Ливарна форма для виготовлення полімерних виробів
Формула / Реферат
1. Ливарна форма для виготовлення полімерних виробів, що містить рухому і нерухому півформи з плитами і з колонками, у рухомій півформі установлені виштовхувач і контрштовхач, а в рухомій матриці встановлений різьбовий знак, яка відрізняється тим, що пакети плит виштовхувальної системи - плита штовхання і плита знака - встановлені з іншою плитою штовхання й плитою виштовхувача на одному рівні та однієї довжини і зв'язані через горизонтально розташовану тягу з можливістю регулювання руху плит, а в порожнині рухомої матриці розташований шибер, який установлений з можливістю входження в порожнину різьбового знака, при цьому виштовхувач подовжений і його кінець розміщений у плиті матриці, і різьбовий знак подовжений і його кінець поміщений у плиті знака.
2. Форма за п. 1, яка відрізняється тим, що у пакетах плит виштовхувальної системи установлені напрямні втулки колонок.
3. Форма за п. 1, яка відрізняється тим, що між плитою виштовхувача і плитою знака встановлена горизонтально пружина.
4. Форма за п. 1, яка відрізняється тим, що тяга розташована між пакетами плит виштовхувальної системи і встановлена на гвинтах.
5. Форма за п. 1, яка відрізняється тим, що плита штовхання й плита знака з'єднані між собою за допомогою гвинта.
6. Форма за п. 1, яка відрізняється тим, що контрштовхач входить у нерухому півформу і поміщений у демпфері, який має пружину.
7. Форма за пп. 1, 6, яка відрізняється тим, що демпфер встановлений у плитах нерухомої півформи.
8. Форма за п. 1, яка відрізняється тим, що ливникова система забезпечена обігрівальним колектором, який прикріплений до нерухомої плити за допомогою штифтів.
Текст
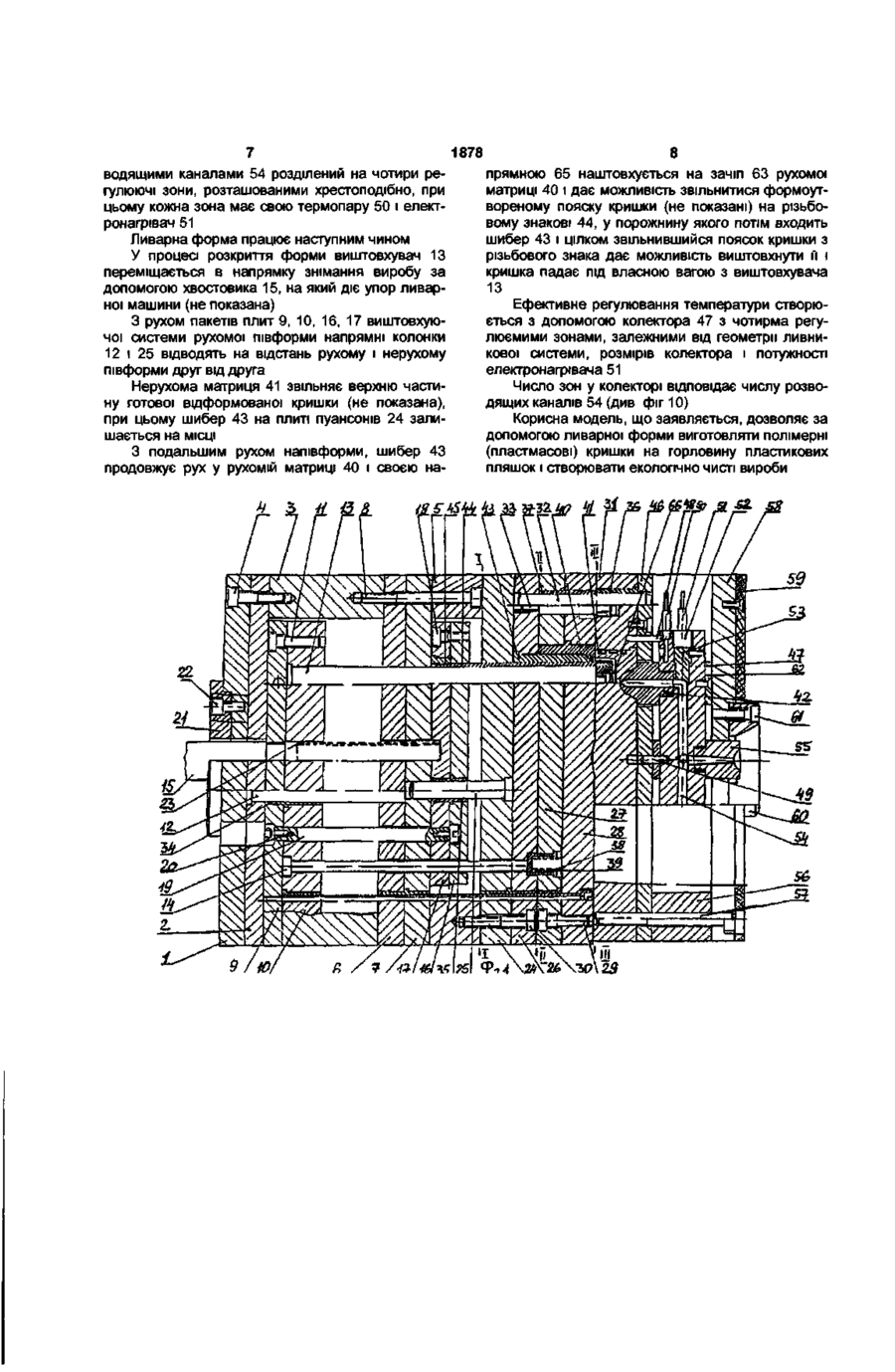
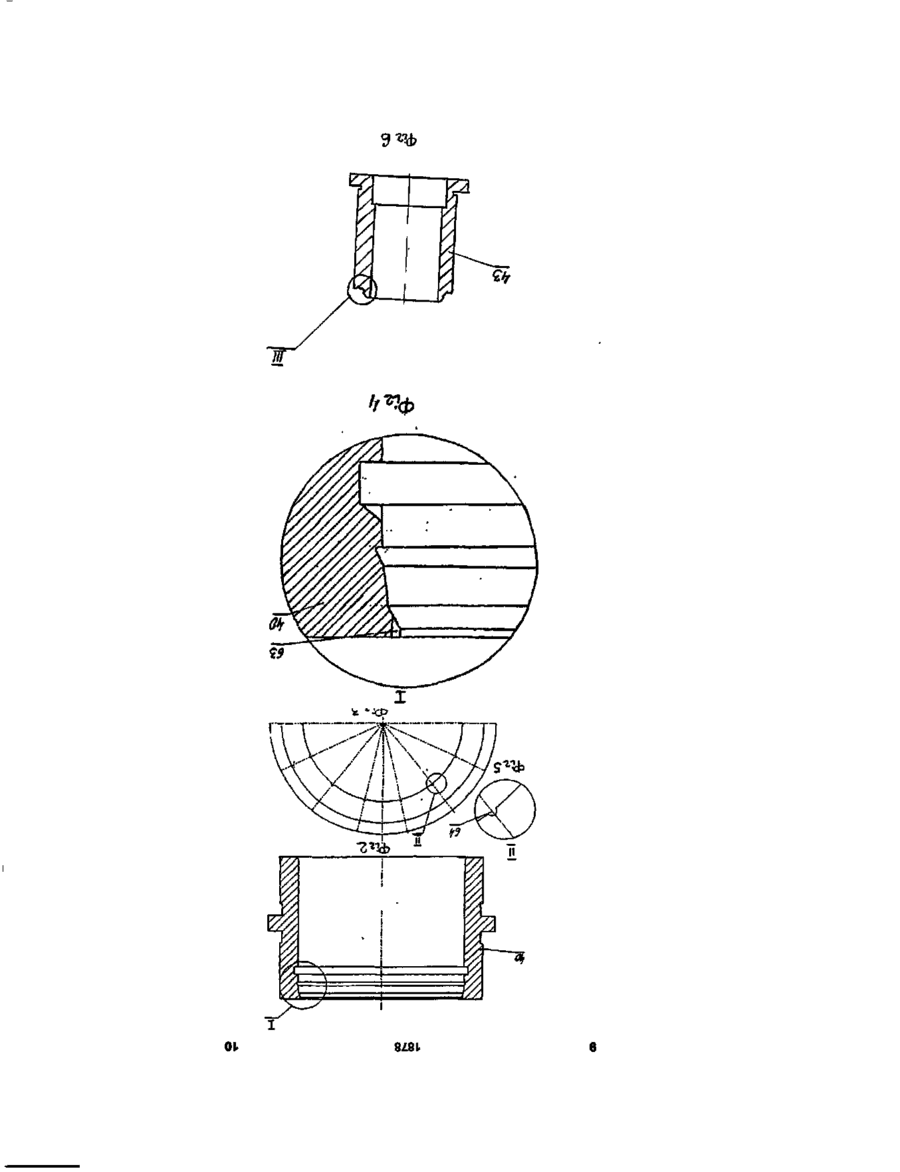
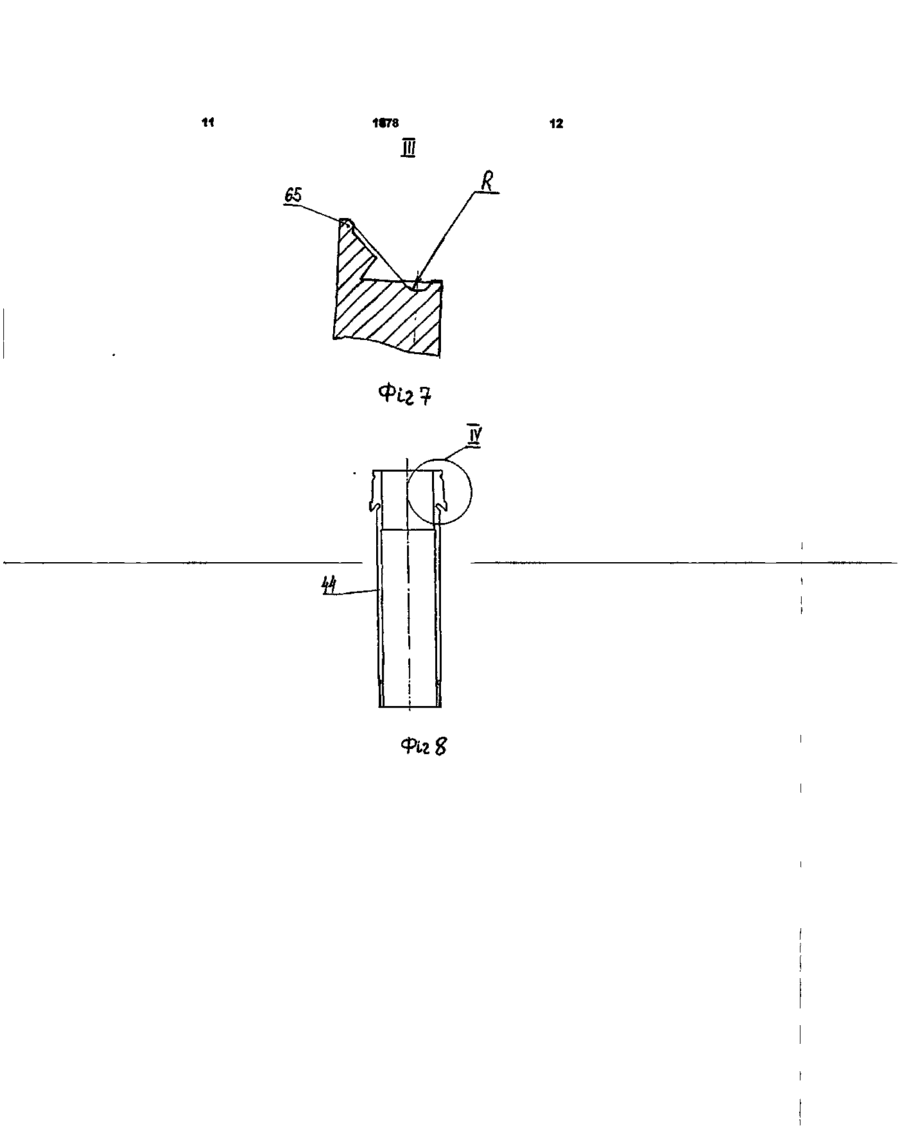
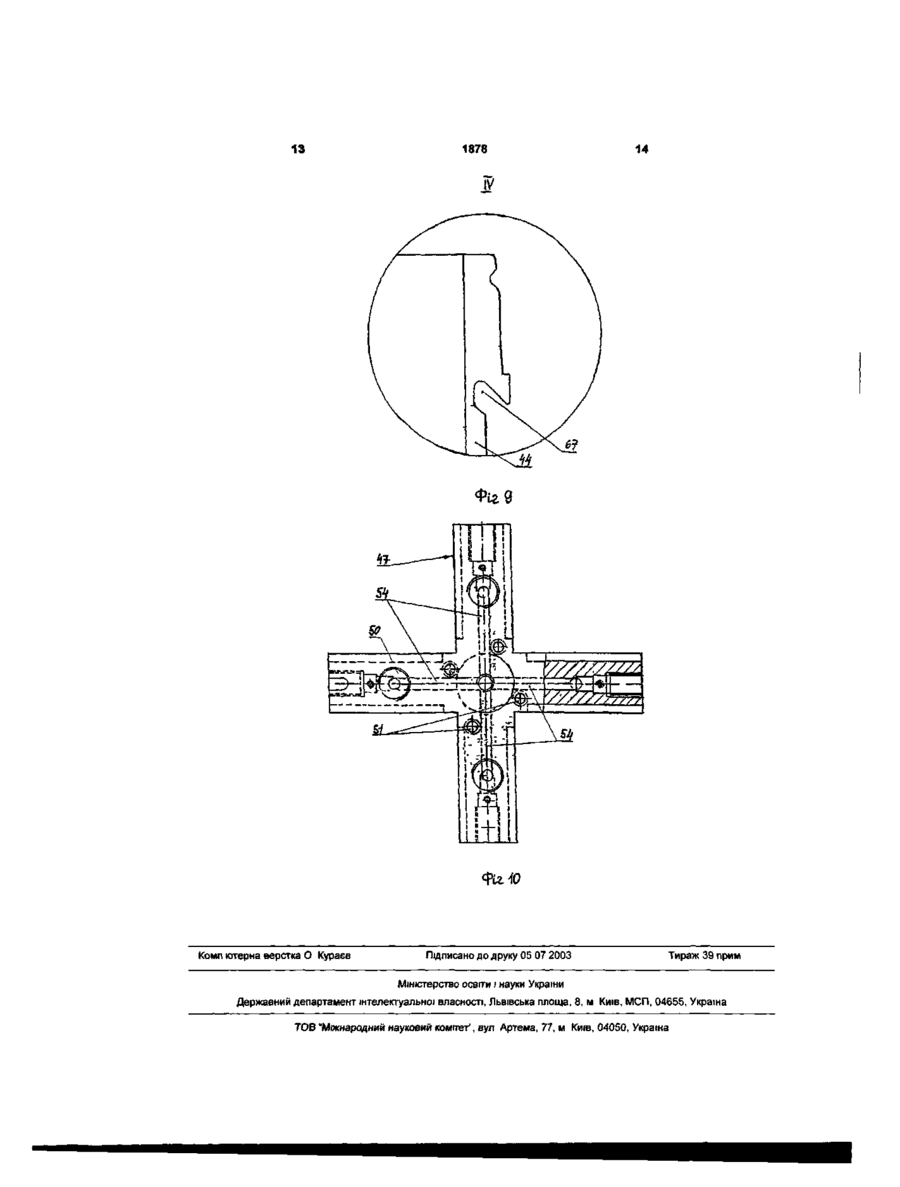
1 Ливарна форма для виготовлення полімерних виробів, що містить рухому і нерухому півформи з плитами і з колонками, у рухомій півформі установлені виштовхувач і контрштовхач, а в рухомій матриці встановлений різьбовий знак, яка відрізняється тим, що пакети плит виштовхувальної системи - плита штовхання і плита знака встановлені з іншою плитою штовхання й плитою виштовхувача на одному рівні та однієї довжини і зв'язані через горизонтально розташовану тягу з можливістю регулювання руху плит, а в порожнині рухомої матриці розташований шибер, який установлений з можливістю входження в порожнину різьбового знака, при цьому виштовхувач подовжений і його кінець розміщений у плиті матриці, і різьбовий знак подовжений і його кінець поміщений у плиті знака 2 Форма за п 1, яка відрізняється тим, що у пакетах плит виштовхувальної системи установлені напрямні втулки колонок 3 Форма за п 1, яка відрізняється тим, що між плитою виштовхувача і плитою знака встановлена горизонтально пружина 4 Форма за п 1, яка відрізняється тим, що тяга розташована між пакетами плит виштовхувальної системи і встановлена на гвинтах 5 Форма за п 1, яка відрізняється тим, що плита штовхання й плита знака з'єднані між собою за допомогою гвинта 6 Форма за п 1, яка відрізняється тим, що контрштовхач входить у нерухому півформу і поміщений у демпфері, який має пружину 7 Форма за пп 1, 6, яка відрізняється тим, що демпфер встановлений у плитах нерухомої півформи 8 Форма за п 1, яка відрізняється тим, що ливникова система забезпечена обігрівальним колектором, який прикріплений до нерухомої плити за допомогою штифтів 00 Корисна модель відноситься до ливарної оснастки, призначеної для переробки полімерних матеріалів у вироби методом лиття під тиском і може бути використана для виготовлення виробів із пластмас, що відносяться до асортименту кришок Відома ливарна форма для виготовлення виробу, що має канавку невеликої глибини (див Пантелеев А П , Шевцов Ю М , Горячев І А , Довідник по проектуванню оснастки для переробки пластмас, М , Машинобудування, 1986р, crop 302, мал 127) містить рухому і нерухому півформи, у рухомій півформі встановлені дві ступіні виштовхуючих плит, при цьому нерухома півформа має рухомий знак для оформлення канавки, який примикає до матриці півформи і притискається до неї за допомогою клина До першій ступіні виштовхуючих плит закріплена напрямна (довга) колонка з конічною поверх нею, вісь якої зміщена щодо осі отвору в знаку на відстань, рівну ходу знака Зустрічно довгій колонці встановлена коротка колонка з кониною поверхнею, при цьому осі зустрічних колонок зміщені одна щодо іншої на хід знака При розкритті форми по лінії рознімання II - II звільняється ливникова система і коротка колонка виводиться з отвору знака При подальшому розкритті форми, перша ступінь виштовхуючих плит рухає довгу колонку, яка, входячи в отвір знака, зрушує його в сторону своєї конічної поверхні Після висування знака, друга ступінь виштовхуючих плит з виштовхувачами зіштовхує виріб з форми При закритті форми перша ступінь виштовхуючих плит повертається у вихідне положення за допомогою поворотних колонок, а друга ступінь CD 1878 виштовхуючих плит повертається короткою колонкою, яка одночасно повертає у вихідне положення рухомий знак Недоліком відомої форми є малий хід знака і вона неприйнятна для формування виробів з піднутреннями Відома ливарна форма для виготовлення полімерних виробів по авторському свідотству №1556926, кл В 29 С 45/26, опубл 15 04 1990 р містить нерухому плиту з ливниковою втулкою та опорною плитою, між якими виконаний зазор, у який опускають змінний пакет, який складається з плити матриці, плити пуансонів, контрштовхачів і виштовхувачів Опорна плита з'єднана болтами і штифтами з брусами, які скріплені з рухомою плитою На останній закріплені нерухомо напрямні колонки, рухомо сполучені з втулками і встановлені між плитами виштовхуючої системи плитою виштовхувача і притискною плитою На рухомій плиті розміщені опорні колонки Зв'язок системи виштовхування форми з упором ливарної машини здійснюється за допомогою хвостовика В опорній плиті і плиті виштовхувачів виконані соосно отвори, які призначені для установки виштовхувачів і контрштовхачів змінного пакета У нижній частині нерухомої та опорної плит установлені центруючі елементну видгляді нерухомих стержневих упорів Плита матриць і плита пуансонів закріплені до нерухомої і опорної плитам за допомогою болтів Недоліком відомої форми є можлива не СПІВВІсність отворів у плиті виштовхувачів по відношенню до виштовхувачів змінного пакета, що створює перекіс виробу у формуючій порожнини і приводить до різнотовщинністі одержуваних виробів Відома ливарна форма для виготовлення полімерних виробів по авторському свідотству №1703476, клВ 29 С 45/26,45/40, опубл 07 01 1992р містить рухому і нерухому півформи, які при розмиканні відходять Aepyf від друга по колонках, що закріплені на нерухомій плиті Виштовхуюча система рухомої півформи складається з плит, напрямної колонки, виштовхувача і хвостовика У рухомій півформі, у плиті, установленої поруч з рухомою плитою, жорстко закріплено знак, який служить для оформлення внутрішнього контуру виробів Нерухома півформа складається з плит, вставки (матриці) із клиновими елементами, що формують різьбову поверхню полімерних виробів, і донного елемента Клинові елементи змішуються штовхачем у вигляді конічної шайби і одночасно розкриваються в напрямку, перпендикулярному осі форми і звільняють різьбову поверхню полімерних виробів При зіткненні з внутрішньою плитою в нерухомій півформі клинові елементи зупиняються і виріб залишається на знакові По мірі подальшого переміщення рухомої півформи, хвостовик упирається в упор ливарної машини і зупиняє виштовхуючі плити, а інші плити рухомої півформи продовжують рух, що автоматично знімає готові вироби зі знака виштовхувачем, який зупиняється при зупинці хвостовика Дану конструкцію форми приймаємо за прототип Недоліками прототипу є - складність конструкції, її недоробка, низька рухомість прес-форми, швидкий знос поверхонь і збільшений перепад тисків по довжині форми, - не забезпечується видалення виробу без його ушкодження, ненадійність знімання виробу з виштовхувача, що збільшує трудомісткість обслуговування і погіршує експлуатацію даної конструкції В основу корисної моделі поставлене завдання розробки ливарної форми для виготовлення полімерних виробів, що забезпечує надійність у роботі та простоту знімання виробу за рахунок прискорення переміщення виштовхувана за допомогою ливарної машини, наприклад, кришки без руйнування, перекосу і деформацій і тим самим підвищення продуктивності процесу формування Рішення поставленого завдання корисної моделі забезпечує ливарна форма для виготовлення полімерних виробів, що містить рухому і нерухому півформи з плитами і з колонками, у рухомій півформі установлені виштовхувач і контрштовхач, а у рухомій матриці установлений різьбовий знак, за рахунок того, що в рухомій півформі пакети плит виштовхуючої системи - плита штовхання і плита знака установлені з другою плитою штовхання і плитою виштовхувача на одному рівні та однієї довжини і з'єднані через горизонтально розташовану тягу з можливістю регулювання руху плит, а у порожнині рухомої матриці розташований шибер, який установлений з можливістю входження в порожнину різьбового знака, при цьому виштовхувач подовжений, і його кінець поміщений у плиті матриці і різьбовий знак подовжений і його кінець поміщений у плиті знака Для надійного рознімання напівформ по лініях рознімань і для точного центрування в пакетах плит виштовхуючої системи установлені напрямні втулки колонок Для удосконалення конструкції, тяга розташована між пакетами плит виштовхуючої системи і установлена на гвинтах Для стабілізації руху, між плитою виштовхувача і плитою знака установлена горизонтально пружина Для надійності кріплення, плита штовхання і плита знака закріплені за допомогою гвинта Для повернення виштовхуючої системи форми контрштовхач входить у нерухому півформу і поміщений у демпфері, що має пружину Демпфер, установлений у плитах нерухомої півформи Для ефективного регулювання температури ливникова система форми постачена обігріваючим колектором, який закріплений до нерухомої плити за допомогою штифтів, які легко розкріплюються Технічний результат, що досягається при використанні корисної моделі - спрощена та удосконалена конструкція ливарної форми, при цьому з подовженою конструкцією виштовхувача виріб не піддається значним деформаціям з короблениям його стінок і забезпечується знімання і скидання виробу без руйнування, 1878 - знижена трудомісткість обслуговування пресформи, у якій зменшена концентрація напруг, що поліпшує якість виробу, - підвищена надійність роботи прес-форми за рахунок порівняно довгої зони завантаження у формі і повне використання ходу розкриття форми збільшує її ДОВГОВІЧНІСТЬ Корисна модель, що заявляється, пояснюється нижчеподаним описом і кресленнями, де Фіг 1 - прес-форма для лиття під тиском, Фіг 2 ,Фіг 3 - рухома матриця, Фіг 4 - винесення І по фіг 2, Фіг 5 - винесення II по фіг З, Фіг 6 - шибер, Фіг 7 - винесення III по фіг 6, Фіг 8 - різьбовий знак, Фіг 9 - винесення IV по фіг 8, Фіг 10 - обігрівальний колектор з чотирма регульованими зонами, розташованими хрестоподібне По корисній моделі, ливарна форма для виготовлення полімерних виробів містить рухому і нерухому півформи, які між собою мають ЛІНІЮ рознімання 1-І (див фіг 1) Рухома напівформа має вертикально розташовані рухому плиту 1 і плиту 2 колонок, при цьому плити 1 і 2 з'єднані з горизонтально розташованою опорною плитою 3 за допомогою гвинта 4, а опорний брус 5 зв'язаний з вертикально установленими металевими прокладками 6 і 7 у рухомій півформі і з опорною плитою 3 за допомогою гвинта 8 У рухомій півформі установлений перший пакет плит виштовхуючої системи - плита штовхання 9 і плита виштовхувача 10, які з'єднані з плитами 1 і 2 з допомогою гвинта 11 У плитах 2 і 10 рухомої півформи установлені напрямні колонки 12, виштовхувач 13 і контрштовхач 14 Хвостовик 15, установлений у плитах 1 і 2, упирається в перший пакет плит 9 і 10 виштовхуючої системи, яка постачена другим пакетом плит плитою штовхання 16 і плитою знака 17, які закріплені за допомогою гвинта 18 Пакети плит 9 і 10,16 і 17 виштовхуючої системи установлені на одному рівні та однієї довжини Перший пакет плит 9 і 10 і другий пакет плит 16 і 17 виштовхуючої системи з'єднані через горизонтально розташовану тягу 19 для регулювання руху плит Тяга 19 між плитами 9,10,16,17 установлена на гвинтах 20 Рухома півформа зі сторони хвостовика 15 закрита фланцем 21, що кріпиться до рухомої плити 1 за допомогою гвинта 22 Для стабілізації руху між плитою виштовхувача 10 і плитою знака 17 установлена горизонтально пружина 23 По лінії рознімання 1-І форми, у рухомій напівформі установлена плита пуансонів 24, у якій установлені колонки 25 За плитою пуансонів 24 у нерухомої півформі установлені одна біля іншої - плита знаків 26, підкладна плита 27 і плита 28 матриці (обойма матриці), які закріплені установленими в нижній час тині форми гвинтами 29 і ЗО У плиті знаків 26 і в плиті 31 матриці нерухомої півформи установлені колонки 32 і 33, спрямовані зустрічне друг другу Колонки 12, 25, 32, 33 рухомої і нерухомої півформ установлені для точного центрування в напрямних втулках 34,35,36,37 Для змикання лівформ по лінії рознімання ІІ-ІІ, з рухомої півформи в нерухому напівформу входить подовжений контрштовхач 14, який поміщений у демпфері 38, що має пружину 39, і установленим у плитах 26 і 27 нерухомої напівформи У плиті 28 установлена рухома матриця 40, а в плиті 31 - нерухома матриця 41, яка зв'язана із соплом (соплами) 42 ливникової системи У порожнині рухомої матриці 40 установлений шибер 43, а виштовхувач 13, який подовжений, установлений з різьбовим знаком 44, який, у свою чергу, подовжений і входить в рухому півформу Кінець виштовхувача 13 поміщений в плиті матриці 28 Кінець різьбового знака 44 поміщений у плиті знака 17 і розташований у втулці 45 До плити 31 матриці установлена металева прокладка 46 У ливникової системі форми установлений обігріваючий колектор 47, який закріплений до плити 31 нерухомої лівформи за допомогою штифтів 48 і 49 У колекторі 47 установлена термопара 50 і патронний електронагрівач 51 Заглушка 52 і пробка 53 служать для закривання розводящих каналів 54 колектора (див фіг 1, фіг 10) Розводящі канали 54 колектора зв'язані із соплом (соплами) 42 і каналом ливникової втулки 55, яка встановлена в ТІЛІ колектора 47 До опорного брусу 56 нерухомої півформи за допомогою штифта 57 закріплена плита кріплення 58 з компенсаційною (азбестоцементною) плитою 59 Зі сторони ливникової втулки 55 форма закривається фланцем 60, який кріпиться до плити 58 за допомогою гвинта 61, а між колектором 47 і плитою 58 установлені сталеві прокладки 62 По лінії рознімання III - III форми ливникова система відривається Згідно фіг 2, фіг 4, внутрішня поверхня рухомої матриці 40 повторює зовнішню поверхню полімерного виробу, наприклад, кришки (не показаний) і торець матриці 40 має зачіп 63 Згідно фіг 3, фіг 5, нижній внутрішній контур матриці 40 має виїмки 64, які повторюють вигляд вусиків у нижній частині кришки (не показані) Згідно фіг 6, фіг 7, на торці шибера 43 виконана напрямна 65 для взаємодії з зачепом 63 рухомої матриці 40 Канавка з радіусом R у шибері 43 необхідна для кращого зістикування з впускним каналом 66 нерухомої матриці 41 (див фіг 1, фіг 6, фіг 7) Згідно фіг 8, фіг 9, різьбовий знак 44 повторює внутрішню різьбову поверхню виробу, наприклад, кришки (не показана) і при русі виштовхувача 13, у порожнину 67 різьбового знака 44 входитьнапрямна 65 шибера 43 Згідно фіг 10, обігріваючий колектор 47 з роз 1878 водящими каналами 54 розділений на чотири регулюючі зони, розташованими хрестоподібно, при цьому кожна зона має свою термопару 50 і електронагрівач 51 Ливарна форма працює наступним чином У процесі розкриття форми виштовхувач 13 переміщається в напрямку знімання виробу за допомогою хвостовика 15, на який діє упор ливарної машини (не показана) З рухом пакетів плит 9, 10, 16, 17 виштовхуючої системи рухомої півформи напрямні колонки 12 і 25 відводять на відстань рухому і нерухому півформи друг від друга Нерухома матриця 41 звільняє верхню частину готової відформованої кришки (не показана), при цьому шибер 43 на плиті пуансонів 24 залишається на МІСЦІ З подальшим рухом напівформи, шибер 43 продовжує рух у рухомій матриці 40 і своєю на 22 8 прямною 65 наштовхується на зачіп 63 рухомої матриці 40 і дає можливість звільнитися формоутвореному пояску кришки (не показані) на різьбовому знакові 44, у порожнину якого потім входить шибер 43 і цілком звільнившийся поясок кришки з різьбового знака дає можливість виштовхнути м і кришка падає під власною вагою з виштовхувача 13 Ефективне регулювання температури створюється з допомогою колектора 47 з чотирма регулюємими зонами, залежними від геометрії ливникової системи, розмірів колектора і потужності електронагрівача 51 Число зон у колекторі відповідає числу розводящих каналів 54 (див фіг 10) Корисна модель, що заявляється, дозволяє за допомогою ливарної форми виготовляти полімерні (пластмасові) кришки на горловину пластикових пляшок і створювати екологічно чисті вироби 0V 9121 11 1І78 12 і!! 13 1878 14 іг 9 Фіг 40 Комп ютерна верстка О Кураєв Підписано до друку 05 07 2003 Тираж 39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет', вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Автори англійськоюKharaman Ihor Petrovych
Автори російськоюХараман Игорь Петрович
МПК / Мітки
МПК: B29C 45/44, B29C 45/26, B29C 45/27
Мітки: полімерних, виробів, ливарна, форма, виготовлення
Код посилання
<a href="https://ua.patents.su/8-1878-livarna-forma-dlya-vigotovlennya-polimernikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Ливарна форма для виготовлення полімерних виробів</a>
Литьова форма для виготовлення порожнистих полімерних виробів
Номер патенту: 16919
Опубліковано: 29.08.1997
Автор: Бакай Сергій Панасович
МПК: B29C 45/26
Мітки: форма, литьова, виготовлення, полімерних, порожнистих, виробів
Формула / Реферат:
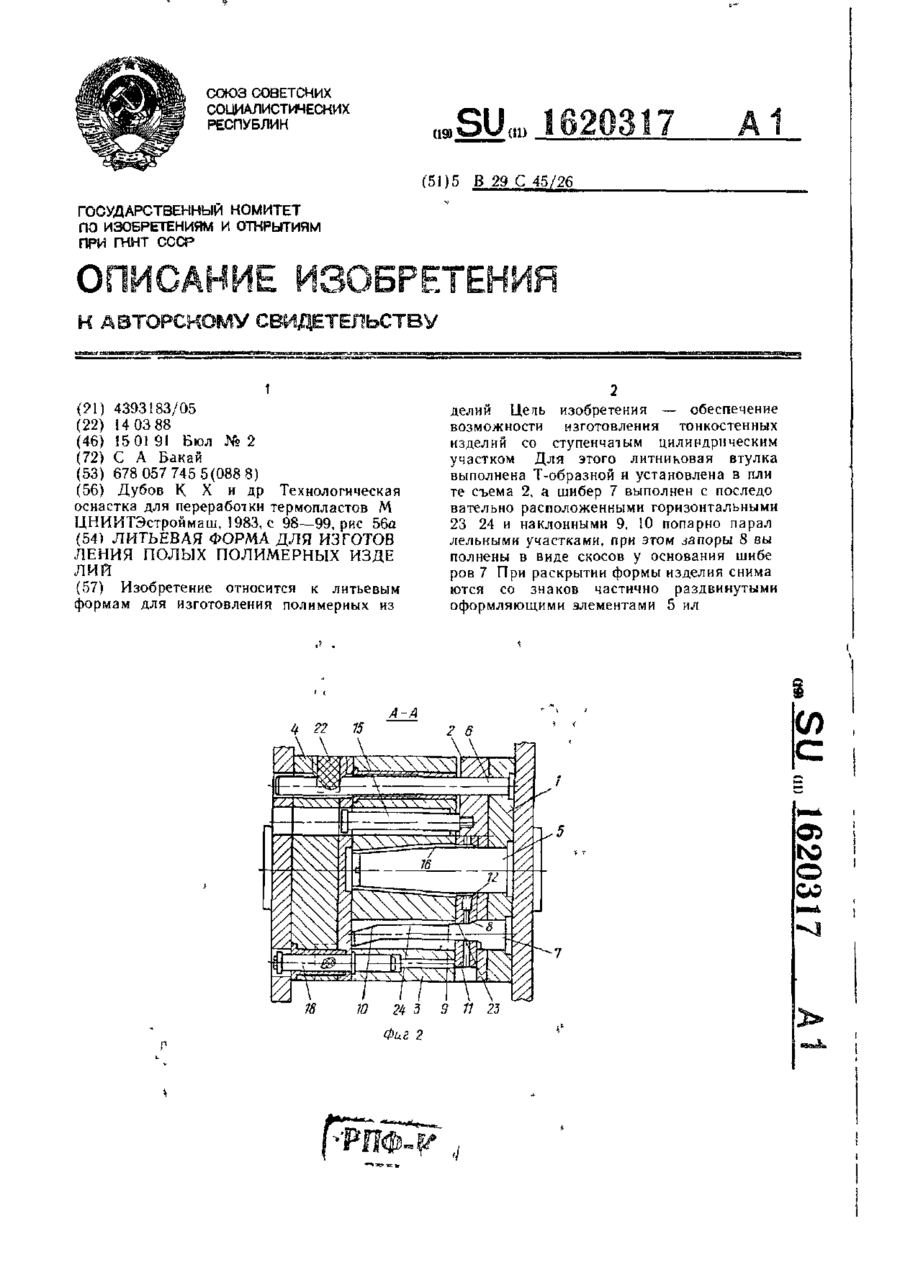
Литьевая форма для изготовления полых полимерных изделий, содержащая неподвижную полуформу с дисками и шиберами. подвижную полуформу с основанием, выталкивателем литника и плитой съема с подвижными оформляющими элементами, литниковую втулку и запоры для оформляющих элементов, отличающаяся тем, что, с целью обеспечения возможности изготовлений тонкостенных изделий со ступенчатым цилиндрическим участком, литниковая втулка выполнена Т-образной и...
Литьова форма для виготовлення полімерних порожнистих виробів з піднутренням
Номер патенту: 16918
Опубліковано: 29.08.1997
Автор: Бакай Сергій Панасович
МПК: B29C 45/36
Мітки: полімерних, порожнистих, виробів, форма, виготовлення, литьова, піднутренням
Формула / Реферат:
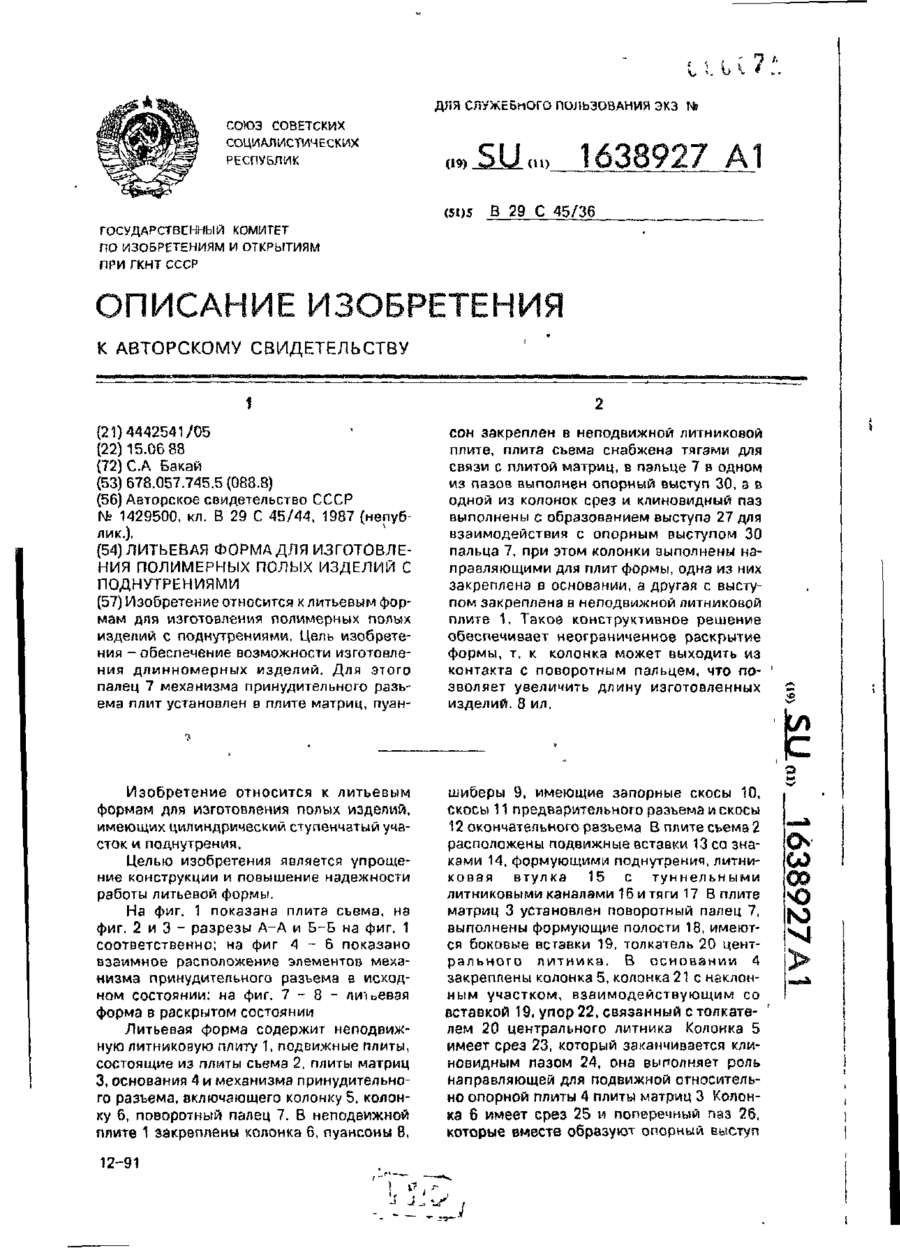
Литьевая форма для изготовления полимерных полых изделий с поднутрениями, содержащая основание, неподвижную литниковую плиту, пуансон, плиты съема, матриц и подвижных вставок, направляющие колонки и механизм принудительного разъема плит формы, включающий поворотный палец с двумя пазами, установленный с возможностью взаимодействия с колонками, на которых выполнены срез и клиновидный паз, отличающаяся тем, что, с целью обеспечения возможности...
Виносна прес-форма для виготовлення полімерних виробів
Номер патенту: 11649
Опубліковано: 25.12.1996
Автори: Кавин Евгений Васильевич, Подольський Юзеф Ківович, Лобжанидзе Виталий Антонович, Слуцкий Олександр Петрович, Дергачев Евгений Александрович, Чугункин Геннадий Васильевич, Муляр Лев Аронович, Ратнер Ісаак Срулевич
МПК: B29C 33/00
Мітки: полімерних, прес-форма, виносна, виробів, виготовлення
Формула / Реферат:
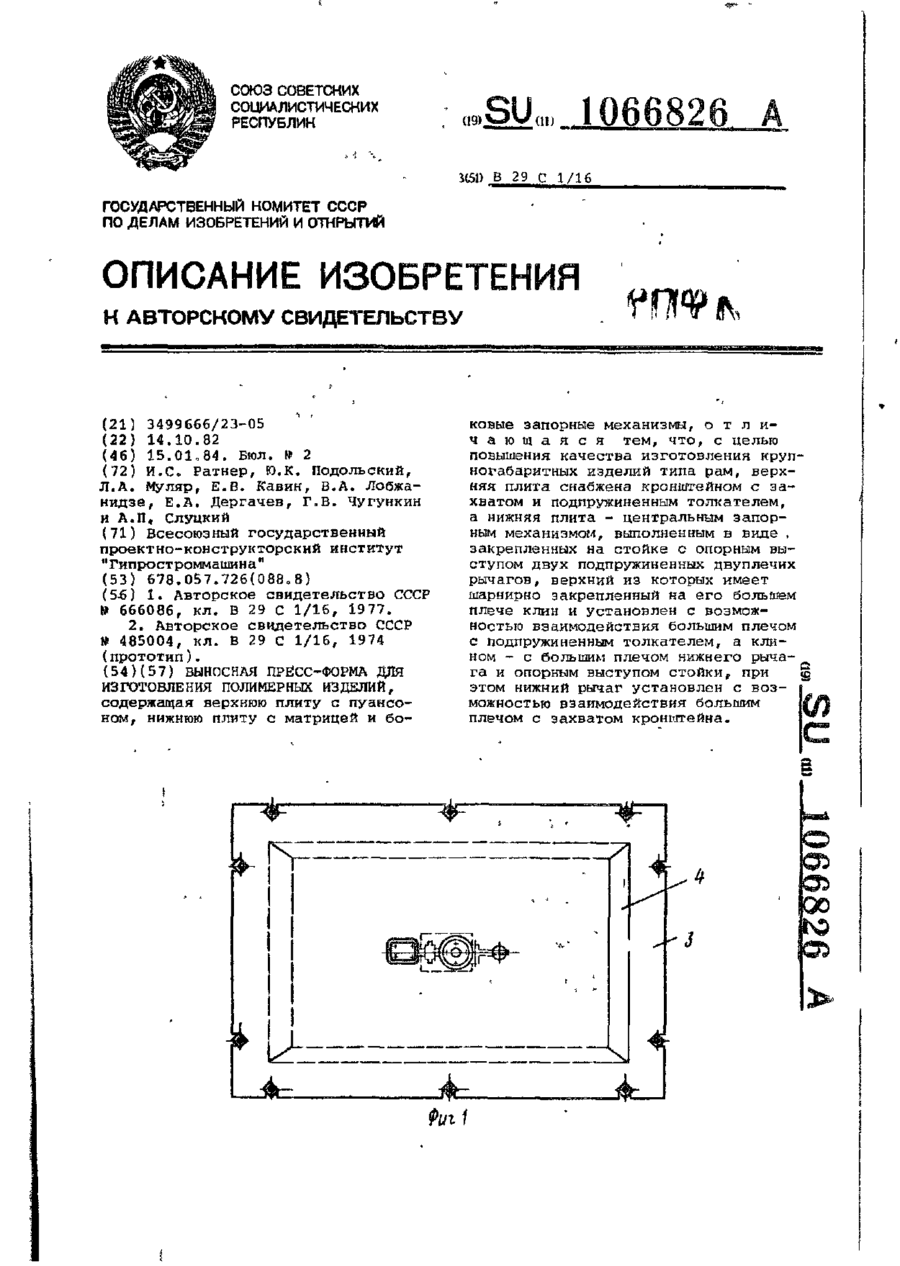
Выносная пресс-форма для изготовления полимерных изделий, содержащая верхнюю плиту с пуансоном, нижнюю плиту с матрицей и боковые запорные механизмы, отличающаяся тем, что, с целью повышения качества изготовления крупногабаритных изделий типа рам, верхняя плита снабжена кронштейном с захватом и подпружиненным толкателем, а нижняя плита - центральным запорным механизмом, выполненным в виде закрепленных на стойке с опорным выступом двух...
Литтєва форма для виготовлення полімерних виробів з внутрішнім піднутренням
Номер патенту: 218
Опубліковано: 30.04.1993
Автори: Богацький Станіслав Леонідович, Плитко Нона Миколаївна
МПК: B29C 45/26
Мітки: виготовлення, виробів, литтєва, внутрішнім, піднутренням, полімерних, форма
Формула / Реферат:
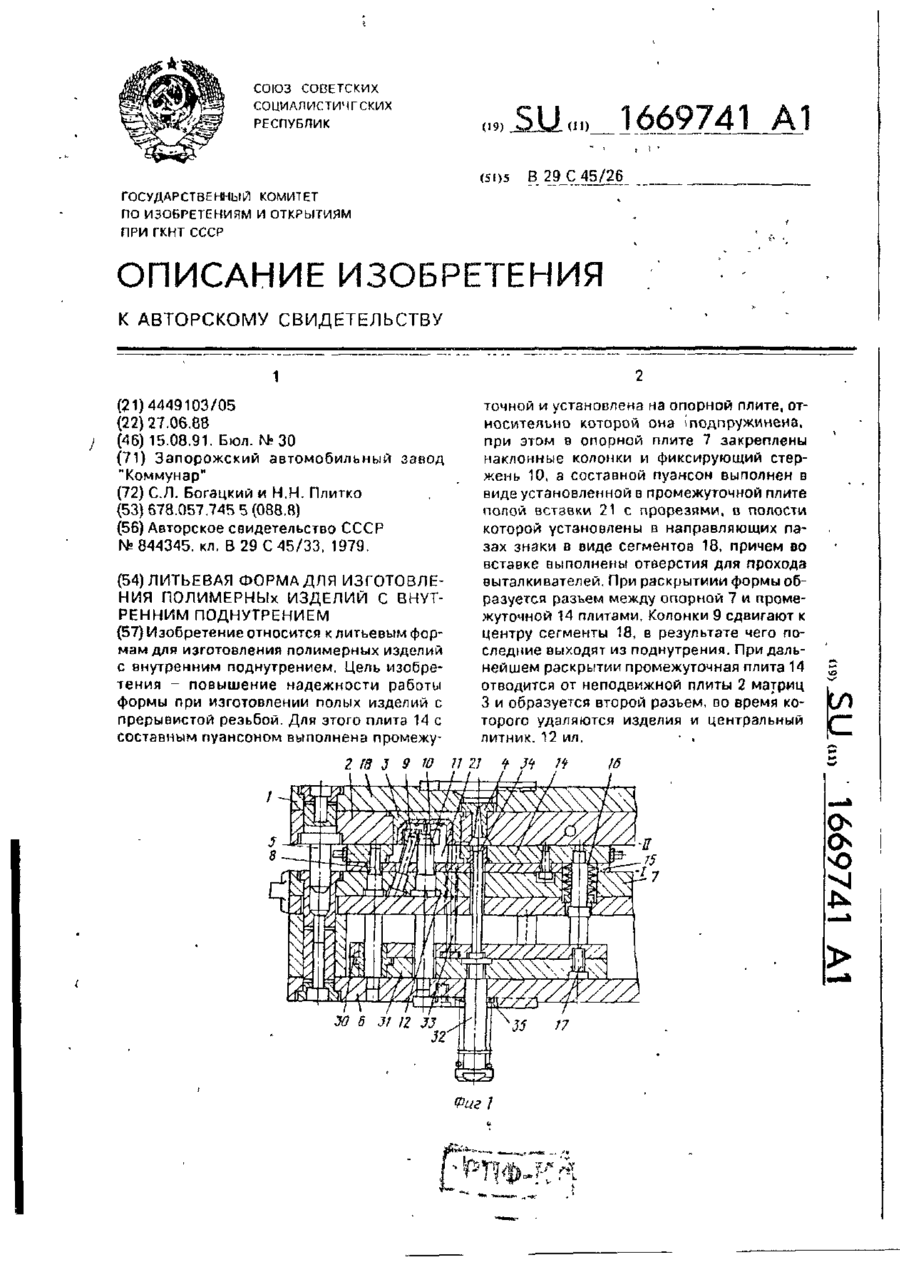
Литьевая форма для изготовления полимерных изделий с внутренним поднутрением, содержащая неподвижную плиту матриц, плиту с составным пуансоном, опорную плиту, наклонные колонки для перемещения знаков пуансона, фиксирующий стержень для знаков и плиты выталкивания с выталкивателями, отличающаяся тем, что. с целью повышения надежности работы формы при изготовлении полых изделий с прерывистой резьбой, плита с составным пуансоном выполнена...
Форма для виготовлення полімерних виробів
Номер патенту: 11653
Опубліковано: 25.12.1996
Автори: Подольський Юзеф Ківович, Кавин Евгений Васильевич, Дергачев Евгений Александрович, Лобжанидзе Виталий Антонович, Ратнер Ісаак Срулевич
МПК: B29C 45/27
Мітки: виробів, виготовлення, полімерних, форма
Формула / Реферат:
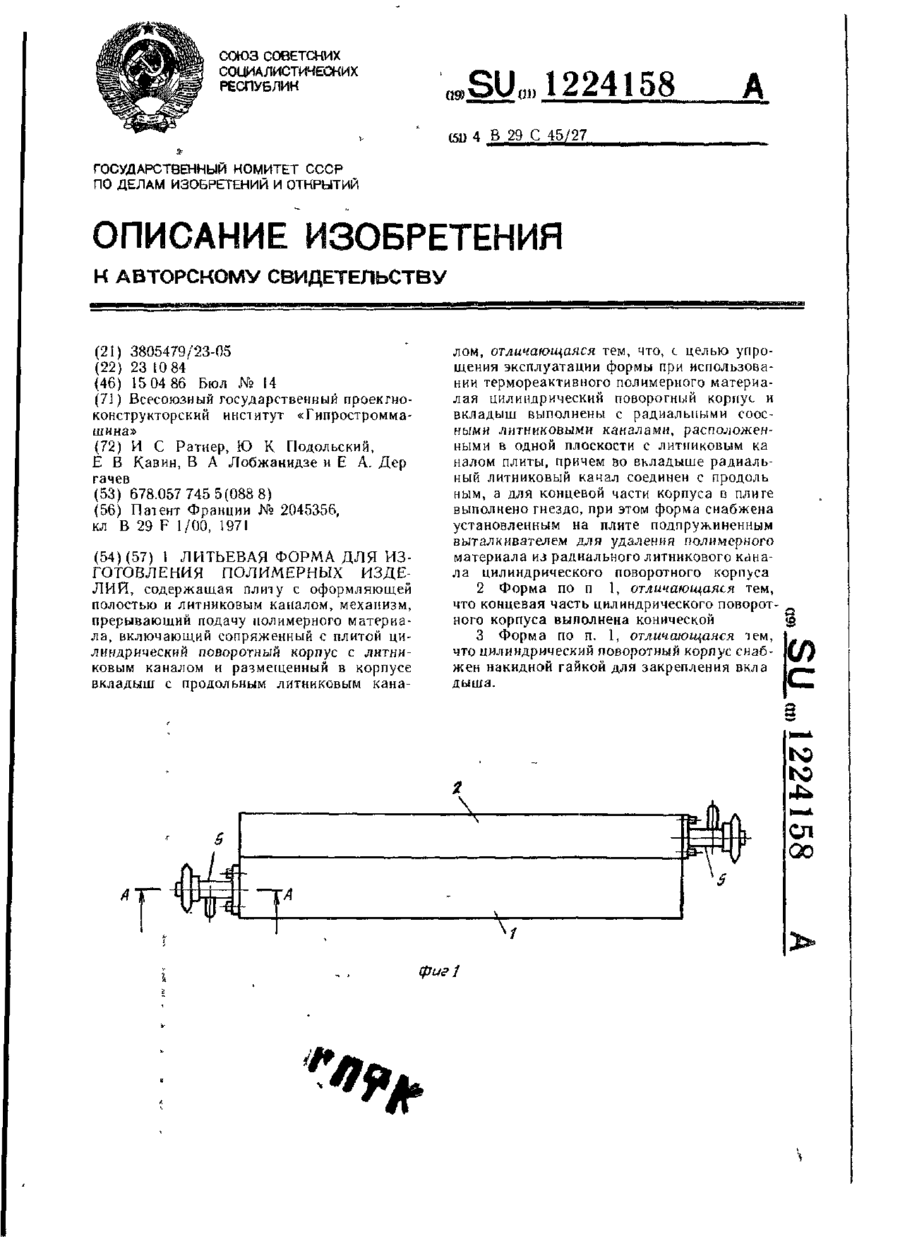
1. Литьевая форма для изготовления полимерных изделий, содержащая плиту с оформляющей полостью и литпиковым каналом, механизм, прерывающий подачу полимерного материала, включающий сопряженный с плитой цилиндрический поворотный корпус с литниковым каналом и размещенный в корпусе вкладыш с продольным линиковым каналом, отличающаяся тем, что, с целью упрощения эксплуатации формы при использовании термореактивного полимерного материала...
Попередній патент: 4-галогеновані стероїди, спосіб їх одержання і проміжні продукти, лікарський засіб та фармацевтична композиція, що їх містять
Наступний патент: Магнітоплан гайдука а.м.
Випадковий патент: Система контролю за особистими речами