Руднотермічна піч для виплавки титанових шлаків
Номер патенту: 81378
Опубліковано: 25.12.2007
Автори: Парфенюк Ігор Георгієвич, Поплавський Юрій Владиславович, Лисенко Валерій Германович, Гур'янова Тетяна Петрівна
Формула / Реферат
Руднотермічна піч для виплавки титанових шлаків із залізотитанових концентратів з вуглецевим відновником періодичним процесом, яка включає металевий кожух, встановлений на фундаменті та футерований вогнетривкою цеглою, водоохолоджуване склепіння із завантажувальними пристроями, електроди, подину у вигляді сфери, верхню та нижню льотки для випуску шлаку та металу, яка відрізняється тим, що нижня льотка для випуску металу розміщена на висоті, яка дорівнює відстані від кола сфери поду печі до осі випускного отвору:
![]() ,
,
де:
h1 - відстань від кола сфери поду печі до осі льотки, м;
d - діаметр печі, м;
l - висота печі від кола сфери поду до склепіння, м,
(0,70-0,76) - коефіцієнти, що враховують кількість відновленого металу на одиницю концентрату, що завантажують, а верхня льотка для випуску шлаку розміщена на висоті, яка дорівнює від кола сфери поду печі до осі випускного отвору:
![]() ,
,
де: (0,92-0,95) - коефіцієнти, що враховують кількість утвореного шлаку на одиницю концентрату, що завантажують, причому співвідношення радіуса сфери вогнетривкої подини і діаметра печі - 2,0-2,2.
Текст
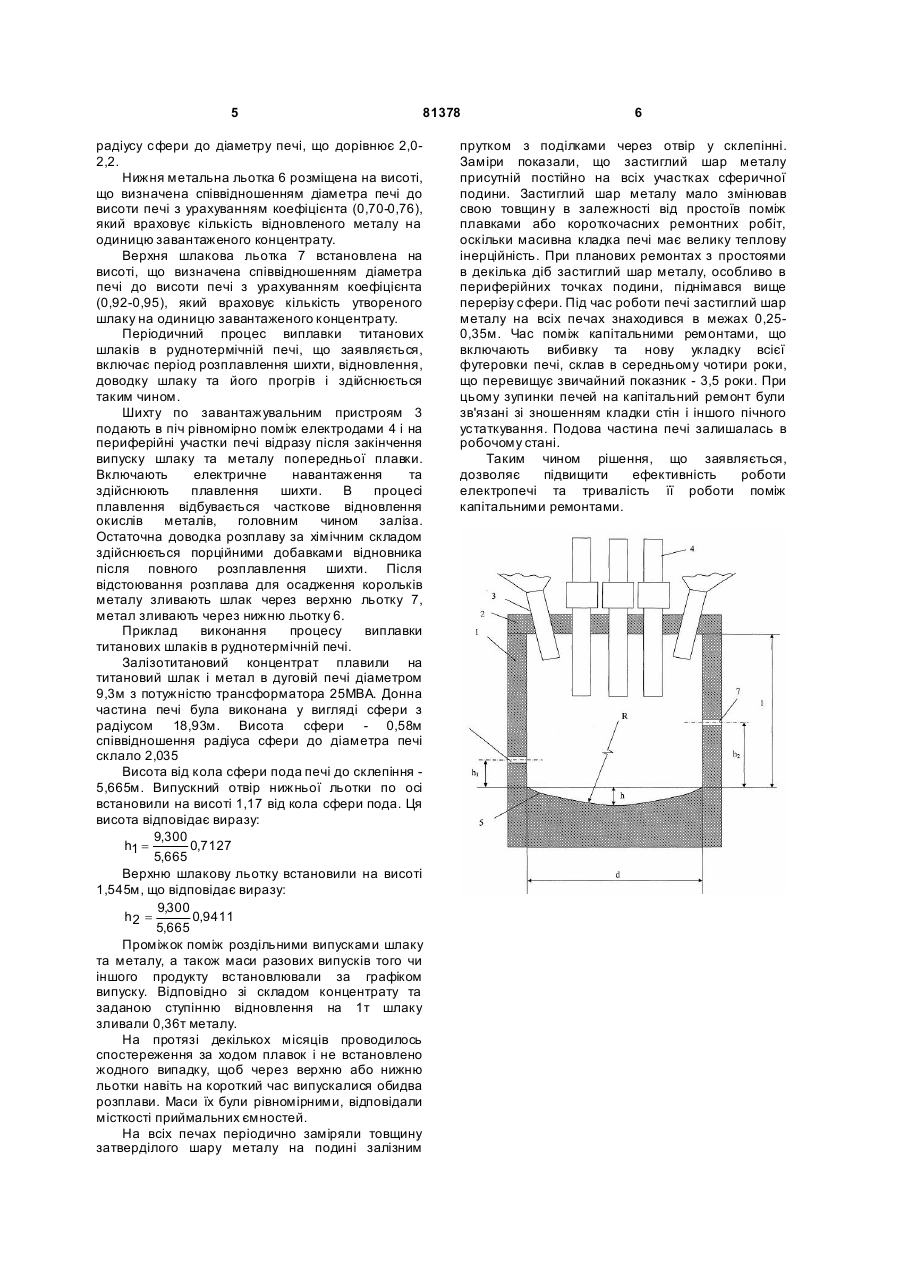
Руднотермічна піч для виплавки титанових шлаків із залізотитанових концентратів з вуглецевим відновником періодичним процесом, яка включає металевий кожух, встановлений на фундаменті та футерований вогнетривкою цеглою, водоохолоджуване склепіння із завантажувальними пристроями, електроди, подину у вигляді сфери, верхню та нижню льотки для випуску шлаку та металу, яка відрізняється тим, що нижня льотка для випуску металу розміщена на висоті, яка дорівнює відстані від кола сфери поду печі до осі випускного отвору: Винахід стосується кольорової металургії, відноситься до металургії титан у, а саме до печей для електротермічної виплавки титанових шлаків. Відома конструкція руднотермічної печі для виплавки титанових шлаків з учбового посібника «Металургія титану» під редакцією докт. техн. наук В.В. Сергєєва, стор.51-54, яка має металевий кожух встановлений на фундаменті та футерований магнезитовою цеглою, водоохолоджуване склепіння з завантажувальними пристроями, электроди та подину. У залежності від технології ( суміщений або роздільний випуск шлаку та чавун у) піч має одну або дві льотки. При плавці в електродугових печах залізотитанових концентратів з відновником відбувається розділення розплаву на відновлений метал і шлак, що утворюється. їх співвідношення, кількість і висота шарів кожного з розплавів в печі залежить від складу сировини та ступені відновлення. Тому розташування льоток для випуску шлаку та чавун у повинно бути таким, щоб поміж них не було постійного знаходження шару розплаву, який не видаляється з печі. Цей баласт різко знижує ефективність роботи електропечі, її продуктивність і коефіцієнт корисної дії. Ефективність роботи руднотермічних печей значно залежить від стійкості футеровки, яка визначає термін роботи печі між капітальними ремонтами, витрати вогнетривних матеріалів, коефіцієнт технічного використання печі, питомі витрати електроенергії. Крім того, від стійкості футеровки, особливо донної її частини, залежить імовірність прориву розплаву з печі, що, як правило, призводить до аварійної ситуації. Процес плавки залізотитанових h1 = d (0,70 - 0,76 ) , 1 (13) 81378 (11) де: (0,92-0,95) - коефіцієнти, що вра ховують кількість утвореного шлаку на одиницю концентрату, що завантажують, причому співвідношення радіуса сфери вогнетривкої подини і діаметра печі 2,0-2,2. UA d (0,92 - 0,95) , 1 (19) h2 = C2 де: h1 - відстань від кола сфери поду печі до осі льотки, м; d - діаметр печі, м; l - висота печі від кола сфери поду до склепіння, м, (0,70-0,76) - коефіцієнти, що враховують кількість відновленого металу на одиницю концентрату, що завантажують, а верхня льотка для випуску шлаку розміщена на висоті, яка дорівнює від кола сфери поду печі до осі випускного отвору: 3 81378 концентратів протікає при високих температурах, до 1800°С, в піделектродному просторі ці температури значно вищі. Температурний вплив на вогнетривну кладку подини дуже великий, без спеціального захисту тривалість її служби різко падає. Рішення, що заявляється, вирішує задачу підвищення ефективності роботи електропечі та забезпечення стійкості футеровки в донній частині печі за рахунок усунення змішування металу та шлаку при випуску, шля хом розміщення випускних льоток металу та шлаку та укладання подини печі враховуючи геометричні розміри печі. Поставлена задача вирішується тим, що у відомій руднотермічній печі для виплавки титанових шлаків із залізотитанових концентратів з вуглецевим відновником періодичним процесом, яка включає металевий кожух встановлений на фундаменті та футерований вогнетривною цеглою, водоохолоджуване склепіння з завантажувальними пристроями, электроди, подину у вигляді сфери та льотки для випуску шлаку та металу, новим є те, що нижня метальна льотка розміщена на висоті, яка дорівнює відстані від кола сфери поду печі до осі випускного отвору: d (1) h1 = (0,70 - 0,76 ) 1 де h1 - відстань від кола сфери поду печі до осі льотки, м; d - діаметр печі м; 1 - висота печі від кола сфери поду до склепіння, м. (0,70-0,76) - коефіцієнти, що враховують кількість відновленого металу на одиницю концентрату, що завантажується, а верхня шлакова льотка розміщена на висоті, яка дорівнює відстані від кола сфери поду печі до осі випускного отвору: d (2) h 2 = (0,92 - 0,95 ) 1 (0,92-0,95) - коефіцієнти, що враховують кількість утвореного шлаку на одиницю концентрату, що завантажується, причому співвідношення радіусу сфери вогнетривної подини до діаметру печі 2,0-2,2. Висота розміщення нижньої метальної льотки від кола сфери поду печі визначається, з одного боку, прагненням мати якомога меншу постійну кількість металу в печі, з другого, рівень металу повинен бути доста тнім для запобігання перегріву подини. Якщо нижня льотка буде розміщена на невеликій висоті від кола сфери поду, то постійний шар металу поміж льоткою та подом буде малий. Посадка електродів буде низька, а захисна функція металу від перегрівання поду знизиться, внаслідок чого можливе руйнування поду. При високому розміщені нижньої льотки в печі постійно залишається надлишкова кількість металу, що знижує продуктивність печі, її коефіцієнт корисної дії. Наприклад, для печі потужністю 25МВА підвищення висоти від оптимального рівня лиш на 0,1м збільшує кількість металу, що постійно знаходиться в печі, 4 приблизно на 50т. Цей баласт знижує ефективність і тривалість роботи печі. Досвід роботи на електропечах для плавки залізотитанових концентратів свідчить про рішучий вплив на розміщення льоток геометричних розмірів печей. Ці розміри зумовлюються потужністю трансформатора, діаметром і розпадом електродів, продуктом, що виплавляється. Льотки розміщають виходячи з розмірів печі - її діаметра та висоти. Місця встановлення льоток можливо змінювати в період капітальних і планово-запобіжних ремонтів, домагаючись найбільш раціонального їх розташування для кожної конкретної електропечі. При виконанні кладки донної частини печі у вигляді сфери температурний вплив на всю подину зменшиться та розподілиться рівномірно, виключиться можливість локальних перегрівів подини, внаслідок чого нижній шар металу, що осаджується на її поверхні застигає та утворює надійний захист подової кладки від руйнування. Для того щоб сферична поверхня подини була вкрита постійним і рівномірним шаром застиглого металу, необхідно визначить оптимальне значення радіусу сфери відносно діаметра печі. Діаметр печі залежить від електричної потужності, що уводиться, маси разового завантаження шихти, продуктивності та інших показників. Якщо при постійному діаметрі печі радіус сфери буде малим, висота сфери h, а з нею й відстань поміж кладкою центральної частини подини та електродами, збільшиться. Якщо радіус сфери збільшиться, то конфігурація подини буде наближатися до площини, а центральний участок подини максимально наблизиться до електродів. В першому випадку, із-за великого віддалення центру подини від електродів, на цьому участку буде утворюватися товстий покрив застиглого металу, створюючи невиправдовуваний баласт в печі, центральна частина ванни печі наблизиться до днища кожуху. Для запобігання перегріву донної частини кожуху печі необхідні або примусове охолодження, наприклад, обдувкою повітрям, або укладка на донну частину кожуху додаткового шару (або декілька шарів) вогнетривної цегли. Або центральна частина подини може настільки наблизиться до електродів, що неминуче викличе її перегрів і розплавлення застиглого шару металу. Багаточисельні дослідження на промислових електропечах при плавці залізотитанових концентратів показали, що кладку поду необхідно виконувати сферичної форми з співвідношенням: R/d=2,0-2,2, де R - радіус сфери; d - діаметр печі. Конструкція руднотермічної печі для виплавки титанових шлаків, що показана на кресленні включає, встановлений на фундаменті металевий кожух 1 і футерований всередині вогнетривною цеглою, з водоохолоджуючим склепінням 2. Завантажувальні пристрої 3 та електроди 4 розташовані на склепінні 2, а подина печі 5 виконана у вигляді сфери з співвідношенням 5 81378 радіусу сфери до діаметру печі, що дорівнює 2,02,2. Нижня метальна льотка 6 розміщена на висоті, що визначена співвідношенням діаметра печі до висоти печі з урахуванням коефіцієнта (0,70-0,76), який враховує кількість відновленого металу на одиницю завантаженого концентрату. Верхня шлакова льотка 7 встановлена на висоті, що визначена співвідношенням діаметра печі до висоти печі з урахуванням коефіцієнта (0,92-0,95), який враховує кількість утвореного шлаку на одиницю завантаженого концентрату. Періодичний процес виплавки титанових шлаків в руднотермічній печі, що заявляється, включає період розплавлення шихти, відновлення, доводку шлаку та його прогрів і здійснюється таким чином. Шихту по завантажувальним пристроям 3 подають в піч рівномірно поміж електродами 4 і на периферійні участки печі відразу після закінчення випуску шлаку та металу попередньої плавки. Включають електричне навантаження та здійснюють плавлення шихти. В процесі плавлення відбувається часткове відновлення окислів металів, головним чином заліза. Остаточна доводка розплаву за хімічним складом здійснюється порційними добавками відновника після повного розплавлення шихти. Після відстоювання розплава для осадження корольків металу зливають шлак через верхню льотку 7, метал зливають через нижню льотку 6. Приклад виконання процесу виплавки титанових шлаків в руднотермічній печі. Залізотитановий концентрат плавили на титановий шлак і метал в дуговій печі діаметром 9,3м з потужністю трансформатора 25МВА. Донна частина печі була виконана у вигляді сфери з радіусом 18,93м. Висота сфери - 0,58м співвідношення радіуса сфери до діаметра печі склало 2,035 Висота від кола сфери пода печі до склепіння 5,665м. Випускний отвір нижньої льотки по осі встановили на висоті 1,17 від кола сфери пода. Ця висота відповідає виразу: 9,300 h1 = 0,7127 5,665 Верхню шлакову льотку встановили на висоті 1,545м, що відповідає виразу: 9,300 h2 = 0,9411 5,665 Проміжок поміж роздільними випусками шлаку та металу, а також маси разових випусків того чи іншого продукту встановлювали за графіком випуску. Відповідно зі складом концентрату та заданою ступінню відновлення на 1т шлаку зливали 0,36т металу. На протязі декількох місяців проводилось спостереження за ходом плавок і не встановлено жодного випадку, щоб через верхню або нижню льотки навіть на короткий час випускалися обидва розплави. Маси їх були рівномірними, відповідали місткості приймальних ємностей. На всіх печах періодично заміряли товщину затверділого шару металу на подині залізним 6 прутком з поділками через отвір у склепінні. Заміри показали, що застиглий шар металу присутній постійно на всіх участках сферичної подини. Застиглий шар металу мало змінював свою товщин у в залежності від простоїв поміж плавками або короткочасних ремонтних робіт, оскільки масивна кладка печі має велику теплову інерційність. При планових ремонтах з простоями в декілька діб застиглий шар металу, особливо в периферійних точках подини, піднімався вище перерізу сфери. Під час роботи печі застиглий шар металу на всіх печах знаходився в межах 0,250,35м. Час поміж капітальними ремонтами, що включають вибивку та нову укладку всієї футеровки печі, склав в середньому чотири роки, що перевищує звичайний показник - 3,5 роки. При цьому зупинки печей на капітальний ремонт були зв'язані зі зношенням кладки стін і іншого пічного устаткування. Подова частина печі залишалась в робочому стані. Таким чином рішення, що заявляється, дозволяє підвищити ефективність роботи електропечі та тривалість її роботи поміж капітальними ремонтами.
ДивитисяДодаткова інформація
Назва патенту англійськоюOre-smelting furnace for titanium slag smelting
Автори англійськоюHurianova Tetiana Petrivna, Poplavskyi Yurii Vladyslavovych, Parfeniuk Ihor Heorhiievych, Lysenko Valerii Hermanovych
Назва патенту російськоюРуднотермическая печь для выплавки титановых шлаков
Автори російськоюГуръянова Татьяна Петровна, Поплавский Юрий Владиславович, Парфенюк Игорь Георгиевич, Лысенко Валерий Германович
МПК / Мітки
Мітки: шлаків, виплавки, піч, руднотермічна, титанових
Код посилання
<a href="https://ua.patents.su/3-81378-rudnotermichna-pich-dlya-viplavki-titanovikh-shlakiv.html" target="_blank" rel="follow" title="База патентів України">Руднотермічна піч для виплавки титанових шлаків</a>
Спосіб виплавки титанових шлаків
Номер патенту: 13628
Опубліковано: 17.04.2006
Автори: ДАВИДОВ СЕРГІЙ ІВАНОВИЧ, ТЕЛІН ВЛАДИСЛАВ ВОЛОДИМИРОВИЧ, Степаніщева Діна Фатиховна, Лиходід Іван Іванович, Шварцман Леонід Якович, Кравцов Анатолій Іванович, Шкурін Борис Миколайович, ТЕСЛЕВИЧ СЕРГІЙ МИХАЙЛОВИЧ
МПК: C22B 34/12, C21C 5/06
Мітки: виплавки, титанових, шлаків, спосіб
Формула / Реферат:
Спосіб виплавки титанових шлаків, який включає завантаження залізо-титанового концентрату та вуглецевмісного відновника в руднотермічну піч, відновлювальну плавку, довідновлювання шлаку дозованою подачею вуглецевмісного відновника, відстоювання розплаву та випуск продуктів плавки, який відрізняється тим, що подачу відновника при довідновлюванні шлаку здійснюють безпосередньо під кожен електрод руднотермічної печі асинхронно з інтервалом...
Спосіб виплавки титанових шлаків
Номер патенту: 17560
Опубліковано: 16.10.2006
Автори: ТЕЛІН ВЛАДИСЛАВ ВОЛОДИМИРОВИЧ, Шкурін Борис Миколайович, Кандаков Володимир Михайлович, Кіпріч Ігор Миколайович, Кравцов Анатолій Іванович, ТЕСЛЕВИЧ СЕРГІЙ МИХАЙЛОВИЧ, Степаніщева Діна Фатихівна, Шварцман Леонід Якович, Лиходін Іван Іванович, СЕМЕНОВ ОЛЕКСАНДР ІВАНОВИЧ
МПК: C22B 34/12
Мітки: шлаків, спосіб, титанових, виплавки
Формула / Реферат:
Спосіб виплавки титанових шлаків, який включає приготування та завантаження шихти, що складається з титанового концентрату та вуглецевмісного відновника, розплавлення шихти електродами, що працюють в режимі опору та дуги, доводку розплаву, відстоювання шлаку та випуск його у виливниці, який відрізняється тим, що завантаження шихти здійснюють шарами, причому на нижній шар шихти, що містить 8...9 % відновника, завантажують шар титанового...
Спосіб одержання титанових шлаків
Номер патенту: 71047
Опубліковано: 15.11.2004
Автори: Сидоренко Сергій Андрійович, Ткаленко Володимир Олександрович, Шкурін Борис Миколайович, Кіпріч Ігор Миколайович, ДАВИДОВ СЕРГІЙ ІВАНОВИЧ, Лиходід Іван Іванович, Кравцов Анатолій Іванович, ТЕЛІН ВЛАДИСЛАВ ВОЛОДИМИРОВИЧ, Степаніщева Діна Фатихівна
МПК: C21C 5/06, C22B 34/12
Мітки: титанових, шлаків, спосіб, одержання
Формула / Реферат:
Спосіб одержання титанових шлаків, який включає плавлення та відновлення шихти, що складається з залізотитанового концентрату та вуглецевмісного відновника, з одержанням титанового шлаку та чавуну, наступне довідновлення титанового шлаку вуглецевмісним відновником без розгерметизації ванни печі, який відрізняється тим, що на стадії довідновлення титанового шлаку в розплав одночасно з вуглецевмісним відновником подають залізотитановий...
Спосіб одержання титанових шлаків
Номер патенту: 64124
Опубліковано: 16.02.2004
Автори: Кравцов Анатолій Іванович, ТЕЛІН ВЛАДИСЛАВ ВОЛОДИМИРОВИЧ, Лиходід Іван Іванович, Шкурін Борис Миколайович, Гуров Валерій Петрович, Рудичев Анатолій Сергійович, Степаніщева Діна Фатихівна, Кіпріч Ігор Миколайович, ТЕСЛЕВИЧ СЕРГІЙ МИХАЙЛОВИЧ
МПК: C22B 34/12
Мітки: шлаків, одержання, титанових, спосіб
Формула / Реферат:
1. Спосіб одержання титанових шлаків, який включає приготування порошкової шихти з титанового концентрату та вуглецевмісного відновника, завантаження її в руднотермічну піч, розплавлення, наступне відновлення та доводку шлаку вуглецевмісним відновником, який відрізняється тим, що на стадії приготування шихти вміст вуглецевмісного відновника знижують до 4-5%, у перерахунку на вуглець, а на стадії доводки шлаку кількість вуглецевмісного...
Спосіб одержання титанових шлаків
Номер патенту: 31406
Опубліковано: 15.12.2000
Автори: Матвєєв Ігор Володимирович, Гур'янова Тетяна Петрівна, Телін Вячеслав Володимирович, Балакін Павло Петрович, Рябчікова Ніна Федорівна, Назаренко Олександр Сергійович, Кондрашов Михайло Євгенович, Мілославський Марк Ілліч
МПК: C22B 34/12
Мітки: шлаків, спосіб, титанових, одержання
Формула / Реферат:
Спосіб одержання титанових шлаків, що включає розплавлений шихти, відновлення її та доводку плавки у руднотермічній печі, який відрізняється тим, що весь процес ведуть в умовах відновного середовища при тиску у підсклепінні печі ±0,1мм.вод.ст., при цьому доводку плавки здійснюють за допомогою механізованої лінії завантаження відновника без розгерметизації ванни печі.
Попередній патент: Правильний олівець
Наступний патент: Суха будівельна суміш
Випадковий патент: Лінійна напрямна на постійних магнітах