Литьова форма для виготовлення порожнистих полімерних виробів
Формула / Реферат
Литьевая форма для изготовления полых полимерных изделий, содержащая неподвижную полуформу с дисками и шиберами. подвижную полуформу с основанием, выталкивателем литника и плитой съема с подвижными оформляющими элементами, литниковую втулку и запоры для оформляющих элементов, отличающаяся тем, что, с целью обеспечения возможности изготовлений тонкостенных изделий со ступенчатым цилиндрическим участком, литниковая втулка выполнена Т-образной и установлена в плите съема, а шибер выполнен с последовательно расположенными горизонтальными и наклонными, попарно параллельными участками, при этом запоры выполнены в виде скосов у основания шиберов.
Текст
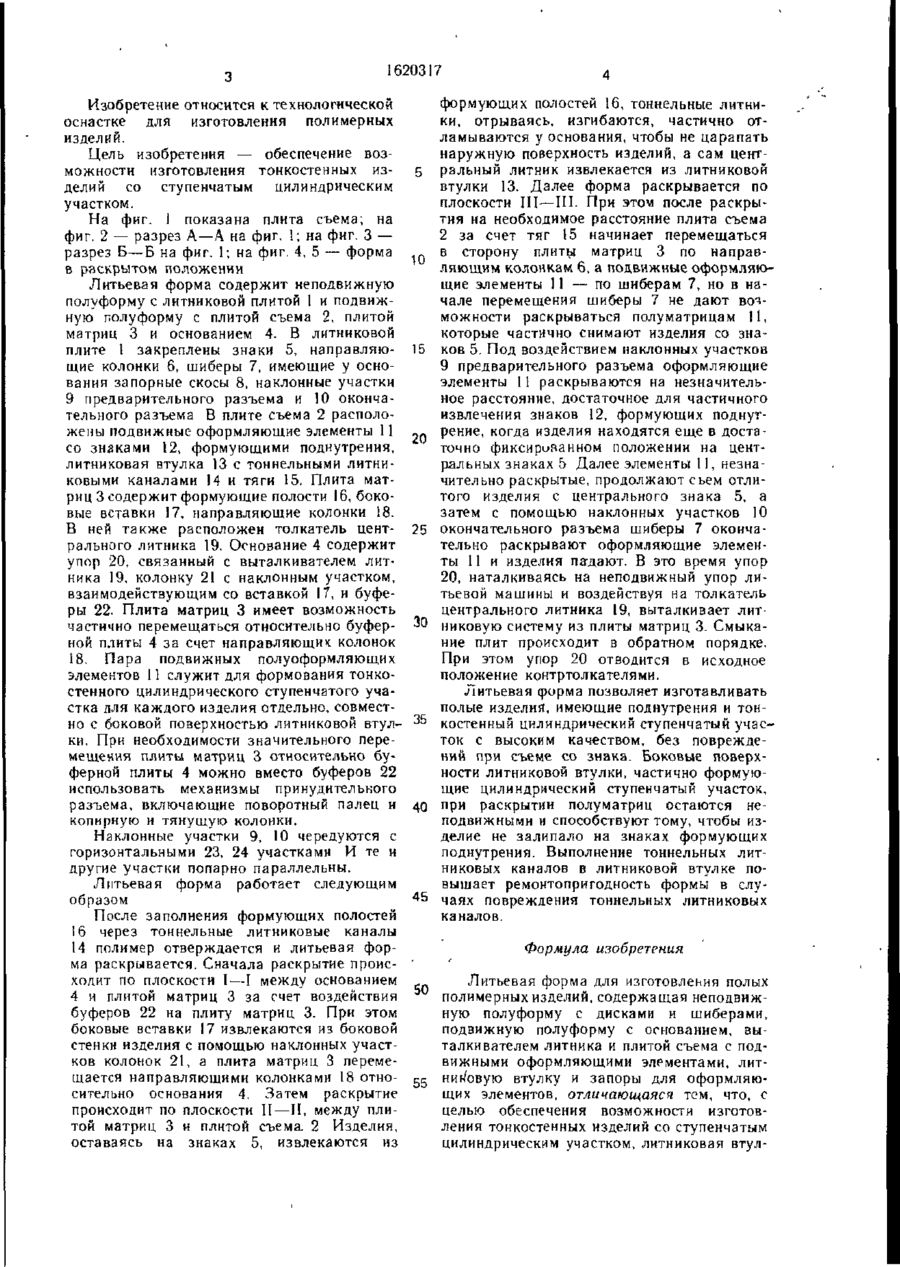
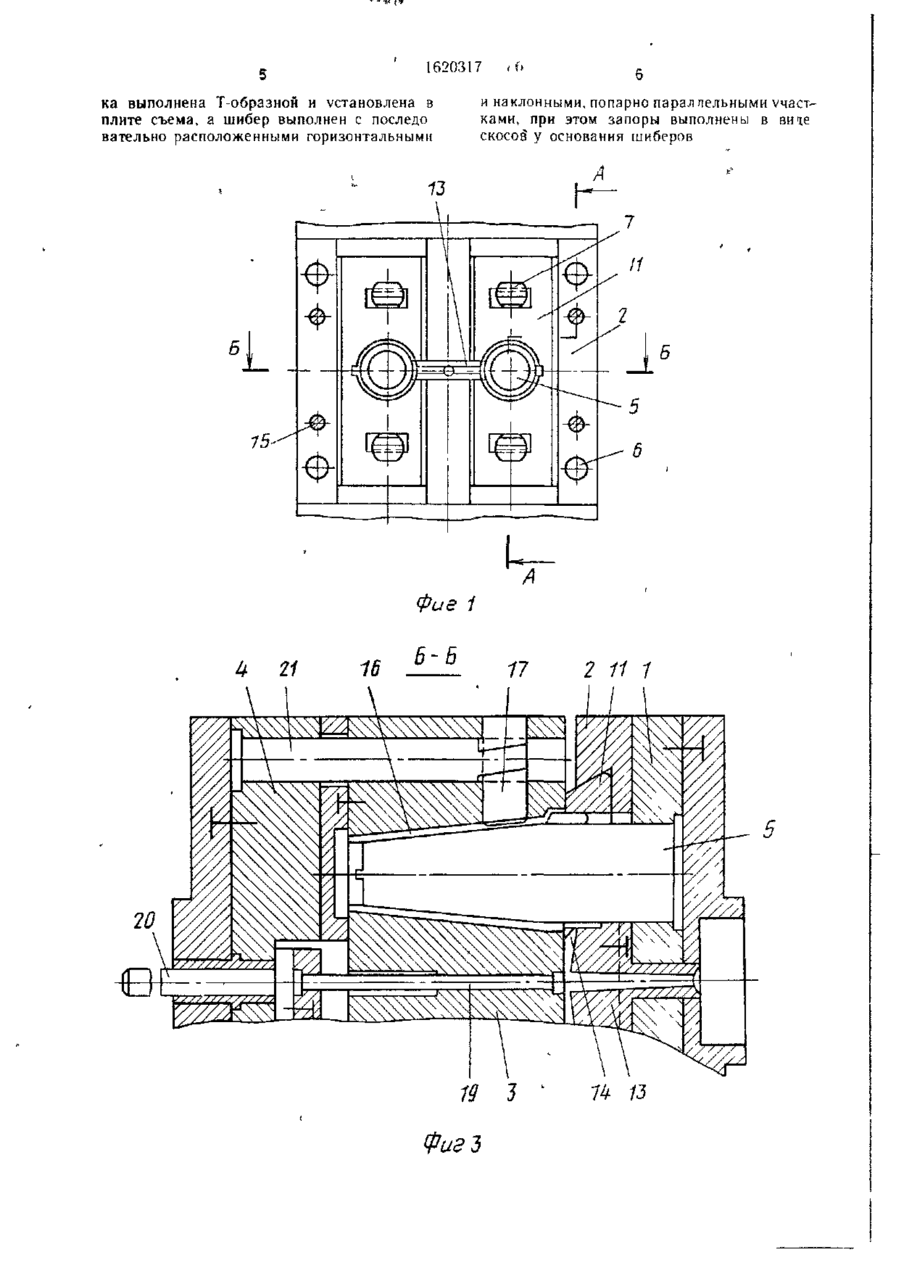
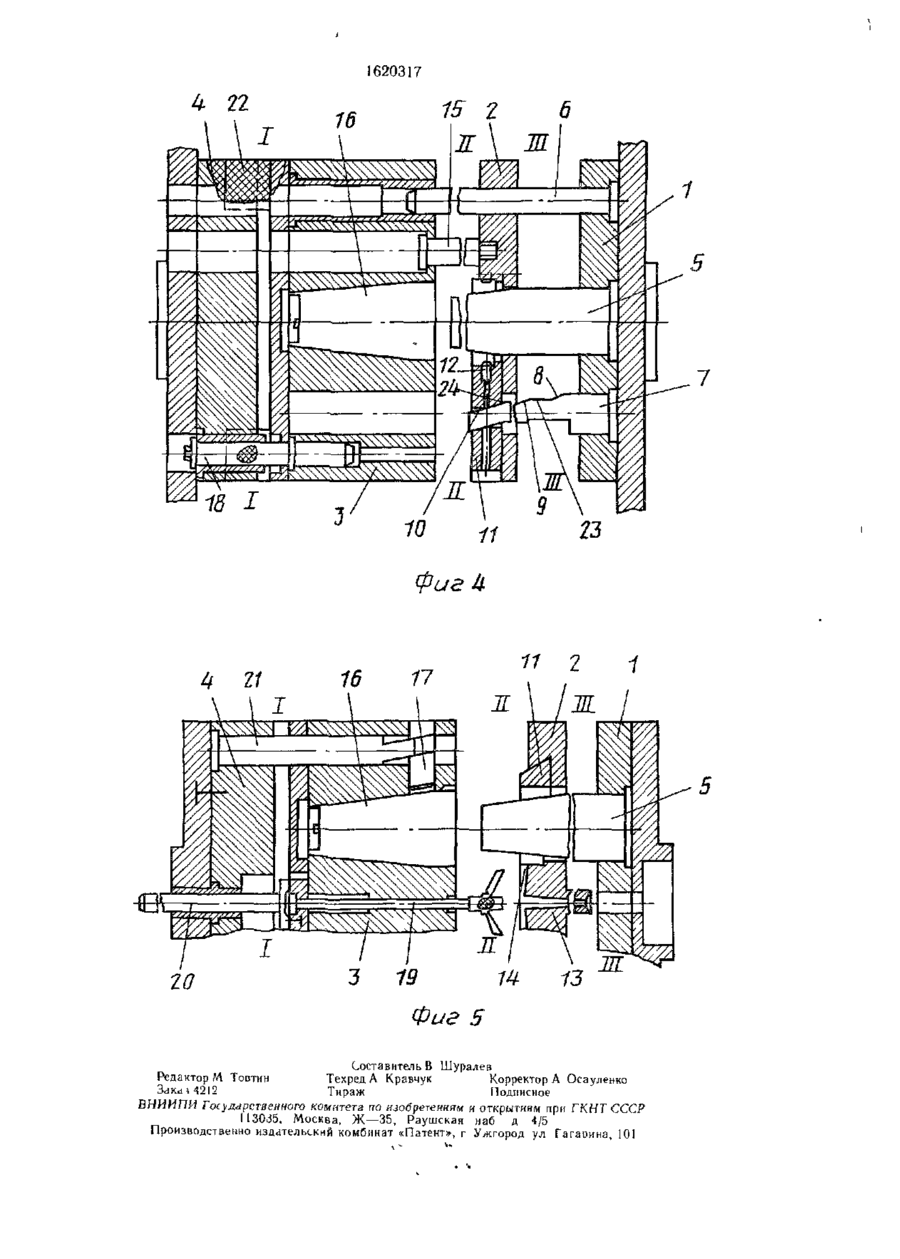
Изобретение относится к литьевым формам для изготовления полимерных из делий Цеіь изобретения — обеспечение возможности изготовления тонкостенных изделий со ступенчатым цилиндрическим участком Для этого литниковая втулка выполнена Т-образной и установлена в пли те съема 2, а шибер 7 выполнен с последо вательно расположенными горизонтальными 23 24 и наклонными 9, 10 попарно парал лельнымк участками, при этом запоры 8 вы полнены в виде скосов у основания шибе ров 7 При раскрытии формы изделия снима ются со знаков частично раздвинутыми оформляющими элементами 5 ил А-А 78 10 24 3 Фиг 2 9 11 23 1620317 Изобретение относится к технологической оснастке для изготовления полимерных изделий. Цель изобретения — обеспечение возможности изготовления тонкостенных изделий со ступенчатым цилиндрическим участком. На фиг. 1 показана плита съема; на фиг. 2 — разрез А—А на фиг. 1; на фиг. 3 — разрез Б—Б на фиг. 1; на фиг. 4, 5 — форма в раскрытом положении Литьевая форма содержит неподвижную полуформу с литниковой плитой I и подвижную полуформу с плитой съема 2, плитой матриц 3 и основанием 4. В литниковой плите 1 закреплены знаки 5, направляющие колонки 6, шиберы 7, имеющие у основания запорные скосы 8, наклонные участки 9 предварительного разъема и 10 окончательного разъема В плите съема 2 расположены подвижные оформляющие элементы 11 со знаками 12, формующими поднутрения, литниковая втулка 13 с тоннельными литниковыми каналами 14 и тяги 15. Плита матриц 3 содержит формующие полости 16, боковые вставки 17, направляющие колонки 18. В ней также расположен толкатель центрального литника 19. Основание 4 содержит упор 20, связанный с выталкивателем литника 19, колонку 21 с наклонным участком, взаимодействующим со вставкой 17, и буферы 22. Плита матриц 3 имеет возможность частично перемещаться относительно буферной плиты 4 за счет направляющих колонок 18. Пара подвижных полуоформляющих элементов 11 служит для формования тонкостенного цилиндрического ступенчатого участка для каждого изделия отдельно, совместно с боковой поверхностью литниковой втулки. При необходимости значительного перемещения плиты матриц 3 относительно буферной плиты 4 можно вместо буферов 22 использовать механизмы принудительного разъема, включающие поворотный палец и копирную и тянущую колонки. 10 15 20 25 30 35 40 формующих полостей 16, тоннельные литники, отрываясь, изгибаются, частично отламываются у основания, чтобы не царапать наружную поверхность изделий, а сам центральный литник извлекается из литниковой втулки 13. Далее форма раскрывается по плоскости III—III. При этом после раскрытия на необходимое расстояние плита съема 2 за счет тяг 15 начинает перемещаться в сторону плиты матриц 3 по направляющим колонкам 6, а подвижные оформляющие элементы II — по шиберам 7, но в начале перемещения шиберы 7 не дают возможности раскрываться полуматрицам 11, которые частично снимают изделия со знаков 5. Под воздействием наклонных участков 9 предварительного разъема оформляющие элементы 11 раскрываются на незначительное расстояние, достаточное для частичного извлечения знаков 12, формующих поднутрение, когда изделия находятся еще в достаточно фиксированном положении на центральных знаках 5 Далее элементы 11, незначительно раскрытые, продолжают сьем отлитого изделия с центрального знака 5, а затем с помощью наклонных участков 10 окончательного разъема шиберы 7 окончательно раскрывают оформляющие элементы 11 и изделия падают. В это время упор 20, наталкиваясь на неподвижный упор литьевой машины и воздействуя на толкатель центрального литника 19, выталкивает литниковую систему из плиты матриц 3. Смыкание плит происходит в обратном порядке. При этом упор 20 отводится в исходное положение контртолкателями. Литьевая форма позволяет изготавливать полые изделия, имеющие поднутрения и тонкостенный цилиндрический ступенчатый участок с высоким качеством, без повреждений при съеме со знака. Боковые поверхности литниковой втулки, частично формующие цилиндрический ступенчатый участок, при раскрытии полуматриц остаются неподвижными и способствуют тому, чтобы изделие не залипало на знаках формующих поднутрения. Выполнение тоннельных литниковых каналов в литниковой втулке повышает ремонтопригодность формы в случаях повреждения тоннельных литниковых каналов. Наклонные участки 9, 10 чередуются с горизонтальными 23, 24 участками И те и другие участки попарно параллельны. Литьевая форма работает следующим 45 образом После заполнения формующих полостей 16 через тоннельные литниковые каналы 14 полимер отверждается и литьевая форФормула изобретения ма раскрывается. Сначала раскрытие происходит по плоскости I—I между основанием Литьевая форма для изготовления полых 4 и плитой матриц 3 за счет воздействия 50 полимерных изделий, содержащая неподвижбуферов 22 на плиту матриц 3. При этом ную полуформу с дисками и шиберами, боковые вставки 17 извлекаются из боковой подвижную полуформу с основанием, выстенки изделия с помощью наклонных участталкивателем литника и плитой съема с подков колонок 21, а плита матриц 3 перемевижными оформляющими элементами, литщается направляющими колонками 18 отнониь'овую втулку и запоры для оформляюсительно основания 4. Затем раскрытие 55 щих элементов, отличающаяся тем, что, с происходит по плоскости II—II, между плицелью обеспечения возможности изготовтой матриц 3 и плитой съема. 2 Изделия, ления тонкостенных изделий со ступенчатым оставаясь на знаках 5, извлекаются из цилиндрическим участком, литниковая втул 1620317 ка выполнена Т-образной и установлена в плите съема, а шибер выполнен с последо вательно расположенными горизонтальными
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting mold for manufacture of hollow polymeric articles
Автори англійськоюBakai Serhii Panasovych
Назва патенту російськоюЛитьевая форма для изготовления полых полимерных изделий
Автори російськоюБакай Сергей Афанасьевич
МПК / Мітки
МПК: B29C 45/26
Мітки: порожнистих, литьова, полімерних, виробів, форма, виготовлення
Код посилання
<a href="https://ua.patents.su/4-16919-litova-forma-dlya-vigotovlennya-porozhnistikh-polimernikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Литьова форма для виготовлення порожнистих полімерних виробів</a>
Литьова форма для виготовлення полімерних порожнистих виробів з піднутренням
Номер патенту: 16918
Опубліковано: 29.08.1997
Автор: Бакай Сергій Панасович
МПК: B29C 45/36
Мітки: виготовлення, полімерних, литьова, виробів, піднутренням, порожнистих, форма
Формула / Реферат:
Литьевая форма для изготовления полимерных полых изделий с поднутрениями, содержащая основание, неподвижную литниковую плиту, пуансон, плиты съема, матриц и подвижных вставок, направляющие колонки и механизм принудительного разъема плит формы, включающий поворотный палец с двумя пазами, установленный с возможностью взаимодействия с колонками, на которых выполнены срез и клиновидный паз, отличающаяся тем, что, с целью обеспечения возможности...
Литьова форма для виготовлення порожнистих виробів з піднутренням
Номер патенту: 16917
Опубліковано: 29.08.1997
Автор: Бакай Сергій Панасович
МПК: B29C 45/26
Мітки: литьова, виробів, форма, виготовлення, піднутренням, порожнистих
Формула / Реферат:
Литьевая форма для изготовления полых изделий с поднутрением, содержащая неподвижную полуформу с литниковой плитой и плитами со знаками, основание, направляющие колонки, пуансон, наклонные колонки для перемещения знаков, механизм принудительного разъема, включающий установленные в плитах со знаками поворотные пальцы с профилированным участком для взаимодействия со срезом и пазом на колонках, отличающаяся тем, что, с целью снижения...
Литтєва форма для виготовлення полімерних виробів з внутрішнім піднутренням
Номер патенту: 218
Опубліковано: 30.04.1993
Автори: Плитко Нона Миколаївна, Богацький Станіслав Леонідович
МПК: B29C 45/26
Мітки: полімерних, виготовлення, виробів, піднутренням, форма, литтєва, внутрішнім
Формула / Реферат:
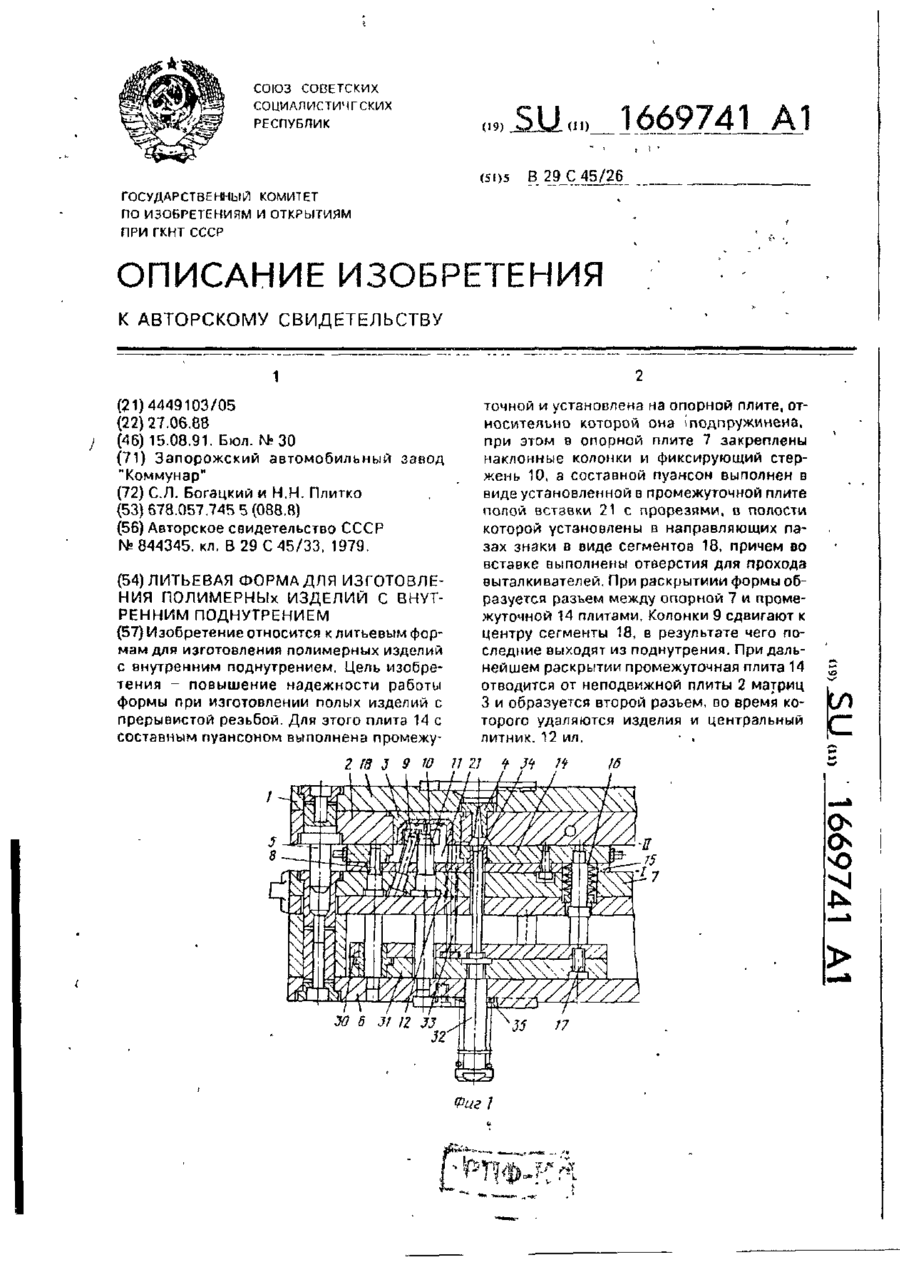
Литьевая форма для изготовления полимерных изделий с внутренним поднутрением, содержащая неподвижную плиту матриц, плиту с составным пуансоном, опорную плиту, наклонные колонки для перемещения знаков пуансона, фиксирующий стержень для знаков и плиты выталкивания с выталкивателями, отличающаяся тем, что. с целью повышения надежности работы формы при изготовлении полых изделий с прерывистой резьбой, плита с составным пуансоном выполнена...
Литтєва форма для виготовлення порожнистих виробів
Номер патенту: 5294
Опубліковано: 28.12.1994
Автор: Бакай Сергій Панасович
МПК: B29C 45/44, B29C 45/26
Мітки: виробів, форма, литтєва, порожнистих, виготовлення
Формула / Реферат:
1. Литьевая форма для изготовления полых изделий, содержащая неподвижную и подвижную полуформы, формующие знаки, вкладыш и выталкивающую систему, отличающаяся тем, что форма снабжена П-образной плитой съема, которая расположена с зазором относительно торца формующей полости, и перпендикулярно установленной к плоскости разъема формы дополнительной плитой, в которой закреплены формующие знаки и вкладыш, причем в плите съема выполнены отверстия...
Форма для виготовлення полімерних виробів
Номер патенту: 11653
Опубліковано: 25.12.1996
Автори: Кавин Евгений Васильевич, Лобжанидзе Виталий Антонович, Дергачев Евгений Александрович, Подольський Юзеф Ківович, Ратнер Ісаак Срулевич
МПК: B29C 45/27
Мітки: форма, виробів, виготовлення, полімерних
Формула / Реферат:
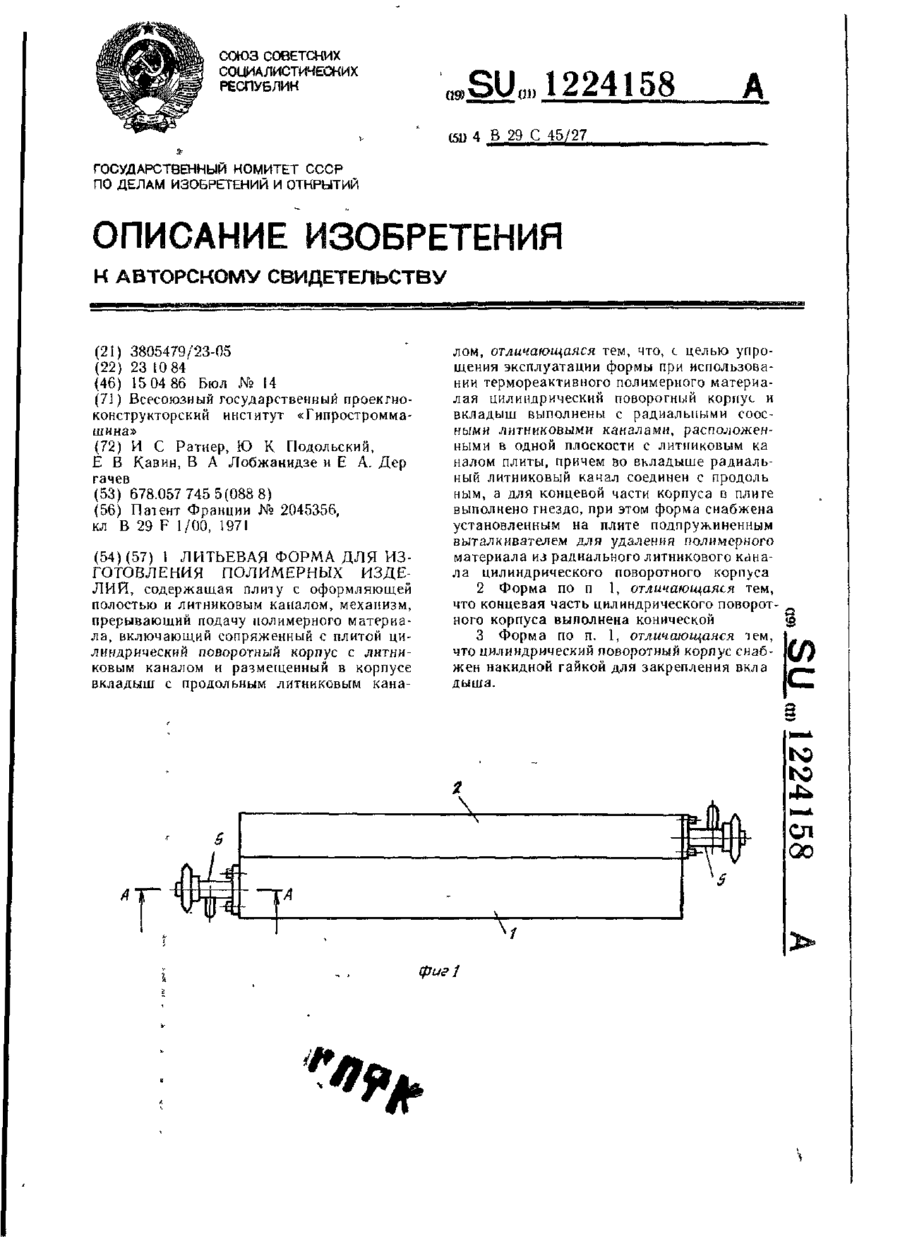
1. Литьевая форма для изготовления полимерных изделий, содержащая плиту с оформляющей полостью и литпиковым каналом, механизм, прерывающий подачу полимерного материала, включающий сопряженный с плитой цилиндрический поворотный корпус с литниковым каналом и размещенный в корпусе вкладыш с продольным линиковым каналом, отличающаяся тем, что, с целью упрощения эксплуатации формы при использовании термореактивного полимерного материала...
Попередній патент: Литьова форма для виготовлення полімерних порожнистих виробів з піднутренням
Наступний патент: Пристрій для управління процесом доїння
Випадковий патент: Розетка електрична