Спосіб кування дисків з уступами
Номер патенту: 90962
Опубліковано: 10.06.2010
Автори: Чухліб Віталій Леонидович, Ашкелянець Антон Володимирович
Формула / Реферат
Спосіб кування дисків з уступами зі зливка, що включає білетирування і розділення зливка на заготовки з наступною їх осадкою, який відрізняється тим, що осадку виконують у дві стадії, першу з яких виконують за допомогою "врізного" конусного кільця з зовнішнім кутом конусності 15°...45°, що має внутрішній конусний отвір з кутом конусності 2°...6° і діаметр більшої нижньої частини отвору, відповідний уступу диска, при цьому "врізне" конусне кільце зі сторони меншого зовнішнього діаметра впроваджують у заготовку на 1/3...2/3 висоти заготовки, а другу стадію виконують після кантовки на 180° за допомогою підкладного кільця з остаточним формуванням уступу.
Текст
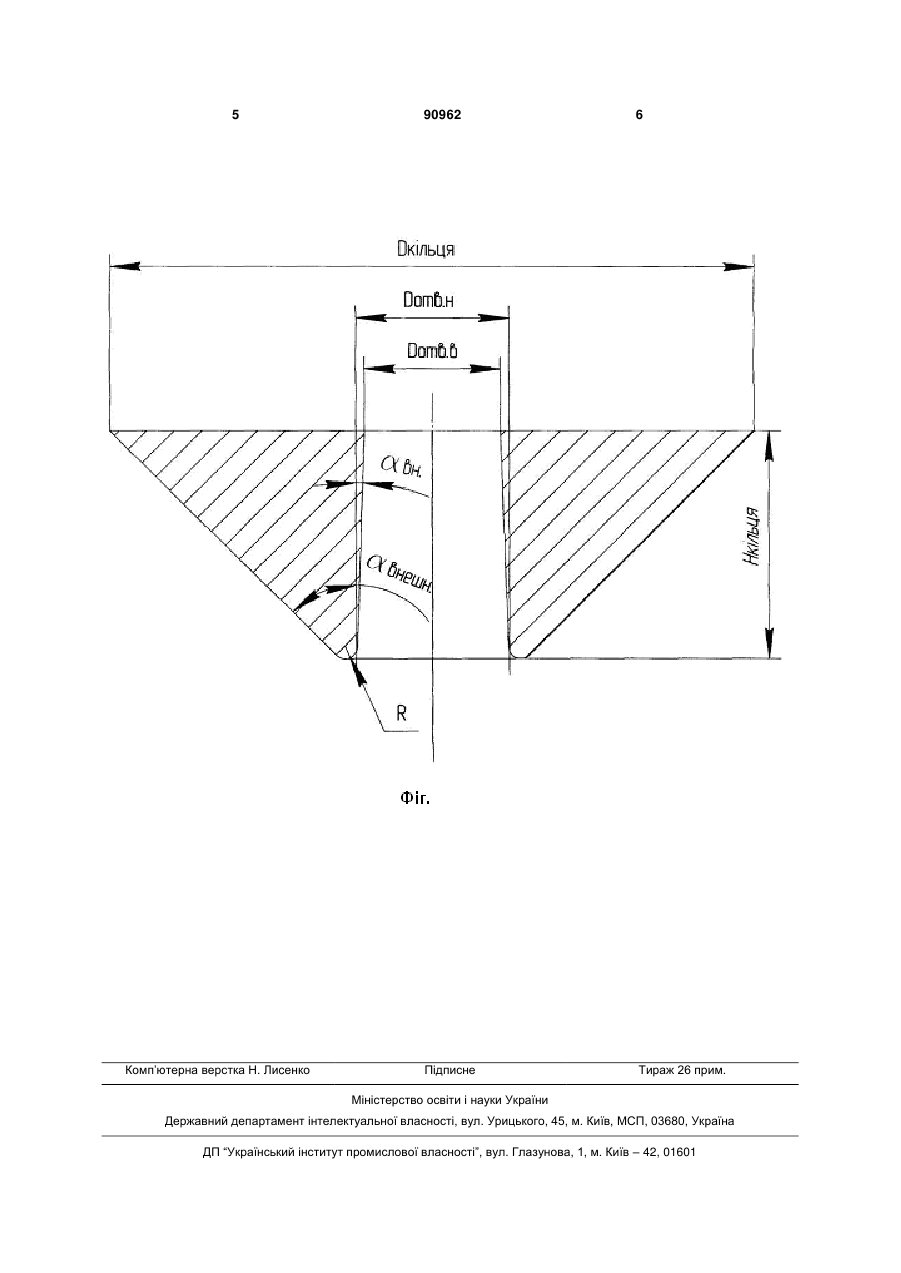
Спосіб кування дисків з уступами зі зливка, що включає білетирування і розділення зливка на заготовки з наступною їх осадкою, який відрізняється тим, що осадку виконують у дві стадії, першу з яких виконують за допомогою "врізного" конусного кільця з зовнішнім кутом конусності 15°...45°, що має внутрішній конусний отвір з кутом конусності 2°...6° і діаметр більшої нижньої частини отвору, відповідний уступу диска, при цьому "врізне" конусне кільце зі сторони меншого зовнішнього діаметра впроваджують у заготовку на 1/3...2/3 висоти заготовки, а другу стадію виконують після кантовки на 180° за допомогою підкладного кільця з остаточним формуванням уступу. Винахід відноситься до обробки металів тиском, зокрема, кування поковок типу дисків з уступами у металургійній та машинобудівній галузях промисловості. Відомий спосіб виготовлення заготовки для виробу типа коліс, який включає осадку вихідної заготовки, формування однобічного уступу під ступицю з послідуючим формуванням ступиці та диску із центруванням заготовки за вказаним уступом. [А. с. СРСР №1279734 МКИ В21К1/28. Опубл. 30.12.86]. Недоліком такого способу кування дисків з уступами, є те що при формуванні однобічного уступу під ступицю неможливо отримати уступ який у декілька разів буде перевищувати висоту полотна диска за рахунок того, що об'єм металу, який приймає участь у формуванні уступу невеликий, що в свою чергу призводить до підвищення трудомісткості та витрат металу при механічній обробці. Також при використанні такого способу кування дисків з уступами отримують поковки, які невеликі за масою. Найбільш близьким аналогом способу, що заявляється, обраним як прототип, є спосіб кування дисків з уступами із зливку, який включає білетирування І розділення зливка на заготовку кожну з яких осаджують у підкладному кільці з остаточним формування уступу. [А. с. СРСР №846051 МКИ В21К1/32. Опубл. 25.07.81]. Недоліком такого способу кування дисків з уступами є те, що при остаточному формуванні уступу у підкладному кільці неможливо отримати уступ, який у декілька разів буде перевищувати висоту полотна диска за рахунок того, що об'єм металу який приймає участь у формуванні уступу у підкладному кільці невеликий, внаслідок чого для отримання такого типу уступу використовують механічну обробку, що в свою чергу призводить до підвищення трудомісткості і витрат металу. В основу винаходу поставлена задача зменшення трудомісткості та витрат металу за рахунок виключення додаткової механічної обробки на видалення ковальського напуску. Поставлена задача вирішується тим, що осадку виконують у дві стадії, першу з яких виконують за допомогою «врізного» конусного кільця з зовнішнім кутом конусності 15°...45°, маючи внутрішній конусний отвір з кутом конусності 2°...6°, і діаметр (19) UA (11) 90962 (13) C2 (21) a200814963 (22) 25.12.2008 (24) 10.06.2010 (46) 10.06.2010, Бюл.№ 11, 2010 р. (72) ЧУХЛІБ ВІТАЛІЙ ЛЕОНИДОВИЧ, АШКЕЛЯНЕЦЬ АНТОН ВОЛОДИМИРОВИЧ (73) НАЦІОНАЛЬНА МЕТАЛУРГІЙНА АКАДЕМІЯ УКРАЇНИ (56) SU 846051; 15.07.1981 SU 1279734 A1; 30.12.1986 SU 1542684 A1; 15.02.1990 UA 4308 U; 17.01.2005 US 4084419; 18.04.1978 RU 2335373 C2; 10.10.2008 SU 1030080 A; 23.07.1983 3 більшої нижньої частини отвору, відповідний уступу диску, при цьому, «врізне» конусне кільце зі сторони меншого зовнішнього діаметру впроваджують у заготовку на 1/3...2/3 висоти заготовки, а другу стадію виконують після кантовки на 180° за допомогою підкладного кільця з остаточним формуванням уступу. Технічний результат полягає в тому, що при використанні даного способу кування дисків з уступами при застосуванні «врізних» конусних кілець є можливість отримати уступ, висота якого у декілька разів перевищує висоту полотна диску без додаткової механічної обробка» а при використанні даних кутів конусності отримуємо оптимальне формозмінення при осадці у підкладному кільці. Загальною ознакою для заявленого способу й прототипу є те, що при виготовлені дисків з уступами, використовують підкладні кільця для формування уступу. Відрізняльною ознакою є те, що при виготовлені дисків з уступами операцію осадки виконують у дві стадії: першу виконують за допомогою «врізного» конусного кільця з заданими: зовнішнім кутом конусності 15°...45°, маючи внутрішній конусний отвір з кутом конусності 2°...6°, і діаметр більшої нижньої частини отвору, який відповідає діаметру уступу диску, при цьому «врізне» конусне кільце зі сторони меншого зовнішнього діаметру впроваджують у заготовку на 1/3...2/3 висоти заготовки. Другу стадію осадки виконують після того як видалять «врізне» конусне кільце і після кантовки на 180° виконують осадку у підкладному кільці, при цьому відбувається остаточне формування уступу. Кування дисків з уступами при застосуванні запропонованого способу з використанням «врізного» конусного кільця дає можливість отримати уступ, який у декілька разів буде перевищувати висоту полотна диску без додаткової механічної обробки для видалення ковальського напуску, за рахунок того, що уступ формується «врізним» конусним кільцем, після чого осадкою у підкладному кільці формують лише полотно диску. Це призводить до зменшення навантаження при осадці у підкладному кільці за рахунок того, що метал який повинен затікати в отвір підкладного кільця вже сформований «врізним» конусним кільцем і затікання металу в отвір майже не відбувається. Обрані співвідношення кутів зовнішньої конусності, які лежать у межах 15°...45°, надають можливість отримати оптимальне формозмінення при 90962 4 осадці у підкладному кільці, а саме варіювання кута зовнішньої конусності у даному діапазоні дає можливість отримувати направлення течії металу, як на збільшення діаметр полотна диску, так і на отримання найбільшої висоти уступу. Але при обиранні кута конусності більше 45°, отримуємо значне збільшення діаметру верхньої частини заготовки і при осадці у підкладному кільці ця різниця у діаметрах погіршує якість нижньої поверхні заготовки, а при обиранні кута менше 15° інструмент приймає вид сокири і процес формозмінення стає схожим на процес розділення заготовки на частини, який характеризує руйнування, що існує неприпустимим для процесу пластичної деформації. При виборі внутрішнього кута конусності, який лежіть у межах від 2°...6°, необхідно враховувати що він залежіть від впровадження «врізного» конусного кільця на глибину 1/3...2/3 висоти заготовки і забезпечує можливість легкого видалення цього кільця піеля його впровадження перед остаточним формуванням уступу диску у підкладному кільці. Суть пропонуємого винаходу пояснюється кресленням, на якому зображена схема інструменту. Фіг. - загальний вид «врізного» конусного кільця для кування дисків з уступами, де Dкілц. - діаметр кільця; Dотв. н - діаметр нижньої частини отвору; Dотв. в - діаметр верхньої частини отвору; Нкілц. - висота кільця; зовн. - зовнішній кут конусності; вн - внутрішній кут конусності; R - радіус скруглення. Спосіб здійснюється наступним чином: спочатку відбувається обирання зливку з заданою вагою потім виконують білетировання і розділення зливка на заготовку кожну з яких осаджують, але операцію осадки виконують у дві стадії: першу стадію виконують за допомогою «врізного» конусного кільця, а другу стадію осадки виконують після того як видалять «врізне» конусне кільце і зроблять кантовку на 180°, після цього виконують осадку у підкладному кільці з остаточним формуванням уступу. Винахід, що заявляється, ґрунтується на теоретичних розрахунках, підтверджених експериментами. Отриманні дані свідчать про те, що цей процес може бути багаторазово відтворений у виробництві. 5 Комп’ютерна верстка Н. Лиcенко 90962 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of forging disks with ledges
Автори англійськоюChukhlib Vitalii Leonydovych, Ashkelianets Anton Volodymyrovych
Назва патенту російськоюСпособ ковки дисков с уступами
Автори російськоюЧухлиб Виталий Леонидович, Ашкелянец Антон Владимирович
МПК / Мітки
МПК: B21K 1/28
Мітки: кування, дисків, спосіб, уступами
Код посилання
<a href="https://ua.patents.su/3-90962-sposib-kuvannya-diskiv-z-ustupami.html" target="_blank" rel="follow" title="База патентів України">Спосіб кування дисків з уступами</a>
Спосіб кування заготовок на чотирибойковій радіально-кувальній машині
Номер патенту: 64357
Опубліковано: 16.02.2004
Автори: Терновий Юрій Федорович, Лазоркін Віктор Андрійович, Сєдов Анатолій Олександрович
МПК: B21J 1/04
Мітки: радіально-кувальній, кування, спосіб, заготовок, чотирибойковий, машини
Формула / Реферат:
Спосіб кування заготовок на чотирибойковій радіально-кувальній машині, що включає попереднє обтиснення її кінців калібруючими ділянками бойків, обтиснення за всією довжиною заготовки, подавання та кантування, який відрізняється тим, що обтиснення кінців заготовки калібруючими ділянками бойків здійснюють зі ступенем деформування 35-50%, витримуючи при цьому співвідношенняln/d3= 0,5
Спосіб радіального кування чотирма бойками
Номер патенту: 64485
Опубліковано: 16.02.2004
Автори: Лазоркіна Дар'я Вікторівна, Артамонов Юрій Вікторович, Бедросова Лариса Василівна, Терновий Юрій Федорович, Лазоркін Віктор Андрійович
МПК: B21J 1/04
Мітки: кування, чотирма, радіального, бойками, спосіб
Формула / Реферат:
Спосіб радіального кування чотирма бойками, при якому заготовку формують за кілька переходів за схемою коло-квадрат-коло, що включає подавання та кантування, який відрізняється тим, що при формуванні квадратного перерізу кування виконують з обтисненнями 0,25-0,35 від перерізу заготовки та кантовками на кут 45°, а на кожному наступному проході здійснюють обтиснення по ребрах заготовки, отриманої на попередньому проході.
Спосіб відновлення спрацьованих дисків сільськогосподарської сівалки
Номер патенту: 38536
Опубліковано: 15.05.2001
Автори: Осмак Мирон Іванович, Назар Ігор Богданович
МПК: A01B 7/00, A01B 15/00
Мітки: сільськогосподарсько, дисків, відновлення, спосіб, сівалки, спрацьованих
Формула / Реферат:
Спосіб відновлення опрацьованих дисків сільськогосподарської сівалки, згідно з яким один із спрацьованих дисків обточують до технологічного діаметру, і до обточеного центрального диска приварюють в середовищі захисних газів сектори відновлювального кільця, з попередньою їх фіксацією в осьовому та радіальному напрямках, який відрізняється тим, що сектори, відновлювального кільця виготовляють з іншого спрацьованого диска, внутрішній діаметр...
Спосіб радіального кування коротких злитків
Номер патенту: 38090
Опубліковано: 15.05.2001
Автори: Терновий Юрій Федорович, Лазоркін Віктор Андрійович, Артамонов Юрій Вікторович
МПК: B21J 1/04
Мітки: коротких, радіального, кування, спосіб, злитків
Текст:
...кількість проходів. Після того, як розрахували кількість проходів до перехоплення другим маніпулятором, визначають обтиснення за прохід Dd'=(0,8…1,0)Ddmax, при куванні в двох маніпуляторах з максимальним подаванням заготовки. В цьому разі забезпечується і, мінімальна кількість рабочих та холостих проходів (фіг.1), зменшується кількість переналаджувань та досягається висока продуктивність процесу порівняно з відомим способом кування коротких...
Спосіб кування заготовок
Номер патенту: 66491
Опубліковано: 17.05.2004
Автори: Лазоркіна Дар'я Вікторівна, Терновий Юрій Федорович, Лазоркін Віктор Андрійович, Артамонов Юрій Вікторович, Бедросова Лариса Василівна
МПК: B21J 1/04
Мітки: кування, заготовок, спосіб
Формула / Реферат:
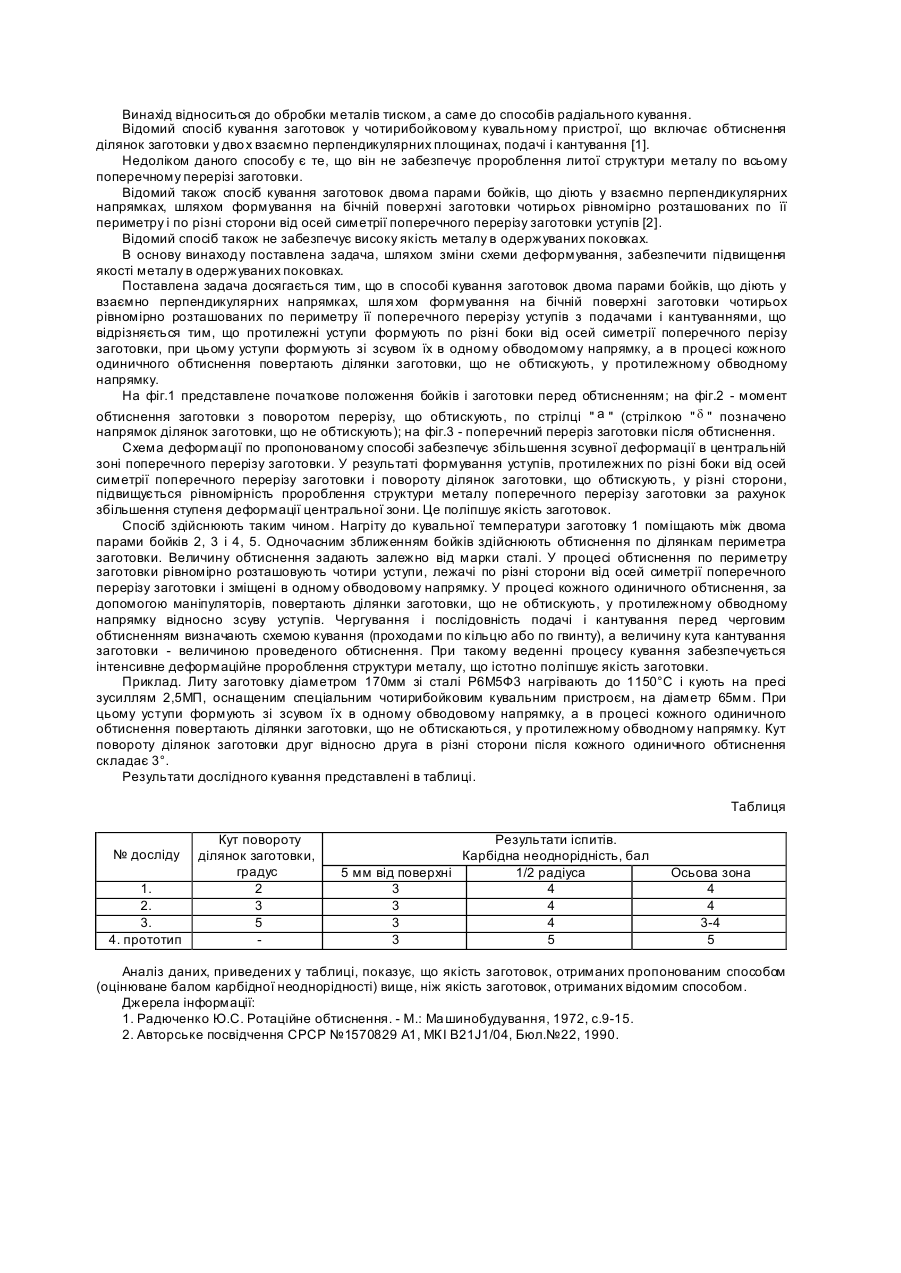
Спосіб кування заготовок двома парами бойків, що діють у двох взаємно перпендикулярних напрямках, шляхом формування на бічній поверхні заготовки чотирьох розміщених по периметру її поперечного перерізу уступів з подачами і кантуваннями, який відрізняється тим, що протилежні уступи формують по різні боки від осей симетрії поперечного перерізу заготовки, при цьому уступи формують зі зсувом їх в одному обводовому напрямку, а в процесі кожного...
Попередній патент: Радіофізичний гравіметр
Наступний патент: Спосіб аерорекламування
Випадковий патент: Пристрій для змащування робочої поверхні млинниці (протирка)