Спосіб отримання сортового прокату
Номер патенту: 13768
Опубліковано: 17.04.2006
Автори: Максаков Анатолій Іванович, Корінь Андрій Олександрович, Кукуй Давид Пенхусович, ШУЛЬГІНА ІРИНА ПРОКОПІВНА, Маншилін Олександр Гейнійович, Рябкіна Людмила Іванівна, Феофілактов Андрій Вікторович, Пашинська Олена Генріхівна
Формула / Реферат
Спосіб отримання сортового прокату, при якому пластичну деформацію металу здійснюють не менше двох разів при температурі не нижче за температуру нижньої критичної точки фазових перетворень, з частковим обтисненням не менше 0,10 в парах калібрів, де перший є пластовим, а другий - ребровим калібром простої форми, причому в пластових калібрах отримують прямокутний або близький до прямокутного переріз із стрілою прогину по описаному прямокутнику, яка не перевищує 0,25 розміру по меншій осі і 0,15 розміру по більшій осі прямокутника, а закруглення прямокутника по кутах не перевищують 0,4 його розміру по меншій осі, з частковою або сумарною відносною деформацією не менше 0,25 до зміни її напрямку, а наступне охолоджування здійснюють у будь-якому з охолоджуючих середовищ зі швидкістю не менше 1,5°С/хв. до температури кінця структурних перетворень, який відрізняється тим, що прокатування в ребрових калібрах здійснюють при зміщенні струмків калібра відносно один одного вподовж осі валків на відстань 0,05...0,20 ширини струмка.
Текст
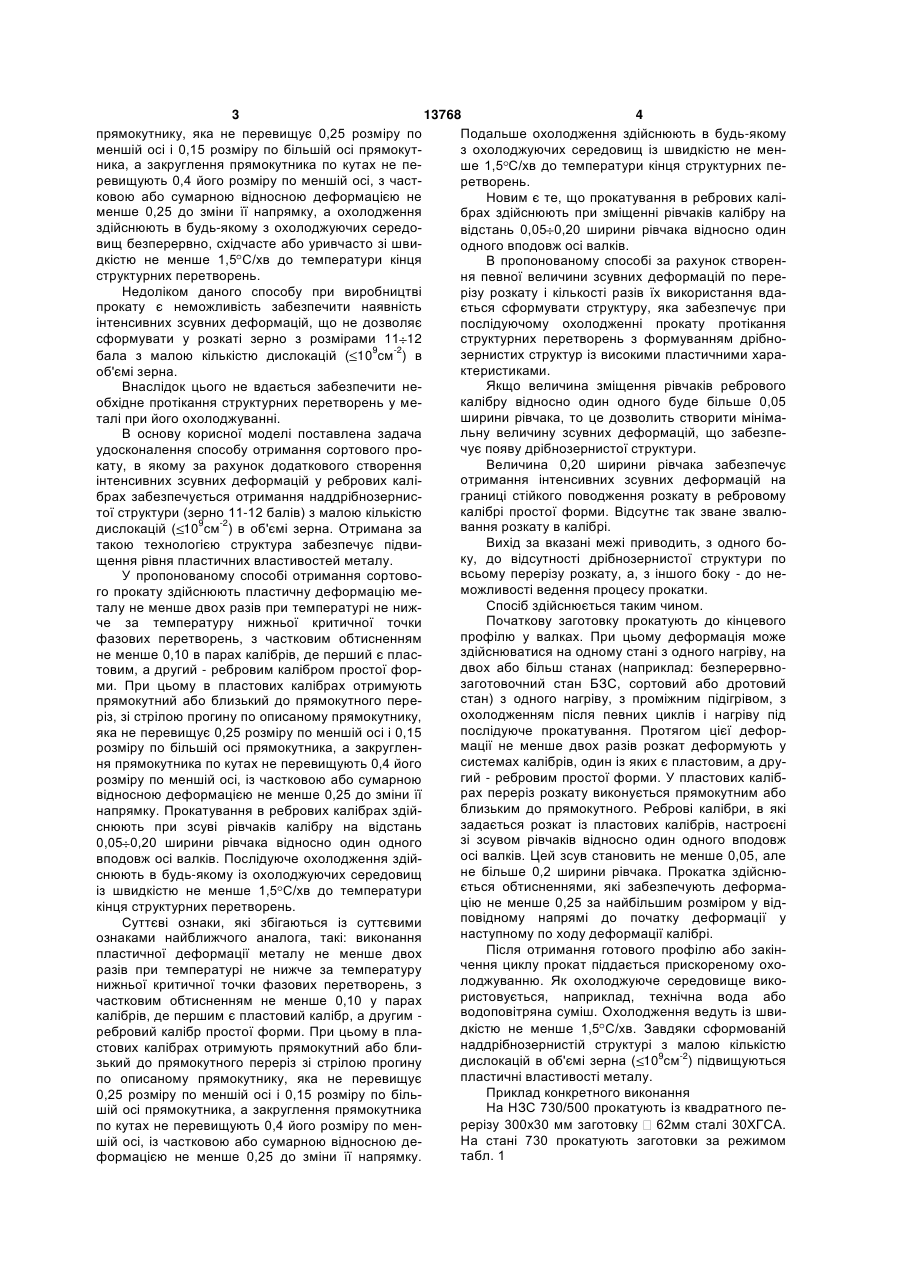
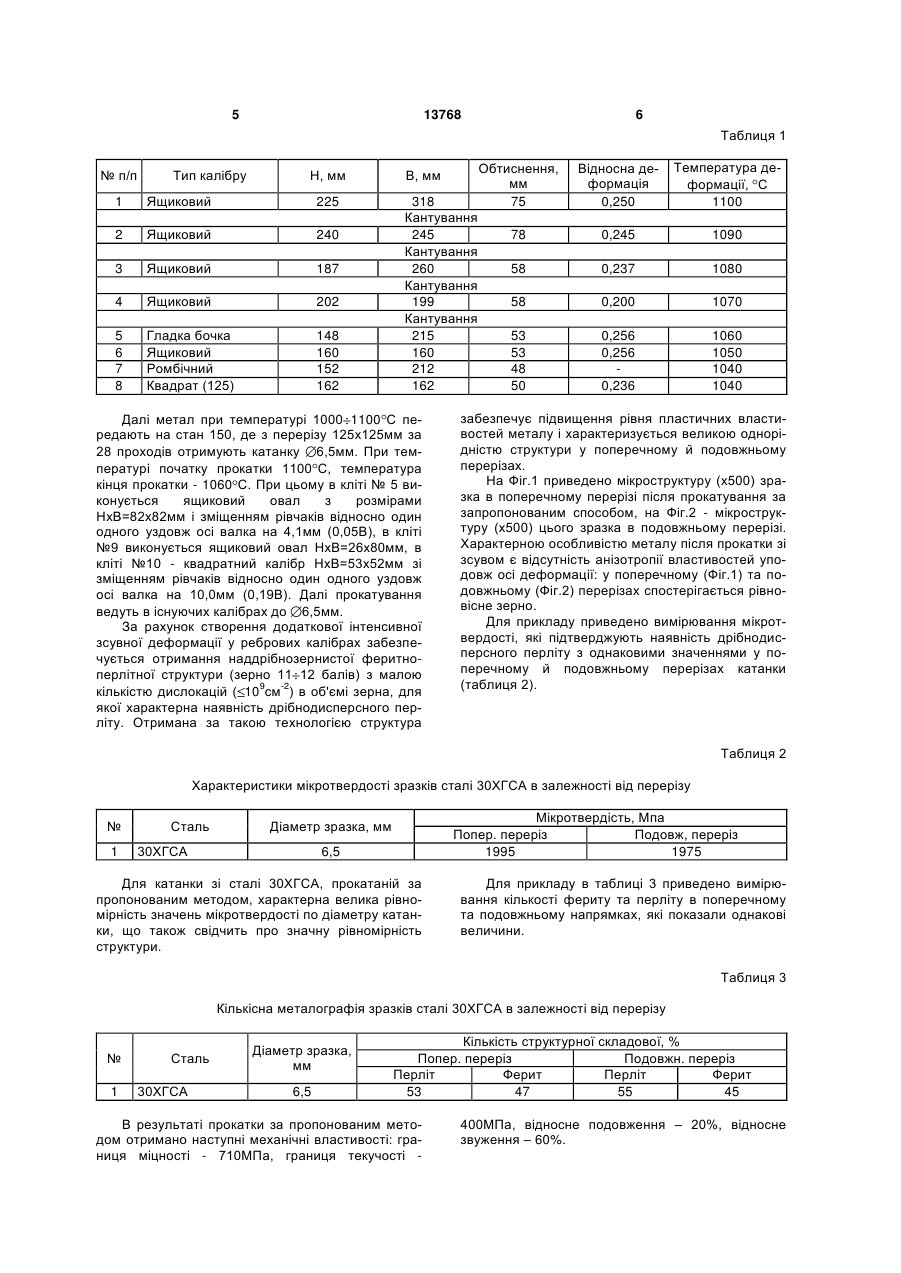
Спосіб отримання сортового прокату, при якому пластичну деформацію металу здійснюють не менше двох разів при температурі не нижче за температуру нижньої критичної точки фазових перетворень, з частковим обтисненням не менше 3 13768 4 прямокутнику, яка не перевищує 0,25 розміру по Подальше охолодження здійснюють в будь-якому меншій осі і 0,15 розміру по більшій осі прямокутз охолоджуючих середовищ із швидкістю не менника, а закруглення прямокутника по кутах не пеше 1,5 С/хв до температури кінця структурних перевищують 0,4 його розміру по меншій осі, з частретворень. ковою або сумарною відносною деформацією не Новим є те, що прокатування в ребрових каліменше 0,25 до зміни її напрямку, а охолодження брах здійснюють при зміщенні рівчаків калібру на здійснюють в будь-якому з охолоджуючих середовідстань 0,05 0,20 ширини рівчака відносно один вищ безперервно, східчасте або уривчасто зі швиодного вподовж осі валків. дкістю не менше 1,5 С/хв до температури кінця В пропонованому способі за рахунок створенструктурних перетворень. ня певної величини зсувних деформацій по переНедоліком даного способу при виробництві різу розкату і кількості разів їх використання вдапрокату є неможливість забезпечити наявність ється сформувати структуру, яка забезпечує при інтенсивних зсувних деформацій, що не дозволяє послідуючому охолодженні прокату протікання сформувати у розкаті зерно з розмірами 11 12 структурних перетворень з формуванням дрібнозернистих структур із високими пластичними харабала з малою кількістю дислокацій ( 109см-2) в ктеристиками. об'ємі зерна. Якщо величина зміщення рівчаків ребрового Внаслідок цього не вдається забезпечити некалібру відносно один одного буде більше 0,05 обхідне протікання структурних перетворень у меширини рівчака, то це дозволить створити мініматалі при його охолоджуванні. льну величину зсувних деформацій, що забезпеВ основу корисної моделі поставлена задача чує появу дрібнозернистої структури. удосконалення способу отримання сортового проВеличина 0,20 ширини рівчака забезпечує кату, в якому за рахунок додаткового створення отримання інтенсивних зсувних деформацій на інтенсивних зсувних деформацій у ребрових каліграниці стійкого поводження розкату в ребровому брах забезпечується отримання наддрібнозернискалібрі простої форми. Відсутнє так зване звалютої структури (зерно 11-12 балів) з малою кількістю вання розкату в калібрі. дислокацій ( 109см-2) в об'ємі зерна. Отримана за Вихід за вказані межі приводить, з одного ботакою технологією структура забезпечує підвику, до відсутності дрібнозернистої структури по щення рівня пластичних властивостей металу. всьому перерізу розкату, а, з іншого боку - до неУ пропонованому способі отримання сортовоможливості ведення процесу прокатки. го прокату здійснюють пластичну деформацію меСпосіб здійснюється таким чином. талу не менше двох разів при температурі не нижПочаткову заготовку прокатують до кінцевого че за температуру нижньої критичної точки профілю у валках. При цьому деформація може фазових перетворень, з частковим обтисненням здійснюватися на одному стані з одного нагріву, на не менше 0,10 в парах калібрів, де перший є пласдвох або більш станах (наприклад: безперервнотовим, а другий - ребровим калібром простої форзаготовочний стан БЗС, сортовий або дротовий ми. При цьому в пластових калібрах отримують стан) з одного нагріву, з проміжним підігрівом, з прямокутний або близький до прямокутного переохолодженням після певних циклів і нагріву під різ, зі стрілою прогину по описаному прямокутнику, послідуюче прокатування. Протягом цієї дефоряка не перевищує 0,25 розміру по меншій осі і 0,15 мації не менше двох разів розкат деформують у розміру по більшій осі прямокутника, а закругленсистемах калібрів, один із яких є пластовим, а друня прямокутника по кутах не перевищують 0,4 його гий - ребровим простої форми. У пластових каліброзміру по меншій осі, із частковою або сумарною рах переріз розкату виконується прямокутним або відносною деформацією не менше 0,25 до зміни її близьким до прямокутного. Реброві калібри, в які напрямку. Прокатування в ребрових калібрах здійзадається розкат із пластових калібрів, настроєні снюють при зсуві рівчаків калібру на відстань зі зсувом рівчаків відносно один одного вподовж 0,05 0,20 ширини рівчака відносно один одного осі валків. Цей зсув становить не менше 0,05, але вподовж осі валків. Послідуюче охолодження здійне більше 0,2 ширини рівчака. Прокатка здійснюснюють в будь-якому із охолоджуючих середовищ ється обтисненнями, які забезпечують деформаіз швидкістю не менше 1,5 С/хв до температури цію не менше 0,25 за найбільшим розміром у відкінця структурних перетворень. повідному напрямі до початку деформації у Суттєві ознаки, які збігаються із суттєвими наступному по ходу деформації калібрі. ознаками найближчого аналога, такі: виконання Після отримання готового профілю або закінпластичної деформації металу не менше двох чення циклу прокат піддається прискореному охоразів при температурі не нижче за температуру лоджуванню. Як охолоджуюче середовище виконижньої критичної точки фазових перетворень, з ристовується, наприклад, технічна вода або частковим обтисненням не менше 0,10 у парах водоповітряна суміш. Охолодження ведуть із швикалібрів, де першим є пластовий калібр, а другим дкістю не менше 1,5 С/хв. Завдяки сформованій ребровий калібр простої форми. При цьому в планаддрібнозернистій структурі з малою кількістю стових калібрах отримують прямокутний або бли9 -2 дислокацій в об'ємі зерна ( 10 см ) підвищуються зький до прямокутного переріз зі стрілою прогину пластичні властивості металу. по описаному прямокутнику, яка не перевищує Приклад конкретного виконання 0,25 розміру по меншій осі і 0,15 розміру по більНа НЗС 730/500 прокатують із квадратного пешій осі прямокутника, а закруглення прямокутника рерізу 300х30 мм заготовку 62мм сталі 30ХГСА. по кутах не перевищують 0,4 його розміру по менНа стані 730 прокатують заготовки за режимом шій осі, із частковою або сумарною відносною детабл. 1 формацією не менше 0,25 до зміни її напрямку. 5 13768 6 Таблиця 1 № п/п Тип калібру Н, мм 1 Ящиковий 225 2 Ящиковий 240 3 Ящиковий 187 4 Ящиковий 202 5 6 7 8 Гладка бочка Ящиковий Ромбічний Квадрат (125) 148 160 152 162 В, мм 318 Кантування 245 Кантування 260 Кантування 199 Кантування 215 160 212 162 Далі метал при температурі 1000 1100 С передають на стан 150, де з перерізу 125х125мм за 28 проходів отримують катанку 6,5мм. При температурі початку прокатки 1100 С, температура кінця прокатки - 1060 С. При цьому в кліті № 5 виконується ящиковий овал з розмірами НхВ=82х82мм і зміщенням рівчаків відносно один одного уздовж осі валка на 4,1мм (0,05В), в кліті №9 виконується ящиковий овал НхВ=26х80мм, в кліті №10 - квадратний калібр НхВ=53х52мм зі зміщенням рівчаків відносно один одного уздовж осі валка на 10,0мм (0,19В). Далі прокатування ведуть в існуючих калібрах до 6,5мм. За рахунок створення додаткової інтенсивної зсувної деформації у ребрових калібрах забезпечується отримання наддрібнозернистої феритноперлітної структури (зерно 11 12 балів) з малою кількістю дислокацій ( 109см-2) в об'ємі зерна, для якої характерна наявність дрібнодисперсного перліту. Отримана за такою технологією структура Обтиснення, мм 75 Відносна деформація 0,250 Температура деформації, С 1100 78 0,245 1090 58 0,237 1080 58 0,200 1070 53 53 48 50 0,256 0,256 0,236 1060 1050 1040 1040 забезпечує підвищення рівня пластичних властивостей металу і характеризується великою однорідністю структури у поперечному й подовжньому перерізах. На Фіг.1 приведено мікроструктуру (х500) зразка в поперечному перерізі після прокатування за запропонованим способом, на Фіг.2 - мікроструктуру (х500) цього зразка в подовжньому перерізі. Характерною особливістю металу після прокатки зі зсувом є відсутність анізотропії властивостей уподовж осі деформації: у поперечному (Фіг.1) та подовжньому (Фіг.2) перерізах спостерігається рівновісне зерно. Для прикладу приведено вимірювання мікротвердості, які підтверджують наявність дрібнодисперсного перліту з однаковими значеннями у поперечному й подовжньому перерізах катанки (таблиця 2). Таблиця 2 Характеристики мікротвердості зразків сталі 30ХГСА в залежності від перерізу № 1 Сталь Мікротвердість, Мпа Попер. переріз Подовж, переріз 1995 1975 Діаметр зразка, мм 30ХГСА 6,5 Для катанки зі сталі 30ХГСА, прокатаній за пропонованим методом, характерна велика рівномірність значень мікротвердості по діаметру катанки, що також свідчить про значну рівномірність структури. Для прикладу в таблиці 3 приведено вимірювання кількості фериту та перліту в поперечному та подовжньому напрямках, які показали однакові величини. Таблиця 3 Кількісна металографія зразків сталі 30ХГСА в залежності від перерізу № 1 Сталь 30ХГСА Діаметр зразка, мм 6,5 Кількість структурної складової, % Попер. переріз Подовжн. переріз Перліт Ферит Перліт Ферит 53 47 55 45 В результаті прокатки за пропонованим методом отримано наступні механічні властивості: границя міцності - 710МПа, границя текучості 400МПа, відносне подовження – 20%, відносне звуження – 60%. 7 Комп’ютерна верстка А. Крижанівський 13768 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of obtaining profiled iron
Автори англійськоюPashynska Olena Henrikhivna, Kukui Davyd Penhusovych, Kukui Davyd Penkhusovych, Kukuj Davyd Penkhusovych, Manshylin Oleksandr Heiniiovych, Feofilaktov Andrii Viktorovych, Korin Andrii Oleksandrovych, Maksakov Anatolii Ivanovych
Назва патенту російськоюСпособ получения сортового проката
Автори російськоюПашинская Елена Генриховна, Кукуй Давид Пенхусович, Маншилин Александр Гейниевич, Феофилактов Андрей Викторович, Коринь Андрей Александрович, Максаков Анатолий Иванович
МПК / Мітки
МПК: B21B 1/00
Мітки: спосіб, прокату, отримання, сортового
Код посилання
<a href="https://ua.patents.su/4-13768-sposib-otrimannya-sortovogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання сортового прокату</a>
Спосіб розкрою сортового прокату
Номер патенту: 43217
Опубліковано: 15.11.2001
Автори: Шеремет Володимир Олександрович, Дубина Олег Вікторович, Худик Валеріан Тарасович, Костюченко Михайло Іванович
МПК: B23D 31/00
Мітки: розкрою, прокату, спосіб, сортового
Формула / Реферат:
1. Спосіб розкрою сортового прокату, то включає розрізання летучими ножицями розкату профілю на штаби, що відповідають довжині холодильника, підрівнювання передніх кінців штаб і розрізання їх пакетів на мірні прутки, який відрізняється тим, що до розрізання розкату на летючих ножицях прогнозують кількість одержаних з нього мірних прутків, по якій визначають оптимальну кратність довжин штаб, після чого усі штаби, окрім останньої, вирізають...
Спосіб підрівнювання передніх кінців сортового прокату
Номер патенту: 41647
Опубліковано: 17.09.2001
Автори: Костюченко Михайло Іванович, Блохін Дмитро Порфирович, Дубина Олег Вікторович, Шеремет Володимир Олександрович, Квашин Валерій Миколайович, Худик Валеріан Тарасович
МПК: B21B 39/00
Мітки: кінців, підрівнювання, передніх, спосіб, прокату, сортового
Формула / Реферат:
Спосіб підрівнювання передніх кінців сортового прокату, який включає поштучне укладання передаваних рейками холодильника штанг прокату на підрівнюючий рольганг, введення в зчеплення штанг с привідними роликами підрівнюючого рольганга, поздовжнє переміщення штанг в напрямку кінця рейкового поля холодильника, припинення зчеплення штанг з привідними роликами і зупинку штанг в потрібному положенні в процесі поздовжнього їх переміщення під дією...
Спосіб підрівнювання сортового прокату на холодильнику
Номер патенту: 41588
Опубліковано: 17.09.2001
Автори: Костюченко Михайло Іванович, Дубина Олег Вікторович, Шеремет Володимир Олександрович, Худик Валеріан Тарасович
МПК: B21B 37/72
Мітки: сортового, підрівнювання, спосіб, прокату, холодильнику
Формула / Реферат:
Спосіб підрівнювання сортового прокату на холодильнику, що включає поштучне вкладання штанг, що передаються рейками холодильника на підрівнюючий рольганг з холостими і приводними роликами, введення в зчеплення штанг з приводними роликами, поздовжнє переміщення штанг у напрямку кінця рейкового поля, припинення зцеплення штанг з приводними роликами пси досягненні передніми кінцями штанг заданої відстані до кінця совкового поля і зупинку штанг...
Спосіб підрівнювання сортового прокату
Номер патенту: 41587
Опубліковано: 17.09.2001
Автори: Худик Валеріан Тарасович, Дубина Олег Вікторович, Костюченко Михайло Іванович, Шеремет Володимир Олександрович
МПК: B21B 39/00
Мітки: прокату, підрівнювання, спосіб, сортового
Формула / Реферат:
Спосіб підрівнювання сортового прокату, який включає поштучне укладання штанг, котрі передаються рейками холодильника на рольганг, що підрівнює, з холостими і приводними роликами, поздовжнє переміщення штанг у напрямку кінця рейкового поля, припинення зчеплення штанг з приводними роликами і зупинка штанг у необхідному положенні, який відрізняється тим, що зчеплення штанг з приводними роликами припиняють при досягненні передніми...
Ножиці для різання сортового прокату
Номер патенту: 6460
Опубліковано: 29.12.1994
Автори: Енвальд Анатолій Васильович, Сапригін Хразален Михайлович, Карнаух Василь Гаврилович, Чумаченко Віталій Олександрович, Гамота Сергій Сергійович, Гончар Володимир Павлович, Крупнік Леонід Ісаакович
МПК: B23D 23/00
Мітки: ножиці, сортового, прокату, різання
Формула / Реферат:
(57) Ножницы для резки сортового проката, содержащие станину с неподвижным ножом, приводной суппорт с установленным на нем верхним подвижным ножом с рабочей частью и два приводных прижима, один из которых расположен над неподвижным ножом, отличающиеся тем, что они снабжены дополнительным неподвижным ножом, закрепленным на станине параллельно первому неподвижному кожу и с зазором относительно него под верхний подвижный нож, направляющей...
Попередній патент: Провід
Наступний патент: Стенд для настроювання кристалізатора
Випадковий патент: Спосіб оптимізації роботи кількох компресорних агрегатів і пристрій для його здійснення