Спосіб виготовлення циліндрової обичайки великогабаритних резервуарів
Формула / Реферат
Спосіб виготовлення циліндрової обичайки великогабаритних резервуарів, що включає формування заданої площі поверхні полотнища з листових елементів шляхом їх укладання кромками один до одного, зварювальне з’єднання кромок і формування циліндричної поверхні резервуара, який відрізняється тим, що формування площі поверхні полотнища виконують на горизонтальному майданчику, а зварювальне з’єднання кромок листових елементів ведуть в дві стадії: на першій - зварюють кромки листових елементів на горизонтальному майданчику, потім, на другій - на край полотнища (твірну циліндра) встановлюють котушку, з радіусом кривизни, меншим радіуса кривизни резервуара, закріплюють край полотнища на котушці і за допомогою тягових механізмів намотують полотнище на котушку, при цьому, одночасно, у міру намотування, виконують зовнішнє зварювання всіх швів полотнища по кромках листових елементів, після чого встановлюють котушку на місце монтажу і формують циліндричну поверхню резервуара шляхом розмотування полотнища з котушки з подальшим зварюванням вертикального шва.
Текст
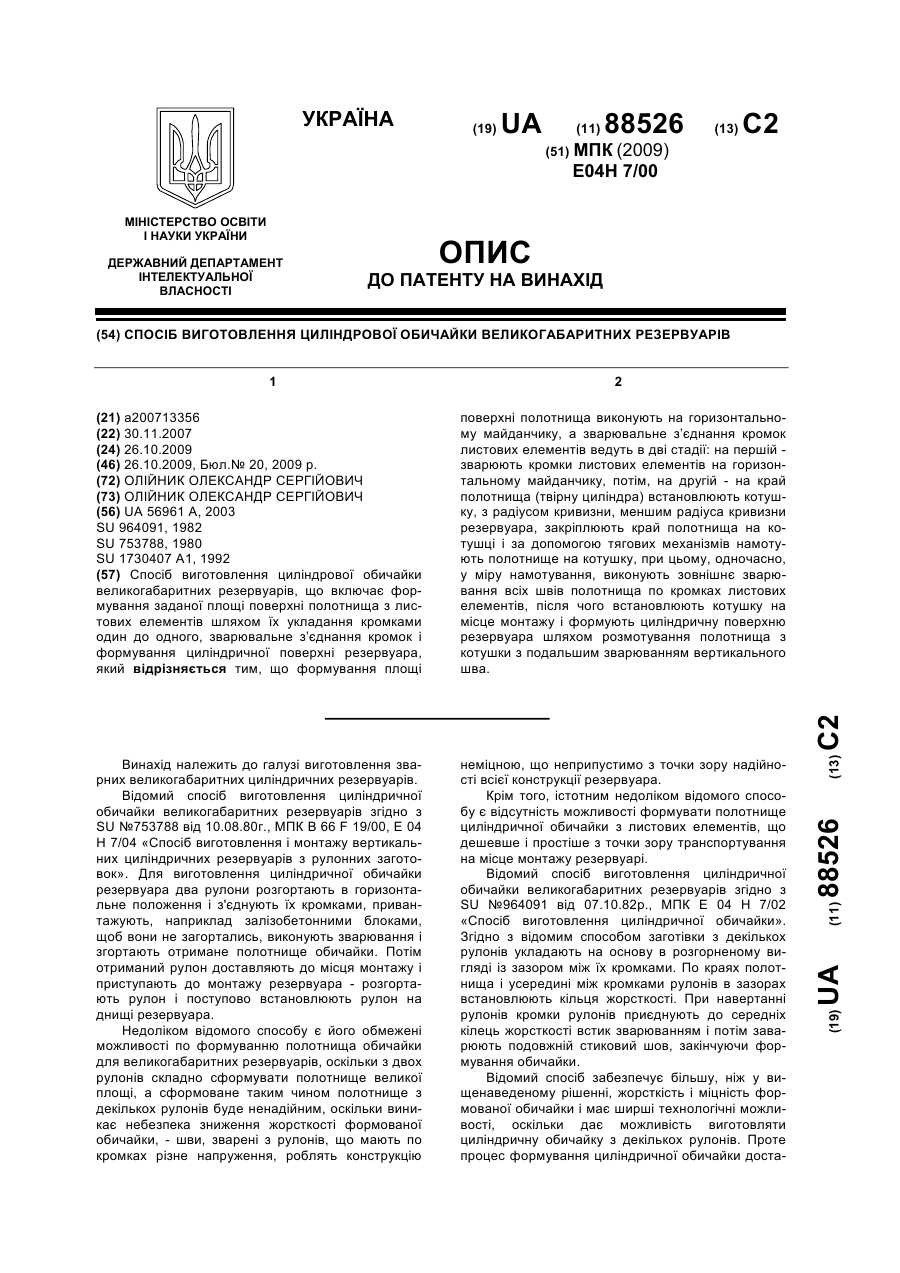
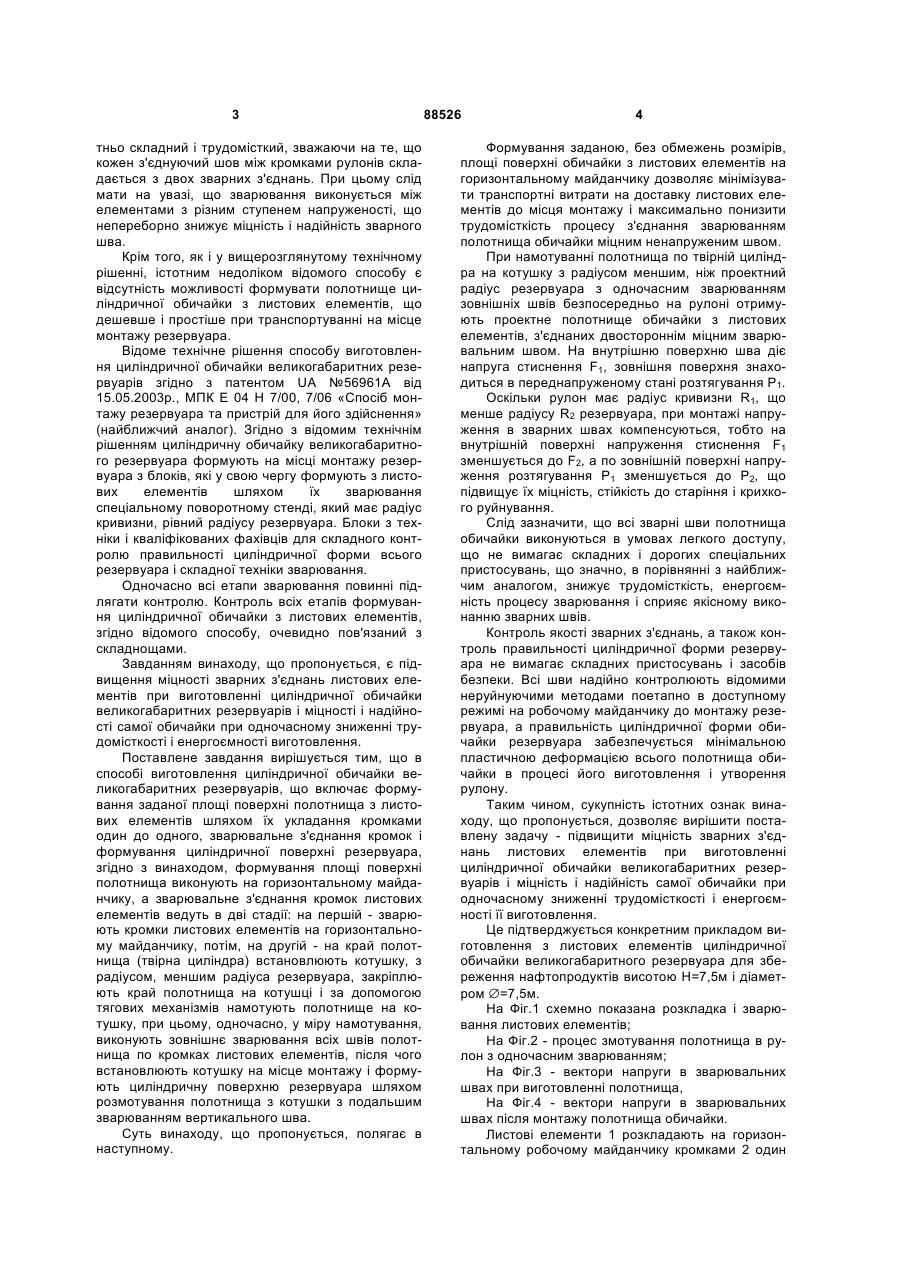
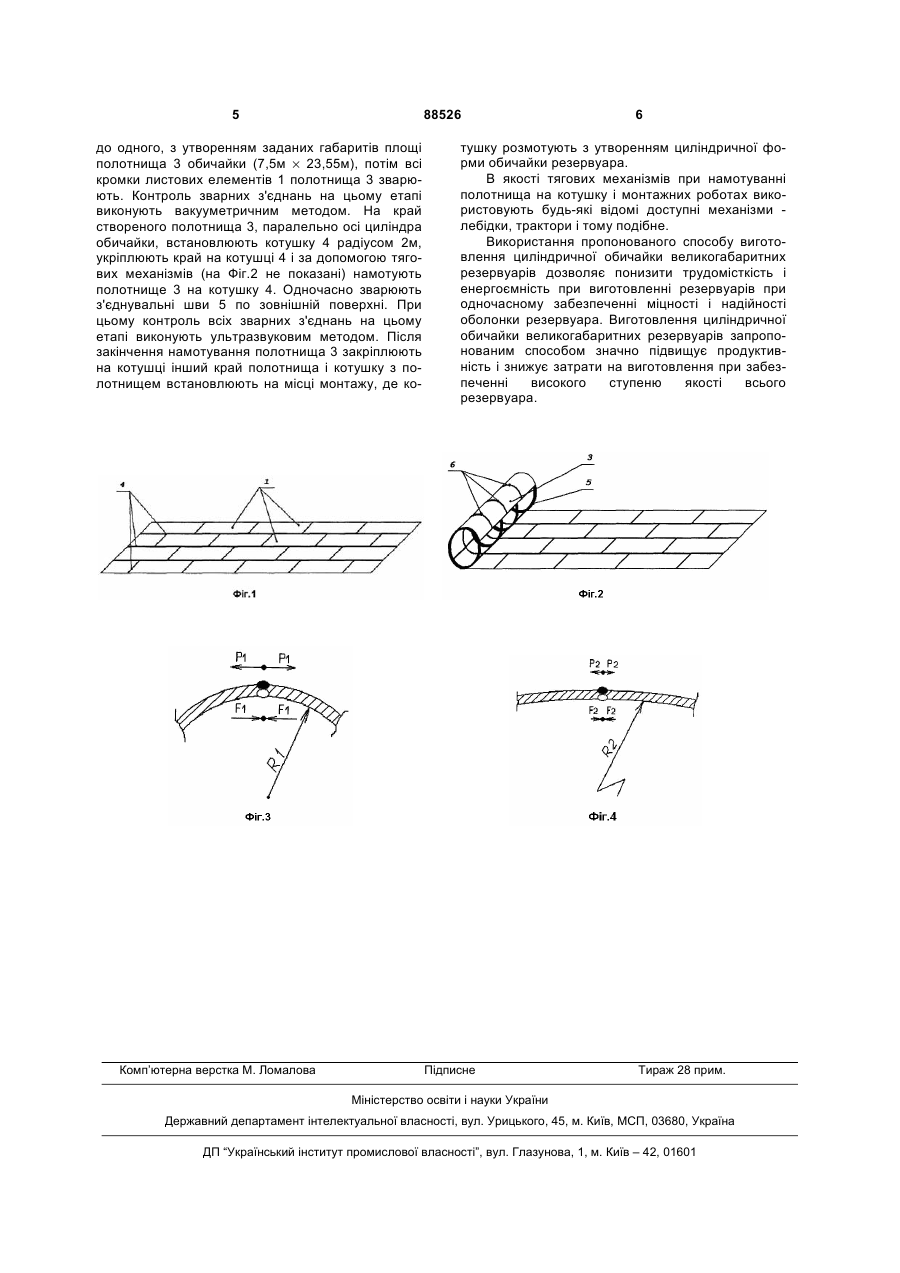
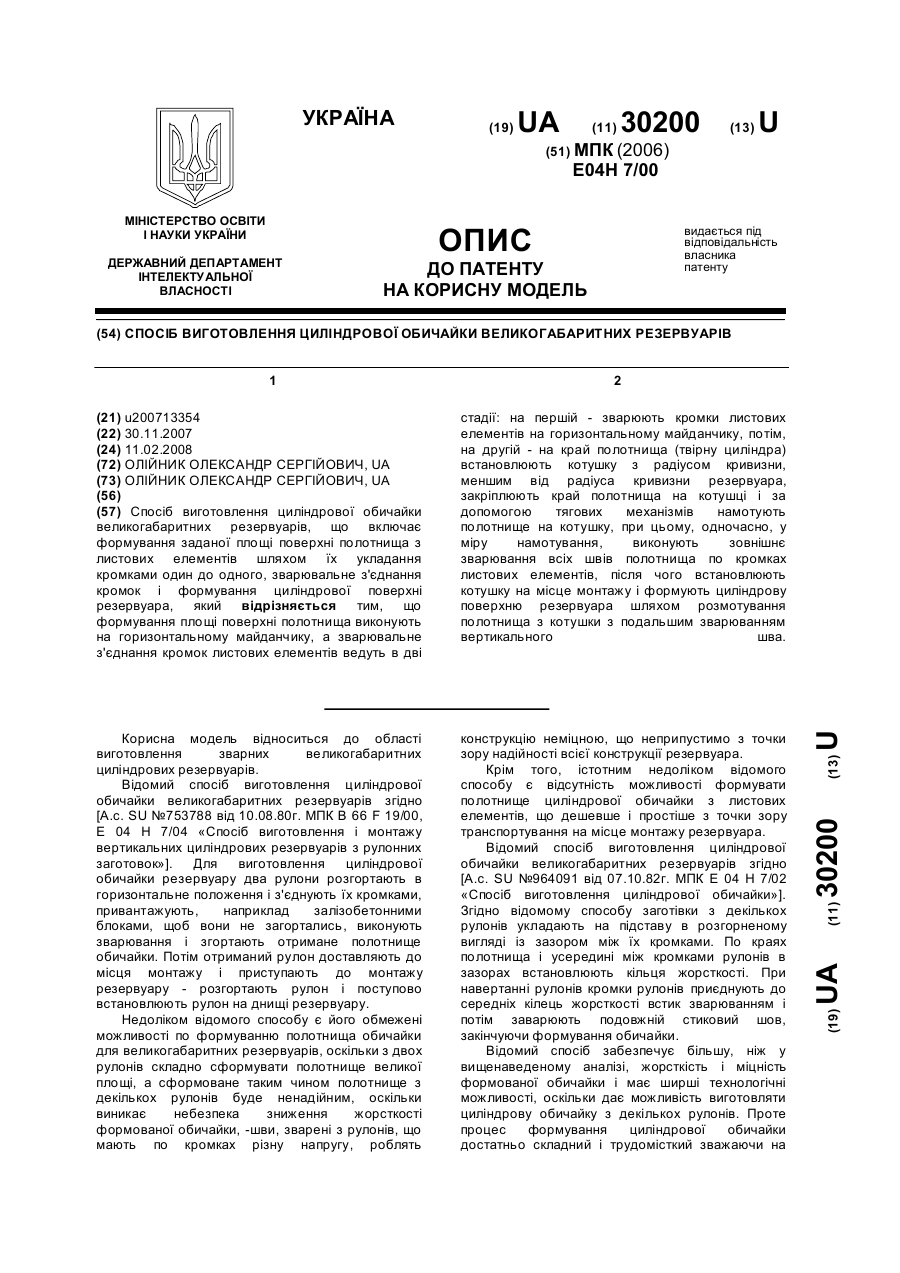
Спосіб виготовлення циліндрової обичайки великогабаритних резервуарів, що включає формування заданої площі поверхні полотнища з листових елементів шляхом їх укладання кромками один до одного, зварювальне з’єднання кромок і формування циліндричної поверхні резервуара, який відрізняється тим, що формування площі 3 тньо складний і трудомісткий, зважаючи на те, що кожен з'єднуючий шов між кромками рулонів складається з двох зварних з'єднань. При цьому слід мати на увазі, що зварювання виконується між елементами з різним ступенем напруженості, що непереборно знижує міцність і надійність зварного шва. Крім того, як і у вищерозглянутому технічному рішенні, істотним недоліком відомого способу є відсутність можливості формувати полотнище циліндричної обичайки з листових елементів, що дешевше і простіше при транспортуванні на місце монтажу резервуара. Відоме технічне рішення способу виготовлення циліндричної обичайки великогабаритних резервуарів згідно з патентом UA №56961A від 15.05.2003р., МПК Е 04 Н 7/00, 7/06 «Спосіб монтажу резервуара та пристрій для його здійснення» (найближчий аналог). Згідно з відомим технічнім рішенням циліндричну обичайку великогабаритного резервуара формують на місці монтажу резервуара з блоків, які у свою чергу формують з листових елементів шляхом їх зварювання спеціальному поворотному стенді, який має радіус кривизни, рівний радіусу резервуара. Блоки з техніки і кваліфікованих фахівців для складного контролю правильності циліндричної форми всього резервуара і складної техніки зварювання. Одночасно всі етапи зварювання повинні підлягати контролю. Контроль всіх етапів формування циліндричної обичайки з листових елементів, згідно відомого способу, очевидно пов'язаний з складнощами. Завданням винаходу, що пропонується, є підвищення міцності зварних з'єднань листових елементів при виготовленні циліндричної обичайки великогабаритних резервуарів і міцності і надійності самої обичайки при одночасному зниженні трудомісткості і енергоємності виготовлення. Поставлене завдання вирішується тим, що в способі виготовлення циліндричної обичайки великогабаритних резервуарів, що включає формування заданої площі поверхні полотнища з листових елементів шляхом їх укладання кромками один до одного, зварювальне з'єднання кромок і формування циліндричної поверхні резервуара, згідно з винаходом, формування площі поверхні полотнища виконують на горизонтальному майданчику, а зварювальне з'єднання кромок листових елементів ведуть в дві стадії: на першій - зварюють кромки листових елементів на горизонтальному майданчику, потім, на другій - на край полотнища (твірна циліндра) встановлюють котушку, з радіусом, меншим радіуса резервуара, закріплюють край полотнища на котушці і за допомогою тягових механізмів намотують полотнище на котушку, при цьому, одночасно, у міру намотування, виконують зовнішнє зварювання всіх швів полотнища по кромках листових елементів, після чого встановлюють котушку на місце монтажу і формують циліндричну поверхню резервуара шляхом розмотування полотнища з котушки з подальшим зварюванням вертикального шва. Суть винаходу, що пропонується, полягає в наступному. 88526 4 Формування заданою, без обмежень розмірів, площі поверхні обичайки з листових елементів на горизонтальному майданчику дозволяє мінімізувати транспортні витрати на доставку листових елементів до місця монтажу і максимально понизити трудомісткість процесу з'єднання зварюванням полотнища обичайки міцним ненапруженим швом. При намотуванні полотнища по твірній циліндра на котушку з радіусом меншим, ніж проектний радіус резервуара з одночасним зварюванням зовнішніх швів безпосередньо на рулоні отримують проектне полотнище обичайки з листових елементів, з'єднаних двостороннім міцним зварювальним швом. На внутрішню поверхню шва діє напруга стиснення F1, зовнішня поверхня знаходиться в переднапруженому стані розтягування Р1. Оскільки рулон має радіус кривизни R1, що менше радіусу R2 резервуара, при монтажі напруження в зварних швах компенсуються, тобто на внутрішній поверхні напруження стиснення F1 зменшується до F2, а по зовнішній поверхні напруження розтягування Р1 зменшується до Р2, що підвищує їх міцність, стійкість до старіння і крихкого руйнування. Слід зазначити, що всі зварні шви полотнища обичайки виконуються в умовах легкого доступу, що не вимагає складних і дорогих спеціальних пристосувань, що значно, в порівнянні з найближчим аналогом, знижує трудомісткість, енергоємність процесу зварювання і сприяє якісному виконанню зварних швів. Контроль якості зварних з'єднань, а також контроль правильності циліндричної форми резервуара не вимагає складних пристосувань і засобів безпеки. Всі шви надійно контролюють відомими неруйнуючими методами поетапно в доступному режимі на робочому майданчику до монтажу резервуара, а правильність циліндричної форми обичайки резервуара забезпечується мінімальною пластичною деформацією всього полотнища обичайки в процесі його виготовлення і утворення рулону. Таким чином, сукупність істотних ознак винаходу, що пропонується, дозволяє вирішити поставлену задачу - підвищити міцність зварних з'єднань листових елементів при виготовленні циліндричної обичайки великогабаритних резервуарів і міцність і надійність самої обичайки при одночасному зниженні трудомісткості і енергоємності її виготовлення. Це підтверджується конкретним прикладом виготовлення з листових елементів циліндричної обичайки великогабаритного резервуара для збереження нафтопродуктів висотою Н=7,5м і діаметром ∅=7,5м. На Фіг.1 схемно показана розкладка і зварювання листових елементів; На Фіг.2 - процес змотування полотнища в рулон з одночасним зварюванням; На Фіг.3 - вектори напруги в зварювальних швах при виготовленні полотнища, На Фіг.4 - вектори напруги в зварювальних швах після монтажу полотнища обичайки. Листові елементи 1 розкладають на горизонтальному робочому майданчику кромками 2 один 5 88526 до одного, з утворенням заданих габаритів площі полотнища 3 обичайки (7,5м × 23,55м), потім всі кромки листових елементів 1 полотнища 3 зварюють. Контроль зварних з'єднань на цьому етапі виконують вакууметричним методом. На край створеного полотнища 3, паралельно осі циліндра обичайки, встановлюють котушку 4 радіусом 2м, укріплюють край на котушці 4 і за допомогою тягових механізмів (на Фіг.2 не показані) намотують полотнище 3 на котушку 4. Одночасно зварюють з'єднувальні шви 5 по зовнішній поверхні. При цьому контроль всіх зварних з'єднань на цьому етапі виконують ультразвуковим методом. Після закінчення намотування полотнища 3 закріплюють на котушці інший край полотнища і котушку з полотнищем встановлюють на місці монтажу, де ко Комп’ютерна верстка М. Ломалова 6 тушку розмотують з утворенням циліндричної форми обичайки резервуара. В якості тягових механізмів при намотуванні полотнища на котушку і монтажних роботах використовують будь-які відомі доступні механізми лебідки, трактори і тому подібне. Використання пропонованого способу виготовлення циліндричної обичайки великогабаритних резервуарів дозволяє понизити трудомісткість і енергоємність при виготовленні резервуарів при одночасному забезпеченні міцності і надійності оболонки резервуара. Виготовлення циліндричної обичайки великогабаритних резервуарів запропонованим способом значно підвищує продуктивність і знижує затрати на виготовлення при забезпеченні високого ступеню якості всього резервуара. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make cylinder rim of large-dimension tanks
Автори англійськоюOliinyk Oleksandr Serhiiovych
Назва патенту російськоюСпособ изготовления цилиндрической обечайки крупногабаритных резервуаров
Автори російськоюОлийник Александр Сергеевич
МПК / Мітки
МПК: E04H 7/00
Мітки: резервуарів, виготовлення, спосіб, обичайки, великогабаритних, циліндрової
Код посилання
<a href="https://ua.patents.su/3-88526-sposib-vigotovlennya-cilindrovo-obichajjki-velikogabaritnikh-rezervuariv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення циліндрової обичайки великогабаритних резервуарів</a>
Спосіб виготовлення циліндрової обичайки великогабаритних резервуарів
Номер патенту: 30200
Опубліковано: 11.02.2008
Автор: Олійник Олександр Сергійович
МПК: E04H 7/00
Мітки: великогабаритних, резервуарів, циліндрової, виготовлення, обичайки, спосіб
Формула / Реферат:
Спосіб виготовлення циліндрової обичайки великогабаритних резервуарів, що включає формування заданої площі поверхні полотнища з листових елементів шляхом їх укладання кромками один до одного, зварювальне з'єднання кромок і формування циліндрової поверхні резервуара, який відрізняється тим, що формування площі поверхні полотнища виконують на горизонтальному майданчику, а зварювальне з'єднання кромок листових елементів ведуть в дві стадії: на...
Спосіб виготовлення металовиробу для з’єднання великогабаритних деталей
Номер патенту: 27209
Опубліковано: 25.10.2007
Автори: Бакум Наталія Миколаївна, Бакум Микола Васильович, Нікітіна Олена Станіславівна, Нікітін Станіслав Петрович
МПК: F16B 35/00
Мітки: виготовлення, з'єднання, великогабаритних, спосіб, металовиробу, деталей
Формула / Реферат:
Спосіб виготовлення металовиробу для з'єднання великогабаритних деталей, який включає виготовлення головки, робочої частини з різьбою та циліндричного хвостовика, який відрізняється тим, що хвостовик металовиробу профілюють під інструмент, яким утримують металовиріб при монтажі.
Пристрій для виготовлення великогабаритних полотнищ
Номер патенту: 15978
Опубліковано: 17.07.2006
Автори: Базалій Віталій Валентинович, Базалій Валентин Петрович, ОВДІЙ ВІКТОР МИКИТОВИЧ
МПК: B23K 37/00, B21B 39/00
Мітки: полотнищ, пристрій, виготовлення, великогабаритних
Формула / Реферат:
1. Пристрій для виготовлення великогабаритних полотнищ, що містить раму, ролики та прилад переміщення, який відрізняється тим, що виконаний у вигляді сукупності стендів: стенда-маніпулятора (укладання листів), стенда створення смуг із окремих листів і їх зберігання та стенда накопичування смуг.2. Пристрій за п. 1, який відрізняється тим, що стенд-маніпулятор (укладання листів) та стенд створення смуг розміщені на рамі послідовно з...
Спосіб виготовлення великогабаритних деталей методом зварювання тиском
Номер патенту: 10432
Опубліковано: 15.11.2005
Автори: Жартовський Олександр Володимирович, Семенов Валентин Михайлович, Кривунь Валентина Степанівна
МПК: B23K 20/02
Мітки: виготовлення, зварювання, спосіб, великогабаритних, тиском, методом, деталей
Формула / Реферат:
Спосіб виготовлення великогабаритних деталей методом зварювання тиском, що включає механічну обробку поверхонь, що з'єднуються, з виготовленням крайок під зварювання, зборку і зварювання заготовки під кування, нагрівання під кування, кування, термічну обробку і наступну механічну обробку, який відрізняється тим, що на поверхні, які з'єднуються, перед зборкою під зварювання наносять шар дисперсних хімічних речовин, висушують шар, після чого...
Сплав для виготовлення великогабаритних лопаток газових турбін
Номер патенту: 48317
Опубліковано: 15.08.2002
Автори: Петрик Ігор Андрійович, Коваль Анатолій Данилович, Андрієнко Анатолій Георгійович, Гайдук Сергій Валентинович, Шмирко Віра Іванівна, Санчугов Євгеній Львович, Михайлов Сергій Борисович, Гайдук Ганна Валентинівна, Скляревська Вікторія Миколаївна
МПК: C22C 19/03, C22C 19/05
Мітки: сплав, великогабаритних, турбін, газових, лопаток, виготовлення
Формула / Реферат:
Сплав для виготовлення великогабаритних лопаток газових турбін на основі нікелю, що містить вуглець, хром, алюміній, титан, вольфрам, молібден, ніобій, марганець, залізо, цирконій, бор, кремній, який відрізняється тим, що сплав містить вказані компоненти в такому співвідношенні, мас. %: вуглець 0,10 - 0,20 хром 14,0 -18,0 алюміній 1,0-1,5 ...
Попередній патент: Планарна емісійна система для кольорового кінескопа
Наступний патент: Спосіб виробництва катанки на безперервному дротовому стані
Випадковий патент: Високовольтний конденсатор