Ливарна форма для виготовлення полімерних виробів
Номер патенту: 8198
Опубліковано: 15.07.2005
Автори: Колос Лілія Ігорівна, Колос Ігор Ярославович, Колос Ганна Дмитрівна
Формула / Реферат
Ливарна форма для виготовлення полімерних виробів, що містить рухому і нерухому плити, обойму, формувальні елементи та колонки, яка відрізняється тим, що нерухома плита жорстко зв'язана з обоймою, на внутрішніх бокових стінках якої виконані похилі трапецеїдальні пази з гніздами і усередині якої розміщені клини та формувальні елементи, які виконані у вигляді нерухомих і рухомих півматриць, останні виконані як повзуни, що мають із похилого боку заглибини та трапецеїдальні виступи у вигляді гребенів, котрі знизу оснащені штифтами і на рухомій плиті за допомогою утримувальної плити закріплені пуансони та вертикальні колонки, які є механізмами переміщення повзунів, при цьому кожна із колонок оснащена пазом-зачепом.
Текст
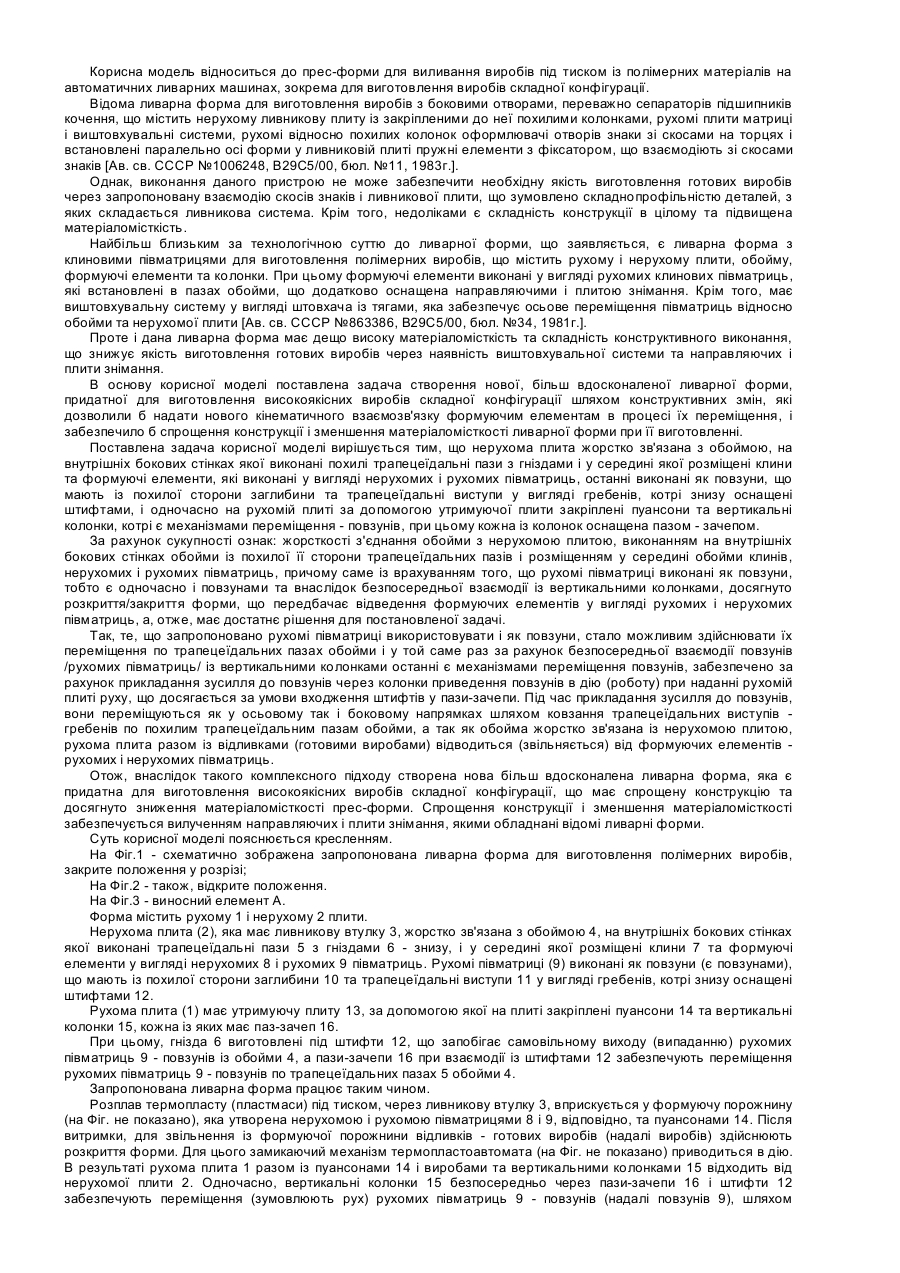
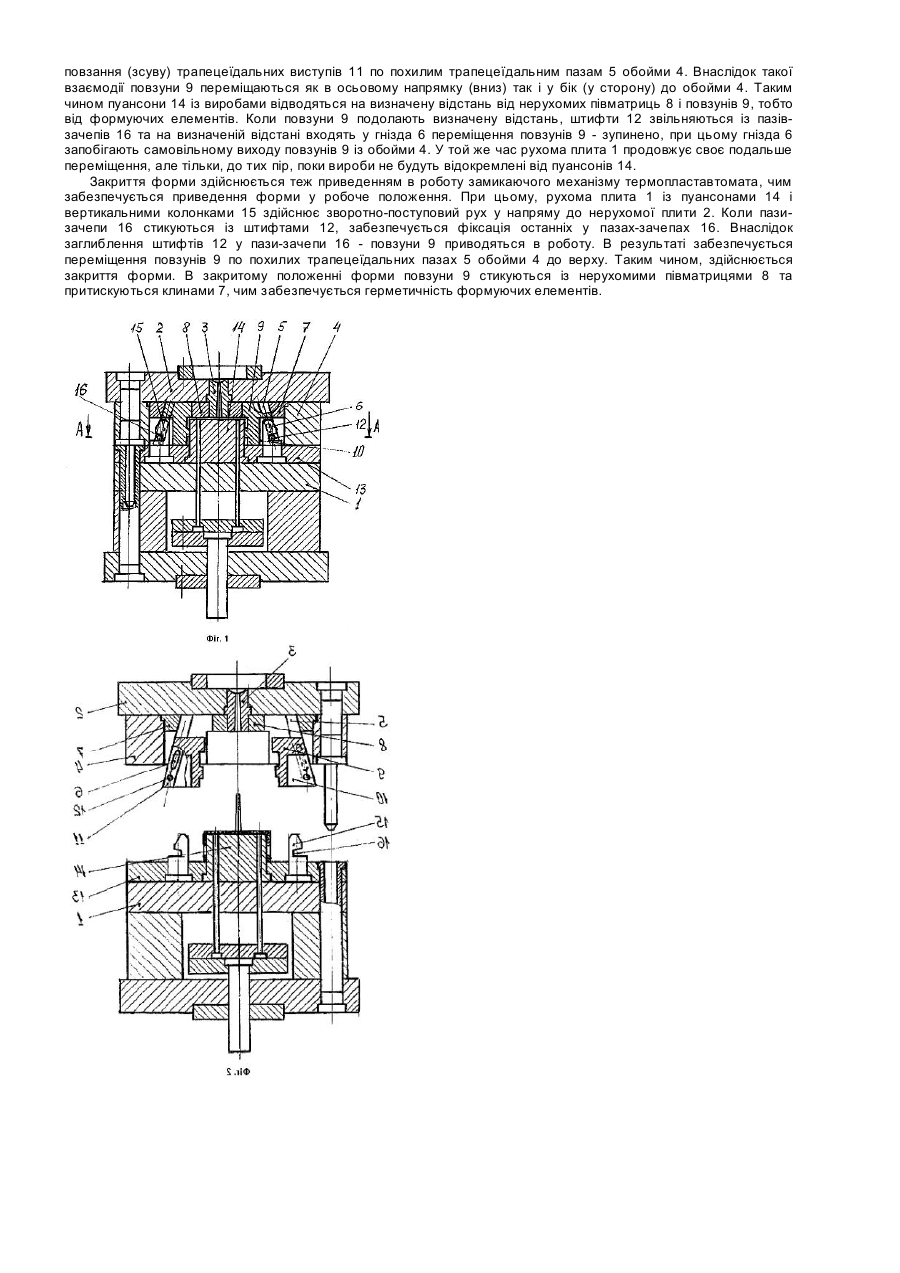
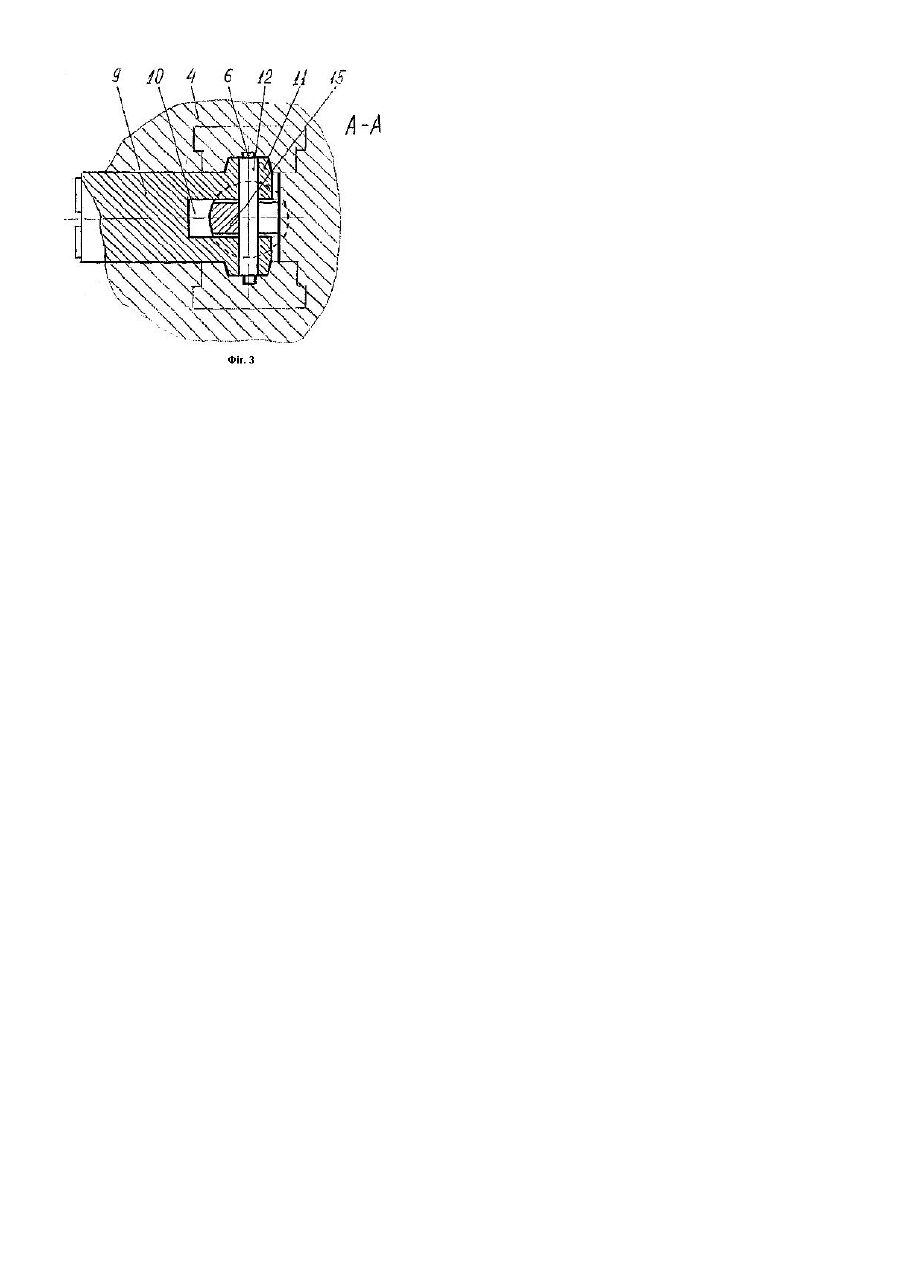
Корисна модель відноситься до прес-форми для виливання виробів під тиском із полімерних матеріалів на автоматичних ливарних машинах, зокрема для виготовлення виробів складної конфігурації. Відома ливарна форма для виготовлення виробів з боковими отворами, переважно сепараторів підшипників кочення, що містить нерухому ливникову плиту із закріпленими до неї похилими колонками, рухомі плити матриці і виштовхувальні системи, рухомі відносно похилих колонок оформлювачі отворів знаки зі скосами на торцях і встановлені паралельно осі форми у ливниковій плиті пружні елементи з фіксатором, що взаємодіють зі скосами знаків [Ав. св. СССР №1006248, В29С5/00, бюл. №11, 1983г.]. Однак, виконання даного пристрою не може забезпечити необхідну якість виготовлення готових виробів через запропоновану взаємодію скосів знаків і ливникової плити, що зумовлено складнопрофільністю деталей, з яких складається ливникова система. Крім того, недоліками є складність конструкції в цілому та підвищена матеріаломісткість. Найбільш близьким за технологічною суттю до ливарної форми, що заявляється, є ливарна форма з клиновими півматрицями для виготовлення полімерних виробів, що містить рухому і нерухому плити, обойму, формуючі елементи та колонки. При цьому формуючі елементи виконані у вигляді рухомих клинових півматриць, які встановлені в пазах обойми, що додатково оснащена направляючими і плитою знімання. Крім того, має виштовхувальну систему у вигляді штовхача із тягами, яка забезпечує осьове переміщення півматриць відносно обойми та нерухомої плити [Ав. св. СССР №863386, В29С5/00, бюл. №34, 1981г.]. Проте і дана ливарна форма має дещо високу матеріаломісткість та складність конструктивного виконання, що знижує якість виготовлення готових виробів через наявність виштовхувальної системи та направляючих і плити знімання. В основу корисної моделі поставлена задача створення нової, більш вдосконаленої ливарної форми, придатної для виготовлення високоякісних виробів складної конфігурації шляхом конструктивних змін, які дозволили б надати нового кінематичного взаємозв'язку формуючим елементам в процесі їх переміщення, і забезпечило б спрощення конструкції і зменшення матеріаломісткості ливарної форми при її виготовленні. Поставлена задача корисної моделі вирішується тим, що нерухома плита жорстко зв'язана з обоймою, на внутрішніх бокових стінках якої виконані похилі трапецеїдальні пази з гніздами і у середині якої розміщені клини та формуючі елементи, які виконані у вигляді нерухомих і рухомих півматриць, останні виконані як повзуни, що мають із похилої сторони заглибини та трапецеїдальні виступи у вигляді гребенів, котрі знизу оснащені штифтами, і одночасно на рухомій плиті за допомогою утримуючої плити закріплені пуансони та вертикальні колонки, котрі є механізмами переміщення - повзунів, при цьому кожна із колонок оснащена пазом - зачепом. За рахунок сукупності ознак: жорсткості з'єднання обойми з нерухомою плитою, виконанням на внутрішніх бокових стінках обойми із похилої її сторони трапецеїдальних пазів і розміщенням у середині обойми клинів, нерухомих і рухомих півматриць, причому саме із врахуванням того, що рухомі півматриці виконані як повзуни, тобто є одночасно і повзунами та внаслідок безпосередньої взаємодії із вертикальними колонками, досягнуто розкриття/закриття форми, що передбачає відведення формуючих елементів у вигляді рухомих і нерухомих півматриць, а, отже, має достатнє рішення для постановленої задачі. Так, те, що запропоновано рухомі півматриці використовувати і як повзуни, стало можливим здійснювати їх переміщення по трапецеїдальних пазах обойми і у той саме раз за рахунок безпосередньої взаємодії повзунів /рухомих півматриць/ із вертикальними колонками останні є механізмами переміщення повзунів, забезпечено за рахунок прикладання зусилля до повзунів через колонки приведення повзунів в дію (роботу) при наданні рухомій плиті руху, що досягається за умови входження штифтів у пази-зачепи. Під час прикладання зусилля до повзунів, вони переміщуються як у осьовому так і боковому напрямках шляхом ковзання трапецеїдальних виступів гребенів по похилим трапецеїдальним пазам обойми, а так як обойма жорстко зв'язана із нерухомою плитою, рухома плита разом із відливками (готовими виробами) відводиться (звільняється) від формуючих елементів рухомих і нерухомих півматриць. Отож, внаслідок такого комплексного підходу створена нова більш вдосконалена ливарна форма, яка є придатна для виготовлення високоякісних виробів складної конфігурації, що має спрощену конструкцію та досягнуто зниження матеріаломісткості прес-форми. Спрощення конструкції і зменшення матеріаломісткості забезпечується вилученням направляючих і плити знімання, якими обладнані відомі ливарні форми. Суть корисної моделі пояснюється кресленням. На Фіг.1 - схематично зображена запропонована ливарна форма для виготовлення полімерних виробів, закрите положення у розрізі; На Фіг.2 - також, відкрите положення. На Фіг.3 - виносний елемент А. Форма містить рухому 1 і нерухому 2 плити. Нерухома плита (2), яка має ливникову втулку 3, жорстко зв'язана з обоймою 4, на внутрішніх бокових стінках якої виконані трапецеїдальні пази 5 з гніздами 6 - знизу, і у середині якої розміщені клини 7 та формуючі елементи у вигляді нерухомих 8 і рухомих 9 півматриць. Рухомі півматриці (9) виконані як повзуни (є повзунами), що мають із похилої сторони заглибини 10 та трапецеїдальні виступи 11 у вигляді гребенів, котрі знизу оснащені штифтами 12. Рухома плита (1) має утримуючу плиту 13, за допомогою якої на плиті закріплені пуансони 14 та вертикальні колонки 15, кожна із яких має паз-зачеп 16. При цьому, гнізда 6 виготовлені під штифти 12, що запобігає самовільному виходу (випаданню) рухомих півматриць 9 - повзунів із обойми 4, а пази-зачепи 16 при взаємодії із штифтами 12 забезпечують переміщення рухомих півматриць 9 - повзунів по трапецеїдальних пазах 5 обойми 4. Запропонована ливарна форма працює таким чином. Розплав термопласту (пластмаси) під тиском, через ливникову втулку 3, вприскується у формуючу порожнину (на Фіг. не показано), яка утворена нерухомою і рухомою півматрицями 8 і 9, відповідно, та пуансонами 14. Після витримки, для звільнення із формуючої порожнини відливків - готових виробів (надалі виробів) здійснюють розкриття форми. Для цього замикаючий механізм термопластоавтомата (на Фіг. не показано) приводиться в дію. В результаті рухома плита 1 разом із пуансонами 14 і виробами та вертикальними колонками 15 відходить від нерухомої плити 2. Одночасно, вертикальні колонки 15 безпосередньо через пази-зачепи 16 і штифти 12 забезпечують переміщення (зумовлюють рух) рухомих півматриць 9 - повзунів (надалі повзунів 9), шляхом повзання (зсуву) трапецеїдальних виступів 11 по похилим трапецеїдальним пазам 5 обойми 4. Внаслідок такої взаємодії повзуни 9 переміщаються як в осьовому напрямку (вниз) так і у бік (у сторону) до обойми 4. Таким чином пуансони 14 із виробами відводяться на визначену відстань від нерухомих півматриць 8 і повзунів 9, тобто від формуючих елементів. Коли повзуни 9 подолають визначену відстань, штифти 12 звільняються із пазівзачепів 16 та на визначеній відстані входять у гнізда 6 переміщення повзунів 9 - зупинено, при цьому гнізда 6 запобігають самовільному виходу повзунів 9 із обойми 4. У той же час рухома плита 1 продовжує своє подальше переміщення, але тільки, до тих пір, поки вироби не будуть відокремлені від пуансонів 14. Закриття форми здійснюється теж приведенням в роботу замикаючого механізму термопластавтомата, чим забезпечується приведення форми у робоче положення. При цьому, рухома плита 1 із пуансонами 14 і вертикальними колонками 15 здійснює зворотно-поступовий рух у напряму до нерухомої плити 2. Коли пазизачепи 16 стикуються із штифтами 12, забезпечується фіксація останніх у пазах-зачепах 16. Внаслідок заглиблення штифтів 12 у пази-зачепи 16 - повзуни 9 приводяться в роботу. В результаті забезпечується переміщення повзунів 9 по похилих трапецеїдальних пазах 5 обойми 4 до верху. Таким чином, здійснюється закриття форми. В закритому положенні форми повзуни 9 стикуються із нерухомими півматрицями 8 та притискуються клинами 7, чим забезпечується герметичність формуючих елементів.
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting mold for manufacture of polymeric articles
Автори англійськоюKolos Ihor Yaroslavovych
Назва патенту російськоюЛитейная форма для изготовления полимерных изделий
Автори російськоюКолос Игорь Ярославович
МПК / Мітки
МПК: B29C 43/00, B29C 39/00
Мітки: полімерних, форма, ливарна, виробів, виготовлення
Код посилання
<a href="https://ua.patents.su/3-8198-livarna-forma-dlya-vigotovlennya-polimernikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Ливарна форма для виготовлення полімерних виробів</a>
Ливарна форма для виготовлення полімерних виробів
Номер патенту: 1878
Опубліковано: 16.06.2003
Автор: Хараман Ігор Петрович
МПК: B29C 45/26, B29C 45/27, B29C 45/44
Мітки: форма, виробів, ливарна, виготовлення, полімерних
Формула / Реферат:
1. Ливарна форма для виготовлення полімерних виробів, що містить рухому і нерухому півформи з плитами і з колонками, у рухомій півформі установлені виштовхувач і контрштовхач, а в рухомій матриці встановлений різьбовий знак, яка відрізняється тим, що пакети плит виштовхувальної системи - плита штовхання і плита знака - встановлені з іншою плитою штовхання й плитою виштовхувача на одному рівні та однієї довжини і зв'язані через горизонтально...
Заливна форма для виготовлення полімерних виробів
Номер патенту: 6206
Опубліковано: 15.04.2005
Автори: Заворітько Іван Євсійович, Протопопов Віталій Олександрович, Желтов Павло Миколайович, Малий Микола Андрійович, Тимощенко Анатолій Петрович
МПК: B29C 45/26
Мітки: заливна, полімерних, виготовлення, виробів, форма
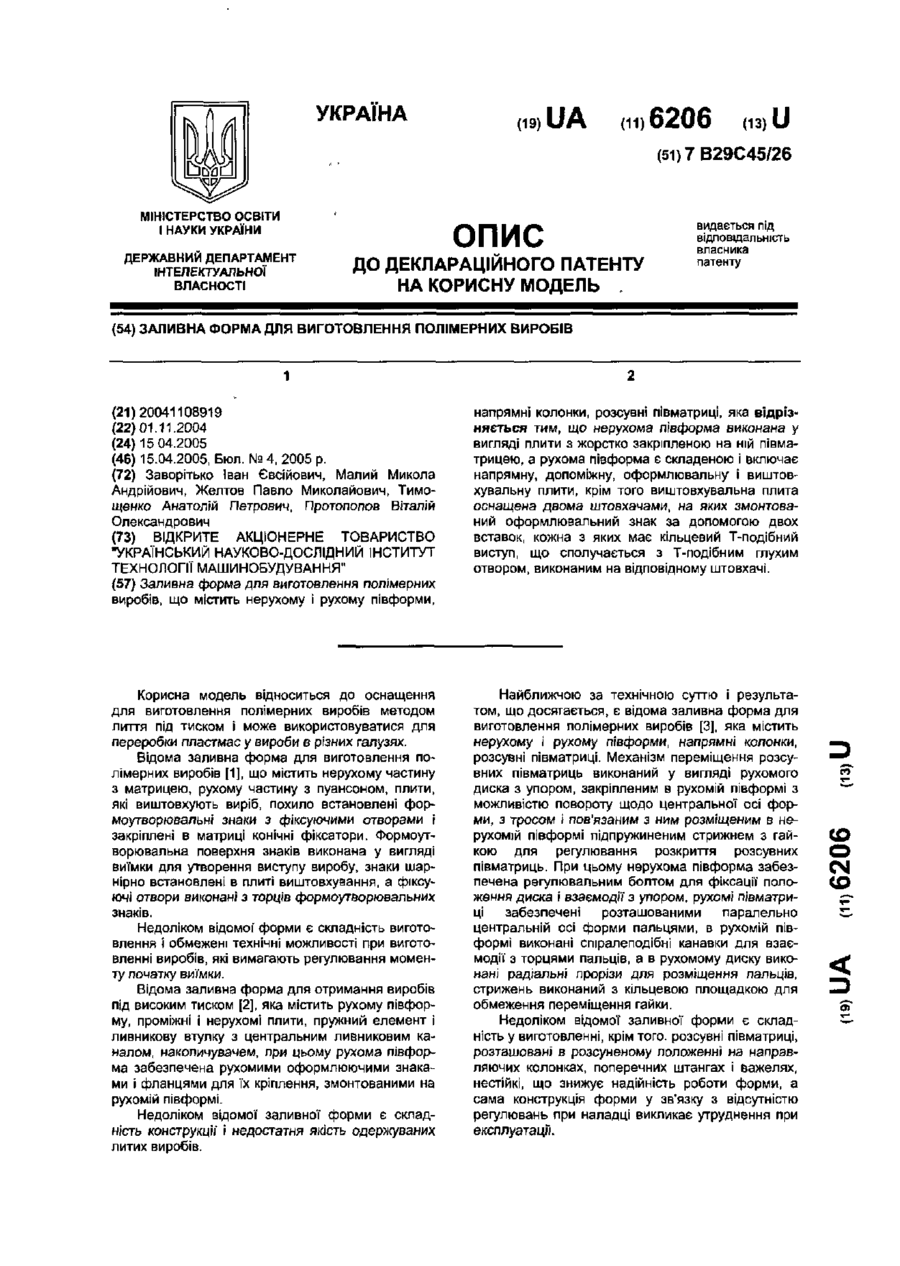
Формула / Реферат:
Заливна форма для виготовлення полімерних виробів, що містить нерухому і рухому півформи, напрямні колонки, розсувні півматриці, яка відрізняється тим, що нерухома півформа виконана у вигляді плити з жорстко закріпленою на ній півматрицею, а рухома півформа є складеною і включає напрямну, допоміжну, оформлювальну і виштовхувальну плити, крім того виштовхувальна плита оснащена двома штовхачами, на яких змонтований оформлювальний знак за...
Форма для виготовлення полімерних виробів
Номер патенту: 11653
Опубліковано: 25.12.1996
Автори: Подольський Юзеф Ківович, Ратнер Ісаак Срулевич, Дергачев Евгений Александрович, Кавин Евгений Васильевич, Лобжанидзе Виталий Антонович
МПК: B29C 45/27
Мітки: виготовлення, полімерних, форма, виробів
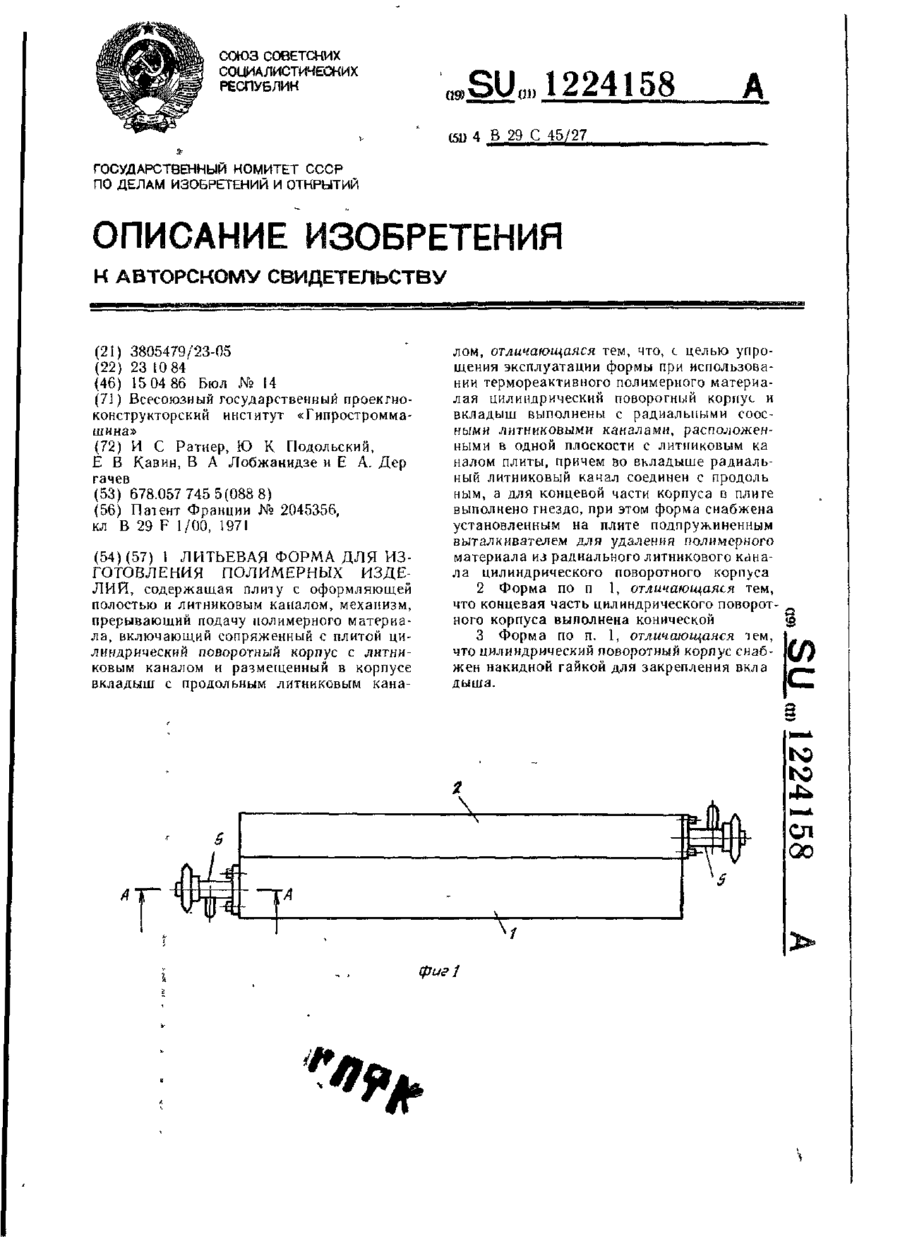
Формула / Реферат:
1. Литьевая форма для изготовления полимерных изделий, содержащая плиту с оформляющей полостью и литпиковым каналом, механизм, прерывающий подачу полимерного материала, включающий сопряженный с плитой цилиндрический поворотный корпус с литниковым каналом и размещенный в корпусе вкладыш с продольным линиковым каналом, отличающаяся тем, что, с целью упрощения эксплуатации формы при использовании термореактивного полимерного материала...
Литьова форма для виготовлення полімерних виробів з різьбою
Номер патенту: 16916
Опубліковано: 29.08.1997
Автор: Бакай Сергій Панасович
МПК: B29D 1/00
Мітки: різьбою, полімерних, виробів, форма, виготовлення, литьова
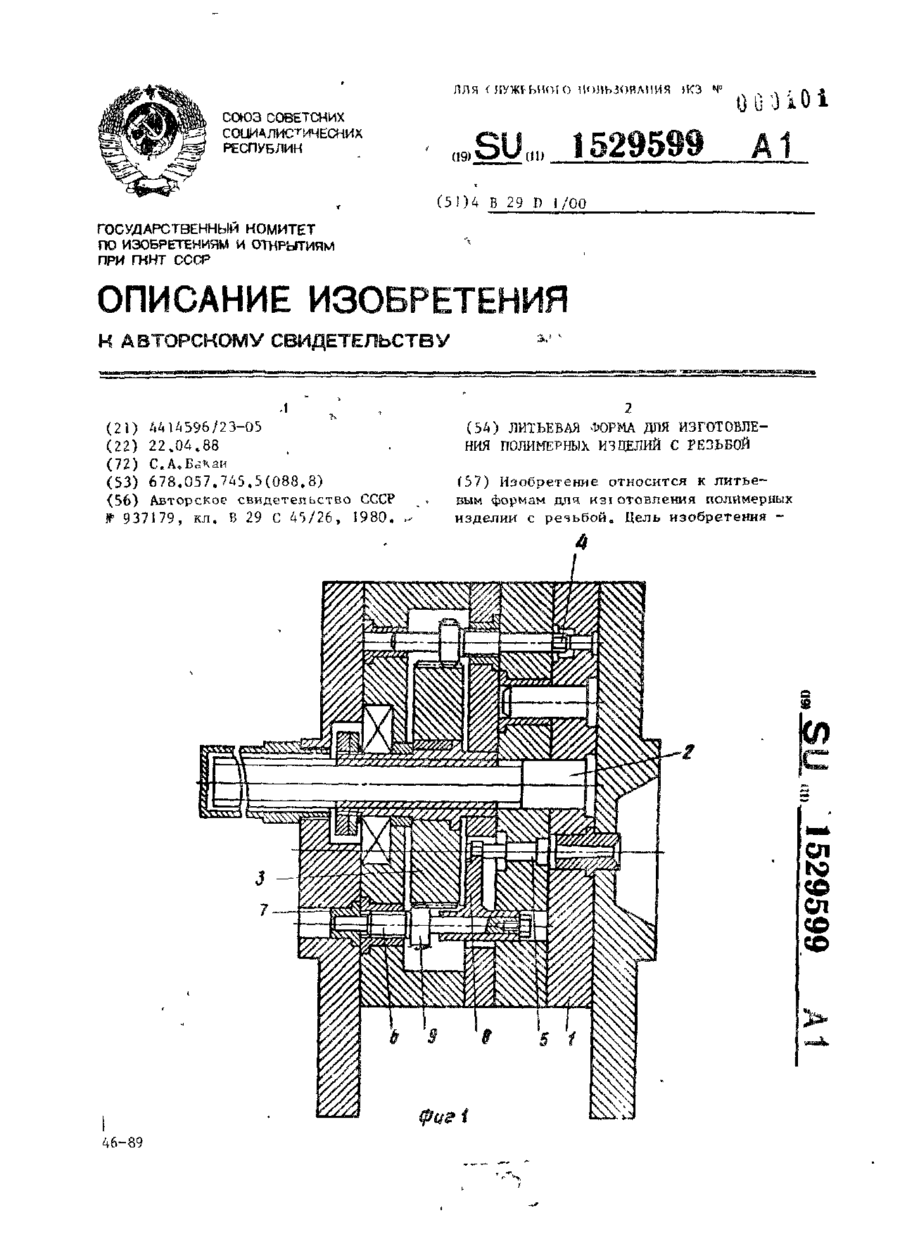
Формула / Реферат:
Литьевая форма для изготовления полимерных изделий с резьбой, содержащая неподвижную полуформу и подвижную полуформу, включающую резьбовые знаки и промежуточный механизм выталкивателя центрального литника, кинематически связанные с приводом, отличающаяся тем, что, с целью предотвращения отрыва литников от изделий, промежуточный механизм выполнен в виде стержня с резьбовым концом, расположенным в копирной втулке, надругом конце которого...
Литьова форма для виготовлення порожнистих полімерних виробів
Номер патенту: 16919
Опубліковано: 29.08.1997
Автор: Бакай Сергій Панасович
МПК: B29C 45/26
Мітки: форма, виготовлення, порожнистих, литьова, полімерних, виробів
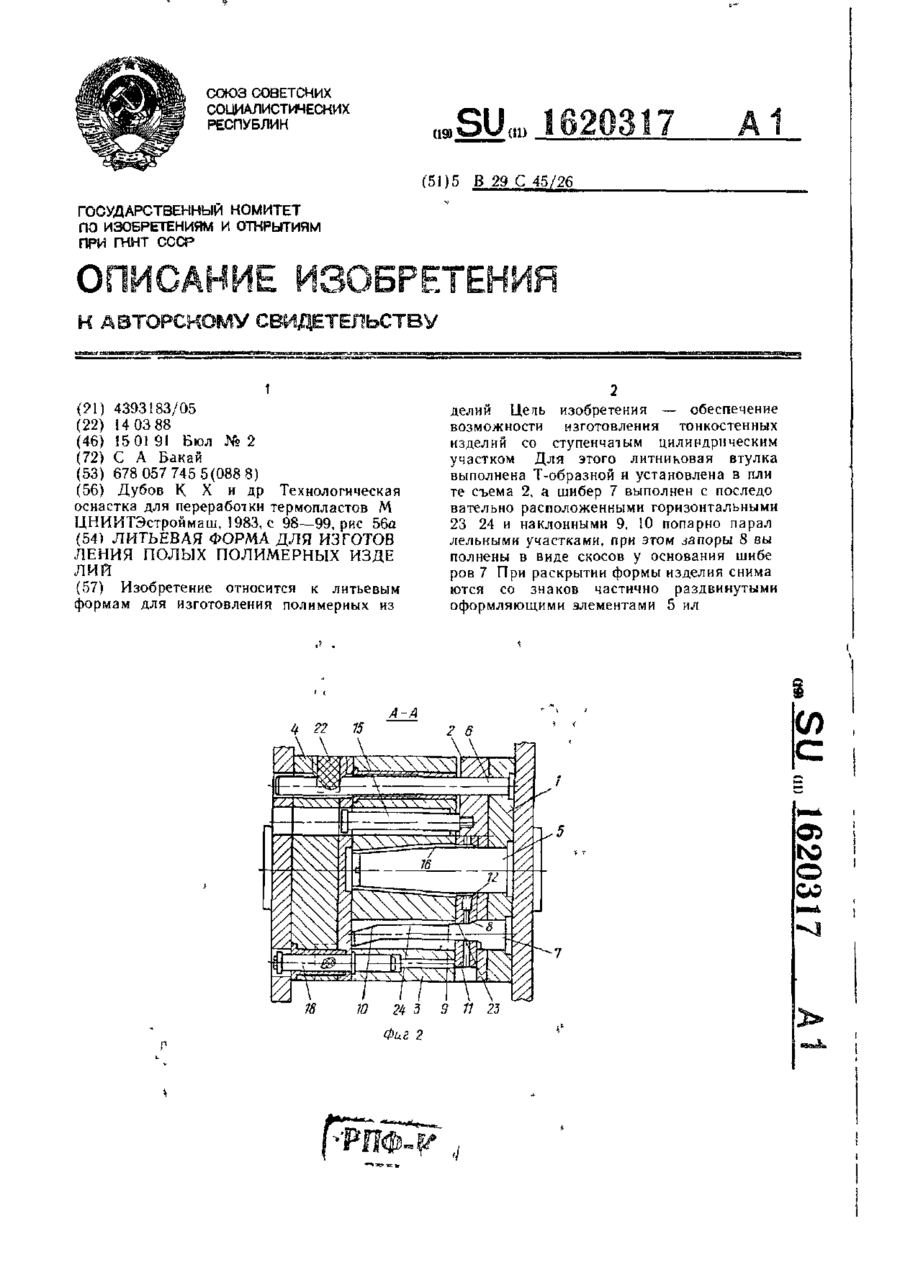
Формула / Реферат:
Литьевая форма для изготовления полых полимерных изделий, содержащая неподвижную полуформу с дисками и шиберами. подвижную полуформу с основанием, выталкивателем литника и плитой съема с подвижными оформляющими элементами, литниковую втулку и запоры для оформляющих элементов, отличающаяся тем, что, с целью обеспечения возможности изготовлений тонкостенных изделий со ступенчатым цилиндрическим участком, литниковая втулка выполнена Т-образной и...
Попередній патент: Композиційний матеріал для струмознімальних ковзних елементів
Наступний патент: Штапик
Випадковий патент: Клапан запобіжний