації, прийняті до уваги при катки на станах. складанні заявки. Недотримання зазначеного перепаду темпе1. Производство проката на стане 320/150. ратур ЛТо у зазначеному випадку призводить до Технологическая инструкция ТИ 840-П-12-92. необхідності збільшення температури нагріву заЖлобин. - Белорусский металлургический завод. готовок, щоб попередити підвищення навантажень 1992. - С.8-13. на головні приводи стану при прокатці заднього 2. Особенности использования пирометров охолодженого кінця розкату. Прокатка розкату з излучения типа АПИР-С при исследовании темперізною температурою по довжині змінює параметратурных режимов прокатки на непрерывных сорри осередку деформації в робочих клітях стану, товых станах // Теряев В.А., Лохматов А.П., Жучзокрема, умови тертя на контакті металу з валкаков С.М., Шибаев В.Л. Отраслевой сборник ми, що вносить нестабільність у геометричні панаучных трудов. - Харьков. -УкрНИИМет.-С.61-68. раметри готового прокату. Причому перевищення 3. Калибровка валков и особенности техноловстановленого ЛТо приведе до стоншення задньогии прокатки сортовых профилей на стане 320/150 го кінця готового прокату внаслідок надлишкової Белорусского металлургического завода / Жучков компенсації температурного клину, а зменшення С.М., Кулаков Л.В., Сивак Э.В. и др. // Бюллетень ЛТо нижче встановленого викликає стовщення ин-та "Черметинформация". - 1989. - № 8. - С. 58заднього кінця внаслідок недостатньої компенсації 61. зазначеного температурного клину. При цьому, в 4. Мюллер П. Улучшение качества продукции обох випадках збільшиться розбіг механічних влапрокатных станов для производства длинномерстивостей по довжині готового прокату. ных изделий. Металлургический завод и технолоТаким чином, реалізація запропонованого спогия (МРТ). - Изд-во Штальайзен ГмбХ. - Дюссельсобу без ускладнення технологічного процесу і без дорф. - 1989. - С. 39 - прототип. додаткових капітальних витрат на його реалізацію 5. Заявка №61-19321 Япония МПКВ21В 37/00.забезпечує зниження витрат енергії при 1983. виробництві сортового прокату, і сприяє Авторское свидетельство №984515 СССР підвищенню точності розмірів і стабілізації МПКВ21В 1/26.- 1982. Комп’ютерна верстка М. Клюкін Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of production of rolled bar stock on continuous mill
Автори англійськоюZhuchkov Serhii Mykhailovych, Kekukh Anatolii Volodymyrovych, Horbaniov Arkadii Oleksiiovych, Sheremet Volodymyr Oleksandrovych, Kulakov Leonid Vasyliovych, Sokurenko Anatolii Valentynovych, Lokhmatov Oleksandr Pavlovych, Kostiuchenko Mykhailo Ivanovych, Triapichkin Mykhailo Heorhiiovych
Назва патенту російськоюСпособ производства сортового проката на непрерывном стане
Автори російськоюЖучков Сергей Михайлович, Кэкух Анатолий Владимирович, Горбанев Аркадий Алексеевич, Шеремет Владимир Александрович, Кулаков Леонид Васильевич, Сокуренко Анатолий Валентинович, Лохматов Александр Павлович, Костюченко Михаил Иванович, Тряпичкин Михаил Георгиевич
МПК / Мітки
МПК: B21B 1/22
Мітки: спосіб, виробництва, стані, сортового, безперервному, прокату
Код посилання
<a href="https://ua.patents.su/4-75995-sposib-virobnictva-sortovogo-prokatu-na-bezperervnomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва сортового прокату на безперервному стані</a>
Спосіб виробництва арматурного прокату на безперервному дрібносортному стані
Номер патенту: 75494
Опубліковано: 17.04.2006
Автори: Кекух Анатолій Володимирович, Лохматов Олександр Павлович, Кулаков Леонід Васильович, Тряпічкін Михайло Георгійович, Жучков Сергій Михайлович, Курочкін Олександр Федорович, Сокуренко Анатолій Валентинович, Паламар Дмитро Григорович, Шеремет Володимир Олександрович, Спіняков Віктор Костянтинович
Мітки: прокату, виробництва, арматурного, дрібносортному, безперервному, спосіб, стані
Формула / Реферат:
Спосіб виробництва арматурного прокату на безперервному стані, який включає нагрів заготовок під прокатку в нагрівальній печі, прокатку арматурного прокату на безперервному стані із заданими деформаційними і швидкісними параметрами і температурою кінця прокатки, який відрізняється тим, що нагрів заготовок під прокатку здійснюють до температури, встановленої, виходячи із залежності:T0=A+B×Tк+C×Vпр,причому коефіцієнти...
Спосіб підрівнювання сортового прокату на холодильнику
Номер патенту: 41588
Опубліковано: 17.09.2001
Автори: Шеремет Володимир Олександрович, Худик Валеріан Тарасович, Костюченко Михайло Іванович, Дубина Олег Вікторович
МПК: B21B 37/72
Мітки: холодильнику, спосіб, прокату, сортового, підрівнювання
Формула / Реферат:
Спосіб підрівнювання сортового прокату на холодильнику, що включає поштучне вкладання штанг, що передаються рейками холодильника на підрівнюючий рольганг з холостими і приводними роликами, введення в зчеплення штанг з приводними роликами, поздовжнє переміщення штанг у напрямку кінця рейкового поля, припинення зцеплення штанг з приводними роликами пси досягненні передніми кінцями штанг заданої відстані до кінця совкового поля і зупинку штанг...
Спосіб виробництва товстолистового прокату
Номер патенту: 69842
Опубліковано: 15.09.2004
Автори: Бойко Володимир Семенович, Самохвалов Володимир Михайлович, Шебаніц Едуард Миколайович, Бочек Анатолій Павлович, Климанчук Владислав Владиславович, Пушков Валерій Васильйович, Мурашкін Олександр Вікторович, Фентісов Ігор Миколайович, Ларіонов Олександр Олексійович
МПК: B21B 1/26
Мітки: виробництва, товстолистового, спосіб, прокату
Формула / Реферат:
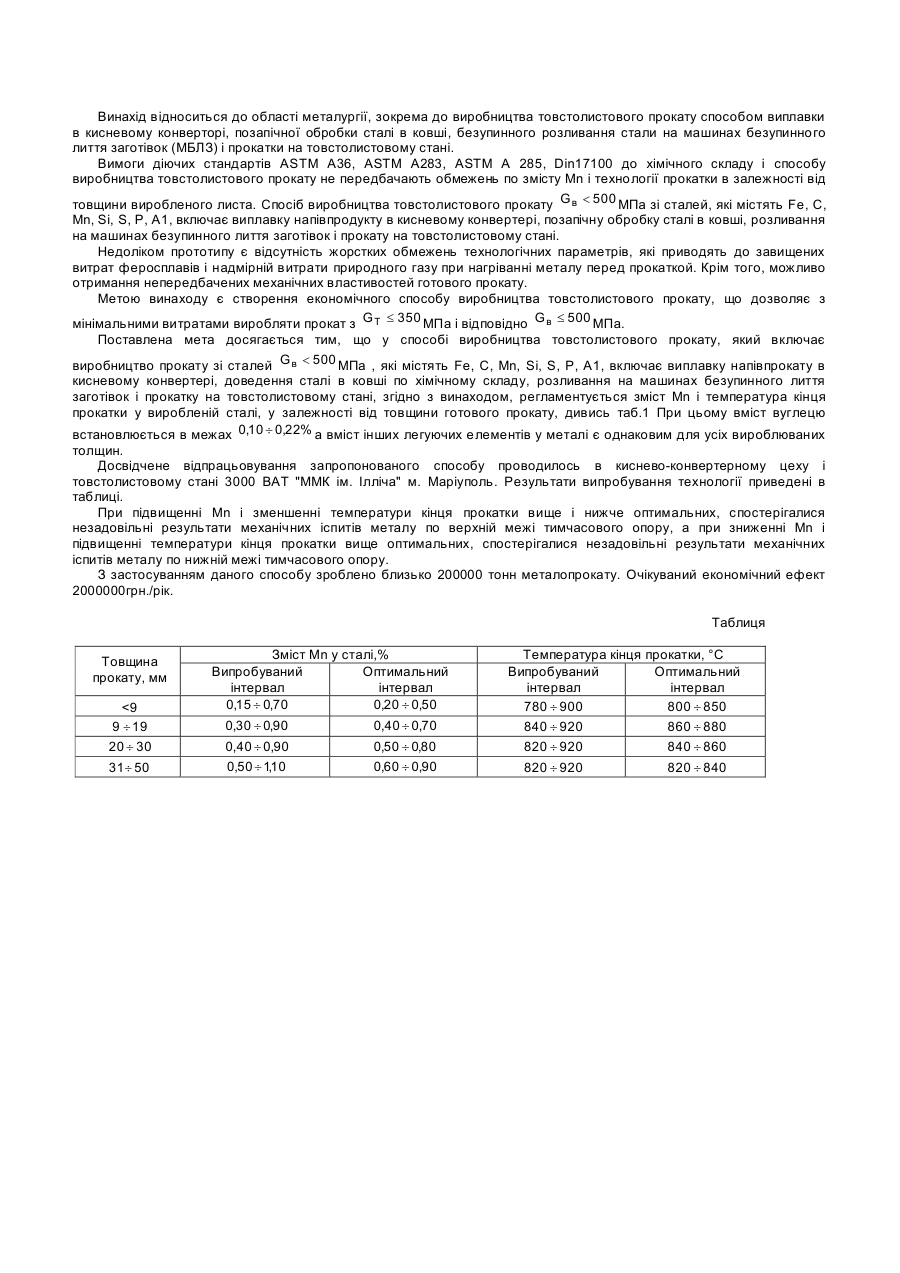
Спосіб виробництва товстолистового прокату з Gв ≤ 500 МПа зі сталей, які містять Fe, С, Mn, Si, S, P, Al, що включає виплавку напівпродукту в кисневому конверторі, доведення сталі в ковші по хімічному складу, розливання на машинах безупинного лиття заготівок і прокатку на товстолистовому стані, який відрізняється тим, що вміст Mn і температуру кінця прокатки, залежно від товщини готового прокату, встановлють в наступних межах: ...
Спосіб виробництва сталевого прокату
Номер патенту: 3348
Опубліковано: 15.11.2004
Автори: Куцова Валентина Зиновіївна, Великоцький Роман Євгенович
МПК: C21D 8/00
Мітки: спосіб, виробництва, прокату, сталевого
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступне його нагрівання, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки роботу удару сталі визначають з урахуванням вмісту основних хімічних елементів у сталі марки Е32 по формулі:KV-40 = 101-125С-71Мn+887Тi+222Сr+1151Аl, де: символ...
Спосіб прокатки смугових профілів на безперервному стані
Номер патенту: 11495
Опубліковано: 15.12.2005
Автори: Паламар Дмитро Григорович, Білий Микола Павлович, Макаренко Олександр Анатолійович, Хрустенко Юрій Михайлович, Токмаков Павло Вадимович, Курочкін Олександр Федорович, Жучков Сергій Михайлович
МПК: B21B 1/02
Мітки: прокатки, профілів, смугових, безперервному, стані, спосіб
Формула / Реферат:
1. Спосіб прокатки смугових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів до одержання проміжного розкату, деформацію проміжного розкату в системі витяжних калібрів до одержання розкату квадратного перерізу, деформацію розкату квадратного перерізу в некаліброваних валках із гладкою бочкою і наступні передчистове і чистове формування профілю, відповідно, у каліброваних валках і...
Попередній патент: Гумова суміш для шумозахисного матеріалу
Наступний патент: Спосіб передачі сигналів (варіанти) та пристрій для застосування в бездротовій системі зв’язку
Випадковий патент: Аеростатичні напрямні металообробного верстата