Спосіб виготовлення залізобетонних шпал з анкерами
Номер патенту: 82697
Опубліковано: 12.05.2008
Автори: Жученко Олександр Миколайович, Малєєва Тетяна Олександрівна
Формула / Реферат
1. Спосіб виготовлення залізобетонних шпал з анкерами, замурованими на нахилених в різні боки підрейкових площадках, що включає установлення анкерів в форму та їх закріплення, натягання в формі арматури, заповнення форми бетонною сумішшю та її ущільнення, теплову обробку суміші і відділення шпали від форми, який відрізняється тим, що перед закріпленням анкера в формі в зазор між стінкою анкера, що повернута в шпалі до її центру, і формою засовують до контакту з ними клиноподібну вставку, у якій кут нахилу площин, що контактують з анкером і формою, більше кута нахилу підрейкової площадки до опорної площини шпали, а витягають вставку одночасно з відділенням шпали від форми.
2. Спосіб за п. 1, який відрізняється тим, що вставку закріплюють в формі одночасно з анкером введенням штиря в отвори, виконані в них.
3. Спосіб за п. 1, який відрізняється тим, що клиноподібну вставку засовують в зазор між формою і стінкою анкера, що повернута в шпалі до її краю.
4. Спосіб за п. 1, який відрізняється тим, що вставку, яку витягають із форми, багаторазово використовують для центрування анкерів.
5. Спосіб за п. 1, який відрізняється тим, що використовують вставку, у якій кут нахилу площин, що контактують з анкером і формою, більше кута нахилу підрейкової площадки до опорної площини шпали на 2-12°.
6. Спосіб за п. 1, який відрізняється тим, що використовують вставку, яка має пружність в напрямку поздовжньої осі шпали, що перевищує пружність вставки, виготовленої зі сталі.
7. Спосіб за п. 1, який відрізняється тим, що використовують вставку, яка містить гумову прокладку.
Текст
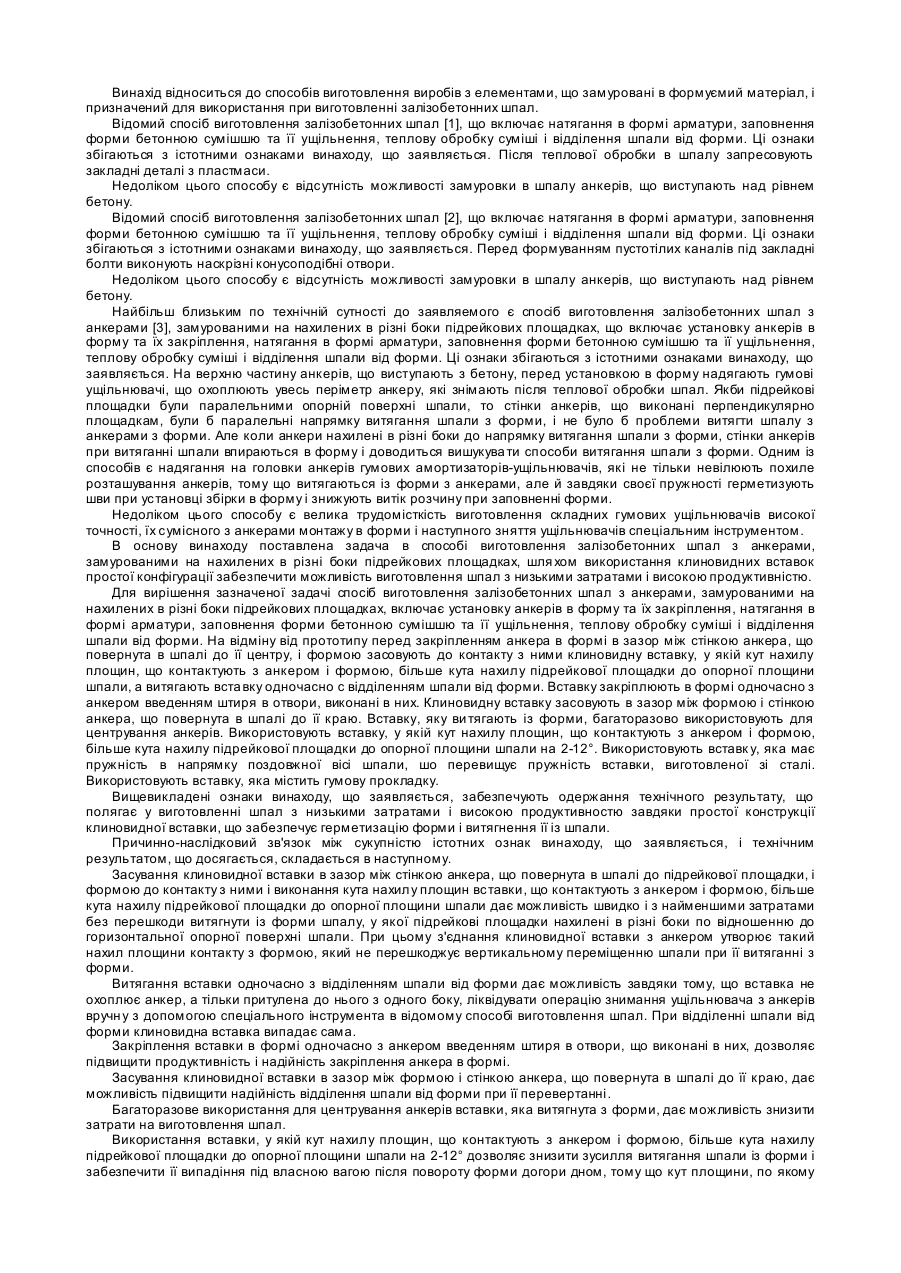
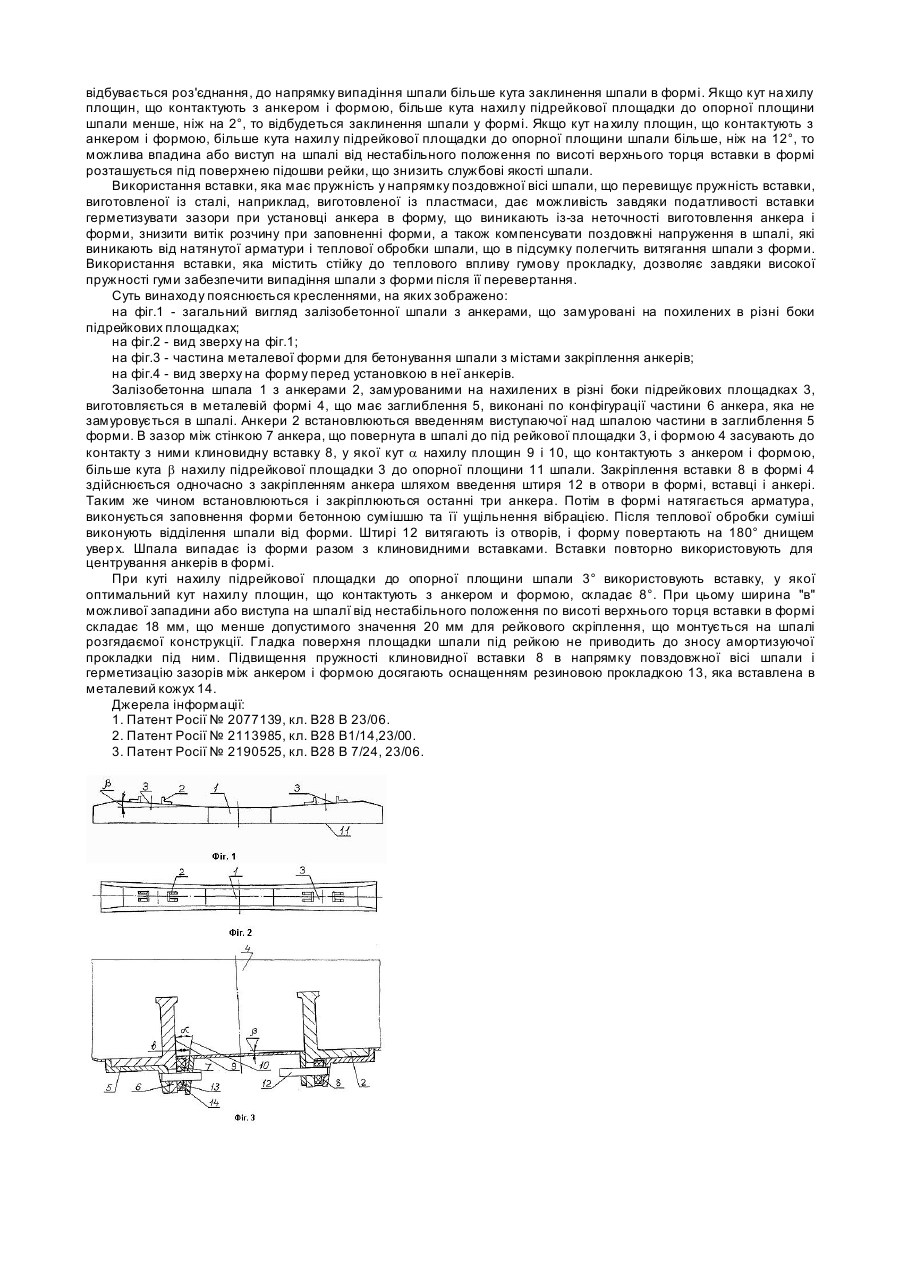
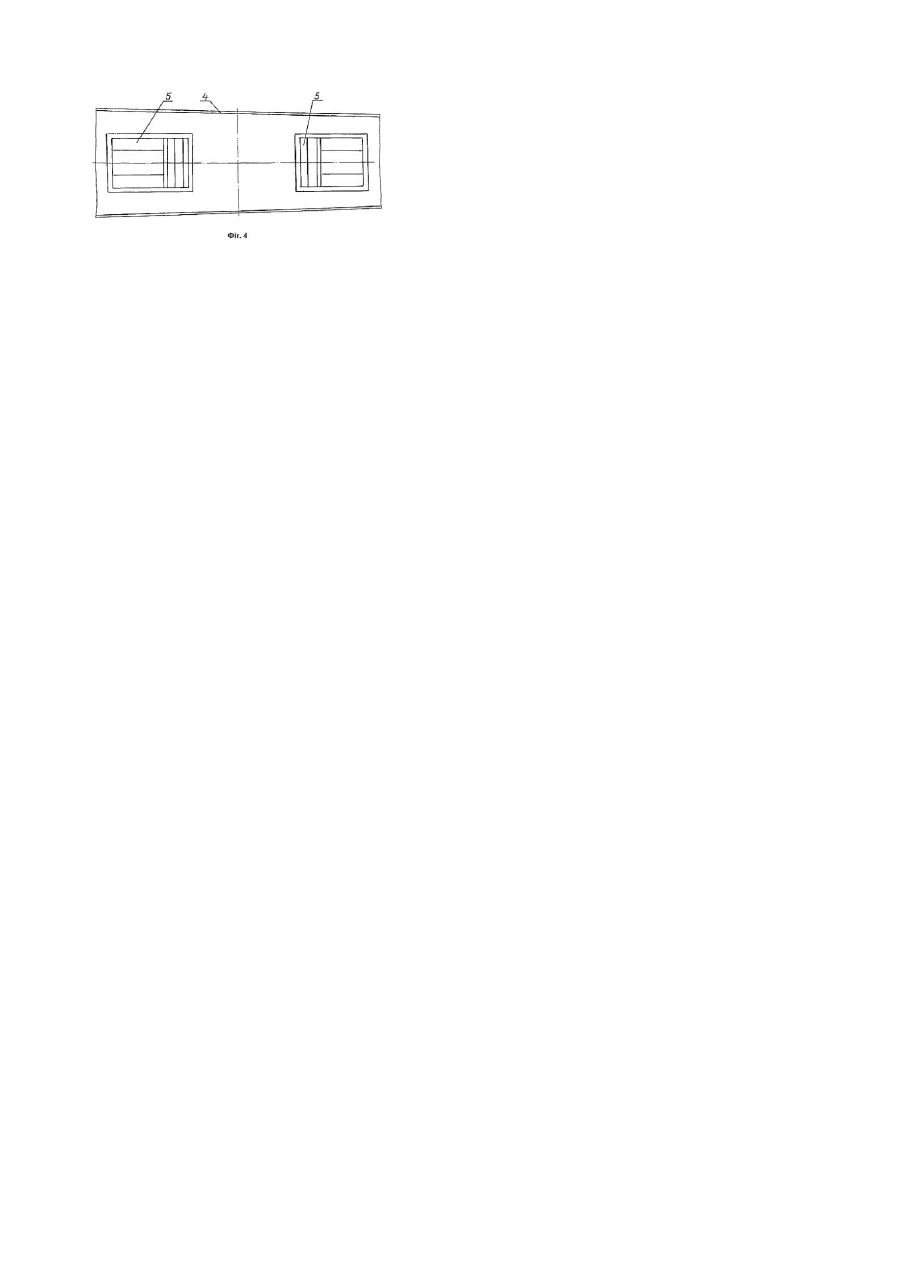
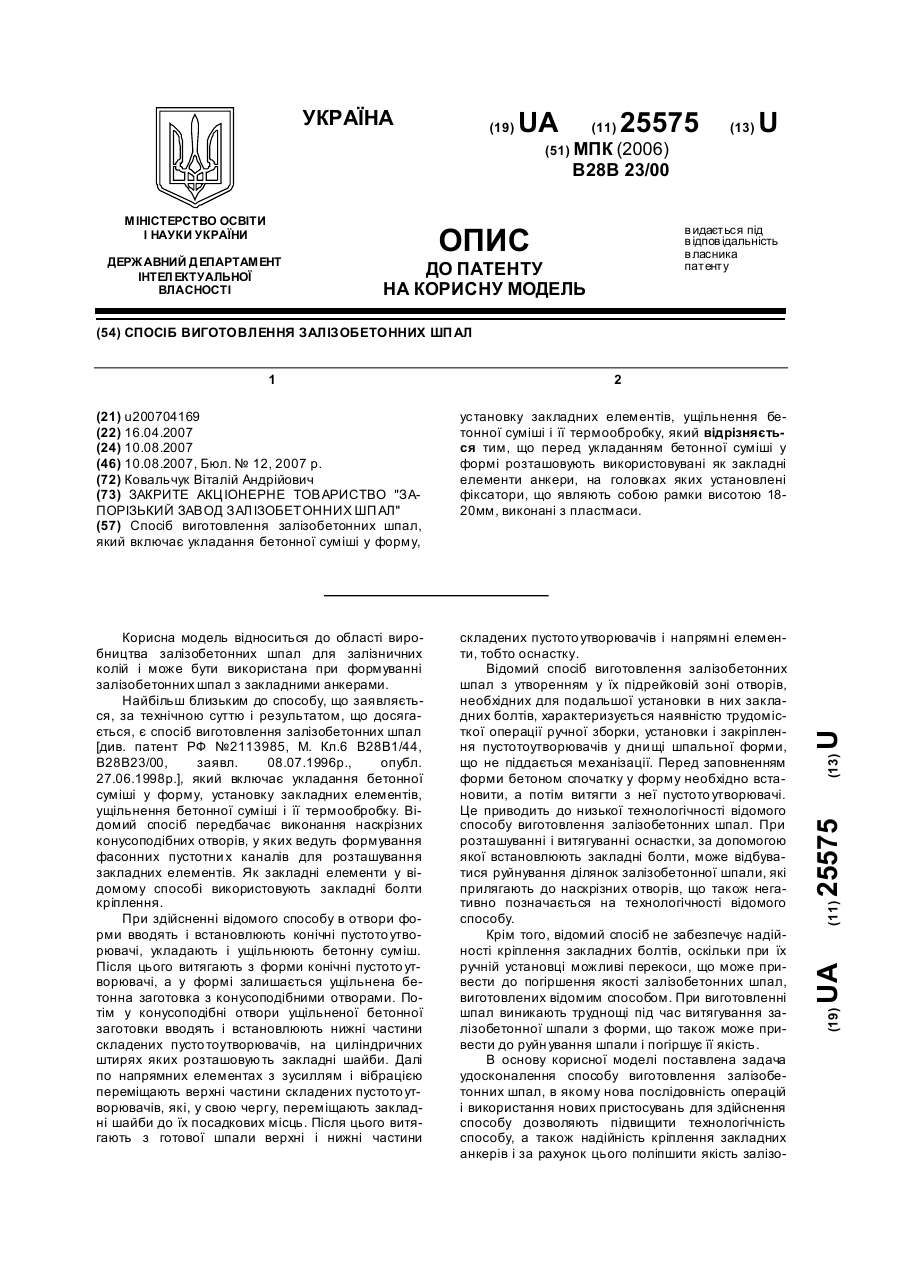
Винахід відноситься до способів виготовлення виробів з елементами, що замуровані в формуємий матеріал, і призначений для використання при виготовленні залізобетонних шпал. Відомий спосіб виготовлення залізобетонних шпал [1], що включає натягання в формі арматури, заповнення форми бетонною сумішшю та її ущільнення, теплову обробку суміші і відділення шпали від форми. Ці ознаки збігаються з істотними ознаками винаходу, що заявляється. Після теплової обробки в шпалу запресовують закладні деталі з пластмаси. Недоліком цього способу є відсутність можливості замуровки в шпалу анкерів, що виступають над рівнем бетону. Відомий спосіб виготовлення залізобетонних шпал [2], що включає натягання в формі арматури, заповнення форми бетонною сумішшю та її ущільнення, теплову обробку суміші і відділення шпали від форми. Ці ознаки збігаються з істотними ознаками винаходу, що заявляється. Перед формуванням пустотілих каналів під закладні болти виконують наскрізні конусоподібні отвори. Недоліком цього способу є відсутність можливості замуровки в шпалу анкерів, що виступають над рівнем бетону. Найбільш близьким по технічній сутності до заявляемого є спосіб виготовлення залізобетонних шпал з анкерами [3], замурованими на нахилених в різні боки підрейкових площадках, що включає установку анкерів в форму та їх закріплення, натягання в формі арматури, заповнення форми бетонною сумішшю та її ущільнення, теплову обробку суміші і відділення шпали від форми. Ці ознаки збігаються з істотними ознаками винаходу, що заявляється. На верхню частину анкерів, що виступають з бетону, перед установкою в форму надягають гумові ущільнювачі, що охоплюють увесь періметр анкеру, які знімають після теплової обробки шпал. Якби підрейкові площадки були паралельними опорній поверхні шпали, то стінки анкерів, що виконані перпендикулярно площадкам, були б паралельні напрямку витягання шпали з форми, і не було б проблеми витягти шпалу з анкерами з форми. Але коли анкери нахилені в різні боки до напрямку витягання шпали з форми, стінки анкерів при витяганні шпали впираються в форму і доводиться вишукува ти способи витягання шпали з форми. Одним із способів є надягання на головки анкерів гумових амортизаторів-ущільнювачів, які не тільки невілюють похиле розташування анкерів, тому що витягаються із форми з анкерами, але й завдяки своєї пружності герметизують шви при установці збірки в форму і знижують витік розчину при заповненні форми. Недоліком цього способу є велика трудомісткість виготовлення складних гумових ущільнювачів високої точності, їх сумісного з анкерами монтажу в форми і наступного зняття ущільнювачів спеціальним інструментом. В основу винаходу поставлена задача в способі виготовлення залізобетонних шпал з анкерами, замурованими на нахилених в різні боки підрейкових площадках, шля хом використання клиновидних вставок простої конфігурації забезпечити можливість виготовлення шпал з низькими затратами і високою продуктивністю. Для вирішення зазначеної задачі спосіб виготовлення залізобетонних шпал з анкерами, замурованими на нахилених в різні боки підрейкових площадках, включає установку анкерів в форму та їх закріплення, натягання в формі арматури, заповнення форми бетонною сумішшю та її ущільнення, теплову обробку суміші і відділення шпали від форми. На відміну від прототипу перед закріпленням анкера в формі в зазор між стінкою анкера, що повернута в шпалі до її центру, і формою засовують до контакту з ними клиновидну вставку, у якій кут нахилу площин, що контактують з анкером і формою, більше кута нахилу підрейкової площадки до опорної площини шпали, а витягають вста вку одночасно с відділенням шпали від форми. Вставку закріплюють в формі одночасно з анкером введенням штиря в отвори, виконані в них. Клиновидну вставку засовують в зазор між формою і стінкою анкера, що повернута в шпалі до її краю. Вставку, яку ви тягають із форми, багаторазово використовують для центрування анкерів. Використовують вставку, у якій кут нахилу площин, що контактують з анкером і формою, більше кута нахилу підрейкової площадки до опорної площини шпали на 2-12°. Використовують вставк у, яка має пружність в напрямку поздовжної вісі шпали, шо перевищує пружність вставки, виготовленої зі сталі. Використовують вставку, яка містить гумову прокладку. Вищевикладені ознаки винаходу, що заявляється, забезпечують одержання технічного результату, що полягає у виготовленні шпал з низькими затратами і високою продуктивностю завдяки простої конструкції клиновидної вставки, що забезпечує герметизацію форми і витягнення її із шпали. Причинно-наслідковий зв'язок між сукупністю істотних ознак винаходу, що заявляється, і технічним результатом, що досягається, складається в наступному. Засування клиновидної вставки в зазор між стінкою анкера, що повернута в шпалі до підрейкової площадки, і формою до контакту з ними і виконання кута нахилу площин вставки, що контактують з анкером і формою, більше кута нахилу підрейкової площадки до опорної площини шпали дає можливість швидко і з найменшими затратами без перешкоди витягнути із форми шпалу, у якої підрейкові площадки нахилені в різні боки по відношенню до горизонтальної опорної поверхні шпали. При цьому з'єднання клиновидної вставки з анкером утворює такий нахил площини контакту з формою, який не перешкоджує вертикальному переміщенню шпали при її витяганні з форми. Витягання вставки одночасно з відділенням шпали від форми дає можливість завдяки тому, що вставка не охоплює анкер, а тільки притулена до нього з одного боку, ліквідувати операцію знимання ущільнювача з анкерів вручн у з допомогою спеціального інструмента в відомому способі виготовлення шпал. При відділенні шпали від форми клиновидна вставка випадає сама. Закріплення вставки в формі одночасно з анкером введенням штиря в отвори, що виконані в них, дозволяє підвищити продуктивність і надійність закріплення анкера в формі. Засування клиновидної вставки в зазор між формою і стінкою анкера, що повернута в шпалі до її краю, дає можливість підвищити надійність відділення шпали від форми при її перевертанні. Багаторазове використання для центрування анкерів вставки, яка витягнута з форми, дає можливість знизити затрати на виготовлення шпал. Використання вставки, у якій кут нахилу площин, що контактують з анкером і формою, більше кута нахилу підрейкової площадки до опорної площини шпали на 2-12° дозволяє знизити зусилля витягання шпали із форми і забезпечити її випадіння під власною вагою після повороту форми догори дном, тому що кут площини, по якому відбувається роз'єднання, до напрямку випадіння шпали більше кута заклинення шпали в формі. Якщо кут на хилу площин, що контактують з анкером і формою, більше кута нахилу підрейкової площадки до опорної площини шпали менше, ніж на 2°, то відбудеться заклинення шпали у формі. Якщо кут на хилу площин, що контактують з анкером і формою, більше кута нахилу підрейкової площадки до опорної площини шпали більше, ніж на 12°, то можлива впадина або виступ на шпалі від нестабільного положення по висоті верхнього торця вставки в формі розташується під поверхнею підошви рейки, що знизить службові якості шпали. Використання вставки, яка має пружність у напрямку поздовжної вісі шпали, що перевищує пружність вставки, виготовленої із сталі, наприклад, виготовленої із пластмаси, дає можливість завдяки податливості вставки герметизувати зазори при установці анкера в форму, що виникають із-за неточності виготовлення анкера і форми, знизити витік розчину при заповненні форми, а також компенсувати поздовжні напруження в шпалі, які виникають від натянутої арматури і теплової обробки шпали, що в підсумку полегчить витягання шпали з форми. Використання вставки, яка містить стійку до теплового впливу гумову прокладку, дозволяє завдяки високої пружності гуми забезпечити випадіння шпали з форми після її перевертання. Суть винаходу пояснюється кресленнями, на яких зображено: на фіг.1 - загальний вигляд залізобетонної шпали з анкерами, що замуровані на похилених в різні боки підрейкових площадках; на фіг.2 - вид зверху на фіг.1; на фіг.3 - частина металевої форми для бетонування шпали з містами закріплення анкерів; на фіг.4 - вид зверху на форму перед установкою в неї анкерів. Залізобетонна шпала 1 з анкерами 2, замурованими на нахилених в різні боки підрейкових площадках 3, виготовляється в металевій формі 4, що має заглиблення 5, виконані по конфігурації частини 6 анкера, яка не замуровується в шпалі. Анкери 2 встановлюються введенням виступаючої над шпалою частини в заглиблення 5 форми. В зазор між стінкою 7 анкера, що повернута в шпалі до під рейкової площадки 3, і формою 4 засувають до контакту з ними клиновидну вставку 8, у якої кут a нахилу площин 9 і 10, що контактують з анкером і формою, більше кута b нахилу підрейкової площадки 3 до опорної площини 11 шпали. Закріплення вставки 8 в формі 4 здійснюється одночасно з закріпленням анкера шляхом введення штиря 12 в отвори в формі, вставці і анкері. Таким же чином встановлюються і закріплюються останні три анкера. Потім в формі натягається арматура, виконується заповнення форми бетонною сумішшю та її ущільнення вібрацією. Після теплової обробки суміші виконують відділення шпали від форми. Штирі 12 витягають із отворів, і форму повертають на 180° днищем увер х. Шпала випадає із форми разом з клиновидними вставками. Вставки повторно використовують для центрування анкерів в формі. При куті нахилу підрейкової площадки до опорної площини шпали 3° використовують вставку, у якої оптимальний кут нахилу площин, що контактують з анкером и формою, складає 8°. При цьому ширина "в" можливої западини або виступа на шпалї від нестабільного положення по висоті верхнього торця вставки в формі складає 18 мм, що менше допустимого значення 20 мм для рейкового скріплення, що монтується на шпалі розгядаємої конструкції. Гладка поверхня площадки шпали під рейкою не приводить до зносу амортизуючої прокладки під ним. Підвищення пружності клиновидної вставки 8 в напрямку повздовжної вісі шпали і герметизацію зазорів між анкером і формою досягають оснащенням резиновою прокладкою 13, яка вставлена в металевий кожух 14. Джерела інформації: 1. Патент Росії № 2077139, кл. В28 В 23/06. 2. Патент Росії № 2113985, кл. В28 В1/14,23/00. 3. Патент Росії № 2190525, кл. В28 В 7/24, 23/06.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing ferroconcrete ties with anchors
Автори англійськоюZhuchenko Oleksandr Mykolaiovych, Malieieva Tetiana Oleksandrivna
Назва патенту російськоюСпособ изготовления железобетонных шпал с анкерами
Автори російськоюЖученко Александр Николаевич, Малеева Татьяна Александровна
МПК / Мітки
МПК: B28B 23/02
Мітки: залізобетонних, спосіб, анкерами, шпал, виготовлення
Код посилання
<a href="https://ua.patents.su/3-82697-sposib-vigotovlennya-zalizobetonnikh-shpal-z-ankerami.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення залізобетонних шпал з анкерами</a>
Спосіб виготовлення залізобетонних шпал
Номер патенту: 25575
Опубліковано: 10.08.2007
Автор: Ковальчук Віталій Андрійович
МПК: B28B 23/00
Мітки: залізобетонних, шпал, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення залізобетонних шпал, який включає укладання бетонної суміші у форму, установку закладних елементів, ущільнення бетонної суміші і її термообробку, який відрізняється тим, що перед укладанням бетонної суміші у формі розташовують використовувані як закладні елементи анкери, на головках яких установлені фіксатори, що являють собою рамки висотою 18-20 мм, виконані з пластмаси.
Машина для приймання шпал рейкового шляху

Номер патенту: 80089
Опубліковано: 27.08.2007
Автори: Тойрер Йозеф, Бруннінгер Манфред
МПК: E01B 29/00
Мітки: приймання, рейкового, шляху, машина, шпал
Формула / Реферат:
1. Машина (5) для приймання шпал (2) рейкового шляху (3), що безперервно рухається вперед у робочому напрямку (8), обладнана пристроєм для приймання шпал (1), що має нескінченний транспортувальний ланцюг (12), передбачений для постачання шпал (2) зі щебеневої основи (14) до приймального кінця (17) блока транспортування шпал (18), і що має захоплюючі органи (9) та верхній і нижній поворотні кінці (10, 11), а також лижі для шпал (15),...
Машина для одиночної заміни шпал і брусів
Номер патенту: 28696
Опубліковано: 16.10.2000
Автори: Захаров Олександр Васильович, Турлюн Валерій Йосипович, Бімбат Михайло Михайлович, Сімчук Юрій Макарович
МПК: E01B 29/00
Мітки: одиночної, заміни, машина, шпал, брусів
Формула / Реферат:
Машина для одиночної заміни шпал і брусів яка має раму з поворотною платформою, на якій шарнірне установлені телескопічна стріла з хоботом і захоплювачем з можливістю переміщення відносно вертикальної осі, пантограф з шарнірне закріпленим на ньому штовхачем шпал, механізми підйому рейок і очистки шпальних ящиків, змонтовані на рамі, яка відрізняється тим, що на рамі машини жорстко закріплений механізм опускання шпали, який має опорну балку,...
Пристрій для пересування шпал
Номер патенту: 68527
Опубліковано: 16.08.2004
Автори: Баламут Марія Миколаївна, Храпач Леонід Миколайович, Кучеренко Володимир Миколайович
МПК: E01B 27/00
Мітки: шпал, пересування, пристрій
Формула / Реферат:
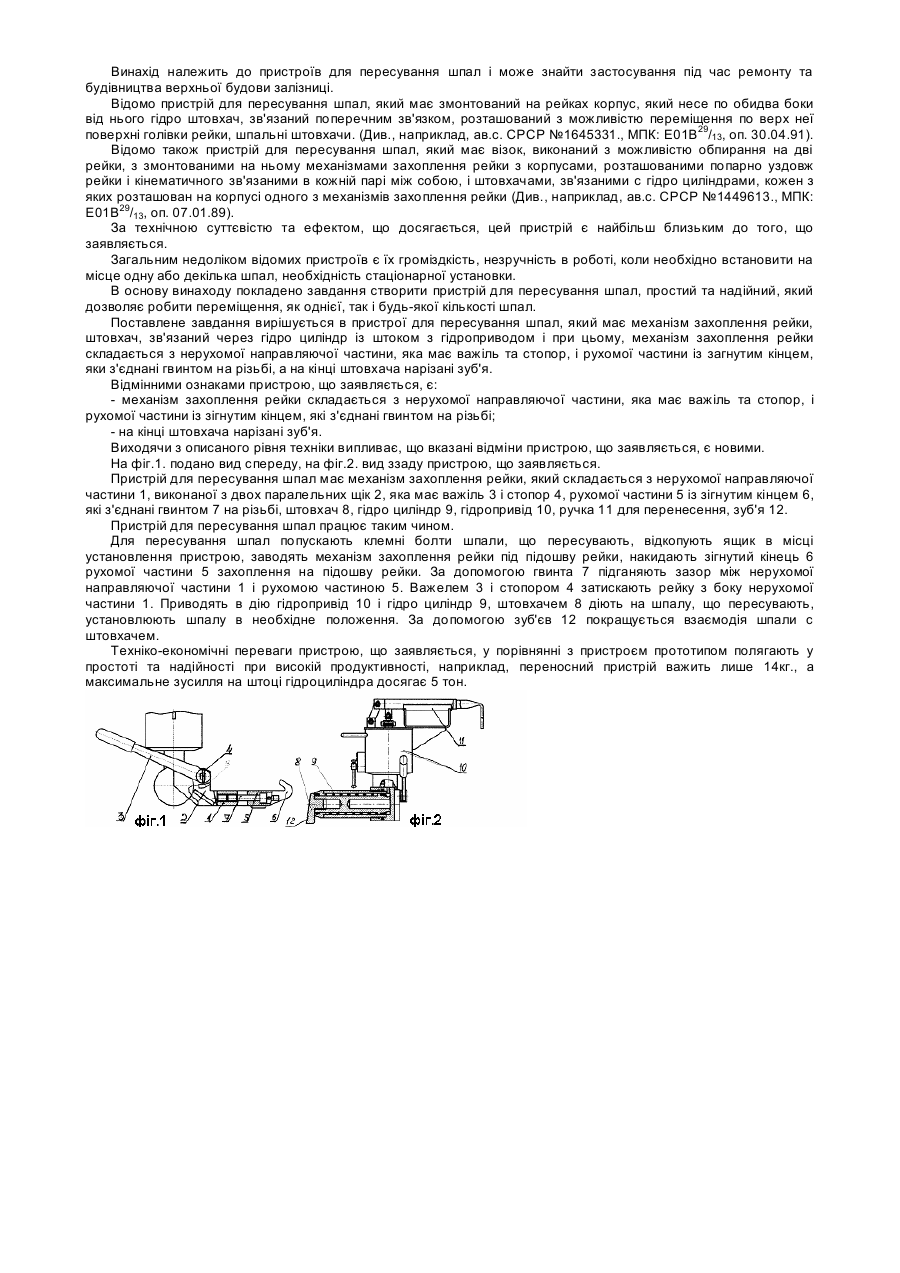
Пристрій для пересування шпал, який має механізм захоплення рейки, штовхач, зв'язаний через гідроциліндр із штоком з гідроприводом, який відрізняється тим, що механізм захоплення рейки складається з нерухомої направляючої частини, яка має важіль та стопор, і рухомої частини із загнутим кінцем, які з'єднані гвинтом на різьбі, а на кінці штовхача нарізані зубці.
Шпала залізобетонна
Номер патенту: 24130
Опубліковано: 25.06.2007
Автори: Малєєва Тетяна Олександрівна, Жученко Олександр Миколайович
МПК: E01B 3/00
Мітки: залізобетонна, шпала
Формула / Реферат:
1. Шпала залізобетонна, яка містить дві пари анкерів, які замуровані в бетон хвостовими частинами, верхня частина яких складається із стінки і опори на поверхню шпали, і розташовані між двома стінками сусідніх анкерів, плоскі нахилені до центра шпали, бетонні підрейкові площадки для розміщення на них рейок, яка відрізняється тим, що за кінцевими ділянками опор анкерів, які повернуті до центра шпали, виконані бетонні виступи, які контактують...
Попередній патент: Тонкостінний ферментаційний апарат
Наступний патент: Заміщені похідні піролу та їх використання в якості інгібіторів hmg-co
Випадковий патент: Спосіб підвищення вмісту гліцеридів пальмітинової кислоти в кукурудзяній олії