Процес виготовлення зміцнених пруткових виробів з полімерів, що кристалізуються
Номер патенту: 8795
Опубліковано: 15.08.2005
Автори: Возняк Юрій Васильович, Білошенко Віктор Олександрович
Формула / Реферат
Процес виготовлення зміцнених пруткових виробів з полімерів, що кристалізуються, заснований на деформації заготовки простим зсувом із збереженням її первинної форми і розмірів шляхом продавлювання через суміжні канали, які знаходяться в одній площині, перетинаються і мають однакові поперечні перерізи, який відрізняється тим, що початкову заготовку продавлюють за один прохід через систему, що складається з чотирьох або більшого, переважно парного, числа каналів, що перетинаються, при температурі заготовки, яка перевищує температуру експлуатації одержуваного виробу.
Текст
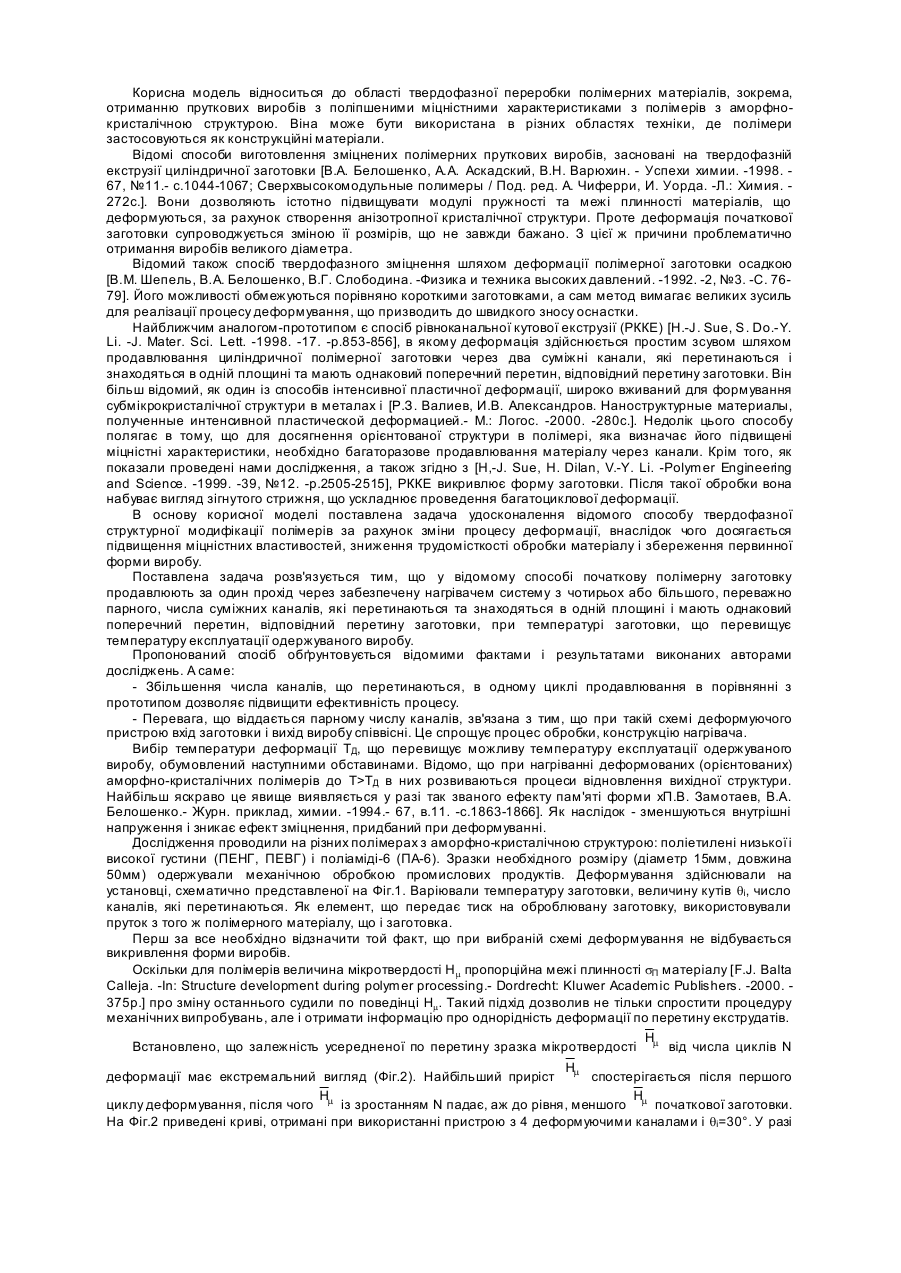
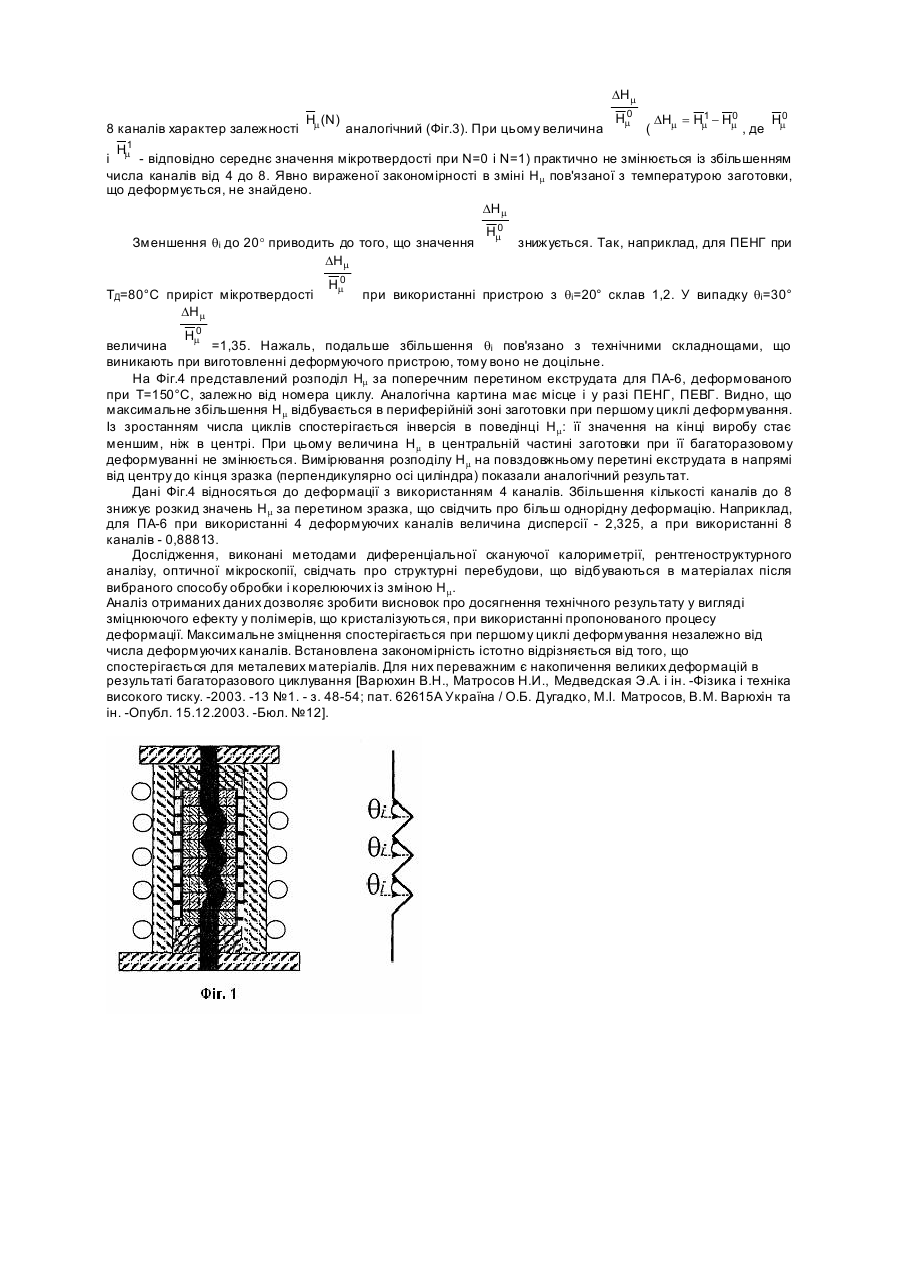
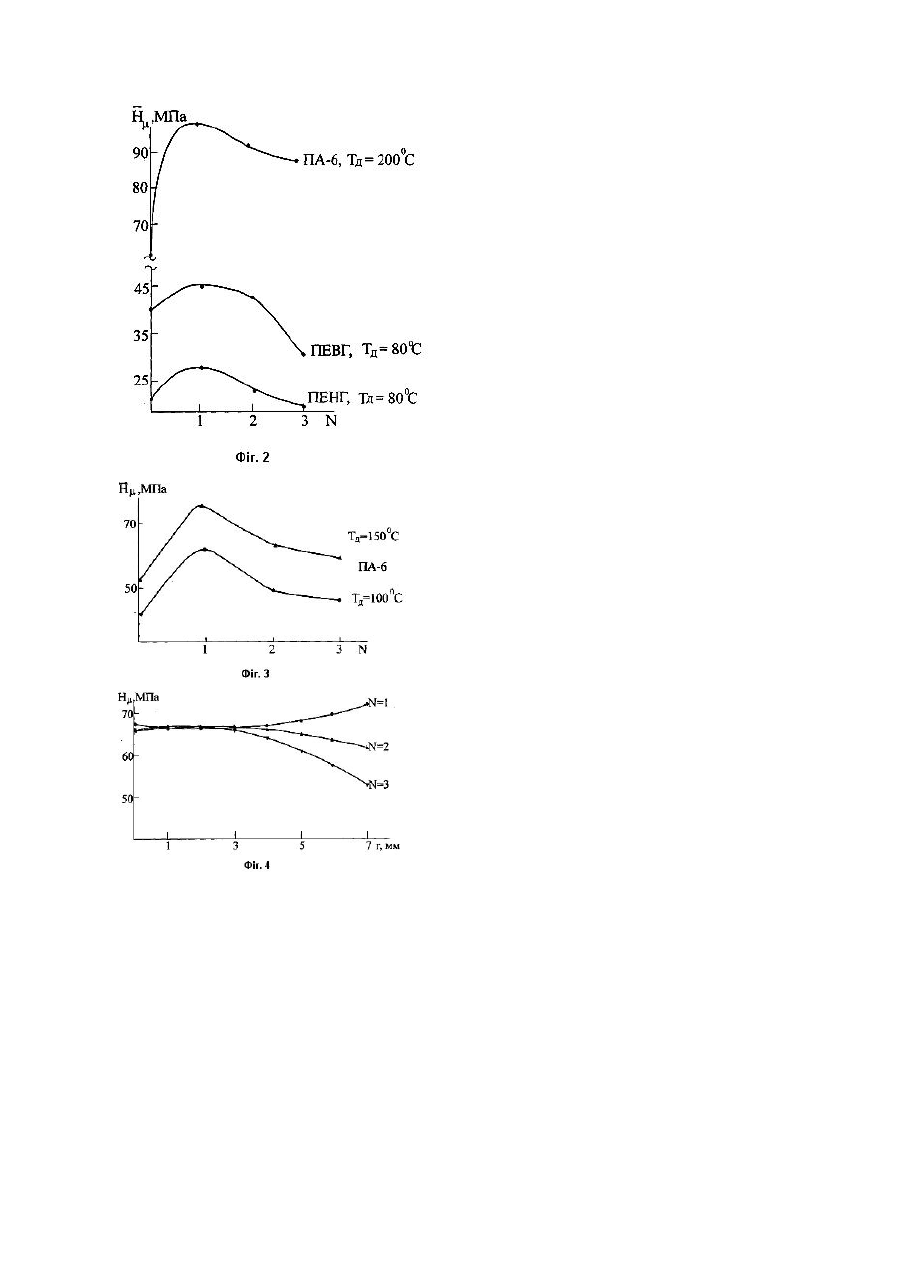
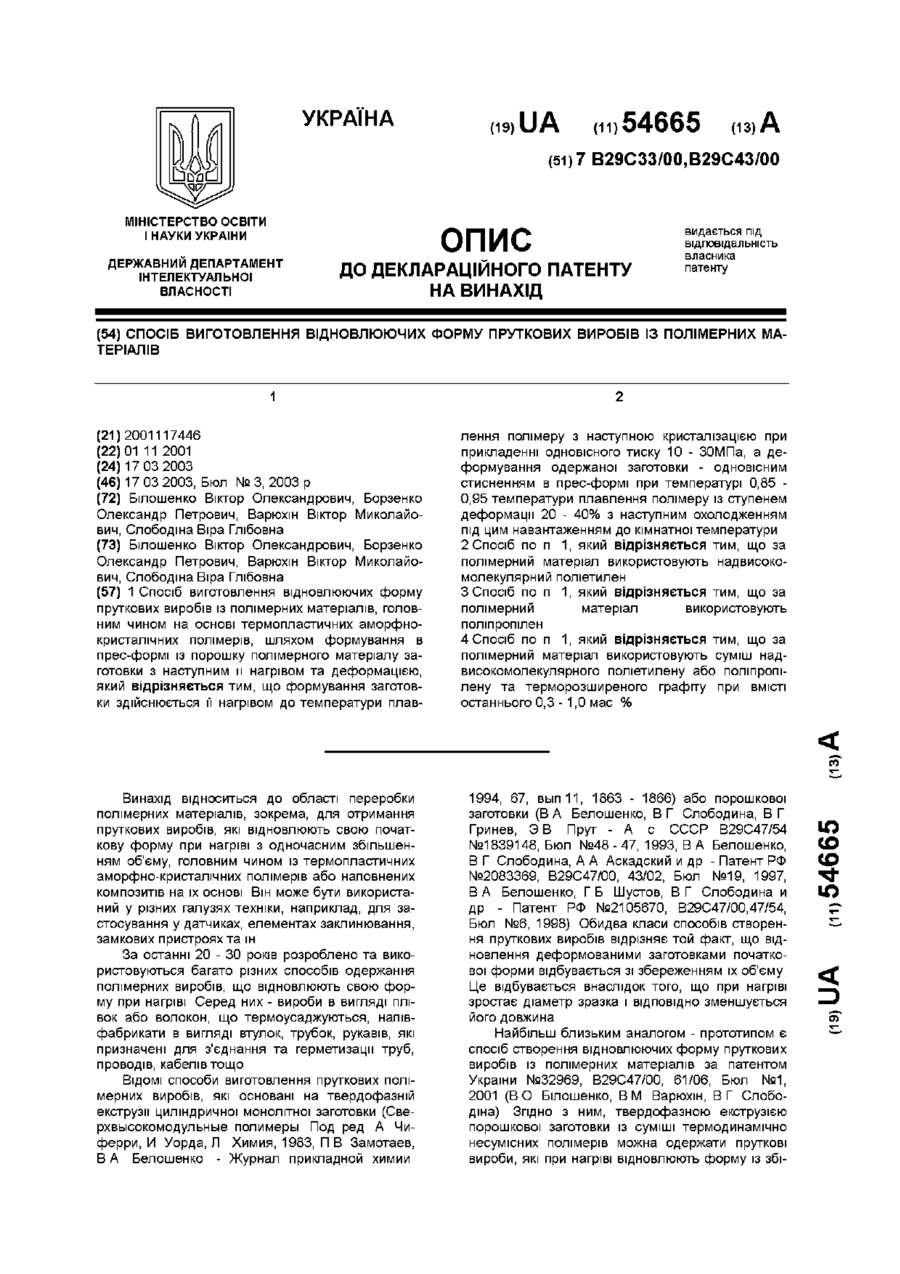
Корисна модель відноситься до області твердофазної переробки полімерних матеріалів, зокрема, отриманню пруткових виробів з поліпшеними міцністними характеристиками з полімерів з аморфнокристалічною структурою. Віна може бути використана в різних областях техніки, де полімери застосовуються як конструкційні матеріали. Відомі способи виготовлення зміцнених полімерних пруткових виробів, засновані на твердофазній екструзії циліндричної заготовки [В.А. Белошенко, А.А. Аскадский, В.Н. Варюхин. - Успехи химии. -1998. 67, №11.- с.1044-1067; Сверхвысокомодульные полимеры / Под. ред. А. Чиферри, И. Уорда. -Л.: Химия. 272с.]. Вони дозволяють істотно підвищувати модулі пружності та межі плинності матеріалів, що деформуються, за рахунок створення анізотропної кристалічної структури. Проте деформація початкової заготовки супроводжується зміною її розмірів, що не завжди бажано. З цієї ж причини проблематично отримання виробів великого діаметра. Відомий також спосіб твердофазного зміцнення шляхом деформації полімерної заготовки осадкою [В.М. Шепель, В.А. Белошенко, В.Г. Слободина. -Физика и техника высоких давлений. -1992. -2, №3. -С. 7679]. Його можливості обмежуються порівняно короткими заготовками, а сам метод вимагає великих зусиль для реалізації процесу деформування, що призводить до швидкого зносу оснастки. Найближчим аналогом-прототипом є спосіб рівноканальної кутової екструзії (РККЕ) [H.-J. Sue, S. Dо.-Y. Li. -J. Mater. Sci. Lett. -1998. -17. -p.853-856], в якому деформація здійснюється простим зсувом шляхом продавлювання циліндричної полімерної заготовки через два суміжні канали, які перетинаються і знаходяться в одній площині та мають однаковий поперечний перетин, відповідний перетину заготовки. Він більш відомий, як один із способів інтенсивної пластичної деформації, широко вживаний для формування субмікрокристалічної структури в металах і [Р.З. Валиев, И.В. Александров. Наноструктурные материалы, полученные интенсивной пластической деформацией.- М.: Логос. -2000. -280с.]. Недолік цього способу полягає в тому, що для досягнення орієнтованої структури в полімері, яка визначає його підвищені міцністні характеристики, необхідно багаторазове продавлювання матеріалу через канали. Крім того, як показали проведені нами дослідження, а також згідно з [Н,-J. Sue, Н. Dilan, V.-Y. Li. -Polymer Engineering and Science. -1999. -39, №12. -p.2505-2515], РККЕ викривлює форму заготовки. Після такої обробки вона набуває вигляд зігнутого стрижня, що ускладнює проведення багатоциклової деформації. В основу корисної моделі поставлена задача удосконалення відомого способу твердофазної структурної модифікації полімерів за рахунок зміни процесу деформації, внаслідок чого досягається підвищення міцністних властивостей, зниження трудомісткості обробки матеріалу і збереження первинної форми виробу. Поставлена задача розв'язується тим, що у відомому способі початкову полімерну заготовку продавлюють за один прохід через забезпечену нагрівачем систему з чотирьох або більшого, переважно парного, числа суміжних каналів, які перетинаються та знаходяться в одній площині і мають однаковий поперечний перетин, відповідний перетину заготовки, при температурі заготовки, що перевищує температуру експлуатації одержуваного виробу. Пропонований спосіб обґрунтовується відомими фактами і результатами виконаних авторами досліджень. А саме: - Збільшення числа каналів, що перетинаються, в одному циклі продавлювання в порівнянні з прототипом дозволяє підвищити ефективність процесу. - Перевага, що віддається парному числу каналів, зв'язана з тим, що при такій схемі деформуючого пристрою вхід заготовки і вихід виробу співвісні. Це спрощує процес обробки, конструкцію нагрівача. Вибір температури деформації ТД, що перевищує можливу температуру експлуатації одержуваного виробу, обумовлений наступними обставинами. Відомо, що при нагріванні деформованих (орієнтованих) аморфно-кристалічних полімерів до Т>ТД в них розвиваються процеси відновлення вихідної структури. Найбільш яскраво це явище виявляється у разі так званого ефекту пам'яті форми хП.В. Замотаев, В.А. Белошенко.- Журн. приклад, химии. -1994.- 67, в.11. -с.1863-1866]. Як наслідок - зменшуються внутрішні напруження і зникає ефект зміцнення, придбаний при деформуванні. Дослідження проводили на різних полімерах з аморфно-кристалічною структурою: поліетилені низької і високої густини (ПЕНГ, ПЕВГ) і поліаміді-6 (ПА-6). Зразки необхідного розміру (діаметр 15мм, довжина 50мм) одержували механічною обробкою промислових продуктів. Деформування здійснювали на установці, схематично представленої на Фіг.1. Варіювали температуру заготовки, величину кутів qі, число каналів, які перетинаються. Як елемент, що передає тиск на оброблювану заготовку, використовували пруток з того ж полімерного матеріалу, що і заготовка. Перш за все необхідно відзначити той факт, що при вибраній схемі деформування не відбувається викривлення форми виробів. Оскільки для полімерів величина мікротвердості Hm пропорційна межі плинності sП матеріалу [F.J. Balta Calleja. -In: Structure development during polymer processing.- Dordrecht: Kluwer Academic Publishers. -2000. 375р.] про зміну останнього судили по поведінці Hm . Такий підхід дозволив не тільки спростити процедуру механічних випробувань, але і отримати інформацію про однорідність деформації по перетину екструдатів. H Встановлено, що залежність усередненої по перетину зразка мікротвердості m від числа циклів N H деформації має екстремальний вигляд (Фіг.2). Найбільший приріст m спостерігається після першого H H циклу деформування, після чого m із зростанням N падає, аж до рівня, меншого m початкової заготовки. На Фіг.2 приведені криві, отримані при використанні пристрою з 4 деформуючими каналами і qi=30°. У разі DHm 0 1 0 Hm H (N) DHm = Hm - Hm H0 8 каналів характер залежності m аналогічний (Фіг.3). При цьому величина ( , де m H1 і m - відповідно середнє значення мікротвердості при N=0 і N=1) практично не змінюється із збільшенням числа каналів від 4 до 8. Явно вираженої закономірності в зміні Hm пов'язаної з температурою заготовки, що деформується, не знайдено. DHm Зменшення qi до 20° приводить до того, що значення DHm ТД=80°С приріст мікротвердості DHm 0 Hm 0 Hm знижується. Так, наприклад, для ПЕНГ при при використанні пристрою з qi=20° склав 1,2. У випадку qi=30° 0 Hm величина =1,35. Нажаль, подальше збільшення qi пов'язано з технічними складнощами, що виникають при виготовленні деформуючого пристрою, тому воно не доцільне. На Фіг.4 представлений розподіл Hm за поперечним перетином екструдата для ПА-6, деформованого при Т=150°С, залежно від номера циклу. Аналогічна картина має місце і у разі ПЕНГ, ПЕВГ. Видно, що максимальне збільшення Hm відбувається в периферійній зоні заготовки при першому циклі деформування. Із зростанням числа циклів спостерігається інверсія в поведінці Hm : її значення на кінці виробу стає меншим, ніж в центрі. При цьому величина Hm в центральній частині заготовки при її багаторазовому деформуванні не змінюється. Вимірювання розподілу Hm на повздовжньому перетині екструдата в напрямі від центру до кінця зразка (перпендикулярно осі циліндра) показали аналогічний результат. Дані Фіг.4 відносяться до деформації з використанням 4 каналів. Збільшення кількості каналів до 8 знижує розкид значень Hm за перетином зразка, що свідчить про більш однорідну деформацію. Наприклад, для ПА-6 при використанні 4 деформуючих каналів величина дисперсії - 2,325, а при використанні 8 каналів - 0,88813. Дослідження, виконані методами диференціальної скануючої калориметрії, рентгеноструктурного аналізу, оптичної мікроскопії, свідчать про структурні перебудови, що відбуваються в матеріалах після вибраного способу обробки і корелюючих із зміною H m . Аналіз отриманих даних дозволяє зробити висновок про досягнення технічного результату у вигляді зміцнюючого ефекту у полімерів, що кристалізуються, при використанні пропонованого процесу деформації. Максимальне зміцнення спостерігається при першому циклі деформування незалежно від числа деформуючих каналів. Встановлена закономірність істотно відрізняється від того, що спостерігається для металевих матеріалів. Для них переважним є накопичення великих деформацій в результаті багаторазового циклування [Варюхин В.Н., Матросов Н.И., Медведская Э.А. і ін. -Фізика і техніка високого тиску. -2003. -13 №1. - з. 48-54; пат. 62615А Україна / О.Б. Дугадко, М.І. Матросов, В.М. Варюхін та ін. -Опубл. 15.12.2003. -Бюл. №12].
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess of manufacture of reinforced rod articles of polymer that are crystallized
Автори англійськоюBiloshenko Viktor Oleksandrovych, Vozniak Yurii Vasyliovych
Назва патенту російськоюПроцесс изготовления укрепленных прутковых изделий из кристаллизующихся полимеров
Автори російськоюБилошенко Виктор Александрович, Возняк Юрий Васильевич
МПК / Мітки
МПК: B29C 47/36, B29C 43/02, B29C 47/00
Мітки: зміцнених, полімерів, пруткових, кристалізуються, виробів, процес, виготовлення
Код посилання
<a href="https://ua.patents.su/3-8795-proces-vigotovlennya-zmicnenikh-prutkovikh-virobiv-z-polimeriv-shho-kristalizuyutsya.html" target="_blank" rel="follow" title="База патентів України">Процес виготовлення зміцнених пруткових виробів з полімерів, що кристалізуються</a>
Спосіб виготовлення відновлюючих форму пруткових виробів із полімерних матеріалів
Номер патенту: 54665
Опубліковано: 17.03.2003
Автори: Білошенко Віктор Олександрович, Слободіна Віра Глібовна, Борзенко Олександр Петрович, Варюхін Віктор Миколайович
МПК: B29C 43/00, B29C 33/00
Мітки: форму, виготовлення, полімерних, відновлюючих, спосіб, матеріалів, виробів, пруткових
Формула / Реферат:
1.Спосіб виготовлення відновлюючих форму пруткових виробів із полімерних матеріалів, головним чином на основі термопластичних аморфно-кристалічних полімерів, шляхом формування в прес-формі із порошку полімерного матеріалу заготовки з наступним її нагрівом та деформацією, який відрізняється тим, що формування заготовки здійснюється її нагрівом до температури плавлення полімеру з наступною кристалізацією при прикладенні одновісного тиску 10-30...
Екструдер для виготовлення виробів з композицій на основі термопластичних полімерів і органічних наповнювачів
Номер патенту: 42573
Опубліковано: 15.10.2001
Автори: Біденко Василь Дмитрович, Бородін Ігорь Владіміровіч, Мікульонок Ігор Олегович, Суханов Владімір Пєтровіч, Жидов Ніколай Вікторовіч, Сезонов Максим Вікторович
МПК: B29C 47/38, B27N 3/08
Мітки: екструдер, виготовлення, полімерів, основі, виробів, термопластичних, композицій, органічних, наповнювачів
Формула / Реферат:
1. Екструдер для виготовлення виробів з композицій на основі термопластичних полімерів і органічних наповнювачів, що містить порожнистий корпус з вікнами для завантаження органічного наповнювача й термопластичного полімеру, розташований у корпусі з можливістю обертання щонайменше один шнек з ущільнювальним елементом, що розділяє порожнину корпуса на дві частини, сполучені одна з одною за допомогою масопроводу, який відрізняється...
Спосіб створення відновлюючих форму пруткових виробів із полімерних матеріалів
Номер патенту: 32969
Опубліковано: 15.02.2001
Автори: Слободіна Віра Глібовна, Білошенко Віктор Олександрович, Варюхін Віктор Миколайович
МПК: B29C 61/06, B29C 47/00
Мітки: пруткових, полімерних, матеріалів, спосіб, створення, виробів, форму, відновлюючих
Текст:
...матеріалу при відновленні початкової форми шляхом його нагрівання до температури, близької до температури плавлення, можлива при дотриманні ряду умов. На думку авторів, вказаний вище результат досягається за рахунок ефекту міжфазного разшарування, викликаного наявністю в порошкової суміші термодінамічно несумісних компонент, а також поля внутрішніх напружень, які сприяють розшаруванню матеріалу по межам фаз та утворенню мікропорожнеч. При...
Спосіб виробництва термічно зміцнених виробів в потоці стану
Номер патенту: 31509
Опубліковано: 15.05.2002
Автори: Сміяненко Ігор Миколайович, Костюченко Михайло Іванович, Нечепоренко Володимир Андрійович, Бабенко Михайло Антонович, Мадатян Сєргєй Ашотовіч, Кекух Анатолій Володимирович, Любимов Іван Михайлович, Шеремет Володимир Олександрович, Омесь Микола Михайлович, Барський Станіслав Миколайович, Худик Валеріан Тарасович, Макаров Григорій Арестович, Севернюк Володимир Васильович, Чєрнєнко Валєрій Тарасовіч
Мітки: стану, спосіб, виробів, виробництва, зміцнених, термічної, потоці
Формула / Реферат:
Спосіб виробництва термічно зміцнених виробів в потоці стану, що включає роздільне охолодження одночасно прокатаних в чистовій кліті розкатів в автономних струменях охолоджувача та їх порізку на стержні заданої довжини, який відрізняється тим, що охолодження на заключному етапі перед порізкою розкатів проводять сумісно в одному струмені охолоджувача, а після порізки стержні додатково охолоджують також сумісно в одному струмені...
Спосіб виготовлення виробів, композиційний матеріал для виготовлення виробів і установка для виготовлення виробів

Номер патенту: 69498
Опубліковано: 15.09.2004
Автори: Савостов Ніколай Сєргєєвіч, Вязовчєнко Павєл Андрєєвіч
МПК: B44C 5/00
Мітки: матеріал, виготовлення, композиційний, спосіб, установка, виробів
Формула / Реферат:
1. Спосіб виготовлення виробів, що полягає в розміщенні у формі вологої однорідної суміші, яка включає формувальну масу зі зв'язувальними частками і наповнювачем, здійсненні її ущільнення і наступному сушінні, який відрізняється тим, що як зв'язувальні частки використовують частки розміром 0,01-10 мкм, причому ущільнення вологої однорідної суміші здійснюють шляхом впливу на неї регульованими динамічними навантаженнями для забезпечення...
Попередній патент: Фрикційна циклічна передача
Наступний патент: Високомарганцева сталь для виготовлення виливків деталей гірничозбагачувального обладнання
Випадковий патент: Спосіб одержання целюлозних волокон зі зниженою схильністю до фібрилювання