Спосіб виробництва катанки на безперервному дротовому стані
Номер патенту: 88527
Опубліковано: 26.10.2009
Автори: Токмаков Павло Вадимович, Жучков Сергій Михайлович, Колосов Борис Миколайович, Горбаньов Аркадій Олексійович
Формула / Реферат
1. Спосіб виробництва катанки на безперервному дротовому стані, що включає нагрівання заготовок у методичній нагрівальній печі до температури 1050...1150 °С, наступну прокатку із чергуванням напрямку обтиснення на 90° у чорновій, проміжних і чистових групах клітей блокового типу, водяне охолодження поверхні розкату перед і після чистової групи клітей блокового типу з одержанням перед наступним повітряним охолодженням на роликовому транспортері катанки з температурою поверхні, рівною 750...1050 °С, який відрізняється тим, що в чистовій групі клітей блокового типу здійснюють додаткове ступеневе водяне охолодження поверхні розкату, причому це охолодження здійснюють у лініях водяного охолодження, довжина яких пропорційна максимальній швидкості прокатки на стані і становить на першому й другому ступені 0,08·Vмах і 0,07·Vмах відповідно, при тиску охолоджуючої води 10...12 бар, при цьому температуру поверхні розкату після додаткового ступеневого водяного охолодження на першому ступені підтримують рівною 670...680 °С, а на другому - 520...530 °С.
2. Спосіб за п. 1, який відрізняється тим, що додаткове ступеневе водяне охолодження поверхні розкату здійснюють із числом ступенів, рівним щонайменше двом.
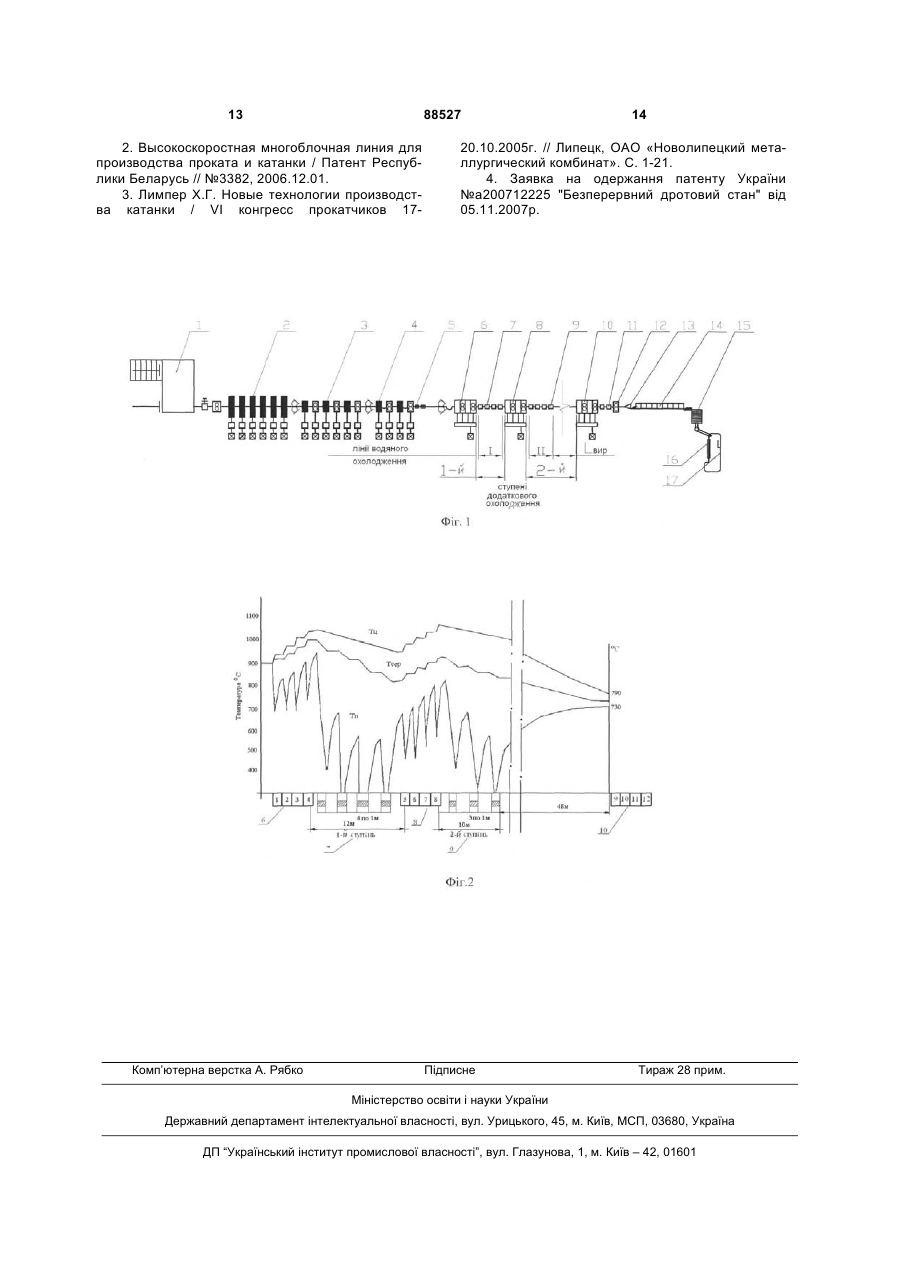
Текст
1. Спосіб виробництва катанки на безперервному дротовому стані, що включає нагрівання заготовок у методичній нагрівальній печі до температури 1050...1150°С, наступну прокатку із чергуванням напрямку обтиснення на 90° у чорно C2 2 (19) 1 3 що нормалізує, і термомеханічної обробки дозволяє поліпшити структуру й механічні властивості при подальшій переробці катанки. Для розширення можливостей керування якістю катанки діапазон можливих температур кінця прокатки повинен становити 750...1050°С при швидкості прокатки близько 100м/с. У цей час на станах із традиційним компонуванням устаткування (десятиклітьові блоки й лінії Стелмор) у зв'язку з інтенсивним розігрівом розкату за рахунок тепла деформації при високих швидкостях температура кінця прокатки становить 1050...1100°С. При збільшенні швидкості прокатки внаслідок більшого виділення тепла пластичної деформації вплив температури нагрівання заготовок (зниження температури) на Тк.пр знижується. Тому при швидкостях 100...150м/с для зниження температури кінця прокатки до 750...800°С потрібне значне зниження Т0 й відповідне посилення привідних ліній перших клітей, тому цей шлях впливу на Тк.пр не оптимальний. У цей час попит на катанку з вуглецевих сталей менше, ніж забезпечує продуктивність існуючих станів. Тому для підвищення конкурентноздатності й поліпшення збуту готової продукції розвиток технології виробництва катанки відбувається в напрямку поліпшення техніко-економічних показників її виробництва, підвищення якості й розширення марочного й розмірного сортаменту продукції. У зв'язку із цим розробка нових технологічних режимів прокатки й охолодження на безперервних високошвидкісних дротових станах, призначених для виробництва катанки з підвищеним комплексом показників якості, що забезпечує її збут при надлишку продукції на ринку металопродукції актуальна. Відомий спосіб виробництва катанки на безперервному дротовому стані, що включає нагрівання заготовок у методичній нагрівальній печі до температури 1050...1150°С, наступну прокатку із чергуванням напрямку обтиснення на 90° у чорновій, проміжних і чистових групах клітей блокового типу, водяне охолодження поверхні розкату перед і після чистової групи клітей блокового типу з одержанням перед наступним повітряним охолодженням на роликовому транспортері катанки з температурою поверхні, рівною 750..1050°С, і наступне повітряне охолодження катанки на роликовому транспортері. Цей спосіб реалізований на стані 150 Макіївського металургійного комбінату (МакМК) при високошвидкісній прокатці катанки діаметром 5,5... 12 мм, з вуглецевих і легованих сталей у мотках масою до 2т із заготовки 150x150мм довжиною до 10м [1]. Технологічна лінія стана включає нагрівальну піч із крокуючим подом, безперервні чорнові й першу проміжні групи, що прокочують заготовки у дві нитки, однониткові другі проміжні групи, десятиклітьові блоки чистових клітей із секціями охолодження розкату до, усередині й після них, низькотемпературні двоклітьові блоки клітей, лінії водяного охолодження катанки, трайбапарати, виткоутворювачі, рольганги із кришками для охо 88527 4 лодження витків катанки, виткозбірники, устаткування для підпресування й обробки мотків готової продукції. Недолік відомого способу полягає в тому, що при безперервній прокатці в десяти клітях з невеликими міжклітьовими проміжками розігрів металу, що прокочують, приводить до великого градієнта температури між центром перетину й поверхнею розкату. Це приводить до збільшення нерівномірності мікроструктури по перетину катанки й погіршенню механічних властивостей готової продукції. Так, при прокатці катанки діаметром 5,5мм зі сталі 75 зі швидкістю 94м/с на стані 150 МакМК розрахунковий градієнт температур між поверхнею й центром катанки склав 270°С після десятиклітьового блоку. Після низькотемпературного блоку різниця температур знизилася й склала 110°С. Однак ця величина вище рекомендованого градієнта в 50...70°С для одержання високоякісної катанки. За прототип прийнятий спосіб виробництва катанки на безперервному дротовому стані, що включає нагрівання заготовок у методичній нагрівальній печі до температури 1050...1150°С, наступну прокатку із чергуванням напрямку обтиснення на 90° у чорновій, проміжних і чистових групах клітей блокового типу, водяне охолодження поверхні розкату перед і після чистової групи клітей блокового типу з одержанням перед наступним повітряним охолодженням на роликовому транспортері катанки з температурою поверхні, рівною 750...1050°С і градієнтом температури по її перетину, рівним 50...70°С, і наступне повітряне охолодження катанки на роликовому транспортері [2]. Цей спосіб реалізований на стані 150 Білоруського металургійного заводу, що виробляє катанку діаметром 4,5...22мм із заготовки 140x140мм довжиною до 12м у мотках масою до 2т з вуглецевих і легованих марок сталей зі швидкістю до 120м/с. При його реалізації нагрівання заготовок здійснюють у печі із крокуючим подом до температури 1050...1150°С, наступну прокатку із чергуванням обтиснення на 90° у чорновій, двох проміжних групах клітей, прокатку у двоклітьовому, десятиклітьовому і наступному чотириклітьовому редукційно-калібрувальному блоці, із чергуванням обтиснення на 90°, охолодження поверхні розкату перед і після чистових груп клітей блокового типу з одержанням перед наступним повітряним охолодженням на роликовому транспортері катанки з температурою поверхні, рівною 750...1050°С. Недоліком прототипу є обмежені можливості вирівнювання температури розкату по його перетину після охолодження поверхні. Це приводить до нерівномірності температурного поля розкату й одержанню неоднакових структур по перетину катанки, що знижує її технологічність при подальшій переробці. Це обумовлено тим, що при безперервній прокатці в десяти клітях з невеликими міжклітьовими проміжками деформаційний розігрів металу, що прокочують, приводить до великого градієнта температур між центром перетину й поверхнею розкату. Зазначений градієнт температур досягає 300°С. При цьому збільшується нерівномірність мікроструктури й механічних властивостей готової продукції (катанки). Крім того, висока тем 5 пература кінця прокатки після десятиклітьового блоку -1000...1100°С не дозволяє понизити температуру прокатки в редукційно-калібрувальному блоці, за рахунок охолодження в другому ступені до 750°С. Це, у свою чергу, не дозволяє організувати контрольовану прокатку й термомеханічну обробку вуглецевих і легованих марок сталей. Зі збільшенням швидкості прокатки градієнт температури між поверхнею й центром катанки буде ще більше збільшуватися. Разом з тим, як показали результати досліджень, для одержання високоякісної катанки з рівномірною структурою по перетину градієнт температури між поверхнею й центром катанки не повинен перевищувати 50...70°С. Завдання, розв'язуване винаходом, полягає в створенні нового способу виробництва катанки на безперервному дротовому стані компактної конструкції, що забезпечує можливість організації термомеханічної обробки катанки в технологічному потоці стана за рахунок прокатки в діапазоні температур 750...1050°С із градієнтом температури по перетину розкату на виході зі стана рівним 50...70°С, що забезпечить підвищення споживчих властивостей готової продукції. Технічний результат, що досягається при використанні винаходу, полягає в підвищенні показників якості катанки внаслідок забезпечення її рівномірної мікроструктури й механічних властивостей за рахунок реалізації нового способу виробництва із параметрами деформаційнотермічної обробки, що заявляються, що забезпечує при відповідній дрібності деформації в компактній конструкції стана створення умов для вирівнювання температури по перетину розкату. Вирішення поставленого завдання забезпечується тим, що в способі виробництва катанки на безперервному дротовому стані, що включає нагрівання заготовок у методичній нагрівальній печі до температури 1050...1150°С, наступну прокатку із чергуванням напрямку обтиснення на 90° у чорновій, проміжних і чистових групах клітей блокового типу, водяне охолодження поверхні розкату перед і після чистової групи клітей блокового типу з одержанням перед наступним повітряним охолодженням на роликовому транспортері катанки з температурою поверхні, рівною 750...1050°С, і наступне повітряне охолодження катанки на роликовому транспортері, у чистовій групі клітей блокового типу здійснюють додаткове ступеневе водяне охолодження поверхні розкату, при чому це охолодження здійснюють із числом ступенів рівним не менш двох; а також тим, що температуру поверхні розкату після додаткового ступеневого водяного охолодження на першому ступені в чистовій групі клітей блокового типу підтримують рівною 670...680°С, а на другому ступені - 520...530°С; а також тим, що додаткове водяне охолодження поверхні розкату здійснюють у лініях водяного охолодження, довжина яких пропорційна максимальній швидкості прокатки на стані; а також тим, що довжина ліній додаткового ступеневого водяного охолодження поверхні розкату становить на першому й другому ступені, відповідно, 0,08Vмax і 0,07Vмax при тиску охолоджуючої води 10...12 бар. 88527 6 Порівняння із прототипом показує, що спосіб прокатки на безперервному дротовому стані, що заявляється, відрізняється тим, що в чистовій групі клітей блокового типу здійснюють додаткове ступеневе водяне охолодження поверхні розкату, при чому це охолодження здійснюють із числом ступенів рівним не менш двох; а також тим, що температуру поверхні розкату після додаткового ступеневого водяного охолодження на першому ступені в чистовій групі клітей блокового типу підтримують рівною 670...680°С, а на другому ступені 520...530°С; а також тим, що додаткове водяне охолодження поверхні розкату здійснюють у лініях водяного охолодження, довжина яких пропорційна максимальній швидкості прокатки на стані; а також тим, що довжина ліній додаткового ступеневого водяного охолодження поверхні розкату становить на першому й другому ступені, відповідно, 0,08VMax і 0,07VMax при тиску охолоджуючої води 10...12 бар. Отже, спосіб прокатки на безперервному дротовому стані, що заявляється, відповідає критерію «новизна». Порівняння способу, що заявляється, з іншими технічними рішеннями показало, що відомий спосіб прокатки катанки з вуглецевих і легованих марок сталей Ø5,5...22мм на дротовому стані заводу Acominas (Бразилія), чистова група якого включає восьмиклітьовий блок і чотириклітьовий редукційно-калібрувальний блок, між якими розташований петлеутворювач, що створює петлю довжиною 130м. Довжина ділянки вирівнювання температури по перетину катанки після секцій водяного охолодження за восьмиклітьовим блоком на цьому стані становить 100м [3]. Робоча швидкість прокатки на стані становить 120м/с, розрахункова - 140м/с. У процесі виробництва катанки на цьому стані при проходженні петлі розкат охолоджується до 750°С і в редукційно-калібрувальному блоці, здійснюється термомеханічна обробка при градієнті температури по перетину розкату 50°С. Це дозволило підвищити технологічність переробки катанки з легованих марок сталі. Відомий спосіб забезпечує вирішення технічного завдання, поставленого в технічному рішенні, що заявляється, - можливість організації термомеханічної обробки катанки в потоці стана за рахунок прокатки в діапазоні температур 750...1050°С із градієнтом температури по перетину 50...70°С. Однак здійснення такої технології зв'язано зі складною технологічною операцією - петлеутворюванням на швидкості близько 100м/с, основним недоліком якого є руйнуючі удари в проводки при проходженні заднього кінця розкату, а також з невиправданим збільшенням довжини ділянки вирівнювання температури розкату по перетину до 100м, що приводить до збільшення маси устаткування й габаритів робочої площадки хвостової частини стана. Спосіб прокатки на безперервному дротовому стані, що заявляється, не має недоліків зазначеного технічного рішення й забезпечує вирішення поставленого завдання - можливість організації термомеханічної обробки катанки в технологічному потоці стана за рахунок прокатки в діапазоні температур 750...1050°С із градієнтом температури по 7 перетину катанки на виході зі стана, рівним 50...70°С, без організації петлеутворення на швидкості близько 100м/с, від якого у свій час відмовилися при переході на прокатку в чистових клітях блокового типу. У технічному рішенні, що заявляється, це завдання вирішене в умовах стана нової компактної конструкції із клітями блокового типу, у якому відсутня необхідність організації петлеутворення на швидкості близько 100м/с, що сприяє стабілізації процесу виробництва катанки. Зазначена обставина забезпечує способу, що заявляється, відповідність критерію «винахідницький рівень». Винахід пояснюється кресленням, де на Фіг.1 представлена схема розташування устаткування безперервного дротового стана для реалізації заявленого способу прокатки, а на Фіг.2 наведений розрахунковий графік зміни температурного поля розкату по довжині хвостової частини стана при прокатці за схемою 4+4+4 катанки діаметром 6,5мм зі сталі У8 зі швидкістю 150м/с і температурою нагрівання заготовок під прокатку, Т0=900°С. Тут Тц, Тп і Тср - температура центра перетину розкату, його поверхні й середньомасова температура, відповідно. Спосіб здійснюється таким чином. Вихідні заготовки нагрівають у методичній нагрівальній печі 1 до температури 1050...1150°С і прокочують із чергуванням напрямку обтиснення на 90° у чорновій 2, проміжних 3, 4 і чистових 6, 8, 10 групах клітей блокового типу. Перед і після прокатки в чистовій групі клітей блокового типу 6, 8, 10 здійснюють водяне охолодження поверхні розкату в охолоджуючих секціях 5 і 11. Після прокатки в чистовій групі клітей блокового типу 6, 8, 10 і водяного охолодження поверхні розкату в охолоджуючих секціях 5 і 11 забезпечують одержання катанки з температурою поверхні, рівною 750...1050°С. Після цього здійснюють повітряне охолодження катанки на роликовому транспортері 14. При цьому в чистовій групі клітей блокового типу здійснюють додаткове ступеневе водяне охолодження поверхні розкату в охолоджуючих секціях 7 і 9. Число ступенів додаткового водяного охолодження поверхні розкату повинне становити не менш двох. Це забезпечується наявністю охолоджуючих секцій 7 і 9. Температуру поверхні розкату після додаткового ступеневого водяного охолодження на першому ступені після охолоджуючої секції 7 чистової групи клітей блокового типу підтримують рівною 670...680°С, а на другому ступені після охолоджуючої секції 9 - 520...530°С. Це забезпечує потрібне переохолодження, необхідне для фазових перетворень у металі й попереджає утворення бейнітної структури в катанці, що знижує її технологічність при переробці. Якщо температура поверхні розкату після додаткового ступеневого водяного охолодження на першому ступені після охолоджуючої секції 7 чистової групи клітей блокового типу буде більше 680°С, то не буде досягнуте потрібне переохолодження, необхідне для фазових перетворень у металі. Менша 670°С температура поверхні розкату потребує необгрунтованого подовження технологічної лінії стана. Зниження температури повер 88527 8 хні розкату після другого щабля додаткового ступеневого водяного охолодження нижче рівня 520°С приведе до утворення бейнітної структури, що знизить технологічність катанки при переробці. Підвищення температури поверхні вище рівня 530°С не забезпечить заданий градієнт температури на вході розкату в редукційно-калібрувальний блок, що приведе до збільшення цього градієнта на виході із блоку більше необхідного діапазону його зміни. Для реалізації зазначеного температурнодеформаційного режиму прокатки, що забезпечує необхідний градієнт температури між поверхнею й центром катанки, що не перевищує 50...70°С, і сприяє формуванню рівномірної структури по перетину катанки, додаткове водяне охолодження поверхні розкату здійснюють у лініях водяного охолодження 7 і 9, довжина яких пропорційна максимальній швидкості прокатки Vмax на стані. Довжини ліній додаткового ступеневого водяного охолодження поверхні розкату на першому 7 і другому 9 ступенях, становлять відповідно, 0,08Vмax і 0,07Vмax при тиску охолоджуючої води 10...12 бар. Менша довжина цих ліній і менший 10 бар тиск охолоджуючої води не забезпечать необхідний теплозйом з поверхні катанки, що не дозволить відбутися фазовим перетворенням у металі. Більша довжина цих ліній і більший 12 бар тиск охолоджуючої води приведуть до подовження технологічної лінії стана й ускладнення системи подачі охолоджуючої води. Таким чином, реалізація способу виробництва катанки на безперервному дротовому стані компактної конструкції, що заявляється, забезпечує вирішення поставленого винаходом завдання - організації термомеханічної обробки катанки в технологічному потоці стана за рахунок прокатки в діапазоні температур 750...1050°С із градієнтом температури по перетину розкату на виході зі стана рівним 50...70°С. Це підвищує споживчі властивості готової продукції - високоякісної катанки, за рахунок одержання рівномірної структури металу по перетину. Приклад конкретної реалізації. Безперервний дротовий стан, на якому може бути реалізований спосіб прокатки, що заявляється, призначений для прокатки катанки й сортового прокату Ø4,5...22мм із заготовки перетином 150x150мм довжиною до 10м вуглецевих і низьколегованих сталей у мотках масою до 2,5т. Стан однонитковий, максимальна розрахункова швидкість прокатки 150м/с. Технологічна лінія безперервного дротового стана для високошвидкісної прокатки катанки, на якому реалізується спосіб, що заявляється, включає наступне основне технологічне устаткування - методичну піч із крокуючим подом, чорнову групу клітей, першу проміжну групу клітей і другу проміжну групу клітей блокового типу, ступінь попереднього водяного охолодження розкату, перший чотириклітьовий блок, перший ступінь додаткового водяного охолодження розкату, другий чотириклітьовий блок, другий ступінь додаткового водяного охолодження розкату, чотириклітьовий редукційно-калібрувальний блок, ступінь кінцевого водяного охолодження катанки, 9 трайбапарат, виткоутворювач, рольганг із кришками для регульованого повітряного охолодження витків катанки, виткозбірник, крюковий конвеєр і устаткування для обробки, контролю й складування готової продукції [4]. Із завантажувальної решітки заготовки направляють у методичну нагрівальну піч 1, у якій нагрівають до температури 1050...1150°С залежно від марки сталі. Прокатку послідовно здійснюють у чорновій групі клітей 2 (6 клітей дуо з діаметром валків 670...560мм і довжиною бочки 700мм), першій проміжній групі 3 (6 клітей блокового типу з діаметром валкових шайб 420...360мм), другій проміжній групі 4 (4 кліті блокового типу з діаметром валкових шайб 330...280мм) із чергуванням обтиснення на 90°. Після прокатки в чорновій і проміжній групах стана одержують розкат Ø17...30мм із температурою порядку 1000...1050°С. Попереднє охолодження розкату перед чистовою групою стана здійснюють на ділянці 5 довжиною 36м у двох секціях довжиною по 2м водою тиском 10...12 бар. Після охолодження й вирівнювання температури по перетину в чистову групу задають розкат Ø17...30мм із температурою 880...900°С для всього марочного сортаменту. Наступну прокатку здійснюють у чистовій групі стана, що складається із трьох міні-блоків з діаметром валкових шайб 215...190 мм, 170...150 мм і 230...205 мм відповідно. Після прокатки в першому міні-блоці 6 розкат Ø12...28мм (для всього розмірного сортаменту стана) надходить на перший ступінь додаткового водяного охолодження 7 довжиною 12м, на якому охолоджується до температури 670...680°С для всього сортаменту. Кількість секцій на першому ступені пропорційно максимальній швидкості прокатки й дорівнює чотирьом. Якщо секцій буде менше, те не буде досягнута необхідна температура 675±5°С, тобто не буде досягнуте потрібне переохолодження, необхідне для фазових перетворень у металі, більша кількість секцій приведе до необгрунтованого подовження технологічної лінії стана. Експериментально доведено, що секції довжиною не більше 1м більш технологічні й ефективні. Тиск охолоджуючої води 10...12 бар є стандартним для станів останніх поколінь, на яких виробляється високоякісна продукція. Потім розкат Ø12...28мм, отриманий після прокатки в першому мініблоці з температурою поверхні 670...680°С, прокатують у другому мініблоці 8 чистової групи стана. Після прокатки в ньому одержують розкат 07...25мм (для всього розмірного сортаменту стана). Цей розкат надходить на другий ступінь водяного охолодження й вирівнювання температури по перетину, розташований за другим мініблоком. Кількість секцій на другому ступені пропорційна максимальній швидкості прокатки й дорівнює трьом. Довжина секції - 1м, тиск охолоджуючої води - 10...12 бар. Довжина ділянки для вирівнювання температури по перетину розкату від останньої секції охолодження до входу в редукційно-калібрувальний блок клітей чистової групи Lвир=0,32Умах, де Умах - максимальна шви 88527 10 дкість прокатки на стані. Довжина цієї ділянки становить 48м і є мінімальною для одержання заданого градієнта температури по перетину розкату в 50...70°С при швидкості прокатки 150м/с. Збільшення довжини ділянки не приведе до значного зниження градієнта температури, а тільки необгрунтовано збільшить довжину технологічної лінії стана. Температура поверхні розкату після додаткового водяного охолодження на другому ступені підтримується рівною 520...530°С, що забезпечує повне проходження фазових перетворень у вуглецевих і низьколегованих сталях. Зниження температури нижче рівня 525±5°С приведе до утворення бейнітної структури, що знизить технологічність катанки при переробці. Підвищення температури поверхні вище рівня 525±5°С не забезпечить заданий градієнт температури на вході розкату в редукційно-калібрувальний блок. Розкат Ø7...25мм, отриманий після прокатки в другому мініблоці, із середньомасовою температурою порядку 750°С прокочують у редукційнокалібрувальному блоці (РКБ) 10. Після прокатки в редукційно-калібрувальному блоці одержують готовий прокат Ø4,5...22мм, що надходить на ділянку водяного охолодження 11, довжиною 6м, на якому, якщо буде потреба, роблять більш глибоке охолодження, наприклад, арматурного прокату періодичного профілю. Катанка й сортовий прокат після прокатки в чистовій групі стана за допомогою трайбапарата 12 передаються до виткоутворювача 13, з допомогою якого витки у вигляді плоскої спіралі укладаються на роликовий транспортер із кришками 14, де в процесі переміщення піддаються регульованому повітряному охолодженню, надходять у виткозбірник 15, де з них формуються мотки готової продукції, які потім за допомогою крюкового конвеєра 16 передаються на інспекторський стелаж 17 для підпресування, ув'язування, контролю, маркування й наступного транспортування на склад готової продукції. Використання способу прокатки на безперервному дротовому стані, що заявляється, дозволяє регулювати температуру кінця прокатки в межах 750...1050°С при градієнті температури по перетину - 60°С. Це дає можливість організації термомеханічної обробки катанки при прокатці в редукційно-калібрувальному блоці. Створення умов для підвищення рівномірності температури по перетину катанки за рахунок ступеневого процесу прокатки, охолодження й витримки дозволяють реалізувати нову технологію на невеликих площах без використання петлеутворення - процесу нераціонального при швидкостях прокатки 150м/с і більше. Можливість вирішення поставленого в дійсному технічному рішенні завдання, обґрунтована результатами аналітичних і експериментальних досліджень, виконаних в Інституті чорної металургії НАН України. Тут була створена математична теплофізична модель процесу високошвидкісної прокатки катанки. Вона включає три диференціальних рівняння теплопровідності для металу, шару окалини й валка. Система рівнянь була вирішена кінцево-різницевим способом методом прогону. 11 Особливості процесу високошвидкісної прокатки були враховані при виборі граничних умов. Використання розробленої математичної моделі дозволяє визначити температурне поле розкату: температуру центра перетину розкату Тц, поверхні Тп і середньомасову температуру Тср. - ця модель була перевірена в промислових умовах на сучасних дротових станах 150 Макіївського і Білоруського металургійних заводів. Відповідність моделі реальному процесу прокатки на цих станах визначали загальноприйнятим способом - вимірювали температуру поверхні розкату на певній відстані від кліті й для цього перетину розраховували температурне поле розкату, у тому числі температуру поверхні з урахуванням вирівнювання температури на цій ділянці. Порівняння показало, що середньоквадратичне відхилення розрахункових величин від обмірюваних не перевищувало 10°С. Тобто з імовірністю 0,95 погрішність розрахунку становила ±20°С. На Фіг.2 представлені окремі результати досліджень, виконаних за допомогою цієї моделі. Зокрема, представлена зміна температурного поля розкату по довжині хвостової частини стана при прокатці катанки Ø6,5мм зі сталі У8 при температурі металу на вході в перший мініблок 900°С зі швидкістю прокатки 150м/с. Після прокатки в першому мініблоці середньомасова температура Тср розкату за рахунок тепла деформаційного розігріву підвищується до величини порядку 980°С, при цьому температура поверхні катанки Тп становить близько 920°С, а температура центра перетину розкату Тц збільшується до 1030°С після проходження першого ступеня охолодження й вирівнювання температури по перетину катанки, розташованого за цим мініблоком, температура розкату знижується. Так, температура поверхні катанки Тп знизилася до 675°С, температура центра перетину розкату Тц - до 960°С, а середньомасова температура Тср розкату знизилася до 820°С. Після прокатки в другому мініблоці середньомасова температура Тср розкату за рахунок тепла деформаційного розігріву склала порядку 900°С, при цьому температура поверхні катанки Тп склала 800°С, а температура центра перетину розкату Тц 1050°С. При цьому різниця між Тп і Тц склала близько 250°С. Однак після проходження другого ступеня охолодження й вирівнювання температури по перетину катанки, розташованого за другим мініблоком, температури Тп, Тц і Тср склали відповідно 730°С, 790°С і 750°С. При цьому різниця між Тп і Тц склала 60°С, таким чином, величина градієнта температури розкату по перетину перед прокаткою в редукційно-калібрувальному блоці становить 60°С. Інтенсивний ріст температури на безперервному стані попереджається за рахунок наявності ділянок охолодження й вирівнювання температури, довжини яких і параметри технології встановлені на підставі результатів досліджень. Варто помітити, що при заданих деформаційних параметрах прокатки й марочному сортаменті готової продукції найбільший вплив на зміну температурного поля розкату має швидкість деформації, що 88527 12 залежить від швидкості прокатки. Тому в технічному рішенні, що заявляється, довжина ліній охолодження в кожному ступені пропорційна максимальній швидкості прокатки на стані. Як показали дослідження, температуру поверхні розкату після додаткового ступеневого охолодження на першому ступені в чистовій групі блокового типу варто підтримувати на рівні 675°С, на другому ступені 525°С, при цьому досягнення поставленого завдання - забезпечення градієнта температури по перетину розкату перед редукційнокалібрувальним блоком в 50-70°С досягається за рахунок вирівнювання температур на останньому ступені, у зв'язку із чим довжина ділянки для вирівнювання температури по перетину розкату від останньої секції охолодження до входу в редукційно-калібрувальний блок клітей чистової групи також пропорційна максимальній швидкості прокатки на стані й повинна бути рівною 0,32Vмax, де Vмax максимальна швидкість прокатки на стані. Можливість керування температурою кінця прокатки в межах 750...1050°С дозволяє організувати на стані термомеханічну обробку катанки. Так, прокатка катанки для канатів і металокорду зі сталі 85, 90 при температурі 790...820°С забезпечує підвищення пластичних властивостей і їх рівномірність по довжині розкату, при цьому виключається невиконання вимог стандартів по величині відносного звуження, характерне для інших станів. Дослідження показали, що в мікроструктурі катанки з вуглецевих і низьколегованих сталей відсутня структура бейніта, що підвищує технологічність катанки при переробці. У результаті використання технічного рішення, що заявляється, забезпечується підвищення показників якості катанки - рівномірності мікроструктури й механічних властивостей. Крім того, за рахунок реалізації нової технології прокатки й охолодження, що збільшує дрібність деформації й створення умов для вирівнювання температури по перетину катанки, забезпечується одержання катанки високої точності з відхиленнями розмірів по діаметру не більше ±0,05мм і овальності в 60% сумарного поля допусків. У порівнянні зі станами, побудованими в останні роки провідною фірмою CMC і встановленими в Китаї і Бразилії, запропонований спосіб прокатки на безперервному високошвидкісному дротовому стані використовує меншу площу за рахунок застосування двох мініблоків з додатковим водяним охолодженням розкату, скорочення довжини вільної ділянки перед редукційнокалібрувальним блоком і відсутності петель, потребує меншої маси устаткування й дозволяє управляти температурним режимом на стані. Джерела інформації, прийняті до уваги при складанні заявки: 1. Проволочный стан 150 Макеевского металлургического комбината / С.М. Жучков, А.А. Горбанёв. Современные проволочные станы. Тенденции развития технологии и оборудования. М.: // ОАО «Черметинформация». Бюллетень «Черная металлургия». 2006. №7, - С.35-40. 13 88527 2. Высокоскоростная многоблочная линия для производства проката и катанки / Патент Республики Беларусь // №3382, 2006.12.01. 3. Лимпер Х.Г. Новые технологии производства катанки / VI конгресс прокатчиков 17 Комп’ютерна верстка А. Рябко 14 20.10.2005г. // Липецк, ОАО «Новолипецкий металлургический комбинат». С. 1-21. 4. Заявка на одержання патенту України №а200712225 "Безперервний дротовий стан" від 05.11.2007p. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of production of rolled wire on continuous wire mill
Автори англійськоюZhuchkov Serhii Mykhailovych, Kolosov Borys Mykolaiovych, Horbaniov ArkadiiOleksiiovych, Tokmakov Pavlo Vadymovych
Назва патенту російськоюСпособ производства катанки на непрерывном проволочном стане
Автори російськоюЖучков Сергей Михайлович, Колосов Борис Николаевич, Горбанев Аркадий Алексеевич, Токмаков Павел Вадимович
МПК / Мітки
МПК: B21B 45/02, B21B 1/16, C21D 8/06
Мітки: безперервному, катанки, спосіб, дротовому, стані, виробництва
Код посилання
<a href="https://ua.patents.su/7-88527-sposib-virobnictva-katanki-na-bezperervnomu-drotovomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва катанки на безперервному дротовому стані</a>
Спосіб виробництва катанки зі складнолегованих сталей на безперервному дротовому стані
Номер патенту: 88083
Опубліковано: 10.09.2009
Автори: Жучков Сергій Михайлович, Горбаньов Аркадій Олексійович, Колосов Борис Миколайович, Токмаков Павло Вадимович
МПК: B21B 3/02, B21B 1/00, B21B 3/00, C21D 8/06, C21D 9/52, B21B 1/02, B21B 1/16, B21B 1/04
Мітки: складнолегованих, дротовому, безперервному, спосіб, стані, виробництва, сталей, катанки
Формула / Реферат:
Спосіб виробництва катанки зі складнолегованої сталі на безперервному дротовому стані, що включає нагрівання заготовки у методичній нагрівальній печі до температури прокатки, наступну прокатку з чергуванням напрямку її обтискання на 90° у чорновій, проміжних і чистовій групах клітей блочного типу вказаного стану, водяне охолодження поверхні одержаного розкату перед і після цієї чистової групи клітей блочного типу, додаткове двоступінчсате...
Спосіб виробництва сортового прокату на безперервному стані
Номер патенту: 75995
Опубліковано: 15.06.2006
Автори: Костюченко Михайло Іванович, Шеремет Володимир Олександрович, Лохматов Олександр Павлович, Кекух Анатолій Володимирович, Паламар Дмитро Григорович, Жучков Сергій Михайлович, Тряпічкін Михайло Георгійович, Горбаньов Аркадій Олексійович, Кулаков Леонід Васильович, Сокуренко Анатолій Валентинович
МПК: B21B 1/22
Мітки: прокату, спосіб, сортового, виробництва, стані, безперервному
Формула / Реферат:
Спосіб виробництва сортового прокату на безперервному стані, що включає нагрів заготовки перед прокаткою в нагрівальній печі з температурою нагріву, яка змінюється по довжині заготовки від її переднього кінця до заднього кінця по ходу технологічного процесу, і прокатку на безперервному стані з заданими деформаційно-швидкісними умовами прокатки, який відрізняється тим, що нагрів заготовок у нагрівальній печі перед прокаткою здійснюють з...
Спосіб виробництва арматурного прокату на безперервному дрібносортному стані
Номер патенту: 75494
Опубліковано: 17.04.2006
Автори: Жучков Сергій Михайлович, Паламар Дмитро Григорович, Шеремет Володимир Олександрович, Курочкін Олександр Федорович, Кекух Анатолій Володимирович, Спіняков Віктор Костянтинович, Тряпічкін Михайло Георгійович, Кулаков Леонід Васильович, Лохматов Олександр Павлович, Сокуренко Анатолій Валентинович
Мітки: спосіб, прокату, безперервному, арматурного, дрібносортному, стані, виробництва
Формула / Реферат:
Спосіб виробництва арматурного прокату на безперервному стані, який включає нагрів заготовок під прокатку в нагрівальній печі, прокатку арматурного прокату на безперервному стані із заданими деформаційними і швидкісними параметрами і температурою кінця прокатки, який відрізняється тим, що нагрів заготовок під прокатку здійснюють до температури, встановленої, виходячи із залежності:T0=A+B×Tк+C×Vпр,причому коефіцієнти...
Спосіб прокатки смугових профілів на безперервному стані
Номер патенту: 11495
Опубліковано: 15.12.2005
Автори: Хрустенко Юрій Михайлович, Макаренко Олександр Анатолійович, Білий Микола Павлович, Паламар Дмитро Григорович, Жучков Сергій Михайлович, Курочкін Олександр Федорович, Токмаков Павло Вадимович
МПК: B21B 1/02
Мітки: безперервному, смугових, профілів, прокатки, стані, спосіб
Формула / Реферат:
1. Спосіб прокатки смугових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів до одержання проміжного розкату, деформацію проміжного розкату в системі витяжних калібрів до одержання розкату квадратного перерізу, деформацію розкату квадратного перерізу в некаліброваних валках із гладкою бочкою і наступні передчистове і чистове формування профілю, відповідно, у каліброваних валках і...
Спосіб виробництва сортового прокату і катанки
Номер патенту: 87573
Опубліковано: 27.07.2009
Автори: Лясов Володимир Григорович, Лєщенко Олександр Іванович, Токмаков Павло Вадимович, Лисенко Віктор Володимирович, Кекух Анатолій Володимирович, Шеремет Володимир Олександрович, Щур Віталій Андрійович, Полуновський Ісаак Євсійович, Вакуленко Сергій Миколайович, Спіняков Віктор Костянтинович, Жучков Сергій Михайлович
МПК: B21B 1/16
Мітки: прокату, сортового, катанки, спосіб, виробництва
Формула / Реферат:
1. Спосіб виробництва сортового прокату і катанки, що включає прокатку вихідної заготовки в клітях чорнової, проміжної і чистової груп, а також у дротовому блоці із заданими ступенями деформації і коефіцієнтами витяжки металу в кожній кліті стана, коефіцієнтами загальної витяжки металу в групах клітей стана і дротовому блоці, загальним коефіцієнтом витяжки металу на стані до одержання готового прокату, який відрізняється тим, що прокатку в...